Einleitung: Die strategische Bedeutung der Lieferantenauswahl
Die Wahl des richtigen Herstellers von Drehteilen für die Automobilindustrie zählt zu den wichtigsten Beschaffungsentscheidungen, die ein Fahrzeugentwicklungsteam treffen muss. Drehteile – präzisionsgedrehte Buchsen, Ventilkörper, Sensorgehäuse, Gewindeeinsätze, Kupplungswellen und Hunderte weiterer Drehgeometrien – machen einen wesentlichen Anteil der funktionalen Hardware in jedem modernen Fahrzeug aus. Eine einzige Maßabweichung von 0,02 mm an einer Bremssattelkolbenbohrung oder einem Kraftstoffverteilerrohranschluss kann zu Montagestopps, Gewährleistungsfällen und Reputationsschäden in Millionenhöhe führen.
Die Lieferantenbewertung für drehbearbeitete Automobilkomponenten ist nach wie vor ein vernachlässigtes Thema. Die meisten veröffentlichten Leitfäden behandeln entweder allgemeine Bearbeitungsprozesse oder die allgemeine Theorie des Lieferantenmanagements. Dadurch fehlt Einkaufsingenieuren eine strukturierte, technisch fundierte Methodik, um verschiedene Hersteller drehbearbeiteter Komponenten für die Automobilindustrie miteinander zu vergleichen. Dieser Leitfaden schließt diese Lücke.
Die folgenden Abschnitte präsentieren einen quantifizierten Bewertungsrahmen mit neun Entscheidungsdimensionen – von Prozessfähigkeitskennzahlen und Geräteprüfungen bis hin zu Logistikmodellierung und Gesamtbetriebskosten. Unterstützt wird dieser Rahmen durch Referenzdatentabellen, die subjektive Lieferanteneindrücke in objektive, bewertbare Kriterien umwandeln. Ob Sie ein einzelnes Großserienprogramm für Buchsen beschaffen oder Ihre Lieferantenbasis für Drehteile über mehrere Fahrzeugplattformen hinweg konsolidieren möchten: Diese Methodik optimiert Ihren Auswahlprozess und reduziert nachgelagerte Risiken.
Dimension 1: Geräteportfolio und Bearbeitungsfähigkeit
Der erste Indikator dafür, ob ein Unternehmen als ernstzunehmender Hersteller von Drehteilen für die Automobilindustrie in Frage kommt, ist sein Maschinenpark. Maschinentyp, Achsenanzahl, Stangendurchlass und Spindelkonfiguration bestimmen direkt, welche Teilefamilien ein Werk mit welcher Präzision fertigen kann.

| Ausrüstungskategorie | Achsenkonfiguration | Typische Barkapazität | Erreichbare Toleranz | Optimal passende Komponentenfamilien |
|---|---|---|---|---|
| Einspindel-CNC-Drehmaschine | 2-Achsen (X, Z) | Φ6 – Φ65 mm | ±0,01 mm | Einfache Wellen, Distanzstücke, Stufenstifte |
| Mehrachsiges CNC-Drehzentrum | 4- bis 8-achsige (angetriebene Werkzeuge in C, Y, B) | Φ10 – Φ80 mm | ±0,008 mm | Komplexe Ventilkörper, quergebohrte Anschlüsse |
| Schweizer CNC-Maschine (Schlittenspindel) | 5- bis 9-Achsen mit Führungsbuchse | Φ1 – Φ32 mm | ±0,005 mm | Sensorstifte, Einspritzdüsenhülsen, Mikrowellen |
| Mehrspindel-Automatik (CNC) | 6 oder 8 Spindeln | Φ5 – Φ42 mm | ±0,015 mm | Hochleistungsbuchsen, einfache Drehmuttern |
| 5-Achs-Dreh-Fräszentrum | 5 kontinuierliche Achsen | Φ10 – Φ300 mm | ±0,005 mm | Exzentrische Gehäuse, asymmetrische Steckverbinder |
| Nockenbetätigte automatische Schraubenmaschine | Mechanische Nockenwelle | Φ3 – Φ50 mm | ±0,025 mm | Herkömmliche, einfache Geometrien mit hohem Volumen |
Bei der Überprüfung einer Anlage sollten nicht nur die Maschinenanzahlen, sondern auch folgende Punkte erfasst werden: Maschinenalter, Controller-Generation und vorbeugende Wartungsintervalle. Ein Hersteller von Drehteilen für die Automobilindustrie, der mit 15 Jahre alten automatischen Kurvenbeschleunigern arbeitet, wird Schwierigkeiten haben, die von modernen Antriebs- und Bremssystemen zunehmend geforderten Toleranzen von ±0,008 mm einzuhalten. Im Gegensatz dazu signalisiert ein Werk, das mit CNC-Drehmaschinen der neuesten Generation (z. B. Citizen Cincom, Star SR, Tsugami) ausgestattet ist und über proaktive Wartungsprotokolle verfügt, die Bereitschaft für hochpräzise Automobilprojekte.
Die Bearbeitungsabteilung von KeyFixPro verfügt über 5-Achs-Dreh-Fräszentren der STS C-Serie mit SYNTEC CNC-Steuerungen, die eine Positionswiederholgenauigkeit von ±0,005 mm ermöglichen, ergänzt durch Langdrehautomaten, die Werkstücke mit Durchmessern von 1 bis 35 mm bearbeiten – eine Konfiguration, die speziell für die Maßgenauigkeit von schraubenbearbeiteten Bauteilen für die Automobilindustrie entwickelt wurde.
Dimension 2: Prozessfähigkeit und statistische Belege
Die Ausrüstung allein garantiert keine Teilequalität – die Prozesskontrolle hingegen schon. Jeder seriöse Hersteller von Drehteilen für die Automobilindustrie muss seine statistische Prozessfähigkeit durch quantifizierte Kennzahlen und nicht durch Marketingaussagen nachweisen.

| Prozessmetrik | Definition | Mindestakzeptabler Wert | Benchmark-Wert (Weltklasse) |
|---|---|---|---|
| Cpk (Prozessfähigkeitsindex) | Misst, wie zentriert und präzise der Prozess innerhalb der Spezifikationsgrenzen abläuft. | ≥ 1,33 | ≥ 1,67 |
| Ppk (Prozessleistungsindex) | Langfristige Leistungsfähigkeit unter Berücksichtigung aller Variationsquellen | ≥ 1,25 | ≥ 1,67 |
| SPC-Diagrammhäufigkeit | Wie häufig werden dimensionale Daten während des Prozesses erfasst und grafisch dargestellt? | Jeder 50. Teil | Jeder 25. Teil oder fortlaufend |
| Messsystemanalyse (Reproduzierbarkeit und Wiederholbarkeit) | Prozentsatz der durch die Messsystemvariation verbrauchten Toleranz | ≤ 30 % | ≤ 10 % |
| Erstausbeute | Prozentsatz der Teile, die ohne Nachbearbeitung oder Sortierung den Vorgaben entsprechen | ≥ 95 % | ≥ 99,5 % |
| PPM-Fehlerrate (Ausgang) | Fehlerhafte Teile pro Million ausgelieferter Teile | ≤ 50 ppm | 0 ppm |
Fordern Sie bei der Lieferantenqualifizierung tatsächliche Cpk-Werte aus aktuellen Produktionsläufen an – keine theoretischen Schätzungen. Ein Hersteller, der Bremskolben mit einem Cpk-Wert von 1,72 über 500.000 Stück produziert, liefert deutlich überzeugendere Beweise für seine Leistungsfähigkeit als einer, der ohne statistische Grundlage “enge Toleranzen” behauptet.
KeyFixPro gewährleistet einen Cpk-Wert von ≥ 1,67 als Standard-Freigabekriterium für alle Automobil-Drehteileprogramme. Unterstützt wird dies durch Echtzeit-SPC-Diagramme, die Verifizierung mittels Koordinatenmessgerät (KMG) mit einer Auflösung von ±0,001 mm und die automatische optische Sortierung von 100 %-Teilen. Das dokumentierte Ergebnis: eine kontinuierliche Fehlerquote von 0 PPM bei über 100 abgeschlossenen Fahrzeugplattformprogrammen.
Dimension 3: Materialkompetenz und metallurgische Kontrolle
Ein seriöser Hersteller von drehbearbeiteten Bauteilen für die Automobilindustrie muss umfassende Kenntnisse im Umgang mit Automobillegierungen nachweisen – nicht nur mit der Bearbeitung von Automatenstählen. Jede Werkstoffgruppe weist ein spezifisches Zerspanungsverhalten, Werkzeugverschleißmuster und besondere Anforderungen an die Nachbearbeitung auf.

| Materialkategorie | Repräsentative Noten | Bearbeitbarkeitsindex (AISI 1212 = 100) | Wichtige Automobilanwendungen | Wichtige Verarbeitungsaspekte |
|---|---|---|---|---|
| Automatenstahl | 12L14, 1215, 1117 | 160 – 190 | Nicht kritische Buchsen, Distanzstücke, Einsteller | Der Bleigehalt ist gemäß der Altfahrzeugrichtlinie beschränkt; bleifreie Alternativen prüfen. |
| Mittelkohlenstoffstahl | 1045, 1050 | 55 – 65 | Getriebewellen, hochbelastbare Bolzen | Erfordert eine Wärmebehandlung nach der Bearbeitung zur Erzielung der Härte. |
| Legierter Stahl | 4140, 4340, 8620 | 45 – 60 | Antriebsstrangzahnräder (vorgeformt), Differentialbolzen | Aufkohlen oder Anlassen ist für die endgültigen Eigenschaften zwingend erforderlich. |
| Borstahl | 10B21, 10B38 | 50 – 55 | Hochfeste Befestigungselementrohlinge | Wasserstoffversprödungsrisiko bei der Galvanisierung |
| Austenitischer Edelstahl | 303, 304, 316L | 36 – 78 | Kraftstoffverteilerrohranschlüsse, AGR-Komponenten, Auspuffbolzen | Kaltverfestigungstendenz; erfordert starre Vorrichtungen und scharfe Werkzeuge |
| Martensitischer Edelstahl | 410, 416, 420 | 45 – 80 | Ventilschäfte, Turbolader-Stellantriebswellen | Nachbearbeitungshärtung auf 40–50 HRC |
| Messing / Bronze | C36000, C54400 | 100 – 300 | Elektrische Klemmen, Hydraulikarmaturen | Entszinkungsrisiko in chloridreichen Umgebungen |
| Aluminiumlegierung | 6061-T6, 7075-T6, 2011-T3 | 120 – 200 | Einsätze für EV-Batteriegehäuse, leichte Halterungen | Aufbauschneide am Werkzeug; erfordert PKD- oder polierte Hartmetalleinsätze |
| Titanlegierung | Ti-6Al-4V (Güteklasse 5) | 22 – 30 | Befestigungselemente für Renn-/Hochleistungsauspuffanlagen | Extremer Werkzeugverschleiß; Fluten mit Kühlmittel und niedrige Oberflächengeschwindigkeit unerlässlich |
Fordern Sie bei Audits die Prüfprotokolle für eingehende Materialien an. Ein qualifizierter Hersteller von Drehteilen für die Automobilindustrie führt bei jeder eingehenden Charge eine optische Emissionsspektrometrie (OES) oder Röntgenfluoreszenzanalyse (RFA) durch und gleicht die Ergebnisse mit den Werkszeugnissen ab, um die chemische Zusammensetzung, die Zugeigenschaften und die Einhaltung der Kornstrukturvorgaben zu bestätigen.
KeyFixPro verwendet ein AMETEK OES-System zur Eingangsprüfung der Legierung 100 % und verfügt über ein umfassendes Materialportfolio, das von kohlenstoffarmem Walzdraht bis hin zu exotischem Titan-Stangenmaterial reicht – und stellt so sicher, dass jedes schraubenbearbeitete Bauteil seinen Produktionsweg auf einer metallurgisch validierten Grundlage beginnt.
Dimension 4: Architektur des Qualitätsmanagementsystems
Eine IATF-16949-Zertifizierung ist Standard, aber kein Alleinstellungsmerkmal. Was einen guten von einem herausragenden Hersteller von Drehteilen für die Automobilindustrie unterscheidet, ist die Tiefe und Strenge der Qualitätsinfrastruktur, die dem Zertifikat zugrunde liegt.
| Element des Qualitätssystems | Was zu bewerten ist | Warnsignale |
|---|---|---|
| Anwendungsbereich der IATF 16949 | Umfasst der Zertifizierungsumfang explizit die Bearbeitung von Schrauben und Drehteilen? | Der Anwendungsbereich beschränkt sich auf Montage- oder Nichtbearbeitungsvorgänge. |
| APQP-Implementierung | Kann der Lieferant alle fünf APQP-Phasen mit dokumentierten Ergebnissen nachweisen? | Keine Hinweise auf eine Design-FMEA oder einen Kontrollplan |
| PPAP-Fähigkeit | Kann der Lieferant auf Anfrage PPAP-Unterlagen der Stufen 3 oder 4 einreichen? | Nur Einreichungen der Stufe 1; fehlende dimensionale Layouts |
| MSA (Messsystemanalyse) | Die Analysen zur Messsystemanalyse (MSA) wurden für alle kritischen Messgeräte abgeschlossen. | Keine MSA-Aufzeichnungen; R&R überschreitet 30 % Toleranz |
| Reifegrad des Kontrollplans | Sind die Kontrollpläne mit den Schweregradbewertungen der PFMEA verknüpft? | Generische Steuerungspläne, die nicht pro Teilenummer angepasst sind |
| Korrekturmaßnahmensystem | 8D- oder gleichwertige Problemlösungsmethodik mit Wirksamkeitsnachweis | Korrekturmaßnahmen, die lediglich die Symptome, nicht aber die Ursachen bekämpfen |
| Internes Auditprogramm | Häufigkeit und Abschlussquote von mehrstufigen Prozessprüfungen (LPA) | Audits werden nur zur Zertifizierungserneuerung durchgeführt |
| Rückverfolgbarkeitstiefe | Kann der Lieferant jedes gelieferte Teil bis zur Chargennummer des Rohmaterials zurückverfolgen? | Rückverfolgbarkeit beschränkt auf Chargenebene; keine Serialisierung pro Stück möglich |
Die Qualitätsarchitektur von KeyFixPro geht weit über die Zertifizierungsanforderungen hinaus: Die Zertifizierungen nach IATF 16949, ISO 9001 und ISO 14001 werden durch mehrstufige Prozessprüfungen, die wöchentlich durchgeführt werden, 3D-Oberflächenscanning, das in die Produktionszellen integriert ist, und eine digitale Rückverfolgbarkeitsplattform untermauert, die jedes fertige Bauteil mit seiner Rohmaterial-Chargennummer, der Schmiede- oder Bearbeitungsstation, der Beschichtungsbadchemie und dem Zeitstempel der Endkontrolle verknüpft.
Dimension 5: Sekundäre Operationen und Wertschöpfende Integration
Nur wenige Drehteile für die Automobilindustrie werden direkt von der Drehmaschine zur Montagelinie transportiert. Die meisten erfordern einen oder mehrere Nachbearbeitungsschritte, um funktionale Merkmale hinzuzufügen, die mechanischen Eigenschaften zu verbessern oder den Umweltschutz zu gewährleisten. Ein Hersteller von Drehteilen für die Automobilindustrie, der diese Arbeitsschritte im eigenen Haus durchführt, vermeidet Transportverzögerungen zwischen Standorten, reduziert Beschädigungen durch unsachgemäße Handhabung und bündelt die Verantwortlichkeit in einem einheitlichen Qualitätssystem.
| Sekundärbetrieb | Funktionaler Zweck | Vorteile des Eigenhandels | Outsourcing-Risiko |
|---|---|---|---|
| Gewinderollen (Flachwalzen / Planetenwalzen) | Erzeugt kaltgeformte Gewinde mit überlegener Dauerfestigkeit gegenüber geschnittenen Gewinden | Eliminiert den Transit; gewährleistet die Kontinuität des Getreideflusses. | Transportbedingte Kerben an Gewindespitzen |
| Wärmebehandlung (Aufkohlen, Vergüten, Induktionsglühen) | Erreicht die angestrebte Härte, Verschleißfestigkeit und Kernzähigkeit | Enge Prozesskopplung; Chargenrückverfolgbarkeit erhalten | Verlängerte Lieferzeiten; mögliche Verwechslung von Chargen |
| Flächenschleifen / Spitzenloses Schleifen | Erreicht Oberflächenrauheiten unter Ra 0,4 μm und Außendurchmessertoleranzen von ±0,002 mm. | Umrüstung innerhalb derselben Schicht; unmittelbare SPC-Rückkopplungsschleife | Maßabweichungen durch Neubefestigung in einer externen Anlage |
| Zink-Nickel-/DACROMET-Beschichtung | Bietet einen Korrosionsschutz gegen Salzsprühnebel für 720–1000+ Stunden. | Schichtdicke und Badchemie werden in Echtzeit gesteuert | Qualitätsschwankungen bei externen Galvanisierungsbetrieben |
| Kathodische Elektrotauchlackierung | Liefert eine gleichmäßige Epoxidgrundierungsschicht für lackierbare Baugruppen | Gleichmäßiger Filmaufbau auch bei komplexen Geometrien | Die Positionierung der Markierungen stimmt möglicherweise nicht mit der Teilegeometrie überein. |
| Automatisierte optische Sortierung (100 %) | Jedes Teil wird auf Maß- und Sichtfehler geprüft. | Fehlerfreie Auslieferungszusicherung | Stichprobenbasierte Prüfungen übersehen statistische Ausreißer. |
| Lasermarkierung / Data-Matrix-Code | Ermöglicht die Serialisierung einzelner Stücke und die digitale Rückverfolgbarkeit | In die Produktionszelle integriert; keine Offline-Bearbeitung | Zusätzlicher Logistikschritt; Fragen zur Haltbarkeit der Markierungen |
KeyFixPro betreibt einen integrierten Produktionsstandort, der Kaltumformung, CNC-Drehen, Gewindewalzen, Oberflächenbehandlung (Zink-Nickel, DACROMET, KTL-Beschichtung) und optische Inspektion nach 100 % umfasst – allesamt geregelt durch ein einheitliches Qualitätsmanagementsystem gemäß IATF 16949. Diese Konsolidierung ermöglicht es KeyFixPro, fertige, inspektionsgeprüfte und verpackungsfertige, schraubenbearbeitete Automobilkomponenten zu liefern, ohne für wichtige Wertschöpfungsschritte auf externe Zulieferer angewiesen zu sein.
Dimension 6: Anwendungskenntnisse von Kfz-Subsystemen
Technisch versierte Bearbeitung ist notwendig, aber nicht ausreichend. Ein wirklich qualifizierter Hersteller von Drehteilen für die Automobilindustrie versteht, wie jedes einzelne Drehteil innerhalb seines Fahrzeugsystems funktioniert – ein Wissen, das die Materialauswahl, die Toleranzfestlegung und die Vermeidung von Fehlern bereits in der Phase der fertigungsgerechten Konstruktion beeinflusst.
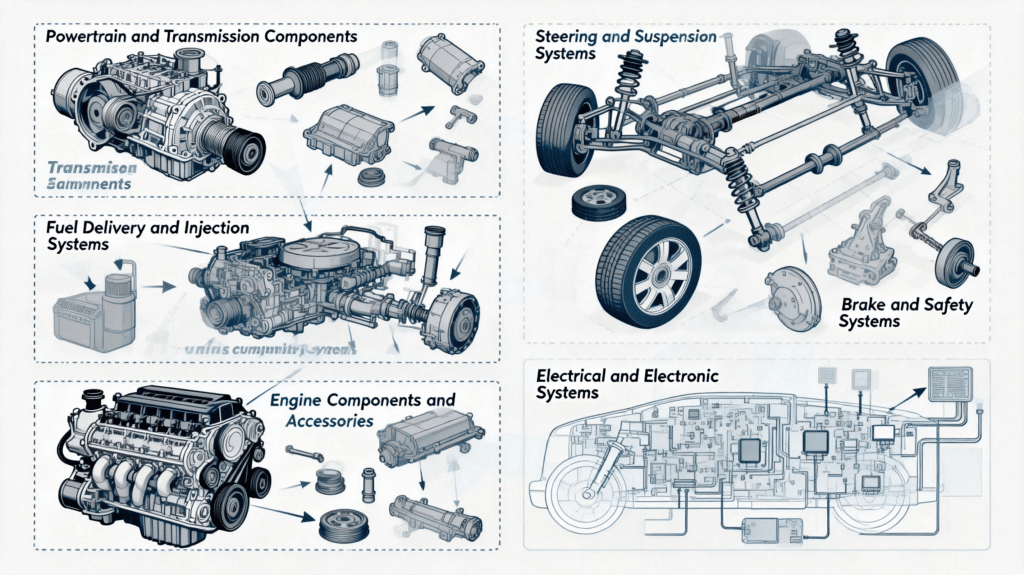
| Fahrzeugsubsystem | Typische schraubenbearbeitete Bauteile | Kritische Leistungsanforderungen | Wichtige Spezifikationsstandards |
|---|---|---|---|
| Antriebsstrang / Getriebe | Schaltgabel-Drehbolzen, Synchronhülsen, Ölpumpenrotoren | Dauerfestigkeit > 10⁷ Zyklen; Einsatzhärte 58–62 HRC | AIAG CQI-9 (Wärmebehandlung), GM GMW, VW TL |
| Kraftstofflieferung | Schienenverschraubungen, Einspritzdüsenhülsen, Drucksensorgehäuse | Dichtheit bei über 200 bar; chemische Beständigkeit gegenüber Ethanolgemischen | SAE J2044, OEM-Kraftstoffkompatibilitätsspezifikationen |
| Bremssystem | Bremssattelkolben, Hauptbremszylinderbohrungen, ABS-Sensorringe | Dimensionsstabilität unter thermischer Zyklisierung (−40 °C bis +200 °C) | FMVSS 135, ECE R13H |
| Lenkung | Zahnstangenführungsbuchsen, Ritzelwellenzapfen, Kippsäulenhülsen | Oberflächengüte mit geringer Reibung (Ra ≤ 0,4 μm); Rundlaufgenauigkeit ≤ 0,01 mm TIR | ISO 26082, OEM-Haltbarkeitsprotokolle |
| Fahrgestell / Federung | Kolbenstangen des Stoßdämpfers, Stabilisator-Koppelstangen | Korrosionsbeständigkeit > 720 h NSS; Dauerfestigkeitsverhältnis > 0,45 | ISO 4759, OEM DVP&R-Pläne |
| Heizung, Lüftung, Klimaanlage / Klimatisierung | Expansionsventildüsen, Kompressorwellendichtungen | Konzentrizität ≤ 0,005 mm; Oberflächenrauheit Ra ≤ 0,2 μm | SAE J2727, Kältemittelkompatibilität |
| Elektrotechnik / Elektronik | Anschlussklemmen, Sensormassebuchsen, Relaiskontaktbolzen | Leitfähigkeitskonstanz; Wiederholbarkeit der Einführkraft | USCAR-2, LV 214 |
| EV-spezifisch | Kompressionsstifte für Batteriemodule, Hochspannungs-Sammelschieneneinsätze | Elektrische Isolation; Leichtbauweise (Al/Ti-Legierungen); Wärmemanagement | LV 123, UL 2580 |
Diese Systemkenntnisse ermöglichen es einem Hersteller von Drehteilen für die Automobilindustrie, Konstruktionszeichnungen konstruktiv zu hinterfragen – beispielsweise durch Materialverbesserungen, Toleranzerweiterungen bei nicht kritischen Merkmalen oder Prozessalternativen, die Kosten senken, ohne die Funktion zu beeinträchtigen. Das Ingenieurteam von KeyFixPro, bestehend aus über 20 erfahrenen Spezialisten für Verbindungselemente und Präzisionskomponenten, greift auf Expertise aus Antriebsstrang-, Fahrwerks-, Kraftstoff-, Brems- und Elektrofahrzeugbatterieprogrammen in über 20 Ländern zurück, um genau diese anwendungsorientierte Zusammenarbeit zu gewährleisten.
Dimension 7: Kapazitätsplanung und Skalierbarkeit
Die Nachfrage in der Automobilindustrie ist naturgemäß volatil. Ein Hersteller von Drehteilen für die Automobilindustrie muss daher nicht nur die aktuelle Kapazitätsauslastung nachweisen, sondern auch die strukturelle Fähigkeit besitzen, die Produktion im Bereich von ±30 % an die Schwankungen des Produktionsvolumens anzupassen, ohne dass es zu längeren Lieferzeiten oder Qualitätseinbußen kommt.
| Kapazitätsanzeige | Was ist zu beurteilen? | Benchmark-Ziel |
|---|---|---|
| Maschinenauslastungsgrad | Aktuelle Gesamtanlageneffektivität (OEE) der gesamten Schraubenmaschinenflotte | 75–85 % (ausreichender Puffer für Lastspitzen) |
| Verfügbare Spindelstunden | Wöchentlich unplanmäßige Öffnungszeiten für neue Programme verfügbar | ≥ 15 % der gesamten installierten Kapazität |
| Schnellwechselfähigkeit | SMED (Single-Minute Exchange of Die) Implementierungsebene | Umrüstzeit ≤ 15 Minuten für wiederkehrende Teilenummern |
| Flexibilität der Belegschaft | Multifunktionale Maschinenbediener, die in der Lage sind, verschiedene Maschinentypen zu bedienen | Verhältnis der Bediener zu anderen Maschinen ≥ 1,5 Maschinen pro Bediener |
| Rohmaterial-Pufferbestand | Sicherheitsbestand für mehrere Wochen für Kernlegierungssorten | 4–6 Wochen für Materialien der Klasse A. |
| Lieferkettentiefe der Unterebenen | Anzahl qualifizierter alternativer Bezugsquellen für kritische Rohstoffe | Mindestens 2 zugelassene Bezugsquellen pro Legierungsspezifikation |
KeyFixPro unterhält dedizierte Fertigungszellen für die Automobilindustrie mit hohem Produktionsvolumen und hält gleichzeitig flexible Mehrachsenkapazitäten für Prototypen und Produktionshochläufe bereit. Kaltumformanlagen mit über 300 Hüben pro Minute für kopfgeformte Rohlinge ergänzen die CNC-Drehzellen und ermöglichen so hybride Produktionsstrategien. Diese optimieren sowohl die Geschwindigkeit als auch die Stückkosten für Serien von 500 Prototypen bis hin zu über 5 Millionen Stück pro Jahr.
Dimension 8: Modell der Gesamtbetriebskosten
Der Stückpreis ist nur ein Bestandteil der tatsächlichen Beschaffungskosten. Eine gründliche Bewertung jedes Herstellers von Drehteilen für die Automobilindustrie muss das gesamte Kostenspektrum von der Angebotserstellung bis zum Ende der Nutzungsdauer berücksichtigen.
| Kostenelement | Beschreibung | Typische Auswirkungen (1 TP3T der Gesamtkosten) |
|---|---|---|
| Rohstoff | Legierungskosten pro kg × Materialausnutzungsgrad | 30–50 % |
| Zerspanung (Wertschöpfung) | Maschinenstundensatz × Zykluszeit pro Stück | 20–35 % |
| Sekundäre Operationen | Wärmebehandlung, Beschichtung, Schleifen, Markieren | 8–15 % |
| Qualität und Inspektion | SPC, CMM, optische Sortierung, PPAP-Dokumentation | 3–6 % |
| Werkzeugamortisation | Anfängliche Werkzeugkosten ÷ garantierte Werkzeugstandzeit | 2–5 % |
| Verpackung und Logistik | Schutzverpackung, See-/Luftfracht, Zollgebühren | 5–12 % |
| Versteckte Kosten: Qualitätsmängel | Sortieraktionen, Produktionsstillstände, Garantieansprüche | 0 % (ideal) bis 15 %+ (schlechter Lieferant) |
| Versteckte Kosten: Lieferverzögerungen | Beschleunigter Frachttransport, Unterbrechung des Produktionsplans | 0 % (ideal) bis 10 %+ (unzuverlässiger Lieferant) |
Beachten Sie, dass die beiden Zeilen zu den “versteckten Kosten” die durch den günstigsten Anbieter erzielten Stückpreiseinsparungen deutlich übersteigen können. Ein Hersteller von Drehteilen für die Automobilindustrie, der 8 % unter dem Preis der Konkurrenz anbietet, aber 200 PPM Fehler und 15 % verspätete Lieferungen verursacht, wird letztendlich wesentlich mehr kosten als ein teurerer Lieferant, der eine Fehlerquote von 0 PPM und eine termingerechte Lieferung von über 98 % gewährleistet.
Die Fertigungsphilosophie von KeyFixPro, bei der das Kaltumformen im Vordergrund steht, bietet einen strukturellen Kostenvorteil: Durch das Formen von Rohlingen in nahezu endgültiger Form mit einer Materialausnutzung von 98 % vor der präzisen CNC-Bearbeitung werden sowohl der Rohmaterialverbrauch als auch die Bearbeitungszeit reduziert – wodurch die beiden größten Kostenfaktoren gleichzeitig gesenkt werden, während gleichzeitig die von den Automobil-Spezifikationen geforderte Maßgenauigkeit erhalten bleibt.
Dimension 9: Zertifizierung, Compliance und Nachhaltigkeit
Globale Automobilplattformen fordern zunehmend Compliance-Rahmenwerke, die über die Qualität hinausgehen und auch Umweltverantwortung und soziale Verantwortung umfassen.
| Compliance-Bereich | Anwendbarer Standard | Was es beinhaltet | Warum es für Ihr Programm wichtig ist |
|---|---|---|---|
| Automobilqualität | IATF 16949:2016 | Produktrealisierung, kundenspezifische Anforderungen, Fehlervermeidung | Voraussetzung für Tier-1- und OEM-zugelassene Lieferantenlisten |
| Qualitätsmanagement | ISO 9001:2015 | Allgemeines QMS-Rahmenwerk und kontinuierliche Verbesserung | Grundlegende Glaubwürdigkeit für die Diversifizierung außerhalb des Automobilsektors |
| Umweltmanagement | ISO 14001:2015 | Abfallvermeidung, Emissionskontrolle, Ressourceneffizienz | Wird zunehmend von europäischen und japanischen OEMs gefordert |
| Materialkonformität | EU-Richtlinie für Altfahrzeuge (2000/53/EG) | Beschränkt die Konzentrationen von Blei, Quecksilber, Cadmium und Chrom⁶⁺ in Fahrzeugkomponenten | Nichteinhaltung blockiert den Marktzugang in der EU |
| Chemikaliensicherheit | EU REACH, RoHS | Registrierung/Beschränkung gefährlicher Stoffe | Gilt für Beschichtungen, Galvanisierungsverfahren und Schmierstoffe |
| Konfliktmineralien | Dodd-Frank Abschnitt 1502 / EU-Verordnung 2017/821 | Sorgfältige Prüfung der Beschaffung von Zinn, Tantal, Wolfram und Gold | OEM-Lieferantenrichtlinien schreiben zunehmend eine Meldung vor |
| CO2-Fußabdruck | ISO 14064 / Berichtswesen gemäß Umfang 3 | Treibhausgasquantifizierung entlang der Lieferkette | Elektroautohersteller fordern bis 2035 klimaneutrale Lieferketten |
KeyFixPro KeyFixPro ist nach IATF 16949, ISO 9001 und ISO 14001 zertifiziert und gewährleistet die vollständige Einhaltung der ELV- und REACH-Richtlinien in allen Beschichtungs- und Oberflächenbehandlungsprozessen. Dieses dreifach zertifizierte System garantiert, dass die von KeyFixPro hergestellten drehbearbeiteten Komponenten die weltweit strengsten OEM-Lieferantenqualifikationskriterien erfüllen.
Dimension 10: Gewichtete Bewertungsmethodik – Zusammenfassung
Um die neun oben genannten Dimensionen in umsetzbare Lieferantenranglisten umzuwandeln, weisen Sie jeder Dimension ein Gewicht zu, das die Prioritäten Ihres Programms widerspiegelt, und bewerten Sie dann die Kandidaten pro Dimension auf einer Skala von 1 bis 5.
| Bewertungsdimension | Empfohlenes Gewicht (%) | Note 1 (Schlecht) | Note 3 (Akzeptabel) | Note 5 (Hervorragend) |
|---|---|---|---|---|
| Ausrüstungsportfolio | 10 | Nur Nockenwellenautomatik; keine CNC-Steuerung | Mischung aus CNC-Drehmaschinen; begrenzte Schweizer Drehmaschinen | Vollständige CNC-Bearbeitung + Langdrehautomat + 5-Achs-Dreh-Fräsen |
| Prozessfähigkeit (Cpk) | 15 | Cpk < 1,0 bei kritischen Dimensionen | Cpk 1,33–1,49 | Cpk ≥ 1,67 durchgehend |
| Materialkompetenz | 10 | Nur Kohlenstoffstahl | Kohlenstoff + Edelstahl + Aluminium | Vollständiges Legierungsspektrum inkl. Titan und exotischer Legierungen |
| Tiefe des Qualitätssystems | 15 | Nur ISO 9001; keine IATF | IATF 16949-zertifiziert; grundlegendes PPAP | IATF + mehrstufige Audits + digitale Rückverfolgbarkeit |
| Integration des Sekundärbetriebs | 10 | Alle sekundären Arbeitsgänge ausgelagert | Teilweise im eigenen Haus (Beschichtung oder Schleifen) | Komplett im eigenen Haus: Gewindeschneiden, Beschichten, Sortieren |
| Kenntnisse über die Anwendung von Subsystemen | 10 | Allgemeine Bearbeitungswerkstatt | Erfahrung im Automobilbereich in 2–3 Teilsystemen | Umfassende Expertise in den Bereichen Antriebsstrang, Bremsen, Kraftstoff und Elektromobilität |
| Kapazität und Skalierbarkeit | 10 | Nahezu vollständige Auslastung; keine Flexibilität | 10–15 %-Puffer; moderate Skalierbarkeit | ≥ 20 % Reserve; nachgewiesene Rampenhistorie |
| Wettbewerbsfähigkeit der Gesamtkosten | 10 | Niedrigstes Gebot, aber hohe versteckte Kosten | Wettbewerbsfähige Preise; moderates Risiko | Optimierte Gesamtbetriebskosten; Strategie für nahezu optimale Ergebnisse |
| Compliance und Nachhaltigkeit | 10 | Nur ISO 9001; keine ELV/REACH-Daten | IATF + ISO 14001; grundlegende Konformitätsdokumente | Dreifach zertifiziert; proaktive Berichterstattung gemäß Scope 3 |
Punkteformel: Gewichtete Punktzahl = Σ (Dimensionsgewichtung × Dimensionspunktzahl). Ein Kandidat mit einer gewichteten Durchschnittspunktzahl über 4,0 erhält die Nominierung als zugelassener Lieferant. Ein Wert unter 3,0 signalisiert ein inakzeptables Risiko für Serienproduktionsprogramme im Automobilbereich.
Dieses Rahmenwerk wandelt subjektive Eindrücke von Werksbesuchen in eine fundierte, datengestützte Lieferantenempfehlung um – genau die Strenge, die globale OEM-Beschaffungskomitees erwarten.
Zeitplan für die Lieferantenqualifizierung: Was Sie erwartet
Die Qualifizierung eines neuen Herstellers von Drehteilen für die Automobilindustrie ist kein sofortiger Prozess. Nachfolgend finden Sie einen beispielhaften Zeitplan vom Erstkontakt bis zur Serienproduktion.
| Phase | Typische Dauer | Wichtigste Aktivitäten | Ergebnisse |
|---|---|---|---|
| Angebotsanfrage und vorläufige Bewertung | 2–4 Wochen | Technische Machbarkeitsprüfung, Kostenvoranschlag, Abschluss der Geheimhaltungsvereinbarung | Vorläufiges Angebotspaket, Leistungsübersicht |
| Vor-Ort-Prüfung | 1–2 Wochen | Anlagenbegehung, Geräteprüfung, Qualitätsmanagement-Audit | Prüfbericht, gegebenenfalls Korrekturmaßnahmenanforderungen |
| Prototypenentwicklung | 4–8 Wochen | Erstbearbeitung, Maßprüfung, Materialzertifikatsprüfung | Prototypenmuster, Maßbericht, Materialzertifikate |
| PPAP-Einreichung | 4–6 Wochen | Vollständige PPAP-Vorbereitung der Stufe 3 einschließlich Cpk-Studien | PPAP-Gehäuse (18 Elemente), Musterteile |
| Pilotproduktion | 4–8 Wochen | Produktionslauf, Verpackungsvalidierung, Logistik-Testlauf | Bericht über die Einhaltung der Produktionsrate, Verpackungsfreigabe, Logistikbestätigung |
| Serienproduktionsfreigabe (SOP) | Laufend | Kontinuierliche Produktion mit SPC-Überwachung und regelmäßigen Audits | Laufende Lieferungen, Dashboards zur Qualitätsleistung |
Die Gesamtzeit von der Angebotsanfrage bis zur Serienfertigung beträgt in der Regel 4–7 Monate, abhängig von der Bauteilkomplexität, den Materiallieferzeiten und der Verfügbarkeit der Qualitätsdokumentation des potenziellen Herstellers. KeyFixPros über 25-jährige Erfahrung mit der Einführung von Automobilprogrammen, kombiniert mit vordefinierten PPAP-Vorlagen und einer SPC-Infrastruktur, ermöglicht verkürzte Qualifizierungszeiten – oft 4–6 Wochen schneller als der Branchendurchschnitt.
Häufig gestellte Fragen
Was unterscheidet einen Hersteller von drehbearbeiteten Bauteilen für die Automobilindustrie von einer allgemeinen Bearbeitungswerkstatt?
Ein für die Automobilindustrie qualifizierter Hersteller arbeitet nach den Qualitätsstandards der IATF 16949, führt statistische Prozesskontrollen mit nachgewiesenen Cpk-Werten ≥ 1,33 für kritische Abmessungen durch, verfügt über umfassende Materialkompetenz für verschiedene Automobillegierungsfamilien und liefert standardmäßig Dokumentationen auf PPAP-Niveau. Ein allgemeiner Fertigungsbetrieb produziert zwar möglicherweise maßgenaue Teile, verfügt aber in der Regel nicht über die für Automobilprogramme erforderliche Qualitätsinfrastruktur, Rückverfolgbarkeit und das notwendige Anwendungswissen für Subsysteme.
Wie ergänzt das Kaltumformen die Schraubenbearbeitung in der Automobilkomponentenfertigung?
Durch Kaltumformung entstehen formnahe Rohlinge mit gleichmäßigem Faserverlauf und einer Materialausnutzung von 98 % (%). Die anschließende CNC-Drehbearbeitung dieser Rohlinge zur finalen Dimensionierung führt zu einem Bauteil, das die überlegenen mechanischen Eigenschaften des Schmiedens mit den engen Toleranzen des Präzisionsdrehens vereint – und das zu geringeren Gesamtkosten als bei der Bearbeitung von Vollmaterial. Der integrierte Workflow von KeyFixPro aus Kaltumformung und CNC-Bearbeitung ist ein Paradebeispiel für diese Hybridstrategie.
Ab welchen Jahresvolumina lohnt sich die Investition in Werkzeuge für die Herstellung von schraubenbearbeiteten Automobilteilen?
CNC-gefräste Prototypen sind ab 500 Stück wirtschaftlich. Bei kaltgeschmiedeten und bearbeiteten Bauteilen amortisiert sich die Werkzeuginvestition typischerweise ab 10.000 Stück pro Jahr. Ab 50.000, 100.000 und über 500.000 Stück ergeben sich schrittweise Kostensenkungen. KeyFixPro bietet flexible Produktionsstrategien, die auf das jeweilige Projektvolumen im Lebenszyklus – von der ersten Validierung bis zur Spitzenproduktion im Jahr – skaliert werden.
Wie gewährleistet KeyFixPro die Rückverfolgbarkeit von schraubenbearbeiteten Automobilbauteilen?
Jedes bei KeyFixPro gefertigte Bauteil ist mit einem digitalen Rückverfolgbarkeitsprotokoll verknüpft, das die Rohmaterial-Chargennummer, das Ergebnis der OES-Legierungsprüfung, die Bearbeitungszelle und den zuständigen Bediener, die Gewindewalzparameter, die Zusammensetzung und Eintauchzeit des Beschichtungsbades, die CMM-Messdaten sowie den Status der optischen Sortierung (bestanden/nicht bestanden) erfasst. Diese durchgängige Rückverfolgbarkeitskette erfüllt die anspruchsvollsten OEM-Anforderungen an die Rückrufbereitschaft.
Kann ein einzelner Hersteller sowohl kleinformatige, schweizerisch gefertigte als auch großformatige, CNC-gedrehte Automobilteile herstellen?
Ja – vorausgesetzt, das Werk betreibt beide Anlagenplattformen unter einem einheitlichen Qualitätssystem. Die Bearbeitungsabteilung von KeyFixPro umfasst Langdrehautomaten für Werkstücke mit Durchmessern von 1 bis 35 mm sowie 5-Achs-Dreh-Fräszentren für Bauteile bis zu 300 mm Durchmesser. Alle Anlagen unterliegen den gleichen IATF-16949-Standards. Diese Dual-Plattform-Fähigkeit ermöglicht die Konsolidierung verschiedener schraubenbearbeiteter Bauteilfamilien bei einem einzigen zugelassenen Lieferanten und vereinfacht so die Beschaffungslogistik und die Qualitätskontrolle.