Große, kundenspezifische Druckgussteile aus China: Ein Beschaffungsleitfaden
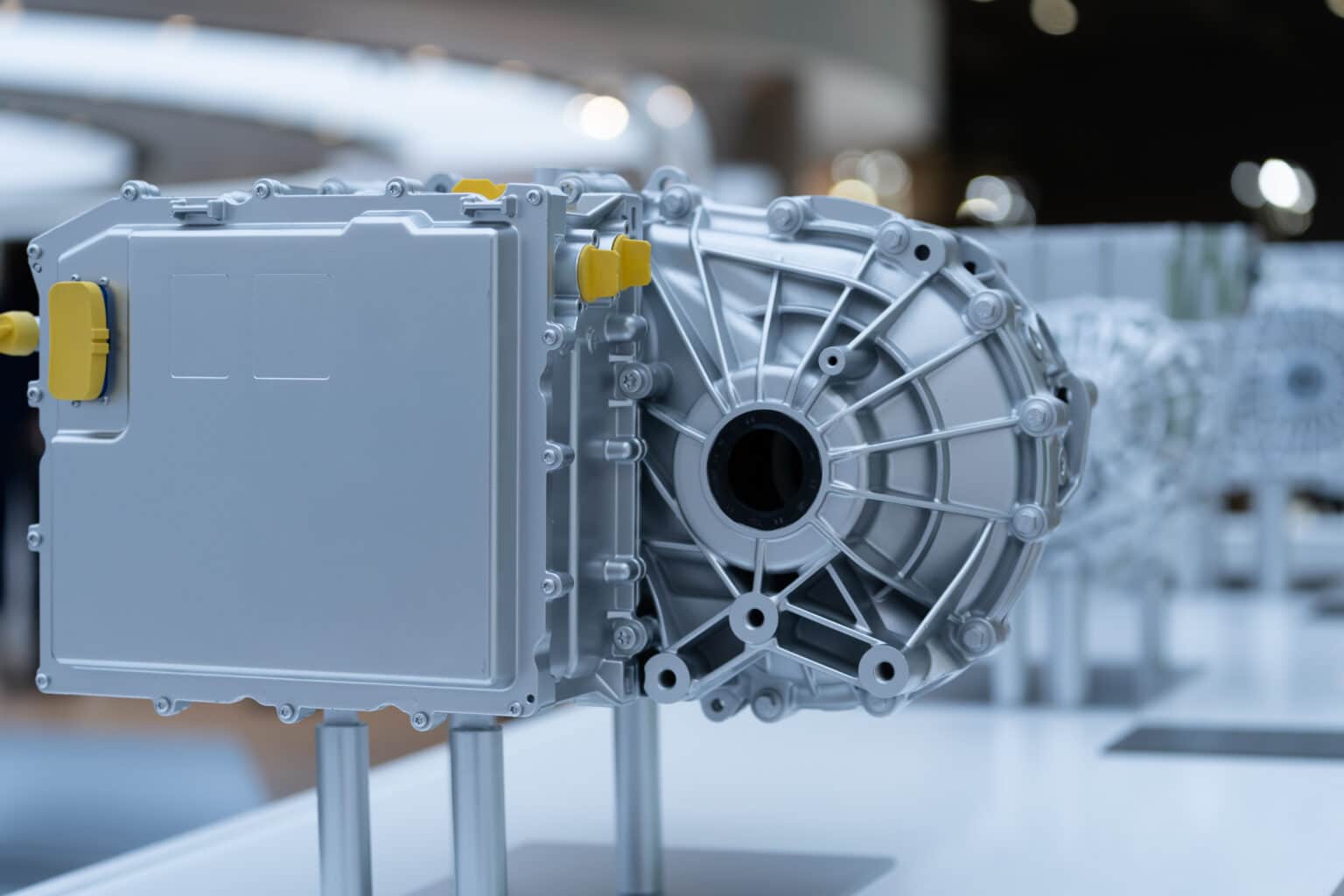
Bei kundenspezifischen Druckgussteilen im Großformat – Getriebegehäusen, E-Motorgehäusen, Batterieträgern, Strukturträgern – bietet Chinas Gießereilieferkette den größten Kostenvorteil und die größte Qualitätsstreuung. Ein großes Gussteil ist nicht einfach ein vergrößertes kleines: Füllgrad, Porositätskontrolle, thermischer Verzug und das Verhältnis zwischen Guss- und Bearbeitungsmerkmalen verändern sich ab etwa [Wert fehlt] deutlich. 800 Tonnen der Spannkraft. Dieser Leitfaden behandelt die Auswahl der Maschinengröße, die Legierungswahl, das Toleranzsystem zur Unterscheidung von Guss- und Bearbeitungsmaßen, die Nachbearbeitung und Endbearbeitung sowie die Qualifizierung einer chinesischen Lieferkette für Teile dieser Größe.
TL;DR – Wichtigste Erkenntnisse
- Die Spannkraft der Maschine bestimmt die Teilegröße: 400 T Ummantelt handgroße Gehäuse, 800–1.600 T Deckt Getriebe- und Elektromotorgehäuse ab, 2.500 T+ Betritt den Bereich des Batteriefachs und der Struktur.
- Die Gussmaße folgen ISO 8062 Noten (ungefähr ±0,1–0,3 mm nach Größe); Merkmale, die abdichten, lokalisieren oder tragen, müssen sein CNC-gefräst auf ±0,02–0,05 mm später.
- A380 / ADC12 ist das Standardaluminium für große Gehäuse; vakuumunterstützt AlSi10MnMg Dient der Herstellung von Strukturgussteilen, die geschweißt oder genietet werden müssen.
- Porosität wird kontrolliert, nicht beseitigt – spezifizieren Röntgenaufnahmefähigkeit nach Zone, keine pauschale Aussage zur “Nichtporosität”, die keine Gießerei erfüllen kann.
- Eine qualifizierte Fertigungskette überprüft die Legierungszusammensetzung mittels optischer Emissionsspektroskopie (OES), scannt große Bauteile in 3D und dokumentiert die ausgehende Qualität unterhalb der angegebenen Werte. 25 ppm bei AQL 0,4.
Was zählt als großes, kundenspezifisches Druckgussteil?
Druckgießmaschinen werden anhand ihrer Schließkraft – der Kraft, die die Formhälften gegen den Einspritzdruck zusammenhält – bewertet. Die projizierte Teilefläche multipliziert mit dem Kavitätsdruck bestimmt die Maschinengröße; daher ist die Schließkraft der schnellste Weg, um mit einer Gießerei über die Teilegröße zu sprechen.
| Klemmkraft | Typisches projiziertes Gebiet | Beispielteile |
|---|---|---|
| 280–400 T | ≤ 400 cm² | Halterungen, kleine Gehäuse, Abdeckungen |
| 500–800 T | 400–900 cm² | Getriebedeckel, Pumpengehäuse |
| 800–1.600 T | 900–2.000 cm² | Elektromotorgehäuse, Getriebegehäuse |
| 2.000–3.000 T | 2.000–4.000 cm² | Batterieträgerabschnitte, Hilfsrahmenknoten |
| 4.000 T+ | 4.000 cm²+ | Strukturelle Megagussteile |
Oberhalb von 800 T dominieren drei Probleme: Aluminium muss lange, dünne Kanäle füllen, bevor es erstarrt; das Gussteil verzieht sich, da dicke und dünne Bereiche unterschiedlich schnell abkühlen; und die Planheit über eine Spannweite von 400–800 mm wird zu einem Bearbeitungsproblem, nicht zu einem Gussproblem. KeyFix unterstützt Programme in diesem Bereich – siehe Produktportfolio Und Projektfallstudien — wobei die Gussteile über qualifizierte Partnergießereien bezogen und die Präzisionsarbeiten im eigenen Haus durchgeführt werden.
Welche Legierungen eignen sich für große Druckgussteile?
| Legierung | Standard | Streckgrenze (MPa) | Charakter | Optimale Nutzung |
|---|---|---|---|---|
| A380 / ADC12 | ASTM B85 / JIS H5302 | 160 | Flüssigkeit, Allzweck | Gehäuse, Abdeckungen, Halterungen |
| A360 / ADC3 | ASTM B85 | 170 | Bessere Korrosionsbeständigkeit, Duktilität | Gehäuse in der Nähe von Meeresgebieten |
| AlSi10MnMg | Vakuum HPDC | 120–180 (T7) | Schweißbar, nietbar | Strukturell, crashrelevant |
| AZ91D (Mg) | ASTM B94 | 150 | 33% ist leichter als Al | Gewichtskritische Abdeckungen |
| Zamak 3/5 (Zn) | ASTM B86 | 220–270 | Dünnwandige Kleinteile | Nicht für große Formate geeignet |
💡 Anmerkung des Ingenieurs: Für die Beschaffung in China schreiben Sie: “A380 oder ADC12”auf der Zeichnung. ADC12 ist der JIS-Zwilling, den chinesische Foundries standardmäßig auf Lager haben; die beiden sind hinsichtlich ihrer Zusammensetzung für Gehäuse austauschbar, und die Benennung beider spart eine Woche an Angebotsanfragen. Die eingehende Chemie sollte dennoch per Spektrometer überprüft werden – KeyFix bestätigt jede Schmelze mit einem deutschen SPECTRO OES über sein Rohstoffkontrolle Verfahren.
Druckguss, Kaltumformung oder CNC-Bearbeitung – welches Verfahren passt?
Nicht jede Angebotsanfrage für ein “Gussteil” sollte ein Gussteil sein. Die ehrliche Auswahlmatrix:
| Kriterium | Druckguss | Kaltumformung | CNC-gefräst aus dem Rohling |
|---|---|---|---|
| Geometrie | Komplex, dünnwandig, hohl | Achsensymmetrisch, massiv | Alles, zu einem Preis |
| Lautstärke-optimaler Bereich | 1.000–1.000.000 | 10,000+ | 1–5.000 |
| Stärke / Integrität | Gut; Porositätsmanagement | Höchste (Getreidefluss) | Hoch (gewalzte Ware) |
| Druckdichtheit | Benötigt Kontrolle / Befruchtung | Solide | Solide |
| Werkzeugkosten | Hoch (große Würfel) | Mäßig | Keiner |
| Große flache/dünne Teile | Exzellent | Arm | Verschwenderisch |
KeyFix besitzt zwei der drei Strecken vollständig – Kaltumformung an 25 Mehrstationenverteilern und CNC-Bearbeitung auf einer 32-Maschinen-Linie – und koordiniert den Hochdruck-Druckguss über geprüfte Partnergießereien unter einer IATF 16949-Rückverfolgbarkeitskette. Für aus Flachblech gefertigte Halterungen, die an Gussteile geschraubt werden, Stempeln Die Verwendung von 50–300-Tonnen-Pressen ist oft die günstigere Lösung als das Gießen an sich.
Welche Toleranzen können große Druckgussteile einhalten?
Der teuerste Fehler bei der Erstellung von Zeichnungen für große Gussteile ist die einheitliche Toleranzangabe für alle Maße. Beim Druckguss gibt es zwei Toleranzwelten:
| Feature-Klasse | Erreichbare Toleranz | Wie |
|---|---|---|
| linearer Gusszustand (gemäß ISO 8062) | ±0,1 mm auf den ersten 25 mm, zunehmend mit der Größe | Genauigkeit des Werkzeugs + Temperaturregelung |
| Ebenheit im Gusszustand, große Spannweite | 0,3–0,8 mm auf 500 mm | Casting nur |
| Bearbeitete Bezugsflächen | Ebenheit ≤ 0,05 mm | CNC-Planen nach dem Gießen |
| Bearbeitete Bohrungen / Positionierungselemente | ±0,02–0,05 mm | CNC-Bohrung, Einzelaufspannung |
| Dichtflächen | Ra 1,6–3,2 μm, plan ≤ 0,05 mm | CNC-gefräst + geprüfte Oberfläche |
⚠️ Häufige Fehlerquelle: Zwei Möglichkeiten, das Angebot zu ruinieren. Eine Toleranz von ±0,05 mm für das gesamte Bauteil zwingt die Gießerei, jede Oberfläche zu bearbeiten – die Kosten verdoppeln sich. Wird die Dichtfläche aus Kostengründen im Gusszustand belassen, entsteht ein Gehäuse, das Öl an der Dichtung vorbeilaufen lässt. Die Zeichnung sollte klar aufgeteilt werden: Gusszustand gemäß ISO 8062 für alle Flächen, Bearbeitungssymbole nur für die Flächen, die abdichten, positionieren oder tragen.
Bei der großformatigen Verifizierung sind optische Verfahren den Tastprüfern überlegen: KeyFix scannt vollständige Gussteile mit Shining3D 3D-Scanning und prüft bearbeitete Merkmale durch 2D-Videomessung, dokumentiert unter seiner Inspektionsstandards Programm, mit detaillierten Prozessangaben zum Technologieübersicht.
Wie werden kundenspezifische Druckgussteile endbearbeitet und bearbeitet?
Das Gießen ist nur die halbe Miete; der eigentliche Wert liegt in der nachgelagerten Wertschöpfungskette.
| Schritt | Zweck | KeyFix-Funktion |
|---|---|---|
| Trimmen + Entgraten | Gatter entfernen, Blitzlicht | Partnergießerei |
| Schuss | Gleichmäßige, matte Oberfläche | Partnergießerei |
| CNC-Bezugsbearbeitung | Oberflächen, Bohrungen, Dichtungsflächen auf ±0,02–0,05 mm | Eigene Ausstattung, 32 CNC-Maschinen, darunter zwei 5-Achs-Maschinen |
| Gewindeschneiden | Gerollte Gewinde oder Einsätze für weiches Aluminium | Eigene Gewindefertigung (22 Maschinen) |
| Imprägnierung | Mikroporosität für Druckteile abdichten | Qualifizierter Partner |
| Beschichtung | Chromatierung, Pulverbeschichtung oder Zink-Nickel-Beschichtung auf Stahlbeschlägen | Eigene Zn-Ni / DACROMET-Linien |
| Endabnahme | 3D-Scan + Videomessung, 100% visuelle | Intern |
Diese Aufteilung ist beabsichtigt: Die Gießerei konzentriert sich auf das, was die Tonnage am besten kann, und die maßkritischen Arbeiten finden auf den eigenen Spindeln von KeyFix statt. ±0,005 mm Die Maschinenleistung lässt einen Spielraum von ±0,02 mm Bohrung.
Benötigen Sie ein Angebot für große Druckgussteile mit Bearbeitung? Senden Sie Ihr Modell oder Ihre Zeichnung an KeyFix – DFM-Prüfung, Prozessempfehlung und Angebot innerhalb von 48 Stunden. Angebot anfordern oder senden Sie eine E-Mail an sales@keyfixpro.com.
Was sollten Sie in der Angebotsanfrage angeben?
| Aufbieten, ausrufen, zurufen | Was anzugeben ist | Warum es wichtig ist |
|---|---|---|
| Legierung | A380/ADC12, A360, AlSi10MnMg | Fließfähigkeit vs. Festigkeit vs. Schweißbarkeit |
| Gussqualität | ISO 8062 DCTG-Klasse | Anker, unbearbeitete Abmessungen |
| Bearbeitete Merkmale | Symbol + Toleranz pro Fläche | Cost lebt hier |
| Porositätsakzeptanz | Röntgenklasse nach Zone | Durchsetzbar, realistisch |
| Leak-Spezifikation | Druck, Medium, Zeit | Für flüssigkeitsführende Gehäuse |
| Entwurf + Trennlinie | Vor der Werkzeugerstellung abstimmen | Verhindert eine Neugestaltung bei T1 |
| Beschichtung / Oberflächenbehandlung | Chromat, Pulver, Maskierung | Korrosion + Aussehen |
📋 Technischer Tipp: Die Porositätszulassung sollte so formuliert sein, wie sie ein Röntgenprüfer liest: “Zone A (Lagerbohrungen): ASTM E505 Stufe 2 max.; Zone B (Wände): Stufe 3.” Eine pauschale Anweisung “Gussteile müssen frei von Porosität sein” ist nicht durchsetzbar und wird von jeder Gießerei stillschweigend ignoriert.
Wie qualifiziert man eine chinesische Druckguss-Lieferkette?
| Prüfpunkt | Mindestanforderung | KeyFix-Status |
|---|---|---|
| Qualitätssystem | ISO 9001; IATF für die Automobilindustrie | IATF 16949 + ISO 9001 + ISO 14001, inkl. untergeordnete Kontrolle |
| Legierungsprüfung | OES pro Wärme | SPECTRO OES, 100% von Wärme |
| Tonnageanpassung | Maschine an Teil angepasst | Abgestimmt über geprüfte Partnergießereien |
| Porositätskontrolle | Röntgenfähigkeit, Zonenberichte | Durch qualifizierte Kette |
| Großteilmessung | 3D-Scanning, dokumentiert | Shining3D + 2D Videomessung im Haus |
| Bearbeitungskapazität | ±0,02–0,05 mm intern | 32 CNC-Maschinen, zwei 5-Achs-Maschinen |
| Ausgehende Qualität | Fehlerrate dokumentiert | <25 ppm bei AQL 0,4 |
| Verantwortung | Ein Vertrag, ein QA-Verantwortlicher | Einzelpunkt bei KeyFix |
Die alleinige Verantwortungsübernahme ist ein Punkt, den Käufer oft übersehen und bereuen: Wenn Guss, Bearbeitung und Beschichtung von drei unabhängigen Anbietern stammen, führt jede Undichtigkeit zu einer Dreiecksbeziehung. KeyFix vereint die gesamte Wertschöpfungskette in einem System – Legierung pro ASTM B85, Geometrie pro ISO 8062 — mit seinem Automobilbefestigungsprogramme Und Unternehmenshintergrund Dokumentation des Prüfpfads.
Welche Logistik- und Versandbedingungen gelten?
Große Gussteile werden fast ausnahmslos auf dem Seeweg transportiert; der Standort Huizhou hält die Binnenlandstrecke kurz.
| Begriff | Detail |
|---|---|
| Produktionsstandort | Huizhou, Provinz Guangdong |
| Standardversandbedingungen | FCA Dongguan |
| Seefrachtbegriff | FOB Hafen Shenzhen Yantian |
| Prototypen-Vorlaufzeit | Werkzeugabhängig; Probenentnahme 4–8 Wochen nach Werkzeugbeginn |
| Produktionsvorlaufzeit | 4–6 Wochen nach Musterfreigabe |
Häufig gestellte Fragen
Was ist das größte Druckgussteil, das über eine chinesische Lieferkette geliefert werden kann?
Partnergießereien der 2.000–4.000-Tonnen-Klasse bearbeiten projizierte Flächen bis zu etwa 4.000 cm² — Batterieträgerabschnitte und Strukturknoten. Darüber liegt das Gebiet des Megacasting, das von Fall zu Fall betrachtet wird.
Wie kann ich ein Druckgussgehäuse dicht machen?
Drei Hebel in der richtigen Reihenfolge: die Dichtfläche als eine festlegen bearbeitet Merkmale (Ebenheit ≤ 0,05 mm, Ra ≤ 3,2 μm), eine Röntgenporositätsklasse für die dahinterliegenden Zonen festlegen und druckführende Teile vakuumimprägnieren. Die meisten Ansprüche wegen “undichten Gussteils” lassen sich auf eine undichte Gussfläche zurückführen.
Wie hoch ist die Mindestbestellmenge für große, kundenspezifische Gussteile?
Die Werkzeugkosten bestimmen den wirtschaftlichen Aspekt, daher beginnen Produktionsläufe typischerweise bei 500–2000 Stück Die Werkzeugkosten werden über den ersten Auftrag amortisiert. Für die reine Bearbeitung von kundenseitig gelieferten Gussteilen gibt es keine Mindestbestellmenge.
Über welche Zertifizierungen verfügt KeyFix?
IATF 16949, ISO 9001 und ISO 14001, wobei auch die Gießereien der Unterebene nach demselben System kontrolliert werden. Legierungszertifikate, Röntgenprüfberichte und 3D-Scan-Maßberichte werden mit OEM-Bestellungen versandt.
Welche Toleranz ist beim Gusszustand im Vergleich zur Bearbeitung zu erwarten?
Gusszustand: ISO 8062-Güten, ungefähr ±0,1–0,3 mm abhängig von der Größe. Bearbeitete Merkmale: ±0,02–0,05 mm bei Bohrungen und Flächen. Geben Sie jede Abmessung der richtigen Klasse an, und der Preis sinkt deutlich.
Welche Versandbedingungen gelten für internationale Bestellungen?
Standardversand ist FCA Dongguan, mit Seefracht als FOB Hafen Shenzhen Yantian aus dem Produktionswerk Huizhou.
Benötigt Ihr nächstes Projekt kundenspezifische Druckgussteile im Großformat – Gehäuse, Träger, Wannen oder Strukturhalterungen, gegossen, bearbeitet und beschichtet nach einem einheitlichen Qualitätssystem? Dann senden Sie Ihr Modell an KeyFix für eine kostenlose DFM-Prüfung und ein Angebot innerhalb von 48 Stunden. Entdecken Sie die Produktportfolio oder Kontaktieren Sie KeyFix an sales@keyfixpro.com.
Autor: KeyFix-Entwicklungsteam Veröffentlicht: 3. Juli 2026 Letzte Aktualisierung: 3. Juli 2026