Elegir un Perno de brida personalizado de grado 12.9 fabricante es una conversación diferente a la de comprar hardware 8.8 o 10.9 ya disponible en el mercado. El grado 12.9 se sitúa en el Máximo en la escala de resistencia ISO 898-1: 1220 MPa de resistencia a la tracción mínima, 1080 MPa de resistencia a la fluencia mínima., y una dureza de 39–44 HRC. Esta resistencia conlleva riesgos reales: fragilización por hidrógeno, fractura frágil y rangos de tratamiento térmico muy ajustados. Esta guía proporciona a los ingenieros de OEM y a los responsables de compras las especificaciones, los criterios de cualificación de proveedores y los requisitos de tratamiento superficial necesarios antes de emitir una solicitud de cotización.
TL;DR — Conclusiones clave
- El grado 12.9 según ISO 898-1 requiere Resistencia a la tracción mínima de 1220 MPa, límite elástico de 1080 MPa y dureza del núcleo de 39 a 44 HRC..
- La norma DIN 6921 es la norma dimensional para pernos hexagonales métricos con brida; combínela con la norma ISO 898-1 para la clase mecánica en el dibujo.
- El grado 12.9 es altamente susceptible a la fragilización por hidrógeno por encima de 39 HRC — Muchas especificaciones de la industria automotriz prohíben el zinc galvanizado en pernos de 12,9 mm.
- Los acabados seguros para el Grado 12.9 incluyen: Dacromet, zinc-níquel (12–16% Ni) y recubrimiento mecánico de zinc..
- Cualquier fabricante de pernos de brida personalizados de grado 12.9 deberá cumplir con la norma IATF 16949, contar con capacidad PPAP completa y un proceso de horneado documentado según la norma ISO 4042.
¿Qué define a un perno de brida personalizado de grado 12.9?
Un perno de brida personalizado de grado 12.9 es un Sujetador de acero aleado de carbono medio —típicamente SCM435, 35CrMo o AISI 4140— templado y revenido para cumplir con la clase de propiedad 12.9 de la norma ISO 898-1.. La “brida” es una arandela integrada situada debajo del cabezal que distribuye la carga de sujeción y elimina la necesidad de una arandela separada en la junta.
El "“costumbre”"Pieza especial" generalmente significa modificaciones que el catálogo no puede proporcionar: longitudes no estándar, alturas de cabeza especiales, partes inferiores de brida dentadas, especificaciones de rosca modificadas (M8×1.0 fina en lugar de 1.25 gruesa), orificios para alambre de bloqueo de vástago perforados o marcas de cabeza patentadas.
| Propiedad | Especificación de grado 12.9 (ISO 898-1) |
|---|---|
| Resistencia mínima a la tracción | 1.220 MPa (177.000 psi) |
| Límite elástico mínimo (0,2% proof) | 1.080 MPa (157.000 psi) |
| dureza del núcleo | 39–44 HRC (385–435 VH) |
| Material típico | Acero aleado: Cr ≥0,30%, Ni ≥0,30%, Mo ≥0,20%, V ≥0,10% |
| Tratamiento térmico | Templado y revenido |
| Calificación | “12.9” estampado en la cabeza |
Las tablas completas de propiedades mecánicas se publican en ISO 898-1:2013, a la que hacen referencia directa la mayoría de los impresos sobre automoción y maquinaria.
Qué Normas ¿Debería un fabricante de pernos de brida de grado 12.9 mantenerlo?
El sistema de calidad se basa en tres estándares. La norma ISO 898-1 rige las propiedades mecánicas del perno. La norma DIN 6921 rige la geometría de la cabeza de la brida. La norma IATF 16949 rige el sistema de gestión de calidad del proveedor. para programas automotrices.
📋 Consejo sobre especificaciones: En su plano, la especificación completa de un perno de brida de grado 12.9 debería ser algo así como: “M10×1.5×40, DIN 6921, Clase de propiedad 12.9 según ISO 898-1, Zn-Ni 8 μm según ISO 19598, horneado según ISO 4042”. Cualquier especificación inferior da lugar a interpretaciones por parte del proveedor.
Para los programas de nivel 1 y 2 del sector automotriz, la norma IATF 16949 es indispensable. Es el estándar que rige las presentaciones PPAP, las declaraciones de materiales IMDS, la documentación FMEA y los datos SPC que exigirá el equipo de calidad de su cliente. La norma ISO 9001 por sí sola no es suficiente para las piezas de producción en un programa de vehículos serializados.
Para trabajos en energía eólica, aeroespacial y de equipos a presión, se requieren estándares adicionales como: EN 14399 (pernos estructurales pretensados) o NORSOK M-501 Puede aplicarse además de la norma ISO 898-1.
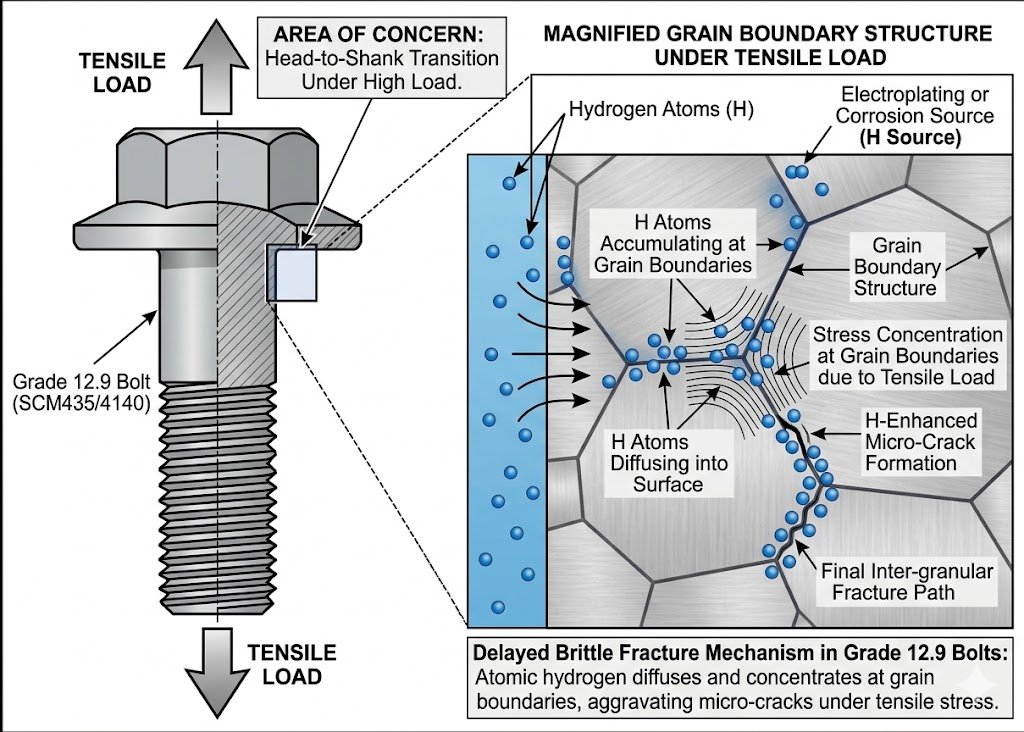
¿Por qué la fragilización por hidrógeno es el riesgo #1 para los pernos de grado 12.9?
La fragilización por hidrógeno es El modo de fallo más común en los pernos de grado 12.9., y cualquier fabricante serio diseña en torno a ello, desde la materia prima hasta el embalaje final.
Este es el mecanismo. El hidrógeno atómico, introducido durante el decapado ácido o la galvanoplastia, se difunde en el acero y se concentra en los límites de grano. Bajo carga de tracción, desencadena fractura frágil retardada: a veces horas, a veces semanas después de la instalación, sin ninguna advertencia visible.
La susceptibilidad aumenta con la dureza. Por debajo de 35 HRC, el riesgo es bajo. Entre 35 y 39 HRC, se vuelve real. Por encima de 39 HRC, justo donde se encuentra el grado 12.9, es una limitación de diseño principal. Por eso algunas especificaciones automotrices directamente Prohibir el recubrimiento electrolítico de zinc en sujetadores de grado 12.9. y requieren acabados alternativos.
⚠️ Error común: Especificar “galvanizado” en un plano de Grado 12.9 sin mencionar un horneado de alivio de hidrógeno. El galvanizador producirá piezas que pasan las pruebas de niebla salina y las comprobaciones dimensionales, pero fallarán en el campo 2 a 6 semanas después del ensamblaje. Siempre especifique los parámetros de horneado ISO 4042 (normalmente 190–230 °C durante 4–24 horas dentro de las 4 horas posteriores a la siembra.), o bien, cambie a un acabado que no produzca fragilidad.
¿Qué tratamientos superficiales funcionan de forma segura en pernos de brida personalizados de grado 12.9?
Los acabados seguros para el grado 12.9 son aquellos que evitan la introducción de hidrógeno atómico o que son altamente permeables, de modo que cualquier hidrógeno absorbido pueda difundirse antes de que la pieza se someta a carga.
| Tratamiento de superficies | Riesgo de hidrógeno | Rendimiento en niebla salina | Caso de uso típico |
|---|---|---|---|
| Dacromet (escamas de zinc-aluminio) | Ninguno: ni decapado ácido, ni galvanoplastia. | 480–1.000 horas hasta la aparición de la roya roja. | Chasis de automóvil, batería de vehículo eléctrico |
| Zinc-níquel (12–16% Ni) electrodepositado | Bajo: la capa de Ni es permeable al hidrógeno. | Más de 720 horas para que aparezca la roya roja. | Bajo el capó, alta temperatura |
| Recubrimiento mecánico de zinc | Ninguno: impacto mecánico, sin electrólisis. | 240–500 horas hasta la aparición de la roya roja. | Construcción, industrial |
| Galvanizado por inmersión en caliente | Generalmente se evita el 12,9 (riesgo de hidrógeno térmico). | Más de 1000 horas | Energía eólica (10,9 preferible) |
| Galvanoplastia estándar de zinc | Alto: generalmente no se recomienda. | 96–240 horas | Evitar el 12.9 |
| Fosfato + aceite | Ninguno | <96 horas (dependiente del aceite) | Componentes internos del motor, montaje en seco |
Si está buscando una bandeja para batería de vehículos eléctricos o una unidad de accionamiento eléctrico, Dacromet o zinc-níquel son las opciones predeterminadas. Ambos métodos ofrecen un buen rendimiento anticorrosión y evitan el problema del hidrógeno. Para aplicaciones en seco bajo el capó, es común el uso de fosfato con un aceite modificado para reducir la fricción, ya que la consistencia del par de apriete es más importante que la niebla salina.
🔧 Keyfix en la práctica: Todos los pernos de brida de grado 12.9 fabricados en Keyfix se hornean según la norma ISO 4042 dentro de las 4 horas posteriores al recubrimiento cuando se especifica un acabado electrochapado, y realizamos pruebas de carga sostenida con barra entallada según la norma ASTM F606 en lotes de producción para verificar que el horneado haya funcionado.
¿Necesitas ayuda para decidir? Envíe su dibujo a los ingenieros de Keyfix y revisaremos las especificaciones de sus pernos de brida de grado 12.9, señalaremos cualquier señal de alerta de fragilización por hidrógeno y le cotizaremos el material, el acabado y el PPAP, generalmente en un plazo de 48 horas.
¿Cómo se califica a un fabricante de pernos de brida personalizados de grado 12.9?
Calificar a un fabricante de pernos de brida personalizados de grado 12.9 se reduce a: Cuatro capacidades documentadas: control del tratamiento térmico, disciplina en el recubrimiento y horneado, pruebas internas y trazabilidad..
La mayoría de las fallas en el grado 12.9 se originan durante el tratamiento térmico. El proveedor necesita un horno de temple y revenido continuo en línea con control de atmósfera calibrado, además de un mapeo de dureza del núcleo y la superficie en cada lote. Una dureza superficial superior a 435 HV es una condición de rechazo según la norma ISO 898-1., punto final.
La disciplina en el proceso de galvanoplastia y horneado es el segundo filtro. Solicite el diagrama de flujo del proceso, los registros del termopar del horno de horneado y el tiempo de espera entre la galvanoplastia y el horneado. Si el proveedor subcontrata la galvanoplastia, pregunte si el horneado se realiza internamente o en las instalaciones del proveedor, y cómo se verifica.
Las pruebas internas deben cubrir Ensayo de tracción según ISO 898-1, dureza en cada lote, medición de rosca pasa/no pasa, trazado dimensional e inspección de superficie mediante clasificador óptico.. Para trabajos de PPAP en el sector automotriz, agregue datos SPC sobre características críticas y una expectativa de Cpk ≥1,33.
La trazabilidad es el último filtro: cada lote de Grado 12.9 debe rastrearse desde el perno terminado hasta el número de colada del alambre y el informe de prueba de la fábrica 3.1. Keyfix mantiene esta trazabilidad a nivel de lote bajo IATF 16949, con la documentación emitida en el momento del envío.
[SUGERENCIA DE IMAGEN: Ingeniero de calidad utilizando un durómetro en un perno de grado 12.9 con el informe de prueba de fábrica visible en pantalla, texto alternativo "Verificación de dureza del perno de brida de grado 12.9 en el proveedor IATF 16949"]
¿Cuándo se debe especificar el grado 12.9 en lugar del 10.9 para los pernos de brida?
Por defecto Grado 10.9 a menos que su análisis de juntas realmente requiera la carga de sujeción adicional. El grado 12.9 le proporciona aproximadamente 17% mayor resistencia a la tracción que 10.9 (1220 frente a 1040 MPa), pero se paga con fragilidad, restricciones en el tratamiento de la superficie y costes adicionales para la cualificación de proveedores.
| Solicitud | Clase recomendada |
|---|---|
| Abrazadera para batería de vehículos eléctricos, juntas de carrocería | 10.9 (a veces 8.8) |
| Tapas de cojinetes principales del motor, pernos de biela | 12.9 |
| Bridas hidráulicas de alta presión | 10,9 o 12,9 |
| Brida de torre de turbina eólica | 8,8 o 10,9 (generalmente se evita 12,9) |
| Robótica / husillo de máquina herramienta | 12.9 |
| Chasis automovilísticos generales | 8,8 o 10,9 |
💡 Nota del ingeniero: Para las estructuras de soporte de las turbinas eólicas, la norma DNVGL-ST-0126 limita la clase de resistencia de los pernos a 10,9 específicamente porque la mayor dureza de 12,9 no se combina bien con la exposición prolongada a la corrosión en exteriores y el riesgo de hidrógeno.
Preguntas frecuentes
¿Cuál es la cantidad mínima de pedido (MOQ) típica para pernos de brida personalizados de grado 12.9?
Para la producción mediante conformado en frío, los pedidos mínimos suelen comenzar entre 5000 y 10 000 unidades debido a la amortización de las herramientas. Para prototipos mecanizados por CNC o muestras de bajo volumen, los pedidos mínimos pueden reducirse a entre 100 y 500 unidades. Keyfix ofrece muestras con pedidos mínimos bajos para la validación del diseño y, posteriormente, las piezas que cumplen los requisitos se someten a conformado en frío y laminado de roscas para la producción en serie, con la presentación completa del PPAP.
¿Cuál es el plazo de entrega para un nuevo programa de pernos de brida personalizados de grado 12.9?
La fabricación de nuevas herramientas para pernos de brida de grado 12.9 conformados en frío requiere de 4 a 8 semanas, más de 2 a 3 semanas para la validación del tratamiento térmico, la calificación del recubrimiento y las muestras PPAP. El primer envío de producción suele llegar entre la semana 10 y la 14. Los pedidos repetidos se procesan en ciclos de 4 a 6 semanas, dependiendo de la capacidad del subcontratista de recubrimiento.
¿Qué documentación viene con los tornillos?
La documentación estándar incluye un informe de prueba de fábrica (3.1) sobre el material del alambre, resultados de pruebas de dureza y tracción según la norma ISO 898-1, registros de inspección dimensional, mediciones del espesor del recubrimiento y un certificado de conformidad. Para programas automotrices, se pueden solicitar paquetes completos de PPAP Nivel 3 con FMEA, plan de control, MSA y presentación de IMDS.
¿Pueden suministrar pernos de brida de grado 12.9 con marcas de cabeza personalizadas?
Sí. Las marcas personalizadas en la cabeza (logotipos del fabricante, identificadores de número de pieza, códigos de lote o marcas del proveedor) se añaden en la estación de conformado en frío mediante grabado con punzón. La profundidad y la nitidez de las marcas se mantienen tras el tratamiento térmico y el recubrimiento. El utillaje de grabado supone un pequeño coste inicial, pero no un sobreprecio por pieza una vez amortizado.
¿Qué tratamientos superficiales recomienda para el grado 12.9?
Para aplicaciones resistentes a la corrosión, utilice Dacromet o zinc-níquel, y para el montaje en seco del motor bajo el capó, fosfato + aceite. Evite el galvanizado electrolítico estándar en acero de grado 12.9, a menos que se incluya un proceso de horneado documentado según la norma ISO 4042. Para aplicaciones estructurales y de energía eólica, el galvanizado por inmersión en caliente requiere una evaluación cuidadosa y, por lo general, se recomienda el acero de grado 10.9.
¿Apoya usted los Incoterms más allá del FOB?
Sí, FOB es la opción predeterminada, pero también están disponibles CIF y DDP. Para clientes de nivel 1 que utilizan entregas justo a tiempo (JIT), Keyfix admite el almacenamiento en consignación y el depósito aduanero en los principales puertos de Norteamérica y Europa. El embalaje de exportación incluye revestimientos con inhibidor de corrosión VCI de serie para envíos de grado 12.9.
Envíe su dibujo o muestra a la Equipo de ingeniería de Keyfix Le ofrecemos una revisión DFM, un presupuesto y un plan PPAP en un plazo de 48 horas. Confirmaremos el material, la geometría de la cabeza, el proceso de tratamiento térmico y el tratamiento superficial adecuado para su entorno de servicio, de modo que el perno que reciba coincida con la unión que diseñó.