
Einleitung: Die unsichtbaren Befestigungselemente, die Ihr Fahrzeug zusammenhalten

Clipmuttern für die Automobilindustrie sind Aufnahmen aus Federstahl oder Edelstahl, die auf Flansche, Kanten oder vorgebohrte Löcher von Karosserieteilen aufschnappen und so einen festen Gewindebefestigungspunkt für die nachfolgende Schraubenmontage bieten. Sie machen Schweißmuttern, Käfigmuttern oder den Zugang von der Rückseite bei der Rohkarosserie- und Verkleidungsmontage überflüssig – und ermöglichen so die einseitige, werkzeuglose Montage der Muttern, was in der Serienfertigung pro Verbindung Sekunden spart.
China hat sich zum weltweit führenden Hersteller von Kfz-Clipmuttern entwickelt und produziert schätzungsweise 60–70 Tonnen der weltweiten Clipmutternproduktion in Hunderten von Stanzwerken in den Provinzen Hebei, Zhejiang und Guangdong. Die Qualitätsspanne der chinesischen Anbieter von Kfz-Clipmuttern reicht jedoch von minderwertigen Ersatzteilen für den Aftermarket bis hin zu IATF 16949-zertifizierten OEM-Komponenten mit vollständiger PPAP-Dokumentation. Für Einkäufer, die diese Lieferantenbasis bewerten, ist nicht der Preis pro Tausend entscheidend, sondern die gleichbleibende Haltekraft, die Maßgenauigkeit und die Korrosionsbeständigkeit unter realer Fahrzeugbelastung.
Dieser Leitfaden quantifiziert die mechanischen Leistungskriterien, die OEM-konforme Clipmuttern aus chinesischer Produktion von generischen Alternativen unterscheiden, und liefert die technischen Daten, die für die zuverlässige Spezifizierung und Qualifizierung dieser Verbindungselemente erforderlich sind.
Varianten der Clipmuttergeometrie und ihre Fahrzeuganwendungen
Die Befestigungsmuttern für Kfz-Teile sind in verschiedenen geometrischen Ausführungen erhältlich, die jeweils für eine bestimmte Befestigungsmethode an Karosserieteilen entwickelt wurden. Die Auswahl der falschen Variante für eine gegebene Karosserieteilgeometrie ist der häufigste Spezifikationsfehler bei der Beschaffung von Befestigungsmuttern.
| Clipmutter-Typ | Befestigungsmethode | Plattendickenbereich | Typische Gewindegrößen | Primäre Fahrzeuganwendung |
|---|---|---|---|---|
| U-Mutter (Schnellmutter) | Schnappt über die Plattenkante oder den Flansch | 0,5 – 3,0 mm | M4, M5, M6, M8 | Kotflügel-Karosserie-Verbindung, Schwellerverkleidung, Spritzschutz |
| J-Nut | Haken von einer Seite in die Öffnung der Platte ein. | 0,7 – 2,5 mm | M5, M6, M8 | Türinnenverkleidung, Viertelverkleidung |
| Flache Federmutter | Lässt sich auf die Plattenkante schieben und wird durch Federspannung gehalten. | 0,5 – 1,5 mm | M4, M5, M6 | Innenausstattung, Dachhimmelhalterung, Armaturenbrett-Hilfsrahmen |
| Käfigmutter (Geschlossene Mutter) | In ein Vierkantloch gepresst; Mutter hat Spiel ±2 mm | 0,8 – 3,0 mm | M5, M6, M8, 10 | Chassis-Querträger, Batteriehalterung, Strukturhalterung |
| Fassmutter (Schornsteinmutter) | Wird in ein rundes Loch eingesetzt; spreizt sich beim Einschrauben. | 1,0 – 4,0 mm | M6, M8 | Stoßstangenverstärkung, Kühlerhalterung |
| Extrudierte Clipmutter | Gestanztes Loch mit extrudiertem Gewindeformring | 0,8 – 2,0 mm | M5, M6 | Blechhalterungen, Sensorhalterungen |
U- und J-Muttern machen zusammen den größten Anteil der chinesischen Exporte von Clipmuttern für die Automobilindustrie aus, da sie in den am häufigsten verwendeten Fahrzeugbereichen zum Einsatz kommen: Befestigung von Außenzierleisten und Montage von Innenverkleidungen. Käfigmuttern dominieren Anwendungen im Bereich der Strukturbauteile und der Batteriehalterungen von Elektrofahrzeugen, wo das Spiel von ±2 mm die Fertigungstoleranzen der Karosserie ausgleicht.
Spezifikationen der Haltekraft: Die zentrale Qualitätskennzahl
Der entscheidende Leistungsparameter für jede Klemmmutter ist ihre Haltekraft – der Widerstand gegen ein Lösen, bevor die Gegenschraube montiert wird. Eine Klemmmutter, die sich während des Transports der Karosserie zwischen den Montagestationen löst, führt zu einem Materialfehler, der die Produktion unterbricht oder, schlimmer noch, unbemerkt ausgeliefert wird.
| Leistungsparameter | OEM-Spezifikation (typisch) | Premium-Lieferant aus China | Generischer Lieferant aus China |
|---|---|---|---|
| Druckkraft (Installation) | 15 – 45 N | 20 – 40 N (gesteuertes Fenster) | 10 – 60 N (große Streuung) |
| Haltekraft (Abreißkraft) | ≥ 50 N (vor dem Einschrauben) | ≥ 65 N | 25 – 50 N (marginal) |
| Retention nach Vibration (10⁶ Zyklen) | ≥ 40 N Rest | ≥ 50 N Rest | Nicht getestet |
| Anzugsmoment für Schraubenantriebe (üblich) | 0,5 – 3,0 Nm | 0,8 – 2,5 Nm (enges Fenster) | 0,3 – 4,0 Nm (unregelmäßig) |
| Anzugsmoment für Schraubenstreifen | ≥ 8 Nm (M6) | ≥ 10 Nm | 5 – 8 Nm (Grenzbereich) |
| Schwimmbereich (Käfigmutter) | ±1,5 – ±2,5 mm | ±2,0 mm ±0,2 mm | ±2,0 mm ±0,8 mm (inkonsistent) |
| Wiederverwendbarkeit | ≥ 5 Einsetz-Entfernungs-Zyklen bei ≥ 80 %-Retention | 5+ Zyklen verifiziert | Nicht angegeben |
Die Asymmetrie zwischen Aufsteck- und Abziehkraft ist ein bewusstes Konstruktionsmerkmal: Die Clipmuttern müssen sich leicht montieren lassen (geringe Aufsteckkraft), aber schwer lösen (hohe Abziehkraft). Diese Asymmetrie wird durch präzise geformte Federbeine mit kontrollierter Auslenkungsgeometrie erreicht. Wenn chinesische Zulieferer von Clipmuttern für die Automobilindustrie diese Federbeine mit ungleichmäßigen Werkzeugspaltmaßen stanzen, vergrößert sich der Kraftspielraum, und die Asymmetrie geht verloren. Dies führt zu Clipmuttern, die sich entweder nur schwer montieren lassen (Ermüdung des Bedieners, Produktionsverlangsamung) oder während des Transports abfallen (Fehlteilfehler).
KeyFixPro steuert dieses Kraftfenster durch progressive Stanzwerkzeuge, die mit einem Stempel-Matrizen-Spiel von ±0,02 mm gehalten werden, wobei für jede Produktionscharge 100 % Inline-Krafttests auf Druck- und Abzugsparameter durchgeführt werden.
Material und Vergleich der Oberflächenbehandlung

Bei der Materialauswahl für Kfz-Klemmmuttern muss ein Gleichgewicht zwischen Federelastizität, Korrosionsbeständigkeit und Formbarkeit gefunden werden.
| Material | Härte (HV) | Frühlingsresistenz | Korrosionsstrategie | Kostenindex | Optimale Anwendung |
|---|---|---|---|---|---|
| Federstahl (SAE 1050–1075) | 380 – 480 | Exzellent | Zink- oder Zink-Nickel-Beschichtung erforderlich | 1,0× | Hochfeste U-Muttern für den Außenbereich, J-Muttern |
| Niedrigkohlenstoffstahl (SAE 1008–1010) | 120 – 180 | Mäßig | Zink- oder Phosphatbeschichtung | 0,8× | Innenliegende Flachfedermuttern, Klemmen für geringe Belastung |
| Edelstahl (301, 304) | 250 – 400 (arbeitserprobt) | Gut | Inhärent; keine Beschichtung erforderlich | 2,5× | Fahrzeuge in der Nähe von Abgasanlagen, die auf Küstenmärkten eingesetzt werden |
| Edelstahl (631 / 17-7PH) | 400 – 500 (durch Niederschlag gehärtet) | Exzellent | Inhärent | 4,0× | Unterbodenstruktur, EV-Batteriehalterung |
Die Oberflächenbehandlung muss der gleichen Korrosionsumgebung standhalten wie die angrenzenden Karosserieteile – typischerweise 720+ Stunden neutraler Salzsprühnebeltest für außenliegende Stellen.
| Beschichtung | Dicke (μm) | Salzsprühnebel (Std.) | Reibungseinfluss auf den Schraubenantrieb | Eignung |
|---|---|---|---|---|
| Dreiwertige Zink-Elektroplattierung | 8 – 12 | 200 – 400 | Mäßig; für die meisten akzeptabel | Innenbereich + milder Außenbereich |
| Zink-Nickel (12–15 % Ni) | 8 – 15 | 720 – 1.000+ | Niedrig; konstant μ | Unterboden, Radkasten, Motorraum |
| Zinkflocken (DACROMET / Geomet) | 6 – 10 | 500 – 1.000 | Sehr gering; kontrollierte Reibung | Strukturelle, drehmomentkritische Verbindungen |
| Phosphat + Öl | 3 – 8 | 48 – 96 | Sehr niedrig | Nur für den Innenbereich; vorübergehender Schutz |
| E-Coat (Kathodisches Epoxidharz) | 15 – 25 | 500 – 750 | Mäßig | Unterbodenverkleidungen mit anschließender Lackierung |
Die hauseigenen Zink-Nickel- und DACROMET-Beschichtungsanlagen von KeyFixPro liefern Kfz-Clipmuttern, die gemäß ASTM B117 über 1.000 Stunden im neutralen Salzsprühtest validiert wurden – und damit der Korrosionsbeständigkeit der Karosserieteile entsprechen, an denen sie befestigt sind.
Maßtoleranzen, die zählen
Neben der Haltekraft beeinflusst die Maßgenauigkeit von Clipmuttern im Automobilbereich direkt die Leistung der Montagelinie: Eine zu große Clipmutter verklemmt sich an der Plattenkante; eine zu kleine fällt durch das Befestigungsloch.
| Kritische Dimension | OEM-Toleranz | KeyFixPro-Funktion | Auswirkungen der Nichteinhaltung |
|---|---|---|---|
| Loch-/Kanteneingriffsbreite | ±0,10 mm | ±0,05 mm | Zu lockerer Sitz → Abfallen; zu enger Sitz → Montageschäden |
| Gewindesteigungsdurchmesser (Mutterelement) | Klasse 6H (ISO 965-1) | 6H-Prüfung durch Gut/Schlecht-Lehre | Überdimensionierung → geringe Klemmkraft; Unterdimensionierung → Gewindeverkantung |
| Gesamthöhe (montiert) | ±0,20 mm | ±0,10 mm | Überschreitet Stapelgröße → Schraube erreicht vor dem Festklemmen den Anschlag |
| Symmetrie der Federbeine (Auslenkung) | ≤ 0,15 mm Unterschied L vs. R | ≤ 0,08 mm | Asymmetrische Retention → Rotation unter Vibration |
| Grathöhe (gestanzte Kanten) | ≤ 0,10 mm | ≤ 0,05 mm | Schnittverletzung des Bedieners; Lackschaden an der angrenzenden Platte |
KeyFixPro erreicht diese Toleranzen durch präzises Folgeverbundstanzen auf 50–300 Tonnen Pressen mit einer Hubzahl von über 80 Hüben pro Minute, mit integrierter Werkzeugsensorik, die den Stempelverschleiß überwacht und automatisch Wartungswarnungen auslöst, bevor die Toleranzabweichung die Ausschussgrenze erreicht.
Qualifikation Ein chinesischer Lieferant von Kfz-Clipmuttern: Checkliste mit 8 Punkten für die Prüfung
Nicht jede Stanzerei in China kann Klemmmuttern in Erstausrüsterqualität herstellen. Das folgende Prüfverfahren trennt qualifizierte Hersteller von Anbietern, die nur Standardware herstellen.

| Prüfpunkt | Was zu überprüfen ist | Rote Flagge |
|---|---|---|
| IATF 16949-Zertifizierung | Der Geltungsbereich der Zertifizierung umfasst gestanzte Befestigungselemente und Clipmuttern. | Geltungsbereich beschränkt auf bearbeitete Teile oder Nicht-Automobilteile |
| Fähigkeit zum progressiven Werkzeugbau | Mehrstationswerkzeuge formen Klammer-, Gewinde- und Federelemente in einem Pressvorgang | Manuelles Biegen oder sekundäres Punktschweißen des Mutterelements |
| In-Line-Kraftprüfung | Überprüfung der Druck-/Ablösekraft von 100 %-Prüfköpfen in der Produktionslinie | Kraftprüfung nur an Erststücken oder Mustern |
| Materialrückverfolgbarkeit | Eingangsspule zertifiziert nach SAE/JIS-Spezifikation; wärmerückführbar | Generischer “Federstahl” ohne Werkszeugnis |
| Korrosionsvalidierung | Salzsprühnebeltestberichte gemäß ASTM B117 an beschichteten Klemmmuttern | Salzsprühnebeltest an flachen Prüfkörpern, nicht an Formteilen |
| Gewindelehre | Gut/Schlecht-Prüfung gemäß ISO 965-1 für jede Charge | Gewindekonformität wird aus dem Werkzeugzustand angenommen |
| Dimensionale SPC | Cpk ≥ 1,33 bei kritischen Engagement-Dimensionen | Keine SPC-Daten; 100 manuelle Inspektionen des Typs % wurden gemeldet. |
| PPAP-Bereitschaft | Fähigkeit zur PPAP-Prüfung der Stufe 3 mit vollständiger Maßauslegung und Fähigkeitsstudie | Nur Stufe 1 (Einreichung des Haftbefehls) verfügbar |
KeyFixPro erfüllt alle Anforderungen: IATF 16949-, ISO 9001- und ISO 14001-zertifiziert, mit fortschrittlichen Stanzlinien, Inline-Kraftprüfung, AMETEK OES-Wareneingangsprüfung, CMM-Dimensionskontrolle mit einer Genauigkeit von ±0,001 mm, optischer Sortierung (100 %) und dokumentierter, fehlerfreier Warenausgangsqualität (0 PPM) in über 100 Automobilprogrammen. Diese Infrastruktur positioniert KeyFixPro als Premium-Lieferanten von Clipmuttern für die Automobilindustrie in China und beliefert OEMs und Tier-1-Kunden in über 20 Ländern.
Fahrzeugzonen-Anwendungskarte
Unterschiedliche Fahrzeugzonen stellen unterschiedliche Anforderungen an die Leistungsfähigkeit der Clipmuttern. Die folgende Matrix dient als Leitfaden für die Spezifikation nach Einbauort.
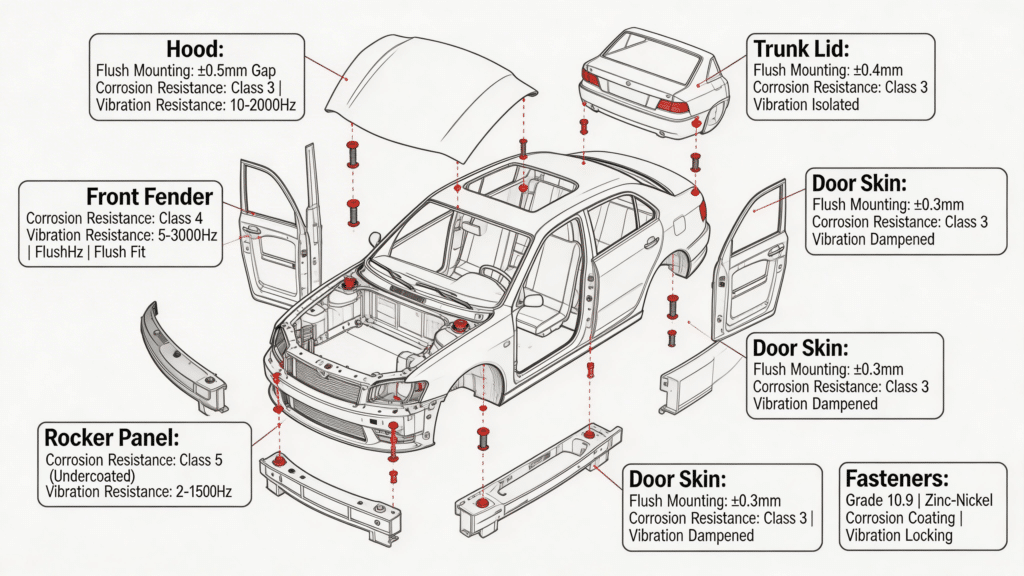
| Fahrzeugzone | Dominanter Stress | Empfohlener Clip-Typ | Material | Beschichtung | Gewindegröße |
|---|---|---|---|---|---|
| Kotflügel / Radlauf | Steinsplitter + Salzsprühnebel | U-Mutter, schwere Feder | SAE 1065 Federstahl | Zink-Nickel 15 μm | M6 |
| Türinnenverkleidung | Schlagvibrationen + Feuchtigkeit | J-Mutter mit Schwimmer | SAE 1050 Federstahl | Dreiwertiges Zink | M5 – M6 |
| Instrumententafel | NVH-Empfindlichkeit | Flache Federmutter | SAE 1010 kohlenstoffarm | Phosphat + Öl | M4 – M5 |
| Unterbodenschutz | Straßenschmutz + Wassereinwirkung | U-Mutter, dicke Ausführung | SAE 1065 oder 301 Edelstahl | DACROMET | M6 – M8 |
| EV-Batteriehalterung | Crashbelastung + IP67-Abdichtung | Käfigmutter mit Dichtscheibe | Edelstahl 17-7PH | Passiviert | M8 – M10 |
| Stoßstangenverstärkung | Stoßdämpfung bei niedrigen Geschwindigkeiten | Fassmutter | SAE 1050 | Zink-Nickel | M6 – M8 |
| Dachreling-/Gepäckträgermontage | Windauftrieb + UV-Strahlung | J-Mutter, Edelstahl | Edelstahl 304 | Inhärent | M6 |
Neue Trends in der Entwicklung von Clipmuttern für die Automobilindustrie
Drei Entwicklungen verändern die Anforderungen an chinesische Hersteller von Kfz-Clipmuttern.
Integration des EV-Batteriegehäuses — Batterieträgerbaugruppen erfordern Klemmmuttern, die sowohl strukturelle Stoßfestigkeit als auch Wasserdichtigkeit gemäß IP67 vereinen. Integrierte Dichtscheiben an den Käfigmuttern während des Stanzprozesses ersetzen separate Dichtungsringe, reduzieren die Anzahl der Bauteile und eliminieren potenzielle Leckagequellen.
Leichtbauweise aus mehreren Materialien Da Fahrzeugkarosserien zunehmend aus einer Mischung von Aluminium, hochfestem Stahl und CFK bestehen, müssen Klemmmuttern größere Blechdickenbereiche abdecken und galvanische Korrosionsunterschiede ausgleichen. Speziell entwickelte, polymerisolierte Klemmmuttern und Edelstahlvarianten mit Isolierbeschichtungen gewinnen daher in Karosserien mit Materialmix an Bedeutung.
Automatische Clip-Mutter-Platzierung — Robotergestützte Bestückungssysteme ersetzen zunehmend die manuelle Montage von Clipmuttern in Rohkarosseriefertigungen. Diese Systeme erfordern Clipmuttern mit engeren Maßtoleranzen (±0,05 mm Eingriffsbreite) und gleichmäßigeren Kraftbereichen (±5 N), um eine zuverlässige, automatisierte Montage ohne Fehler durch Kraftrückmeldung zu gewährleisten.
Häufig gestellte Fragen
Worin besteht der Unterschied zwischen einer Klemmmutter und einer Schweißmutter?
Eine Clipmutter wird mechanisch auf ein Blech aufgeschnappt und kann ohne Hitze, Strom oder Zugang von der Rückseite montiert werden. Eine Schweißmutter wird durch Widerstandsschweißen dauerhaft mit dem Blech verschmolzen, was einen beidseitigen Elektrodenzugang erfordert und bei dünnen Blechen das Risiko thermischer Verformung erhöht. Clipmuttern sind vorzuziehen, wenn Demontage, einseitiger Zugang oder wärmeempfindliche Untergründe erforderlich sind.
Wie gewährleistet KeyFixPro eine gleichbleibende Haltekraft der Clipmutter?
Jede Produktionscharge der KeyFixPro-Clipmuttern durchläuft 100 Inline-Krafttests (%), bei denen sowohl die Druck- als auch die Auszugskräfte gemessen werden. Die Stanzwerkzeuge werden mit automatischer Verschleißüberwachung auf ein Spiel von ±0,02 mm gehalten, und die Haltekraft Cpk wird in Echtzeit mittels statistischer Prozesskontrolle (SPC) erfasst. Diese Prozessarchitektur gewährleistet die Einhaltung der engen Kraftvorgaben (z. B. 20–40 N Druckkraft, ≥ 65 N Auszugskraft), die von OEM-Karosseriemontagelinien gefordert werden.
Kann KeyFixPro Sowohl Prototypen als auch Serienmengen liefern?
Ja. Gestempelte Prototypen sind ab 1.000 Stück zur Designvalidierung erhältlich. Serienproduktionen beginnen bei 50.000 Stück pro Variante, mit Kostenreduzierungen ab 100.000, 500.000 und über 1 Million Stück. Für programmspezifische Angebote kontaktieren Sie uns bitte unter sales@keyfixpro.com.
Welche Beschichtung eignet sich am besten für Unterbodenbefestigungsmuttern, die Streusalz ausgesetzt sind?
Eine Zink-Nickel-Legierung (12–15 % Ni) bietet den stärksten Schutz für Unterbodenbereiche und übertrifft 720 Stunden im neutralen Salzsprühtest gemäß ASTM B117. Für Bereiche, die zusätzlich alkalischen Reinigungsmitteln mit hohem pH-Wert ausgesetzt sind, bieten Zinklamellenbeschichtungen (DACROMET / Geomet) eine vergleichbare Beständigkeit im Salzsprühtest bei gleichzeitig überlegener Chemikalienbeständigkeit.
KeyFixPro – gegründet im Jahr 2000, zertifiziert nach IATF 16949, ISO 9001 und ISO 14001 – fertigt Präzisions-Clipmuttern für die Automobilindustrie. Diese werden an Erstausrüster (OEMs) und Tier-1-Zulieferer in über 20 Ländern geliefert. Mit über 25 Jahren Erfahrung im Stanzen und Kaltumformen, mehr als 50 Patenten, einer Prüfgenauigkeit von ±0,001 mm, eigenen Zink-Nickel- und DACROMET-Beschichtungsanlagen sowie 100 Haltekraftprüfungen (%) pro Charge bietet KeyFixPro die für die Serienfertigung von Fahrzeugen erforderliche gleichbleibende Qualität. Besuchen Sie www.keyfixpro.com oder kontaktieren Sie uns unter sales@keyfixpro.com.