Auswahl eines Flanschschraube der Festigkeitsklasse 12.9 Hersteller Das ist eine andere Sache als der Kauf von handelsüblicher Hardware der Klassen 8.8 oder 10.9. Die Klasse 12.9 liegt an der Höchstwert der Festigkeitsklasse nach ISO 898-1 – Mindestzugfestigkeit 1.220 MPa, Mindeststreckgrenze 1.080 MPa, und einer Härte von 39–44 HRC. Diese Festigkeit birgt jedoch Risiken wie Wasserstoffversprödung, Sprödbruch und ein enges Zeitfenster für die Wärmebehandlung. Dieser Leitfaden liefert OEM-Ingenieuren und Einkaufsleitern die Spezifikationen, Lieferantenqualifizierungskriterien und Oberflächenbehandlungskriterien, die Sie vor der Erstellung einer Angebotsanfrage benötigen.
TL;DR – Wichtigste Erkenntnisse
- Die Güteklasse 12.9 gemäß ISO 898-1 erfordert Mindestzugfestigkeit 1.220 MPa, Streckgrenze 1.080 MPa und Kernhärte 39–44 HRC.
- DIN 6921 ist die Maßnorm für metrische Sechskantflanschschrauben; kombinieren Sie sie mit ISO 898-1 für die mechanische Klasse in der Zeichnung.
- Die Güteklasse 12.9 ist oberhalb von sehr hoher Temperatur stark anfällig für Wasserstoffversprödung. 39 HRC — Viele Automobilnormen verbieten galvanisch verzinktes 12.9-Schraubenmaterial.
- Zu den sicheren Oberflächen für die Klasse 12.9 gehören: Dacromet, Zink-Nickel (12–16% Ni) und mechanische Verzinkung.
- Qualifizierung jedes Herstellers von kundenspezifischen Flanschschrauben der Güteklasse 12.9 gemäß IATF 16949, vollständiger PPAP-Fähigkeit und dokumentierter Aushärtung gemäß ISO 4042.
Was definiert eine kundenspezifische Flanschschraube der Güteklasse 12.9?
Eine kundenspezifische Flanschschraube der Güteklasse 12.9 ist eine Befestigungselemente aus mittellegiertem Kohlenstoffstahl – typischerweise SCM435, 35CrMo oder AISI 4140 – vergütet, um die Festigkeitsklasse 12.9 gemäß ISO 898-1 zu erreichen. Der “Flansch” ist eine integrierte Unterlegscheibenfläche unter dem Kopf, die die Klemmkraft verteilt und eine separate Unterlegscheibe in der Verbindung überflüssig macht.
Der "“Brauch”Stück“ bedeutet in der Regel Modifikationen, die der Katalog nicht liefern kann: nicht standardmäßige Längen, spezielle Kopfhöhen, gezahnte Flanschunterseiten, geänderte Gewindespezifikationen (M8×1,0 fein statt 1,25 grob), gebohrte Schaftsicherungslöcher oder firmeneigene Kopfmarkierungen.
| Eigentum | Güteklasse 12.9 (ISO 898-1) |
|---|---|
| Mindestzugfestigkeit | 1.220 MPa (177.000 psi) |
| Mindeststreckgrenze (0,2% Proof) | 1.080 MPa (157.000 psi) |
| Kernhärte | 39–44 HRC (385–435 HV) |
| Typisches Material | Legierter Stahl: Cr ≥0,30%, Ni ≥0,30%, Mo ≥0,20%, V ≥0,10% |
| Wärmebehandlung | Abgeschreckt und angelassen |
| Markierung | “Auf dem Kopf eingeprägt ”12.9“. |
Die vollständigen Tabellen der mechanischen Eigenschaften sind veröffentlicht in ISO 898-1:2013, worauf die meisten Zeichnungen aus dem Automobil- und Maschinenbau direkt Bezug nehmen.
Was Standards Sollte ein Hersteller von Flanschschrauben der Güteklasse 12.9 diese Anforderungen erfüllen?
Drei Standards bilden die Grundlage des Qualitätssystems. Die mechanischen Eigenschaften der Schraube sind nach ISO 898-1 geregelt. Die Geometrie des Flanschkopfes ist nach DIN 6921 geregelt. Das Qualitätsmanagementsystem des Lieferanten ist nach IATF 16949 geregelt. für Automobilprogramme.
📋 Technischer Tipp: Eine vollständige Beschriftung für Flanschschrauben der Güteklasse 12.9 in Ihrer Zeichnung lautet etwa so: “M10×1,5×40, DIN 6921, Festigkeitsklasse 12.9 nach ISO 898-1, Zn-Ni 8 μm nach ISO 19598, gebrannt nach ISO 4042.” Alles andere lädt zur Interpretation durch den Lieferanten ein.
Für Tier-1- und Tier-2-Programme der Automobilindustrie ist IATF 16949 unverzichtbar. Dieser Standard bildet die Grundlage für PPAP-Einreichungen, IMDS-Materialdeklarationen, FMEA-Dokumentationen und die SPC-Daten, die das Qualitätsteam Ihres Kunden benötigt. ISO 9001 allein reicht für Serienteile in einem Fahrzeugprogramm mit Serienfahrzeugen nicht aus.
Für Arbeiten im Bereich Windenergie, Luft- und Raumfahrt sowie Druckgeräte gelten zusätzliche Normen wie beispielsweise EN 14399 (vorgespannte Strukturverschraubung) oder NORSOK M-501 kann zusätzlich zu ISO 898-1 gelten.
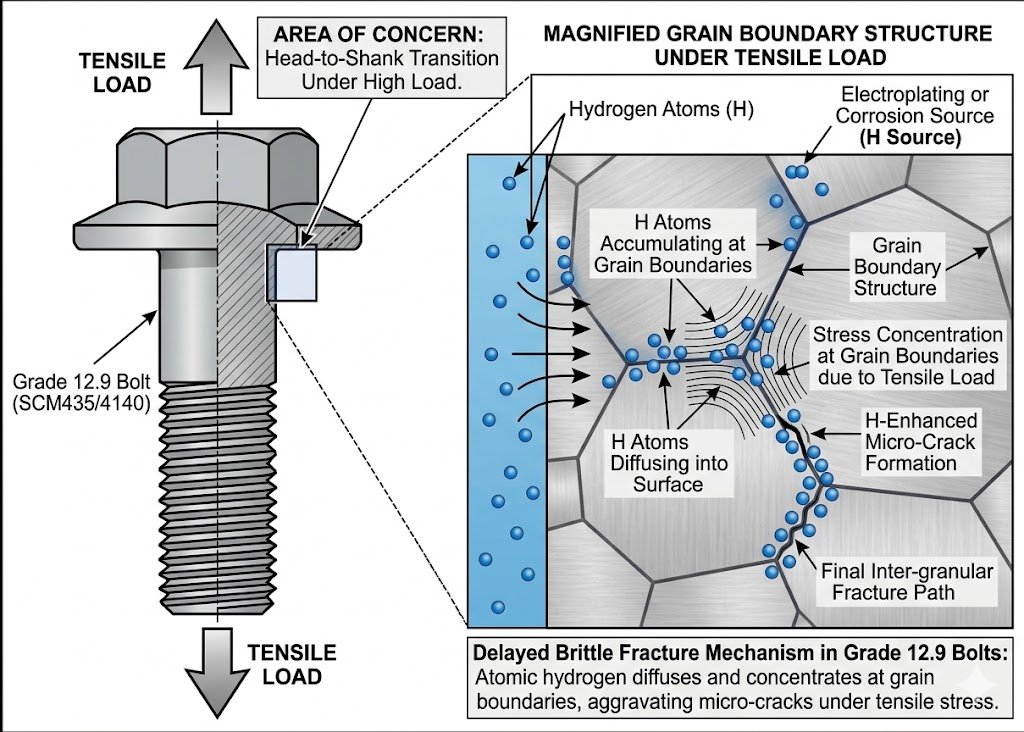
Warum stellt Wasserstoffversprödung das #1-Risiko für Schrauben der Festigkeitsklasse 12.9 dar?
Wasserstoffversprödung ist die häufigste Ausfallursache bei Schrauben der Festigkeitsklasse 12.9, und jeder ernstzunehmende Hersteller entwickelt seine Produkte entsprechend, vom Rohmaterial bis zur Endverpackung.
Hier ist der Mechanismus: Atomarer Wasserstoff, der beim Beizen oder Galvanisieren eingebracht wird, diffundiert in den Stahl und reichert sich an den Korngrenzen an. Unter Zugbelastung löst er eine Reaktion aus. verzögerter Sprödbruch – manchmal Stunden, manchmal Wochen nach der Installation, ohne sichtbare Vorwarnung.
Die Anfälligkeit skaliert mit der Härte. Unterhalb von 35 HRC ist das Risiko gering. Zwischen 35 und 39 HRC wird es relevant. Oberhalb von 39 HRC – genau im Bereich der Güteklasse 12.9 – stellt es eine primäre Konstruktionsvorgabe dar. Deshalb fordern einige Automobilhersteller ausdrücklich … Verbot von galvanisch verzinkten Verbindungselementen der Güteklasse 12.9. und erfordern alternative Oberflächenbehandlungen.
⚠️ Häufige Fehlerquelle: Die Angabe “verzinkt” auf einer Zeichnung der Güteklasse 12.9 ohne Angabe einer Wasserstoff-Entlastungshärtung führt dazu, dass die Teile zwar den Salzsprühtest und die Maßprüfung bestehen, aber 2–6 Wochen nach der Montage im Feld ausfallen. Geben Sie daher immer die Härteparameter gemäß ISO 4042 an (typischerweise …). 190–230 °C für 4–24 Stunden innerhalb von 4 Stunden nach der Beschichtungoder auf eine nicht versprödende Oberflächenbehandlung umsteigen.
Welche Oberflächenbehandlungen eignen sich für die sichere Anwendung auf kundenspezifischen Flanschschrauben der Güteklasse 12.9?
Für die Güteklasse 12.9 sind sichere Oberflächenbehandlungen solche, die entweder die Aufnahme von atomarem Wasserstoff verhindern oder hochgradig durchlässig sind, sodass jeglicher absorbierter Wasserstoff entweichen kann, bevor das Teil belastet wird.
| Oberflächenbehandlung | Wasserstoffrisiko | Salzsprühverhalten | Typischer Anwendungsfall |
|---|---|---|---|
| Dacromet (Zink-Aluminium-Flocken) | Keine – kein Beizen, keine Galvanisierung | 480–1000 Stunden bis zur Rotrostbildung | Fahrzeugchassis, EV-Batterie |
| Zink-Nickel (12–16% Ni) galvanisch abgeschieden | Niedrig – die Ni-Schicht ist wasserstoffdurchlässig | Nach über 720 Stunden bis zum Rotrost | Unter der Motorhaube, hohe Temperatur |
| Mechanische Verzinkung | Keine – keine mechanische Einwirkung, keine Elektrolyse | 240–500 Stunden bis zur Rotrostbildung | Bauwesen, Industrie |
| Feuerverzinkung | Am 12.9. generell vermeiden (thermische Wasserstoffgefahr) | 1.000+ Stunden | Windenergie (10,9 bevorzugt) |
| Standard-Zinkgalvanisierung | Hoch – generell nicht empfohlen | 96–240 Std. | Vermeiden Sie es am 12.9. |
| Phosphat + Öl | Keiner | <96 Std. (ölabhängig) | Motorinnenteile, Trockenmontage |
Wenn Sie auf der Suche nach einem Batterieträger für Elektrofahrzeuge oder einer elektrischen Antriebseinheit sind, Dacromet oder Zink-Nickel sind die Standardoptionen. Beide Verfahren bieten Korrosionsschutz und umgehen das Wasserstoffproblem. Bei trockenen Anwendungen im Motorraum ist die Phosphatierung mit einem reibungsmodifizierten Öl üblich, da hier die Drehmoment-Spannungs-Konstanz wichtiger ist als der Salzsprühnebel.
🔧 Keyfix in der Praxis: Alle Flanschschrauben der Güteklasse 12.9, die bei Keyfix hergestellt werden, werden gemäß ISO 4042 innerhalb von 4 Stunden nach der Beschichtung getrocknet, wenn eine galvanische Beschichtung vorgeschrieben ist. Außerdem führen wir Kerb- und Dauerlastprüfungen gemäß ASTM F606 an den Produktionschargen durch, um sicherzustellen, dass die Trocknung erfolgreich war.
Brauchen Sie Hilfe bei der Entscheidung? Senden Sie Ihre Zeichnung an die Ingenieure von Keyfix. Wir prüfen Ihre Spezifikation für Flanschschrauben der Güteklasse 12.9, kennzeichnen alle Warnsignale für Wasserstoffversprödung und erstellen Ihnen ein Angebot für Material, Oberflächenbehandlung und PPAP – in der Regel innerhalb von 48 Stunden.
Wie qualifiziert man einen Hersteller von kundenspezifischen Flanschschrauben der Güteklasse 12.9?
Die Qualifizierung eines Herstellers von kundenspezifischen Flanschschrauben der Güteklasse 12.9 hängt von Folgendem ab: vier dokumentierte Fähigkeiten: Kontrolle der Wärmebehandlung, Disziplin beim Galvanisieren und Einbrennen, interne Prüfungen und Rückverfolgbarkeit.
Die meisten Ausfälle bei Werkstoffen der Güteklasse 12.9 sind auf die Wärmebehandlung zurückzuführen. Der Lieferant benötigt einen kontinuierlichen Härte- und Anlassofen mit kalibrierter Atmosphärenregelung sowie eine Kern- und Oberflächenhärteprüfung für jede Charge. Eine Oberflächenhärte über 435 HV ist gemäß ISO 898-1 ein Ausschlusskriterium., Punkt.
Die zweite Filterinstanz ist die Einhaltung der Vorschriften beim Galvanisieren und Einbrennen. Fragen Sie nach dem Prozessablauf des Galvanisierbetriebs, den Aufzeichnungen der Thermoelemente im Einbrennofen und der Zeitspanne zwischen Galvanisieren und Einbrennen. Falls der Lieferant das Galvanisieren vergibt, fragen Sie, ob das Einbrennen im eigenen Haus oder beim Galvanisierbetrieb erfolgt – und wie dies überprüft wird.
Interne Tests sollten Folgendes umfassen: Zugprüfung nach ISO 898-1, Härteprüfung jeder Charge, Gewindeprüfung (Gut/Ausschuss), Maßauslegung und Oberflächenprüfung mittels optischem Sortierer. Für die PPAP-Arbeit im Automobilbereich sollten SPC-Daten zu kritischen Merkmalen und eine Erwartung von Cpk ≥1,33 hinzugefügt werden.
Die Rückverfolgbarkeit ist der letzte Filter: Jede Charge der Güteklasse 12.9 muss vom fertigen Bolzen bis zur Drahtschmelznummer und dem Werksprüfbericht 3.1 zurückverfolgbar sein. Keyfix gewährleistet diese Rückverfolgbarkeit auf Chargenebene unter [Bedingung einfügen]. IATF 16949, mit bei der Lieferung ausgestellten Dokumenten.
[BILDVORSCHLAG: Qualitätsingenieur verwendet ein Härteprüfgerät an einer Schraube der Güteklasse 12.9, während der Werksprüfbericht auf dem Bildschirm sichtbar ist, Alternativtext “Härteprüfung einer Flanschschraube der Güteklasse 12.9 bei einem IATF 16949-Lieferanten”]
Wann sollte man für Flanschschrauben die Festigkeitsklasse 12.9 anstelle von 10.9 wählen?
Standardwert Klasse 10.9 Es sei denn, Ihre Gelenkanalyse erfordert tatsächlich die zusätzliche Klemmkraft. Güteklasse 12.9 bietet Ihnen etwa 17% hat eine höhere Zugfestigkeit als 10,9 (1.220 MPa gegenüber 1.040 MPa), aber das hat seinen Preis: Sprödigkeit, Einschränkungen bei der Oberflächenbehandlung und ein höherer Aufwand bei der Lieferantenqualifizierung.
| Anwendung | Empfohlene Klasse |
|---|---|
| EV-Batterieklemme, Karosserieverbindungen | 10,9 (manchmal 8,8) |
| Hauptlagerdeckel, Pleuelschrauben | 12.9 |
| Hochdruck-Hydraulikflansche | 10,9 oder 12,9 |
| Windkraftanlagenturmflansch | 8,8 oder 10,9 (12,9 wird im Allgemeinen vermieden) |
| Robotik / Werkzeugmaschinenspindel | 12.9 |
| Allgemeines Automobilchassis | 8,8 oder 10,9 |
💡 Anmerkung des Ingenieurs: Für Tragkonstruktionen von Windkraftanlagen begrenzt DNVGL-ST-0126 die Festigkeitsklasse der Schrauben auf 10.9, da die höhere Härte von 12.9 nicht gut mit langfristiger Korrosionseinwirkung im Freien und dem Risiko durch Wasserstoff verträglich ist.
Häufig gestellte Fragen
Was ist die übliche Mindestbestellmenge für kundenspezifische Flanschschrauben der Güteklasse 12.9?
Bei der Kaltumformung beginnen die Mindestbestellmengen (MOQs) aufgrund der Werkzeugkostenabschreibung typischerweise bei 5.000–10.000 Stück. Für CNC-gefräste Prototypen oder Kleinserienmuster können die MOQs auf 100–500 Stück sinken. Keyfix bietet Muster mit niedrigen MOQs zur Designvalidierung an und überführt qualifizierte Teile anschließend in die Kaltumformung mit Gewindewalzen für die Serienproduktion mit vollständiger PPAP-Zulassung.
Wie lange ist die Lieferzeit für ein neues Sonderanfertigungsprogramm für Flanschschrauben der Güteklasse 12.9?
Die Fertigung neuer Werkzeuge für kaltumgeformte Flanschschrauben der Güteklasse 12.9 dauert 4–8 Wochen, zuzüglich 2–3 Wochen für die Validierung der Wärmebehandlung, die Qualifizierung der Beschichtung und die PPAP-Muster. Die erste Serienlieferung trifft üblicherweise in der 10.–14. Kalenderwoche ein. Folgeaufträge werden je nach Kapazität des Beschichtungsdienstleisters in Zyklen von 4–6 Wochen gefertigt.
Welche Dokumentation liegt den Schrauben bei?
Die Standarddokumentation umfasst einen Werksprüfbericht (3.1) zum Drahtmaterial, Härte- und Zugfestigkeitsprüfungsergebnisse gemäß ISO 898-1, Maßprüfprotokolle, Messungen der Beschichtungsdicke sowie eine Konformitätsbescheinigung. Für Automobilprojekte sind auf Anfrage vollständige PPAP-Level-3-Pakete mit FMEA, Kontrollplan, MSA und IMDS-Einreichung erhältlich.
Können Sie Flanschschrauben der Güteklasse 12.9 mit kundenspezifischen Kopfmarkierungen liefern?
Ja. Kundenspezifische Kopfmarkierungen – OEM-Logos, Teilenummern, Chargencodes oder Lieferantenkennzeichnungen – werden an der Kaltumformstation per Stanzgravur aufgebracht. Markierungstiefe und -schärfe bleiben auch nach Wärmebehandlung und Beschichtung erhalten. Die Gravurwerkzeuge verursachen zwar geringe einmalige Kosten, führen aber nach Amortisation zu keinem Stückaufschlag.
Welche Oberflächenbehandlungen empfehlen Sie für die Güteklasse 12.9?
Für korrosionsbeständige Anwendungen empfiehlt sich Dacromet oder Zink-Nickel, für die trockene Montage von Motoren im Motorraum Phosphat + Öl. Standardmäßige Zinkgalvanisierung sollte bei Güteklasse 12.9 vermieden werden, es sei denn, ein dokumentiertes Einbrennen gemäß ISO 4042 ist Teil des Verfahrens. Für Windenergie- und Konstruktionsanwendungen erfordert die Feuerverzinkung eine sorgfältige Prüfung und wird in der Regel auf Güteklasse 10.9 beschränkt.
Unterstützen Sie Incoterms über FOB hinaus?
Ja – FOB ist die Standardlieferbedingung, CIF und DDP sind aber auch möglich. Für Tier-1-Kunden mit Just-in-Time-Lieferung unterstützt Keyfix Konsignationslager und Zolllagervereinbarungen in wichtigen Häfen Nordamerikas und Europas. Exportverpackungen enthalten standardmäßig VCI-Korrosionsschutz-Auskleidungen für Lieferungen der Güteklasse 12.9.
Senden Sie Ihre Zeichnung oder Ihr Muster an die Keyfix-Entwicklungsteam Wir erstellen Ihnen innerhalb von 48 Stunden ein DFM-Prüfangebot, ein Angebot und einen PPAP-Plan. Wir bestätigen Material, Kopfgeometrie, Wärmebehandlungsablauf und die passende Oberflächenbehandlung für Ihre Einsatzumgebung – damit die gelieferte Schraube der von Ihnen entworfenen Verbindung entspricht.