Введение: Стратегическое значение выбора поставщика
Выбор правильного производителя деталей, изготовленных методом токарной обработки, для автомобильной промышленности является одним из наиболее важных решений, принимаемых командой, работающей над программой разработки автомобиля. Детали, изготовленные методом токарной обработки — прецизионные втулки, корпуса клапанов, корпуса датчиков, резьбовые вставки, соединительные валы и сотни других вращающихся геометрических форм — составляют значительную часть функционального оборудования внутри каждого современного автомобиля. Одно лишь отклонение в размерах на 0,02 мм в отверстии поршня тормозного суппорта или фитинге топливной рампы может привести к простоям в сборке, гарантийным кампаниям и ущербу репутации, исчисляемому миллионами долларов.
Однако оценка поставщиков компонентов для автомобильной промышленности, изготавливаемых методом токарной обработки, остается недостаточно изученной темой. Большинство опубликованных руководств рассматривают либо общие процессы обработки, либо общую теорию управления поставщиками, оставляя инженеров по закупкам без структурированной, технически обоснованной методологии для сравнения одного производителя компонентов для автомобильной промышленности, изготавливаемых методом токарной обработки, с другим. Данное руководство восполняет этот пробел.
В следующих разделах представлена количественная система оценки, охватывающая девять аспектов принятия решений — от показателей производственных возможностей и аудита оборудования до моделирования логистики и общей стоимости владения — подкрепленная таблицами справочных данных, которые преобразуют субъективные впечатления о поставщиках в объективные, поддающиеся оценке критерии. Независимо от того, занимаетесь ли вы закупкой одного крупносерийного продукта — втулок — или консолидируете свою базу поставщиков токарных деталей для различных автомобильных платформ, эта методология улучшит процесс выбора и снизит риски на последующих этапах.
Измерение 1: Портфель оборудования и Возможности обработки
Первым показателем того, соответствует ли кандидат критериям серьезного производителя деталей, изготовленных методом токарной обработки для автомобильной промышленности, является его установленное оборудование. Тип станка, количество осей, производительность по заготовкам и конфигурация шпинделя напрямую определяют, какие семейства деталей может производить предприятие — и с какой точностью.

| Категория оборудования | Конфигурация осей | Типичная вместимость бара | Достижимый допуск | Семейства компонентов, наиболее подходящие по характеристикам |
|---|---|---|---|---|
| Одношпиндельный токарный станок с ЧПУ | 2-осевой (X, Z) | Φ6 – Φ65 мм | ±0,01 мм | Простые валы, проставки, ступенчатые штифты |
| Многоосевой токарный центр с ЧПУ | 4-8-осевая (C, Y, B — приводной инструмент) | Φ10 – Φ80 мм | ±0,008 мм | Сложные корпуса клапанов, фитинги с поперечными отверстиями |
| Станок с ЧПУ швейцарского типа (с подвижной головкой). | 5-9-осевой станок с направляющей втулкой | Φ1 – Φ32 мм | ±0,005 мм | Контактные штифты датчиков, втулки форсунок, микровалы |
| Многошпиндельный автоматический станок (ЧПУ) | 6 или 8 шпинделей | Φ5 – Φ42 мм | ±0,015 мм | Втулки большого объема, простые точеные гайки |
| 5-осевой фрезерно-токарный центр | 5 непрерывных осей | Φ10 – Φ300 мм | ±0,005 мм | Эксцентричные корпуса, асимметричные соединители |
| Автоматический винторезный станок с кулачковым приводом | Механический кулачок | Φ3 – Φ50 мм | ±0,025 мм | Традиционные простые геометрические формы, используемые в больших объемах производства. |
При проведении аудита предприятия необходимо регистрировать не только количество оборудования, но и... Возраст оборудования, поколение контроллера и интервалы профилактического обслуживания.. Производитель деталей, изготовленных методом токарной обработки для автомобильной промышленности и использующий 15-летние автоматические коробки передач, с трудом сможет обеспечить допуски ±0,008 мм, которые все чаще предъявляют современные требования к силовым агрегатам и тормозным системам. В отличие от этого, предприятие, оснащенное современными швейцарскими станками с ЧПУ (например, Citizen Cincom, Star SR, Tsugami) и имеющее протоколы профилактического обслуживания, демонстрирует готовность к работе с высокоточными автомобильными программами.
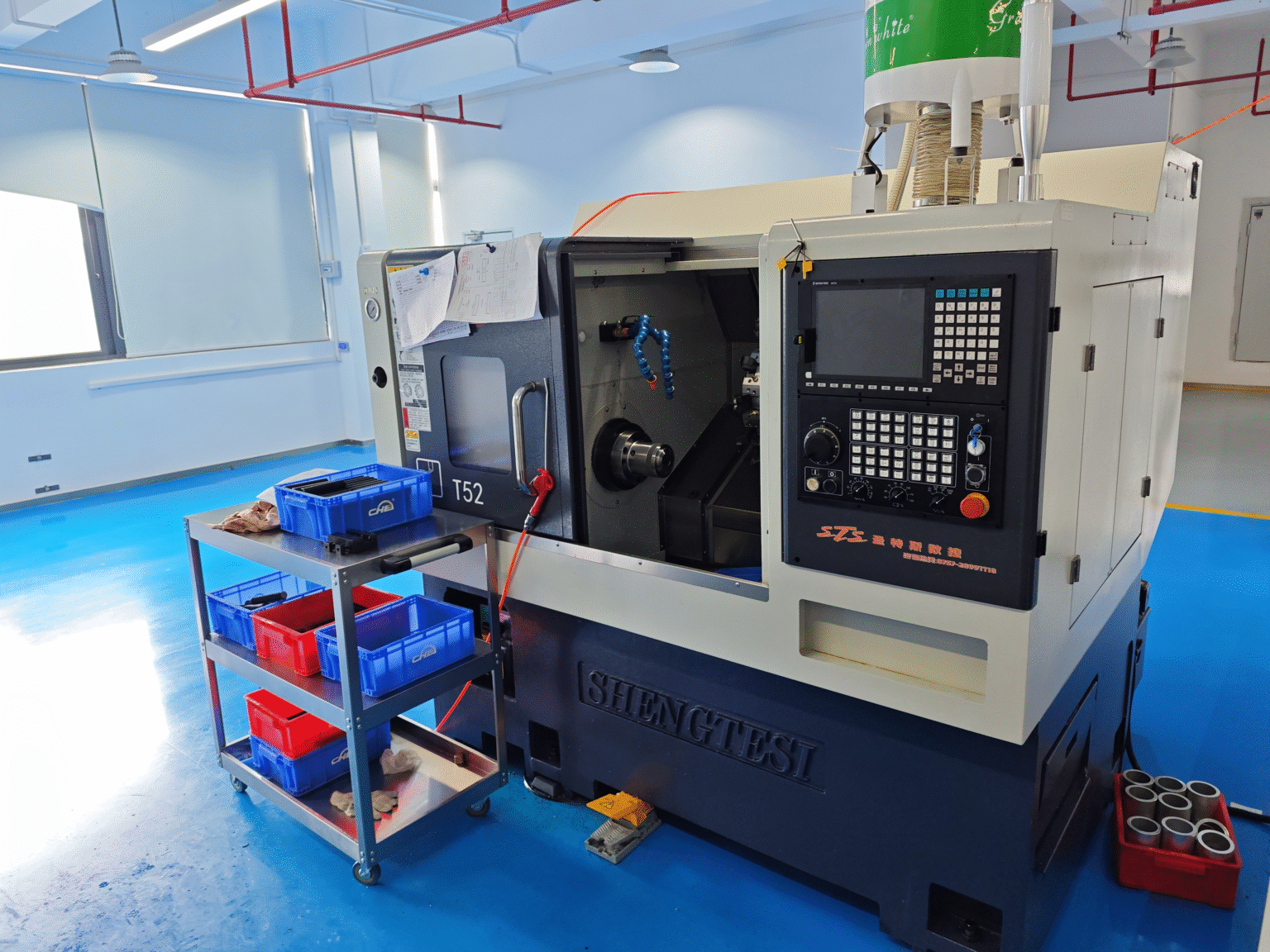
В цехе механической обработки KeyFixPro используются 5-осевые фрезерно-токарные обрабатывающие центры STS серии C с ЧПУ SYNTEC, обеспечивающие точность позиционирования ±0,005 мм, а также токарные ячейки швейцарского типа для обработки заготовок диаметром от Φ1 до Φ35 мм — конфигурация, специально разработанная для обеспечения точности размеров деталей, изготавливаемых на станках для автомобильной промышленности.
Измерение 2: Производственные возможности и статистические данные
Одного оборудования недостаточно для гарантии качества деталей — это обеспечивает контроль технологического процесса. Любой уважающий себя производитель деталей, изготовленных методом токарной обработки для автомобильной промышленности, должен продемонстрировать возможности процесса на основе статистических данных, подтвержденных количественными показателями, а не маркетинговыми заявлениями.

| Показатель процесса | Определение | Минимально допустимое значение | Эталонное значение (мирового класса) |
|---|---|---|---|
| Cpk (Индекс технологической пригодности) | Измеряет, насколько точно и аккуратно процесс работает в пределах заданных параметров. | ≥ 1,33 | ≥ 1,67 |
| Ppk (индекс производительности процесса) | Долгосрочная перспектива, включающая все источники изменчивости. | ≥ 1,25 | ≥ 1,67 |
| Частота построения диаграмм SPC | Как часто производится отбор проб и построение графиков данных о размерах в процессе производства? | Каждая 50-я часть | Каждые 25 частей или непрерывно |
| Воспроизводимость и повторяемость измерений (Gauge R&R) | Процент допустимого отклонения, потребляемого из-за вариаций измерительной системы. | ≤ 30 % | ≤ 10 % |
| Выход с первого прохода | Процент деталей, соответствующих требованиям без доработки или сортировки. | ≥ 95 % | ≥ 99,5 % |
| Показатель брака PPM (исходящий) | Количество бракованных деталей на миллион отгруженных | ≤ 50 ppm | 0 ppm |
В процессе квалификации поставщика запрашивайте фактические данные Cpk из последних производственных циклов, а не теоретические оценки. Производитель, выпускающий поршни тормозных суппортов с показателем Cpk 1,72 на 500 000 деталей, предоставляет гораздо более веские доказательства своих возможностей, чем тот, кто заявляет о “жестких допусках” без статистического подтверждения.
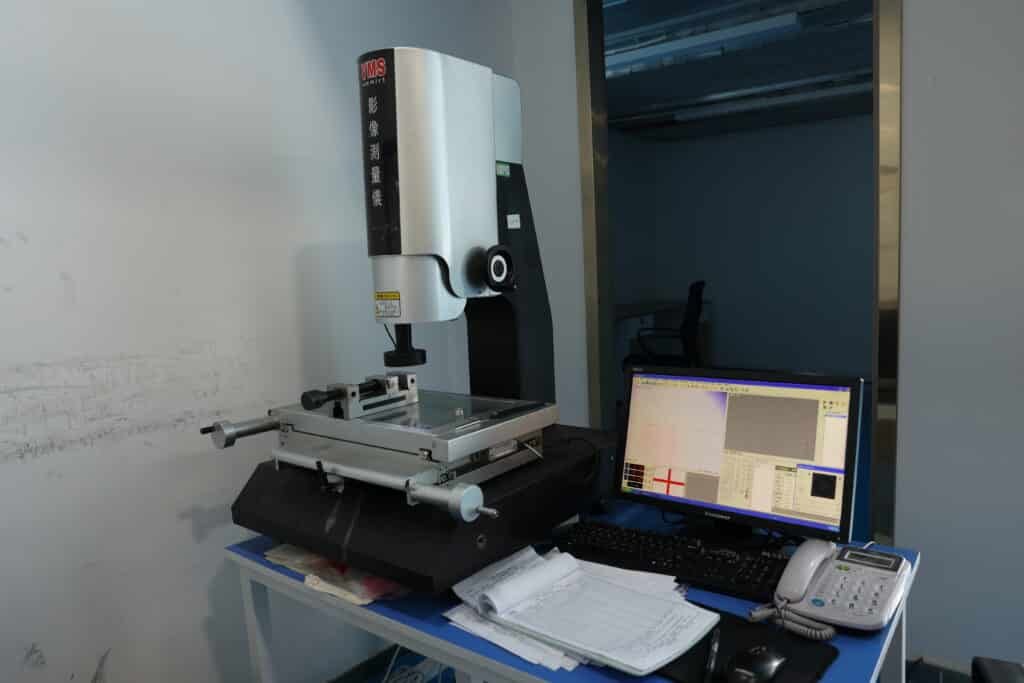
KeyFixPro поддерживает показатель Cpk ≥ 1,67 в качестве стандартного критерия выпуска для всех программ обработки деталей на автомобильных станках с винтовым приводом, что подтверждается построением диаграмм статистического контроля процессов в реальном времени, проверкой на координатно-измерительной машине (КИМ) с разрешением ±0,001 мм и автоматизированной оптической сортировкой 100 деталей %. Документированный результат: устойчиво нулевой процент брака на выходе по более чем 100 завершенным программам обработки деталей для автомобильных платформ.
Измерение 3: Компетентность в работе с материалами и металлургический контроль
Настоящий производитель деталей, изготовленных методом токарной обработки для автомобильной промышленности, должен продемонстрировать мастерство работы со всем спектром автомобильных сплавов, а не только с легкообрабатываемыми углеродистыми сталями. Каждое семейство материалов имеет уникальные характеристики резания, закономерности износа инструмента и требования к последующей обработке.

| Категория материала | Репрезентативные оценки | Индекс обрабатываемости (AISI 1212 = 100) | Ключевые области применения в автомобильной промышленности | Критические аспекты обработки |
|---|---|---|---|---|
| Легкообрабатываемая углеродистая сталь | 12L14, 1215, 1117 | 160 – 190 | Некритичные втулки, проставки, регулировочные винты | Содержание свинца ограничено директивой ELV; проверьте наличие бессвинцовых альтернатив. |
| Среднеуглеродистая сталь | 1045, 1050 | 55 – 65 | Валы трансмиссии, высоконагруженные штифты | Для повышения твердости требуется термообработка после механической обработки. |
| Легированная сталь | 4140, 4340, 8620 | 45 – 60 | Шестерни трансмиссии (заготовка), штифты дифференциала | Для достижения желаемых конечных свойств обязательна цементация или закалка-отпуск. |
| Боровая сталь | 10B21, 10B38 | 50 – 55 | Заготовки для высокопрочных крепежных элементов | Риск водородного охрупчивания при гальваническом покрытии |
| Аустенитная нержавеющая сталь | 303, 304, 316L | 36 – 78 | Фитинги топливной рампы, компоненты системы рециркуляции отработавших газов (EGR), шпильки выпускного коллектора. | Склонность к упрочнению при обработке; требует жесткой фиксации и острого инструмента. |
| мартенситная нержавеющая сталь | 410, 416, 420 | 45 – 80 | Штоки клапанов, валы приводов турбокомпрессора | Закалка после механической обработки до 40–50 HRC |
| Латунь / Бронза | C36000, C54400 | 100 – 300 | Электрические клеммы, гидравлическая арматура | Риск обесцинкования в средах с высоким содержанием хлоридов. |
| Алюминиевый сплав | 6061-T6, 7075-T6, 2011-T3 | 120 – 200 | Вставки для корпусов аккумуляторных батарей электромобилей, легкие кронштейны | Нарост на режущей кромке инструмента; требуются пластины из поликристаллического алмаза или полированного твердосплава. |
| Титановый сплав | Сплав Ti-6Al-4V (марка 5) | 22 – 30 | Крепежные элементы для гоночных/спортивных выхлопных систем | Чрезмерный износ инструмента; необходимы обильное охлаждение и низкая скорость обработки поверхности. |
В ходе аудитов запрашивайте протоколы приемки поступающих материалов. Квалифицированный производитель компонентов, изготовленных на токарных станках для автомобильной промышленности, проводит оптическую эмиссионную спектрометрию (ОЭС) или рентгенофлуоресцентный анализ (РФС) каждой поступающей партии, сверяя результаты с сертификатами производителя для подтверждения химического состава, прочностных характеристик и соответствия зернистой структуре.
Компания KeyFixPro использует систему AMETEK OES для проверки качества поступающих сплавов 100 % и поддерживает обширный портфель материалов, охватывающий низкоуглеродистую проволоку и экзотические титановые прутки, гарантируя, что каждый компонент, изготовленный на станке с ЧПУ, начинает свой производственный путь на металлургически подтвержденной основе.
Измерение 4: Архитектура системы управления качеством
Сертификация IATF 16949 — это лишь формальность, а не отличительная черта. Отличить простого производителя компонентов, изготовленных методом токарной обработки для автомобильной промышленности, от выдающегося заключается в глубине и строгости системы контроля качества, лежащей в основе сертификата.
| Элемент системы качества | Что оценивать | Индикаторы тревожных сигналов |
|---|---|---|
| Область применения IATF 16949 | Охватывает ли сертификация явно обработку на токарном станке и изготовление токарных деталей? | Область применения ограничена сборочными или немеханическими операциями. |
| Внедрение APQP | Может ли поставщик продемонстрировать все пять этапов APQP с документально подтвержденными результатами? | Отсутствуют данные о проведении анализа отказов и их последствий (FMEA) или разработке плана контроля. |
| Возможности PPAP | Может ли поставщик по запросу предоставить пакеты документов PPAP 3-го или 4-го уровня? | Принимаются только работы 1-го уровня; отсутствуют чертежи с указанием размеров. |
| MSA (анализ измерительных систем) | Проведены исследования воспроизводимости и повторяемости измерений для всего критически важного измерительного оборудования. | Отсутствуют записи MSA; R&R превышает 30 % допустимого отклонения. |
| Срок действия плана контроля | Связаны ли планы контроля с рейтингом тяжести последствий PFMEA? | Типовые планы управления, не адаптированные под конкретный номер детали. |
| Система корректирующих действий | Методология решения проблем 8D или эквивалентная ей с проверкой эффективности. | Корректирующие действия, направленные только на устранение симптомов, а не первопричин. |
| Программа внутреннего аудита | Частота проведения многоуровневого аудита процессов (LPA) и процент устранения выявленных недостатков. | Аудиты проводятся только для продления сертификации. |
| Глубина прослеживаемости | Может ли поставщик отследить номер партии отгруженной детали по номеру партии сырья? | Отслеживаемость ограничена уровнем партии; возможность сериализации для каждого отдельного изделия отсутствует. |
Архитектура качества KeyFixPro выходит далеко за рамки требований сертификации: сертификаты IATF 16949, ISO 9001 и ISO 14001 подкрепляются многоуровневыми аудитами процессов, проводимыми еженедельно, 3D-сканированием поверхности, интегрированным в производственные ячейки, и цифровой платформой отслеживания, связывающей каждый готовый компонент с номером партии сырья, станцией ковки или механической обработки, химическим составом ванны для нанесения покрытия и отметкой времени окончательной проверки.
Измерение 5: Вторичные операции и Интеграция с добавленной стоимостью
Немногие автомобильные детали, изготовленные методом токарной обработки, поставляются напрямую с токарного станка на сборочную линию. Большинство требуют одной или нескольких дополнительных операций, которые добавляют функциональные возможности, улучшают механические свойства или обеспечивают защиту окружающей среды. Производитель деталей, изготовленных методом токарной обработки для автомобильной промышленности, который интегрирует эти операции внутри предприятия, исключает задержки при транспортировке между предприятиями, снижает повреждения при погрузке и разгрузке и объединяет ответственность в рамках единой системы качества.
| Вторичная операция | Функциональное назначение | Внутреннее преимущество | Риск аутсорсинга |
|---|---|---|---|
| Резьбонакатка (плоскоштамповая / планетарная) | Создает резьбу, полученную методом холодной формовки, с превосходной износостойкостью по сравнению с резьбой, полученной методом нарезки. | Исключает транспортировку; обеспечивает непрерывность потока зерна. | Повреждения в виде надрезов на гребнях нитей, вызванные транспортировкой. |
| Термическая обработка (цементация, закалка и термообработка, индукционная обработка) | Достигает целевых показателей твердости, износостойкости и ударной вязкости. | Тесная взаимосвязь технологических процессов; сохранение прослеживаемости партий. | Увеличенные сроки поставки; возможная путаница с партиями продукции. |
| Шлифовка поверхностей / Бесцентровая шлифовка | Обеспечивает чистоту поверхности менее Ra 0,4 мкм и допуски по внешнему диаметру ±0,002 мм. | Смена с заменой смен; немедленная обратная связь по статистическому контролю процессов. | Изменение размеров вследствие переоснащения на внешнем предприятии. |
| Цинково-никелевое / дакрометное покрытие | Обеспечивает защиту от коррозии в солевом тумане на срок от 720 до 1000+ часов. | Толщина покрытия и химический состав ванны контролируются в режиме реального времени. | Различия в качестве покрытия, получаемого сторонними предприятиями по гальваническому покрытию. |
| Катодное электрофорезное покрытие | Обеспечивает равномерный слой эпоксидной грунтовки для окрашиваемых деталей. | Равномерное формирование пленки на сложных геометрических формах. | Расположение меток на рейке может не соответствовать геометрии детали. |
| Автоматизированная оптическая сортировка (100 %) | Проверяет каждую деталь на наличие размерных и визуальных дефектов. | Гарантия отсутствия дефектов при отгрузке | Проверка только на основе выборочного анализа не позволяет выявить статистические аномалии. |
| Лазерная маркировка / Код Data Matrix | Обеспечивает сериализацию каждого изделия и цифровую отслеживаемость. | Интегрирован в производственный цех; не требует обработки вне производственной линии. | Дополнительный логистический этап; вопросы по поводу долговечности. |
Компания KeyFixPro располагает интегрированным производственным комплексом, включающим холодную ковку, токарную обработку на станках с ЧПУ, накатку резьбы, обработку поверхности (цинкование-никель, DACROMET, электрофорезное покрытие) и оптический контроль 100 % — все это регулируется единой системой качества IATF 16949. Эта консолидация позволяет KeyFixPro поставлять готовые, прошедшие проверку качества и готовые к упаковке автомобильные компоненты, изготовленные методом токарной обработки, без привлечения внешних субподрядчиков для выполнения основных этапов, повышающих добавленную стоимость.
Измерение 6: Знания о применении автомобильных подсистем
Технически точная механическая обработка необходима, но недостаточна. Настоящий квалифицированный производитель деталей, изготовленных на токарных станках для автомобильной промышленности, понимает, как каждая точеная деталь функционирует в рамках своей подсистемы автомобиля — эти знания помогают в выборе материалов, распределении допусков и предотвращении отказов на этапе проектирования с учетом технологичности производства.
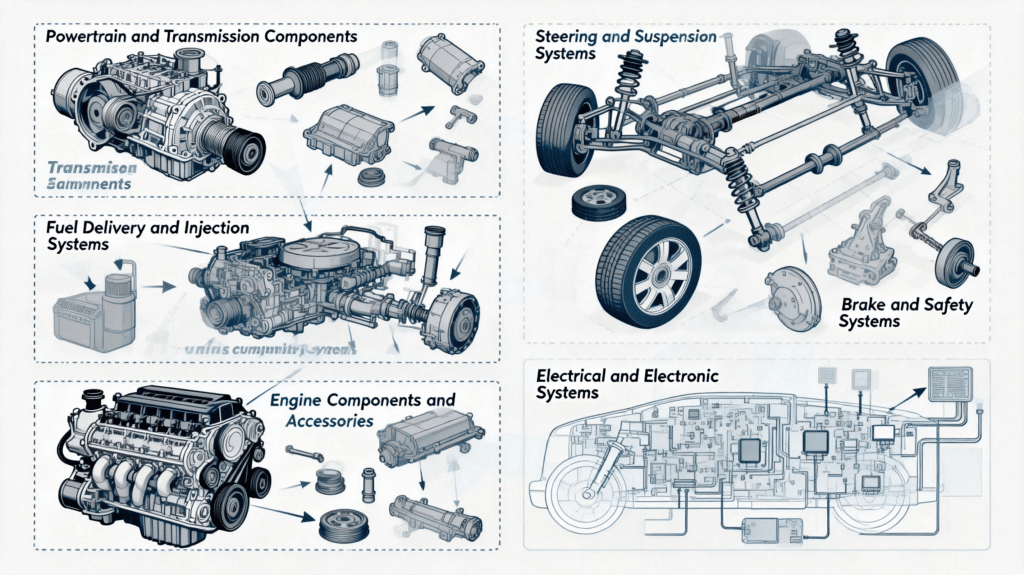
| Подсистема транспортного средства | Типичные детали, изготовленные методом токарной обработки. | Критические требования к производительности | Основные технические стандарты |
|---|---|---|---|
| Силовой агрегат / Трансмиссия | Шарнирные штифты вилки переключения передач, втулки синхронизатора, роторы масляного насоса | Усталостная долговечность > 10⁷ циклов; твердость поверхностного слоя 58–62 HRC | AIAG CQI-9 (термическая обработка), GM GMW, VW TL |
| Поставка топлива | Монтажные фитинги, втулки форсунок, корпуса датчиков давления | Герметичное уплотнение при давлении более 200 бар; химическая стойкость к смесям с этанолом. | Стандарт SAE J2044, технические характеристики совместимости топлива с продукцией OEM. |
| Тормозная система | Поршни тормозных суппортов, цилиндры главного тормозного цилиндра, кольца датчика ABS. | Стабильность размеров при термических циклах (от −40 °C до +200 °C) | FMVSS 135, ECE R13H |
| Рулевое управление | Втулки направляющих реечной передачи, шейки вала шестерни, втулки наклонной колонны. | Низкое трение поверхности (Ra ≤ 0,4 мкм); концентричность ≤ 0,01 мм TIR | ISO 26082, протоколы долговечности OEM-производителей |
| Шасси / Подвеска | Поршневые штоки амортизаторов, штифты тяг стабилизатора. | Коррозионная стойкость > 720 ч NSS; коэффициент усталостной прочности > 0,45 | ISO 4759, планы OEM DVP&R |
| Системы отопления, вентиляции и кондиционирования воздуха / Климат | Диафрагмы расширительных клапанов, уплотнения вала компрессора | Концентричность ≤ 0,005 мм; шероховатость поверхности Ra ≤ 0,2 мкм | SAE J2727, совместимость с хладагентами |
| Электротехника / Электроника | Клеммные штыри разъема, заземляющие втулки датчика, контактные шпильки реле. | Стабильность проводимости; повторяемость усилия введения. | USCAR-2, LV 214 |
| Специально для электромобилей | Компрессионные штифты аккумуляторного модуля, вставки для высоковольтных шин | Электроизоляция; малый вес (сплавы Al/Ti); терморегулирование | LV 123, UL 2580 |
Понимание особенностей подсистем позволяет производителю компонентов, изготовленных методом токарной обработки для автомобильной промышленности, конструктивно оспаривать чертежи, предлагая модернизацию материалов, ослабление допусков для некритичных элементов или замену технологических процессов, которые снижают стоимость без ущерба для функциональности. Команда инженеров KeyFixPro, состоящая из более чем 20 ведущих специалистов по крепежным изделиям и прецизионным компонентам, опирается на опыт работы в программах по силовым агрегатам, шасси, топливным системам, тормозным системам и аккумуляторным батареям для электромобилей в более чем 20 странах, чтобы обеспечить именно такой уровень сотрудничества, ориентированного на конкретные задачи.
Измерение 7: Планирование мощностей и масштабируемость
Спрос в автомобильной отрасли по своей природе нестабилен. Производитель компонентов, изготовленных методом токарной обработки для автомобильной промышленности, должен продемонстрировать не только достаточную текущую производственную мощность, но и структурную способность масштабировать выпуск продукции в пределах ±30 тонн в ответ на колебания объемов производства без увеличения сроков поставки или ухудшения качества.
| Индикатор вместимости | Что оценивать | Целевой показатель производительности |
|---|---|---|
| Коэффициент использования оборудования | Текущий показатель общей эффективности оборудования (OEE) для всего парка токарных станков. | 75–85 % (достаточный буфер для скачков напряжения) |
| Доступное количество часов работы шпинделя | В течение недели доступны незапланированные часы для новых программ. | ≥ 15 % от общей установленной мощности |
| Возможность быстрой переналадки | Уровень реализации SMED (Single-Minute Exchange of Die) | Время переналадки для повторяющихся номеров деталей составляет ≤ 15 минут. |
| Гибкость рабочей силы | Многопрофильные операторы, способные работать на различных типах машин. | Коэффициент перекрестного обучения ≥ 1,5 машин на одного оператора |
| Буферный запас сырья | Недельный страховой запас для основных марок сплавов | 4–6 недель для материалов класса А |
| Глубина цепочки поставок на уровне нижестоящих звеньев | Количество квалифицированных альтернативных источников критически важных сырьевых материалов | ≥ 2 утвержденных источника на каждую спецификацию сплава |
Компания KeyFixPro располагает специализированными цехами для крупносерийного производства в автомобильной отрасли, а также резервирует гибкие многоосевые мощности для изготовления прототипов и наращивания объемов производства. Линии холодной ковки, способные выдерживать более 300 ходов в минуту для заготовок, изготовленных методом формовки, дополняют цеха токарной обработки с ЧПУ, что позволяет применять гибридные стратегии производства, оптимизирующие как скорость, так и себестоимость единицы продукции для объемов от 500 прототипов до более чем 5 000 000 единиц продукции в год.
Измерение 8: Модель общей стоимости владения
Цена за единицу продукции — это лишь один из элементов реальной стоимости закупки. Тщательная оценка любого производителя компонентов, изготовленных методом токарной обработки для автомобильной промышленности, должна учитывать весь спектр затрат, от коммерческого предложения до утилизации.
| Элемент затрат | Описание | Типичное влияние (% от общей стоимости) |
|---|---|---|
| Сырье | Стоимость сплава за кг × коэффициент использования материала | 30–50 % |
| Механическая обработка (с добавленной стоимостью) | Почасовая ставка станка × время цикла на единицу продукции | 20–35 % |
| Вторичные операции | Термообработка, нанесение покрытий, шлифовка, маркировка. | 8–15 % |
| Контроль качества и инспекция | SPC, CMM, оптическая сортировка, документация PPAP | 3–6 % |
| Амортизация оснастки | Первоначальная стоимость инструмента ÷ гарантированный срок службы инструмента | 2–5 % |
| Упаковка и логистика | Защитная упаковка, морские/воздушные перевозки, таможенные пошлины | 5–12 % |
| Скрытые издержки: Сбои в качестве. | Сортировочные кампании, простои на производстве, гарантийные претензии | 0 % (идеальный) до 15 %+ (некачественный поставщик) |
| Скрытые издержки: задержки доставки | Ускоренная доставка грузов, срыв производственного графика. | 0 % (идеальный) до 10 %+ (ненадежный поставщик) |
Обратите внимание, что две строки, относящиеся к “скрытым издержкам”, могут затмевать экономию на цене за единицу продукции, предлагаемую самым дешевым участником тендера. Производитель компонентов, изготовленных методом токарной обработки для автомобильной промышленности, который предлагает цену на 8 % ниже, чем конкуренты, но при этом имеет 200 дефектов на единицу продукции и 15 задержек поставок, в конечном итоге обойдется гораздо дороже, чем поставщик с более высокой ценой, поддерживающий 0 дефектов на единицу продукции и 98+ % своевременной поставки.
Философия производства KeyFixPro, основанная на первоочередной холодной ковке, обеспечивает структурное преимущество в стоимости: формование заготовок, близких к окончательной форме, с использованием материала 98 % до прецизионной обработки на станках с ЧПУ сокращает как отходы сырья, так и время цикла обработки — одновременно снижая две самые большие составляющие стоимости, сохраняя при этом размерную целостность, требуемую автомобильными спецификациями.
Размер 9: Сертификация, Соответствие требованиям и устойчивое развитие
Глобальные автомобильные платформы все чаще вводят требования к соответствию стандартам, выходящие за рамки качества и охватывающие охрану окружающей среды и социальную ответственность.
| Область соответствия | Применимый стандарт | Что входит в комплект | Почему это важно для вашей программы |
|---|---|---|---|
| Качество автомобильной продукции | IATF 16949:2016 | Разработка продукта, учет индивидуальных требований заказчика, предотвращение дефектов. | Предварительное условие для включения в списки поставщиков первого уровня и поставщиков, одобренных производителями оригинального оборудования (OEM). |
| Управление качеством | ISO 9001:2015 | Общая структура системы менеджмента качества и непрерывное совершенствование | Базовый уровень доверия для диверсификации бизнеса за пределами автомобильной отрасли. |
| Управление окружающей средой | ISO 14001:2015 | Сокращение отходов, контроль выбросов, ресурсоэффективность | Все чаще востребовано европейскими и японскими производителями оригинального оборудования. |
| Материальное соответствие | Директива ЕС об энергосбережении (2000/53/EC) | Ограничивает содержание Pb, Hg, Cd, Cr⁶⁺ в компонентах транспортных средств. | Несоблюдение требований блокирует доступ на рынок ЕС. |
| Химическая безопасность | Регламент ЕС REACH, RoHS | Регистрация/ограничение оборота опасных веществ | Применяется к покрытиям, химическим составам для гальванического покрытия и смазочным материалам. |
| Конфликтные минералы | Раздел 1502 закона Додда-Фрэнка / Регламент ЕС 2017/821 | Тщательная проверка источников поставок олова, тантала, вольфрама и золота. | В соответствии с требованиями кодов поставщиков OEM, все чаще вводится обязательная отчетность. |
| Углеродный след | ISO 14064 / Отчетность по категории 3 | Количественная оценка выбросов парниковых газов по всей цепочке поставок | Производители электромобилей требуют создания углеродно-нейтральных цепочек поставок к 2035 году. |
KeyFixPro Компания KeyFixPro имеет одновременно сертификаты IATF 16949, ISO 9001 и ISO 14001, обеспечивая полное соответствие требованиям ELV и REACH во всех своих операциях по нанесению покрытий и обработке поверхностей. Эта тройная сертификация гарантирует, что компоненты, изготовленные методом токарной обработки на станках с ЧПУ компанией KeyFixPro, соответствуют самым строгим мировым стандартам квалификации поставщиков OEM.
Измерение 10: Методология взвешенной оценки — Подведение итогов
Чтобы преобразовать девять указанных выше параметров в практические рейтинги поставщиков, присвойте каждому параметру вес, отражающий приоритеты вашей программы, а затем оцените кандидатов по шкале от 1 до 5 для каждого параметра.
| Размер оценки | Рекомендуемый вес (%) | Оценка 1 (Плохо) | Оценка 3 (приемлемо) | Оценка 5 (Отлично) |
|---|---|---|---|---|
| Портфель оборудования | 10 | Только автоматические кулачковые механизмы; станки с ЧПУ не используются. | Сочетание токарных станков с ЧПУ; ограниченный ассортимент швейцарских станков. | Полностью ЧПУ-обработка + швейцарский станок + 5-осевая фрезерно-токарная обработка |
| Производственные возможности (Cpk) | 15 | Cpk < 1,0 по критическим размерам | Cpk 1,33–1,49 | Cpk ≥ 1,67 стабильно |
| Компетентность в работе с материалами | 10 | Только углеродистая сталь | Углерод + нержавеющая сталь + алюминий | Полный спектр сплавов, включая титан и экзотические сплавы. |
| Глубина системы качества | 15 | Только ISO 9001; IATF не применяется. | Сертифицировано по стандарту IATF 16949; базовый PPAP. | IATF + многоуровневый аудит + цифровая отслеживаемость |
| Интеграция вторичных операций | 10 | Все вспомогательные операции переданы на аутсорсинг. | Некоторые работы выполняются собственными силами (покрытие или шлифовка). | Все работы выполняются собственными силами: навинчивание, нанесение покрытия, сортировка. |
| Знания о применении подсистем | 10 | Типовой механический цех | Опыт работы в автомобильной отрасли по 2-3 подсистемам. | Глубокие знания в области силовых агрегатов, тормозных систем, топлива и электромобилей. |
| Мощность и масштабируемость | 10 | Практически полная загрузка; без гибкости | 10–15 % буфер; умеренная масштабируемость | ≥ 20 % резерв; подтвержденная история ступенчатого повышения нагрузки |
| Конкурентоспособность по совокупной стоимости | 10 | Самая низкая цена, но высокие скрытые издержки. | Конкурентоспособные цены; умеренный риск. | Оптимизированная совокупная стоимость владения; стратегия, близкая к оптимальной форме. |
| Соответствие нормативным требованиям и устойчивое развитие | 10 | Только ISO 9001; данные ELV/REACH отсутствуют. | IATF + ISO 14001; основные документы, подтверждающие соответствие стандартам. | Тройная сертификация; активное составление отчетов по категории 3. |
Формула подсчета баллов: Взвешенный балл = Σ (Вес параметра × Балл параметра). Кандидат, набравший более 4,0 баллов по взвешенной средней оценке, заслуживает номинации на звание одобренного поставщика. Балл ниже 3,0 указывает на неприемлемый риск для программ серийного производства автомобилей.
Эта методика преобразует субъективные впечатления от посещения завода в обоснованные, основанные на данных рекомендации по выбору поставщика — именно тот уровень точности, которого ожидают глобальные комитеты по закупкам OEM-производителей.
Сроки квалификации поставщиков: чего ожидать
Получение разрешения на производство новых деталей, изготовленных методом токарной обработки, для автомобильной промышленности — процесс не мгновенный. Ниже представлен примерный график от первого контакта до запуска серийного производства.
| Фаза | Типичная продолжительность | Основные виды деятельности | Результаты работы |
|---|---|---|---|
| Запрос предложений и предварительная оценка | 2–4 недели | Технический анализ осуществимости, составление сметы, подписание соглашения о неразглашении. | Предварительный пакет коммерческих предложений, краткое описание возможностей. |
| Аудит на месте | 1–2 недели | Осмотр производственных помещений, проверка оборудования, аудит системы качества. | Аудиторский отчет, запросы на корректирующие действия (при наличии) |
| Разработка прототипа | 4–8 недель | Обработка первого образца, проверка размеров, проверка сертификатов материалов. | Образцы прототипов, чертеж с указанием размеров, сертификаты на материалы. |
| Представление PPAP | 4–6 недель | Полная подготовка к экзамену PPAP 3-го уровня, включая исследования CPK. | Пакет PPAP (18 элементов), примеры деталей |
| Пилотный производственный цикл | 4–8 недель | Пробный запуск в серийном производстве, проверка упаковки, репетиция логистики. | Отчет о производительности, утверждение упаковки, подтверждение логистики. |
| Выпуск в серийное производство (SOP) | Непрерывный | Непрерывное производство с мониторингом SPC и периодическими проверками. | Текущие поставки, панели мониторинга показателей качества. |
Общее время от запроса коммерческого предложения до начала серийного производства обычно составляет от 4 до 7 месяцев, в зависимости от сложности детали, сроков поставки материалов и готовности документации по качеству от потенциального производителя. Более чем 25-летний опыт KeyFixPro в запуске автомобильных программ, в сочетании с предварительно разработанными шаблонами PPAP и инфраструктурой статистического контроля процессов, позволяет сократить сроки квалификации — зачастую на 4–6 недель по сравнению со средними показателями по отрасли.
Часто задаваемые вопросы
Чем отличается производитель деталей, изготовленных методом токарной обработки для автомобильной промышленности, от обычной механической мастерской?
Автомобильный производитель, соответствующий нормативам, работает в соответствии с протоколами качества IATF 16949, поддерживает статистический контроль процессов с подтвержденным значением Cpk ≥ 1,33 по критическим размерам, обладает компетенцией в работе с материалами различных семейств автомобильных сплавов и предоставляет документацию уровня PPAP в качестве стандартной практики. Обычное предприятие может производить детали приемлемых размеров, но, как правило, ему не хватает инфраструктуры контроля качества, глубины прослеживаемости и знаний о применении подсистем, которые требуются в автомобильных программах.
Каким образом холодная ковка дополняет токарную обработку в производстве автомобильных компонентов?
Холодная ковка позволяет получать заготовки, близкие к окончательной форме, с непрерывным потоком зерна и использованием материала 98 %. Последующая обработка этих заготовок на станках с ЧПУ для окончательной обработки позволяет получить деталь, сочетающую в себе превосходные механические свойства ковки с жесткими допусками прецизионной токарной обработки — при этом общая стоимость обработки ниже, чем при обработке цельного прутка. Интегрированный процесс холодной ковки и обработки на станках с ЧПУ от KeyFixPro является примером этой гибридной стратегии.
Какой годовой объем производства оправдывает инвестиции в оснастку для изготовления автомобильных деталей методом токарной обработки?
Изготовление прототипов на станках с ЧПУ экономически целесообразно начиная с 500 штук. Для компонентов, изготовленных методом холодной ковки с последующей механической обработкой, инвестиции в оснастку обычно окупаются при объеме производства от 10 000 и более штук в год. Постепенное снижение затрат применяется при объемах производства 50 000, 100 000 и более 500 000 единиц. KeyFixPro предлагает гибкие стратегии производства, масштабируемые в соответствии с объемом жизненного цикла каждой программы, от первоначальной проверки до пикового выпуска продукции.
Как KeyFixPro обеспечивает отслеживаемость автомобильных компонентов, изготовленных методом токарной обработки?
Каждый компонент, изготовленный на заводе KeyFixPro, связан с цифровой системой отслеживания, которая фиксирует номер партии сырья, результаты проверки сплава методом оптической эмиссионной спектроскопии (ОЭС), назначение обрабатывающей ячейки и оператора, параметры накатки резьбы, химический состав ванны для нанесения покрытия и время выдержки, данные о размерах, полученные с помощью координатно-измерительной машины (КИМ), а также статус прохождения/непрохождения оптической сортировки. Эта сквозная цепочка отслеживания удовлетворяет самым строгим требованиям OEM-производителей к готовности к отзыву продукции.
Может ли один производитель одновременно изготавливать автомобильные детали малого диаметра по швейцарской технологии и детали большого диаметра, обработанные на станках с ЧПУ?
Да — при условии, что предприятие поддерживает обе платформы оборудования в рамках единой системы качества. Механический цех KeyFixPro включает в себя цеха швейцарского типа, обрабатывающие заготовки диаметром Φ1–Φ35 мм, а также 5-осевые фрезерно-токарные обрабатывающие центры, позволяющие изготавливать компоненты диаметром до Φ300 мм, и все они регулируются одними и теми же протоколами IATF 16949. Возможность работы на двух платформах позволяет объединить различные семейства компонентов, изготовленных методом токарной обработки, под одним утвержденным поставщиком, упрощая логистику закупок и контроль качества.