Introducción: El peso estratégico de la selección de proveedores
Elegir al fabricante adecuado de componentes mecanizados para la industria automotriz es una de las decisiones de adquisición más importantes que enfrenta un equipo de desarrollo de vehículos. Las piezas mecanizadas —bujes torneados con precisión, cuerpos de válvulas, carcasas de sensores, insertos roscados, ejes de acoplamiento y cientos de otras geometrías rotacionales— representan una parte sustancial del hardware funcional de cada vehículo moderno. Una sola desviación dimensional de 0,02 mm en el orificio del pistón de una pinza de freno o en un racor del riel de combustible puede provocar paradas de montaje, campañas de garantía y daños a la reputación que se miden en millones de dólares.
Sin embargo, la evaluación de proveedores de componentes automotrices mecanizados sigue siendo un tema poco explorado. La mayoría de las guías publicadas abordan procesos de mecanizado genéricos o teoría general de gestión de proveedores, dejando a los ingenieros de compras sin una metodología estructurada y técnicamente sólida para comparar a un fabricante de componentes mecanizados para la industria automotriz con otro. Esta guía cubre esa necesidad.
Las secciones siguientes presentan un marco de evaluación cuantificado que abarca nueve dimensiones de decisión —desde métricas de capacidad de proceso y auditorías de equipos hasta modelado logístico y costo total de propiedad— respaldado por tablas de datos de referencia que transforman las impresiones subjetivas de los proveedores en criterios objetivos y cuantificables. Ya sea que esté buscando proveedores para un programa de bujes de alto volumen o consolidando su base de proveedores de piezas torneadas para múltiples plataformas de vehículos, esta metodología optimizará su proceso de selección y reducirá el riesgo posterior.
Dimensión 1: Cartera de equipos y Capacidad de mecanizado
El primer indicador para determinar si un candidato cumple con los requisitos para ser un fabricante serio de componentes mecanizados para la industria automotriz es su base de equipos instalados. El tipo de máquina, el número de ejes, la capacidad de barras y la configuración del husillo determinan directamente qué familias de piezas puede producir una planta y con qué nivel de precisión.

| Categoría de equipo | Configuración de ejes | Capacidad típica de barra | Tolerancia alcanzable | Familias de componentes que mejor se adaptan |
|---|---|---|---|---|
| Torno CNC de un solo husillo | 2 ejes (X, Z) | Φ6 – Φ65 mm | ±0,01 mm | Ejes simples, espaciadores, pasadores escalonados |
| Centro de torneado CNC multieje | De 4 a 8 ejes (herramientas motorizadas C, Y, B) | Φ10 – Φ80 mm | ±0,008 mm | Cuerpos de válvulas complejos, accesorios perforados transversalmente. |
| CNC tipo suizo (cabezal deslizante) | De 5 a 9 ejes con casquillo guía | Φ1 – Φ32 mm | ±0,005 mm | Pines de sensor, manguitos de inyector, microejes |
| Máquina automática multihusillo (CNC) | 6 u 8 husillos | Φ5 – Φ42 mm | ±0,015 mm | Casquillos de gran volumen, tuercas torneadas sencillas |
| Centro de fresado y torneado de 5 ejes | 5 ejes continuos | Φ10 – Φ300 mm | ±0,005 mm | Carcasas excéntricas, conectores asimétricos |
| Máquina de tornillos automática accionada por leva | Leva mecánica | Φ3 – Φ50 mm | ±0,025 mm | Geometrías simples de alto volumen heredadas |
Al auditar una instalación, registre no solo el número de máquinas, sino también Antigüedad de la máquina, generación del controlador e intervalos de mantenimiento preventivo.. Un fabricante de componentes mecanizados para la industria automotriz que utilice sistemas automáticos de levas con 15 años de antigüedad tendrá dificultades para cumplir con las tolerancias de ±0,008 mm que exigen cada vez más las especificaciones modernas de sistemas de propulsión y frenado. En cambio, una planta equipada con plataformas CNC de última generación tipo suizo (por ejemplo, Citizen Cincom, Star SR, Tsugami) y con protocolos de mantenimiento proactivos demuestra estar preparada para programas de alta precisión en la industria automotriz.
El departamento de mecanizado de KeyFixPro cuenta con centros de torneado y fresado de 5 ejes de la serie C de STS con controladores CNC SYNTEC que ofrecen una repetibilidad posicional de ±0,005 mm, complementados con células de torneado de tipo suizo que manejan material de Φ1 a Φ35 mm, una configuración diseñada específicamente para el rigor dimensional de los componentes mecanizados de tornillos para automóviles.
Dimensión 2: Capacidad del proceso y evidencia estadística
El equipo por sí solo no garantiza la calidad de las piezas; el control del proceso sí. Cualquier fabricante serio de componentes mecanizados para la industria automotriz debe demostrar la capacidad estadística de su proceso mediante métricas cuantificables, no con meras afirmaciones de marketing.

| Métrica del proceso | Definición | Valor mínimo aceptable | Valor de referencia (de clase mundial) |
|---|---|---|---|
| Cpk (Índice de Capacidad del Proceso) | Mide cuán centrado y preciso opera el proceso dentro de los límites de especificación. | ≥ 1,33 | ≥ 1,67 |
| Ppk (Índice de rendimiento del proceso) | Capacidad a largo plazo que incluye todas las fuentes de variación. | ≥ 1,25 | ≥ 1,67 |
| Frecuencia de gráficos SPC | Con qué frecuencia se muestrean y grafican los datos dimensionales en proceso. | Cada 50ª parte | Cada 25ª parte o continua |
| Reproducibilidad y repetibilidad del calibre | Porcentaje de tolerancia consumida por la variación del sistema de medición | ≤ 30 % | ≤ 10 % |
| Rendimiento en la primera pasada | Porcentaje de piezas conformes sin necesidad de reelaboración ni clasificación. | ≥ 95 % | ≥ 99,5 % |
| Tasa de defectos por millón de páginas (salientes) | Piezas defectuosas por millón de unidades enviadas | ≤ 50 ppm | 0 ppm |
Durante la cualificación de proveedores, solicite estudios reales de Cpk de series de producción recientes, no estimaciones teóricas. Un fabricante que produce pistones de pinzas de freno con un Cpk de 1,72 en 500 000 unidades ofrece pruebas mucho más sólidas de su capacidad que uno que afirma tener "tolerancias estrictas" sin respaldo estadístico.
KeyFixPro mantiene un Cpk ≥ 1,67 como criterio de liberación estándar en todos los programas de mecanizado de tornillos para la industria automotriz, respaldado por gráficos SPC en tiempo real, verificación con máquina de medición por coordenadas (CMM) con una resolución de ±0,001 mm y clasificación óptica automatizada % (100 unidades por millón). El resultado documentado: un registro sostenido de 0 PPM de defectos en más de 100 programas de plataformas de vehículos completados.
Dimensión 3: Competencia en materiales y control metalúrgico
Un fabricante genuino de componentes mecanizados para la industria automotriz debe demostrar dominio en todo el espectro de aleaciones para automoción, no solo en aceros al carbono de fácil mecanizado. Cada familia de materiales presenta un comportamiento de corte, patrones de desgaste de herramientas y requisitos de tratamiento posterior al mecanizado únicos.

| Categoría de material | Calificaciones representativas | Índice de maquinabilidad (AISI 1212 = 100) | Aplicaciones clave en el sector automotriz | Consideraciones sobre el procesamiento crítico |
|---|---|---|---|---|
| Acero al carbono de libre mecanizado | 12L14, 1215, 1117 | 160 – 190 | Casquillos, espaciadores y ajustadores no críticos | El contenido de plomo está restringido según la directiva ELV; verifique las alternativas sin plomo. |
| Acero de carbono medio | 1045, 1050 | 55 – 65 | Ejes de transmisión, pasadores de alta carga | Requiere tratamiento térmico posterior al mecanizado para aumentar la dureza. |
| Acero aleado | 4140, 4340, 8620 | 45 – 60 | Engranajes de transmisión (preformados), pasadores diferenciales | El ciclo de carburación o temple es obligatorio para obtener las propiedades finales. |
| Acero al boro | 10B21, 10B38 | 50 – 55 | Piezas en bruto para sujetadores de alta resistencia | Riesgo de fragilización por hidrógeno durante la galvanoplastia |
| Acero inoxidable austenítico | 303, 304, 316L | 36 – 78 | Racores para riel de combustible, componentes EGR, espárragos de escape | Tendencia al endurecimiento por deformación; requiere configuraciones rígidas y herramientas afiladas. |
| Acero inoxidable martensítico | 410, 416, 420 | 45 – 80 | Vástagos de válvulas, ejes de actuadores de turbo | Endurecimiento posterior al mecanizado hasta 40–50 HRC |
| Latón / Bronce | C36000, C54400 | 100 – 300 | Terminales eléctricos, racores hidráulicos | Riesgo de deszincificación en entornos con alto contenido de cloruro |
| Aleación de aluminio | 6061-T6, 7075-T6, 2011-T3 | 120 – 200 | Insertos para carcasas de baterías de vehículos eléctricos, soportes ligeros | Filo recrecido en la herramienta; requiere plaquitas de PCD o carburo pulido. |
| Aleación de titanio | Ti-6Al-4V (Grado 5) | 22 – 30 | Sujetadores de escape para competición/alto rendimiento | Desgaste extremo de la herramienta; es esencial el uso de refrigerante por inundación y una baja velocidad superficial. |
Solicitar los registros de inspección de materiales entrantes durante las auditorías. Un fabricante calificado de componentes mecanizados para la industria automotriz realiza una verificación mediante espectrometría de emisión óptica (OES) o fluorescencia de rayos X (XRF) en cada lote de material entrante, cotejándolo con los certificados de fábrica para confirmar la composición química, las propiedades de tracción y el cumplimiento de la estructura del grano.
KeyFixPro emplea un sistema AMETEK OES para la verificación de aleaciones % entrantes al 100 % y mantiene una cartera integral de materiales que abarca desde alambrón de bajo contenido de carbono hasta barras de titanio exóticas, lo que garantiza que cada componente mecanizado comience su proceso de producción sobre una base metalúrgicamente validada.
Dimensión 4: Arquitectura del sistema de gestión de la calidad
La certificación IATF 16949 es un requisito básico, no un factor diferenciador. Lo que distingue a un fabricante adecuado de un fabricante excepcional de componentes mecanizados para la industria automotriz es la profundidad y el rigor de la infraestructura de calidad que respalda la certificación.
| Elemento del sistema de calidad | Qué evaluar | Indicadores de alerta roja |
|---|---|---|
| Alcance de la norma IATF 16949 | ¿El alcance de la certificación abarca explícitamente el mecanizado de tornillos y los componentes torneados? | Alcance limitado a operaciones de ensamblaje o que no impliquen mecanizado. |
| Implementación de APQP | ¿Puede el proveedor demostrar las cinco fases del APQP con resultados documentados? | No hay evidencia de AMFE de diseño ni plan de control. |
| Capacidad PPAP | ¿Puede el proveedor presentar paquetes PPAP de nivel 3 o nivel 4 bajo demanda? | Solo se aceptan envíos de Nivel 1; faltan los planos dimensionales. |
| MSA (Análisis del Sistema de Medición) | Se han realizado estudios de repetibilidad y reproducibilidad de indicadores para todos los equipos de medición críticos. | No hay registros MSA; R&R que superan los 30 % de tolerancia |
| Madurez del plan de control | ¿Están los planes de control vinculados a las clasificaciones de gravedad del PFMEA? | Planes de control genéricos no personalizados por número de pieza. |
| Sistema de acciones correctivas | Metodología de resolución de problemas 8D o equivalente con verificación de efectividad | Medidas correctivas que solo abordan los síntomas, no las causas fundamentales. |
| Programa de Auditoría Interna | Frecuencia de auditorías de procesos por capas (LPA) y tasa de cierre de hallazgos | Auditorías realizadas únicamente para la renovación de la certificación. |
| Profundidad de trazabilidad | ¿Puede el proveedor rastrear alguna pieza enviada hasta el número de lote de materia prima? | La trazabilidad se limita al nivel de lote; no hay capacidad de serialización por pieza. |
La arquitectura de calidad de KeyFixPro va mucho más allá de los requisitos de certificación: las certificaciones IATF 16949, ISO 9001 e ISO 14001 están respaldadas por auditorías de procesos por capas que se realizan semanalmente, escaneo de superficies 3D integrado en las células de producción y una plataforma de trazabilidad digital que vincula cada componente terminado con su número de lote de materia prima, estación de forja o mecanizado, química del baño de recubrimiento y marca de tiempo de la inspección final.
Dimensión 5: Operaciones secundarias y Integración de valor añadido
Pocos componentes mecanizados para la industria automotriz se envían directamente del torno a la línea de montaje. La mayoría requiere uno o más procesos secundarios que añaden funcionalidades, mejoran las propiedades mecánicas o brindan protección ambiental. Un fabricante de componentes mecanizados para la industria automotriz que integra estas operaciones internamente elimina los retrasos en el transporte entre plantas, reduce los daños durante la manipulación y consolida la responsabilidad bajo un único sistema de calidad.
| Operación secundaria | Propósito funcional | Ventaja interna | Riesgo de subcontratación |
|---|---|---|---|
| Laminado de roscas (matriz plana / planetario) | Crea roscas conformadas en frío con una vida útil superior a la de las roscas cortadas. | Elimina el tránsito; mantiene la continuidad del flujo de grano. | Daños por mella en las crestas de los hilos inducidos por el transporte |
| Tratamiento térmico (carburización, temple y revenido, inducción) | Alcanza la dureza, la resistencia al desgaste y la tenacidad del núcleo deseadas. | Acoplamiento estrecho de procesos; trazabilidad de lotes preservada | Plazo de entrega prolongado; posible confusión entre lotes de calor. |
| Rectificado de superficies / Rectificado sin centros | Logra acabados sub-Ra de 0,4 μm y tolerancias de OD de ±0,002 mm. | Cambio de turno; ciclo de retroalimentación SPC inmediato | Desviación dimensional por reajuste en instalaciones externas |
| Recubrimiento de zinc-níquel / DACROMET | Proporciona una barrera contra la corrosión por niebla salina de 720 a más de 1000 horas. | Espesor del recubrimiento y química del baño controlados en tiempo real. | Variabilidad de la calidad entre las distintas empresas de galvanoplastia externas. |
| Recubrimiento electroforético catódico | Proporciona una capa uniforme de imprimación epoxi para ensamblajes pintables. | Formación de película uniforme en geometrías complejas. | Es posible que la posición de las marcas de montaje no coincida con la geometría de la pieza. |
| Clasificación óptica automatizada (100 %) | Examina cada pieza en busca de defectos dimensionales y visuales. | Garantía de cero defectos en los productos salientes | La inspección basada únicamente en el muestreo no detecta valores atípicos estadísticos. |
| Marcado láser / Código Data Matrix | Permite la serialización por pieza y la trazabilidad digital. | Integrado en la célula de producción; sin manipulación fuera de línea. | Paso logístico adicional; marcar las preguntas sobre durabilidad |
KeyFixPro opera un complejo de producción integrado que abarca forjado en frío, torneado CNC, laminado de roscas, tratamiento superficial (zinc-níquel, DACROMET, recubrimiento electroforético) e inspección óptica % al 100%, todo ello regido por un sistema de calidad unificado IATF 16949. Esta consolidación permite a KeyFixPro entregar componentes automotrices mecanizados, terminados, verificados mediante inspección y listos para su empaquetado, sin depender de subcontratistas externos para las etapas clave de valor añadido.
Dimensión 6: Conocimientos sobre la aplicación de subsistemas automotrices
Un mecanizado técnicamente competente es necesario, pero no suficiente. Un fabricante verdaderamente cualificado de componentes mecanizados para la industria automotriz comprende cómo funciona cada pieza torneada dentro de su subsistema del vehículo; un conocimiento que influye en la selección de materiales, la asignación de tolerancias y la prevención de fallos en la fase de diseño para la fabricación.
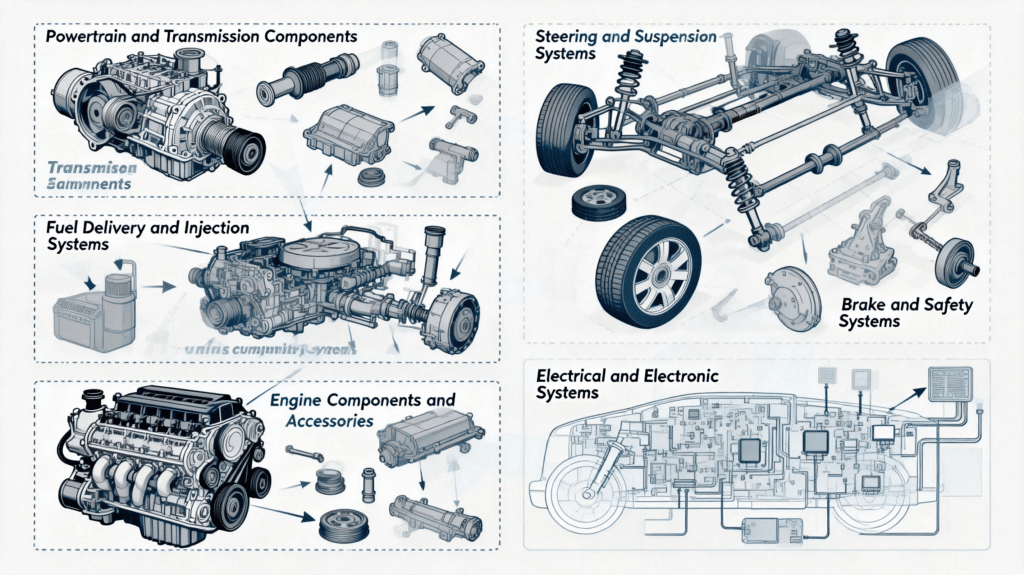
| Subsistema del vehículo | Componentes típicos mecanizados por tornillo | Requisitos críticos de rendimiento | Normas de especificación clave |
|---|---|---|---|
| Tren motriz / Transmisión | Pasadores de pivote de la horquilla de cambio, manguitos sincronizadores, rotores de la bomba de aceite | Vida útil a la fatiga > 10⁷ ciclos; dureza superficial 58–62 HRC | AIAG CQI-9 (Tratamiento térmico), GM GMW, VW TL |
| Entrega de combustible | Accesorios para rieles, manguitos de inyectores, carcasas de sensores de presión | Sellado hermético a más de 200 bares; resistencia química a mezclas de etanol. | Especificaciones de compatibilidad de combustible SAE J2044 y OEM |
| Sistema de frenado | Pistones de pinza de freno, orificios del cilindro maestro, anillos del sensor ABS | Estabilidad dimensional bajo ciclos térmicos (−40 °C a +200 °C) | FMVSS 135, ECE R13H |
| Gobierno | Casquillos de guía de cremallera, muñones del eje del piñón, manguitos de la columna de inclinación | Acabado superficial de baja fricción (Ra ≤ 0,4 μm); concentricidad ≤ 0,01 mm TIR | ISO 26082, protocolos de durabilidad del fabricante de equipos originales (OEM) |
| Chasis / Suspensión | Vástagos de pistón del amortiguador, pasadores de enlace de la barra estabilizadora | Resistencia a la corrosión > 720 h NSS; índice de resistencia a la fatiga > 0,45 | ISO 4759, planes DVP&R del fabricante de equipos originales (OEM) |
| Climatización/HVAC | Orificios de válvulas de expansión, sellos del eje del compresor | Concentricidad ≤ 0,005 mm; acabado superficial Ra ≤ 0,2 μm | Compatibilidad con refrigerantes según la norma SAE J2727. |
| Electricidad / Electrónica | Pines terminales del conector, casquillos de tierra del sensor, pernos de contacto del relé | Consistencia de la conductividad; repetibilidad de la fuerza de inserción | USCAR-2, LV 214 |
| Específico para EV | Pines de compresión del módulo de batería, insertos de barra colectora de alto voltaje | Aislamiento eléctrico; peso ligero (aleaciones de Al/Ti); gestión térmica | LV 123, UL 2580 |
Este conocimiento profundo de los subsistemas permite a los fabricantes de componentes mecanizados para la industria automotriz cuestionar los planos de forma constructiva, proponiendo mejoras en los materiales, flexibilización de las tolerancias en características no críticas o sustituciones de procesos que reduzcan los costos sin comprometer la funcionalidad. El equipo de ingeniería de KeyFixPro, compuesto por más de 20 especialistas sénior en fijaciones y componentes de precisión, cuenta con experiencia en programas de sistemas de propulsión, chasis, combustible, frenado y baterías para vehículos eléctricos en más de 20 países, lo que le permite ofrecer precisamente este nivel de colaboración basada en las necesidades de cada aplicación.
Dimensión 7: Planificación de la capacidad y escalabilidad
La demanda del sector automotriz es inherentemente volátil. Un fabricante de componentes mecanizados para la industria automotriz debe demostrar no solo la suficiencia de su capacidad actual, sino también la capacidad estructural para aumentar la producción en ±30 % en respuesta a las fluctuaciones del volumen de la plataforma sin penalizaciones en los plazos de entrega ni degradación de la calidad.
| Indicador de capacidad | Qué evaluar | Objetivo de referencia |
|---|---|---|
| Tasa de utilización de la máquina | Eficiencia general de los equipos (OEE) actual en toda la flota de máquinas de tornear. | 75–85 % (amortiguador suficiente para picos de tensión) |
| Horas de husillo disponibles | Horas semanales no programadas disponibles para nuevos programas. | ≥ 15 % de capacidad instalada total |
| Capacidad de cambio rápido | Nivel de implementación SMED (Intercambio de dados en un solo minuto) | Cambio ≤ 15 minutos para números de pieza repetidos |
| Flexibilidad laboral | Operadores polivalentes capaces de manejar varios tipos de máquinas. | Índice de formación cruzada ≥ 1,5 máquinas por operador |
| Reserva de materias primas | Semanas de existencias de seguridad para grados de aleación básicos | De 4 a 6 semanas para los materiales de clase A. |
| Profundidad de la cadena de suministro de subnivel | Número de fuentes alternativas cualificadas para materias primas críticas | ≥ 2 fuentes aprobadas por especificación de aleación |
KeyFixPro mantiene celdas de mecanizado dedicadas para programas automotrices de alto volumen, a la vez que reserva capacidad multieje flexible para prototipos y necesidades de aumento de producción. Las líneas de forja en frío, capaces de soportar más de 300 golpes por minuto para piezas en bruto conformadas, complementan las celdas de torneado CNC, lo que permite estrategias de producción híbridas que optimizan tanto la velocidad como el costo por pieza para volúmenes que van desde 500 prototipos hasta más de 5.000.000 de unidades de producción anual.
Dimensión 8: Modelo de costo total de propiedad
El precio unitario es solo un elemento del costo real de adquisición. Una evaluación rigurosa de cualquier fabricante de componentes mecanizados para la industria automotriz debe abarcar todo el espectro de costos, desde la cotización hasta el final de la vida útil del producto.
| Elemento de costo | Descripción | Impacto típico (% del coste total) |
|---|---|---|
| Materia prima | Costo de la aleación por kg × tasa de utilización del material | 30–50 % |
| Mecanizado (valor añadido) | Tarifa horaria de la máquina × tiempo de ciclo por pieza | 20–35 % |
| Operaciones secundarias | Tratamiento térmico, recubrimiento, rectificado, marcado | 8–15 % |
| Calidad e inspección | SPC, CMM, clasificación óptica, documentación PPAP | 3–6 % |
| Amortización de herramientas | Costo inicial de la herramienta ÷ cantidad de vida útil garantizada de la herramienta | 2–5 % |
| Embalaje y logística | Embalaje protector, transporte marítimo/aéreo, derechos de aduana | 5–12 % |
| Costes ocultos: Fallos de calidad | Campañas de clasificación, paradas de línea, reclamaciones de garantía | De 0 % (ideal) a 15 %+ (proveedor deficiente) |
| Costes ocultos: Retrasos en la entrega | Acelerar el transporte de mercancías, interrupción del cronograma de producción | De 0 % (ideal) a 10 %+ (proveedor poco fiable) |
Observe que las dos filas de "costos ocultos" pueden eclipsar el ahorro por unidad que ofrece el postor más bajo. Un fabricante de componentes mecanizados para la industria automotriz que cotiza 8 % por debajo de la competencia, pero genera 200 defectos por millón y 15 % de retraso en las entregas, terminará costando mucho más que un proveedor con precios más altos que mantiene 0 defectos por millón y un rendimiento de entregas a tiempo de más del 98 %.
La filosofía de fabricación de KeyFixPro, que prioriza el forjado en frío, ofrece una ventaja estructural en cuanto a costes: la formación de piezas casi con forma final con un 98 % de utilización del material antes del acabado CNC de precisión reduce tanto el desperdicio de materia prima como el tiempo del ciclo de mecanizado, lo que reduce simultáneamente los dos componentes de coste más importantes, al tiempo que mantiene la integridad dimensional que exigen las especificaciones de la industria automotriz.
Dimensión 9: Proceso de dar un título, Cumplimiento y sostenibilidad
Las plataformas automovilísticas globales exigen cada vez más marcos de cumplimiento que van más allá de la calidad e incluyen la gestión medioambiental y la responsabilidad social.
| Dominio de cumplimiento | Norma aplicable | Qué abarca | Por qué es importante para su programa |
|---|---|---|---|
| Calidad automotriz | IATF 16949:2016 | Realización del producto, requisitos específicos del cliente, prevención de defectos | Requisito previo para las listas de proveedores de nivel 1 y aprobados por el fabricante de equipos originales (OEM). |
| Gestión de calidad | ISO 9001:2015 | Marco general del SGC y mejora continua | Credibilidad básica para la diversificación no automotriz |
| Gestión ambiental | ISO 14001:2015 | Reducción de residuos, control de emisiones, eficiencia de los recursos | Cada vez más demandado por los fabricantes de equipos originales europeos y japoneses. |
| Cumplimiento de los materiales | Directiva de la UE sobre vehículos al final de su vida útil (2000/53/CE) | Restringe el Pb, Hg, Cd y Cr⁶⁺ en los componentes del vehículo. | El incumplimiento bloquea el acceso al mercado en la UE. |
| Seguridad química | REACH de la UE, RoHS | Registro/restricción de sustancias peligrosas | Se aplica a recubrimientos, procesos químicos de galvanoplastia y lubricantes. |
| Minerales de conflicto | Sección 1502 de la Ley Dodd-Frank / Reglamento UE 2017/821 | Diligencia debida en el abastecimiento de estaño, tantalio, tungsteno y oro. | Los códigos de proveedores OEM exigen cada vez más la presentación de informes. |
| Huella de carbono | Informes conforme a la norma ISO 14064 / Alcance 3 | Cuantificación de gases de efecto invernadero a lo largo de la cadena de suministro | Los fabricantes de vehículos eléctricos exigen cadenas de suministro neutras en carbono para 2035. |
KeyFixPro Posee las certificaciones IATF 16949, ISO 9001 e ISO 14001, lo que garantiza el cumplimiento total de las normativas ELV y REACH en todas sus operaciones de recubrimiento y tratamiento de superficies. Este marco de triple certificación asegura que los componentes mecanizados fabricados por KeyFixPro cumplan con las listas de verificación de calificación de proveedores OEM más rigurosas a nivel mundial.
Dimensión 10: Metodología de puntuación ponderada: cómo integrar todos los elementos.
Para convertir las nueve dimensiones anteriores en clasificaciones de proveedores prácticas, asigne a cada dimensión un peso que refleje las prioridades de su programa y, a continuación, califique a los candidatos en una escala del 1 al 5 por dimensión.
| Dimensión de evaluación | Peso sugerido (%) | Puntuación 1 (Mala) | Puntuación 3 (Aceptable) | Puntuación 5 (Sobresaliente) |
|---|---|---|---|---|
| Portafolio de equipos | 10 | Solo transmisiones automáticas con leva; sin CNC | Combinación de tornos CNC; limitados tornos suizos | CNC completo + Suizo + Torneado-fresado de 5 ejes |
| Capacidad del proceso (Cpk) | 15 | Cpk < 1.0 en dimensiones críticas | Cpk 1,33–1,49 | Cpk ≥ 1,67 de forma consistente |
| Competencia en materiales | 10 | Sólo acero al carbono | Carbono + acero inoxidable + aluminio | Gama completa de aleaciones, incluyendo titanio y aleaciones exóticas. |
| Profundidad del sistema de calidad | 15 | Solo ISO 9001; no IATF | Certificación IATF 16949; PPAP básico | IATF + auditorías por capas + trazabilidad digital |
| Integración de operaciones secundarias | 10 | Todas las operaciones secundarias subcontratadas | Algunos procesos se realizan internamente (recubrimiento o pulido). | Proceso integral interno: enhebrado, recubrimiento, clasificación. |
| Conocimientos de aplicación de subsistemas | 10 | Taller de mecanizado genérico | Experiencia en el sector automotriz en 2-3 subsistemas. | Amplia experiencia en sistemas de propulsión, frenos, combustible y vehículos eléctricos. |
| Capacidad y escalabilidad | 10 | Utilización casi total; sin flexibilidad | 10–15 tampón %; escalabilidad moderada | ≥ 20 % de reserva; historial de rampa comprobado |
| Competitividad en costos totales | 10 | La oferta más baja, pero con altos costes ocultos. | Precios competitivos; riesgo moderado | Coste total de propiedad optimizado; estrategia de forma casi final. |
| Cumplimiento y sostenibilidad | 10 | Solo ISO 9001; sin datos ELV/REACH. | IATF + ISO 14001; documentos básicos de cumplimiento | Triple certificación; informes proactivos de Alcance 3 |
Fórmula de puntuación: Puntuación ponderada = Σ (Peso de la dimensión × Puntuación de la dimensión). Un candidato con una puntuación media ponderada superior a 4,0 merece ser nominado como proveedor aprobado. Una puntuación inferior a 3,0 indica un riesgo inaceptable para los programas de producción en serie de automóviles.
Este marco transforma las impresiones subjetivas de las visitas a la fábrica en una recomendación de proveedor defendible y basada en datos, exactamente el rigor que esperan los comités de abastecimiento de los fabricantes de equipos originales (OEM) globales.
Cronograma de calificación de proveedores: qué esperar
La homologación de un nuevo fabricante de componentes mecanizados para la industria automotriz no es un proceso instantáneo. A continuación, se muestra un cronograma representativo desde el contacto inicial hasta el inicio de la producción en serie.
| Fase | Duración típica | Actividades clave | Entregables |
|---|---|---|---|
| Solicitud de cotización y evaluación preliminar | 2–4 semanas | Revisión de viabilidad técnica, cotización presupuestaria, ejecución del acuerdo de confidencialidad. | Paquete de cotización preliminar, resumen de capacidades |
| Auditoría in situ | 1-2 semanas | Recorrido por las instalaciones, verificación de equipos, auditoría del sistema de calidad | Informe de auditoría, solicitudes de medidas correctivas (si las hubiera) |
| Desarrollo de prototipos | 4–8 semanas | Mecanizado de la primera pieza, validación dimensional, revisión de certificados de material | Prototipos, informe dimensional, certificados de materiales. |
| Presentación PPAP | 4–6 semanas | Preparación completa de nivel 3 para el programa PPAP, incluyendo estudios Cpk. | Paquete PPAP (18 elementos), piezas de muestra |
| Producción piloto | 4–8 semanas | Prueba de ritmo de producción, validación del embalaje, prueba logística. | Informe de producción a ritmo normal, aprobación del embalaje, confirmación logística |
| Lanzamiento de producción en serie (SOP) | En curso | Producción continua con control estadístico de procesos (SPC) y auditorías periódicas. | Envíos en curso, paneles de control de rendimiento de calidad |
El tiempo total transcurrido desde la solicitud de cotización hasta la puesta en marcha del sistema suele oscilar entre 4 y 7 meses, dependiendo de la complejidad de la pieza, los plazos de entrega de los materiales y la disponibilidad de la documentación de calidad del fabricante candidato. La trayectoria de más de 25 años de KeyFixPro en el lanzamiento de programas para el sector automotriz, junto con las plantillas PPAP preestablecidas y la infraestructura SPC, permite reducir los plazos de cualificación, a menudo entre 4 y 6 semanas respecto al promedio del sector.
Preguntas frecuentes
¿Qué diferencia a un fabricante de componentes mecanizados para la industria automotriz de un taller de mecanizado general?
Un fabricante certificado para la industria automotriz opera bajo los protocolos de calidad IATF 16949, mantiene controles estadísticos de procesos con un Cpk demostrado ≥ 1,33 en dimensiones críticas, posee competencia en materiales que abarcan múltiples familias de aleaciones para la industria automotriz y entrega documentación de nivel PPAP como práctica estándar. Un taller general puede producir piezas dimensionalmente aceptables, pero generalmente carece de la infraestructura de calidad, la profundidad de trazabilidad y el conocimiento de la aplicación de subsistemas que exigen los programas automotrices.
¿Cómo complementa el forjado en frío el mecanizado de tornillos en la producción de componentes para automóviles?
El forjado en frío crea piezas en bruto con forma casi final, flujo de grano continuo y un aprovechamiento del material del 98 % (%). Al someter estas piezas en bruto al mecanizado CNC para su dimensionamiento final, se obtiene un componente que combina las propiedades mecánicas superiores del forjado con las estrictas tolerancias del torneado de precisión, a un coste total inferior al del mecanizado a partir de barras macizas. El flujo de trabajo integrado de forjado en frío y mecanizado CNC de KeyFixPro ejemplifica esta estrategia híbrida.
¿Qué volúmenes anuales justifican la inversión en utillaje para piezas de automoción mecanizadas por tornillo?
Los prototipos mecanizados por CNC son económicamente viables a partir de 500 unidades. Para componentes forjados en frío y mecanizados, la inversión en utillaje suele amortizarse a partir de 10 000 unidades anuales. Se aplican reducciones de costes progresivas a partir de 50 000, 100 000 y 500 000 unidades o más. KeyFixPro ofrece estrategias de producción flexibles adaptadas al volumen del ciclo de vida de cada programa, desde la validación inicial hasta la producción máxima anual.
¿Cómo garantiza KeyFixPro la trazabilidad de los componentes automotrices mecanizados mediante tornillos?
Cada componente fabricado en KeyFixPro está vinculado a un registro de trazabilidad digital que incluye el número de lote de la materia prima, el resultado de la verificación de la aleación mediante OES, la celda de mecanizado y la asignación del operario, los parámetros de laminado de roscas, la composición química del baño de recubrimiento y el tiempo de inmersión, los datos dimensionales de la máquina de medición por coordenadas (CMM) y el estado de aprobación/rechazo de la clasificación óptica. Esta cadena de trazabilidad integral cumple con los requisitos más exigentes de los fabricantes de equipos originales (OEM) en materia de preparación para retiradas de productos.
¿Puede un solo fabricante producir tanto piezas de automoción de pequeño diámetro tipo suizo como piezas de gran diámetro torneadas por CNC?
Sí, siempre que la planta mantenga ambas plataformas de equipos bajo un sistema de calidad unificado. El departamento de mecanizado de KeyFixPro cuenta con células de tipo suizo que procesan material de Φ1 a Φ35 mm, junto con centros de torneado y fresado de 5 ejes que admiten componentes de hasta Φ300 mm, todos ellos regidos por los mismos protocolos IATF 16949. Esta capacidad de doble plataforma permite consolidar diversas familias de componentes mecanizados por tornillo bajo un único proveedor homologado, simplificando la logística de aprovisionamiento y la supervisión de la calidad.