Компания KeyFixPro превращает необработанную проволоку в крепежные элементы исключительной прочности с помощью высокоточной холодной штамповки. Наша технология формовки при комнатной температуре обеспечивает механические свойства 40-60%, превосходящие показатели традиционной механической обработки, при этом исключая потери материала.
Мастерство холодной штамповки для изготовления компонентов на заказ.
Когда нельзя жертвовать прочностью крепежных элементов, холодная штамповка обеспечивает результаты, недостижимые при традиционных методах производства. Компания KeyFixPro специализируется на этом высокоточном процессе перемещения металла — изменении формы проволоки путем контролируемого сжатия, а не удаления материала, — создавая компоненты с замечательными прочностными характеристиками и размерной однородностью.
Метод холодной закалки: объяснение
Холодная высадка представляет собой сложную технологию вытеснения металла, при которой цилиндрическая проволока подвергается экстремальному локальному давлению при температуре окружающей среды. Благодаря системе последовательных штампов KeyFixPro материал поступает в форму постепенно усложняющихся элементов — головок болтов, переходных участков и специализированных деталей — без резки, плавления или образования стружки.
Последовательность производства:
Производственное оборудование:
- Последовательные заголовкиДоступны конфигурации от 2 до 6 станций.
- Возможности выбора размера компонентаДиаметры заготовок от 2 мм до 30 мм
- водоизмещающая способностьМаксимальное соотношение 3:1 (соотношение сформированной головки к исходной проволоке)
- Скорость пропускной способности: от 200 до 400 готовых заготовок в минуту
- Достижение точностиПовторяемость ±0,1 мм по заданным размерам
- Качество поверхностиRa 1,6 мкм, типичное значение без вторичной полировки.
Формирование потенциала:
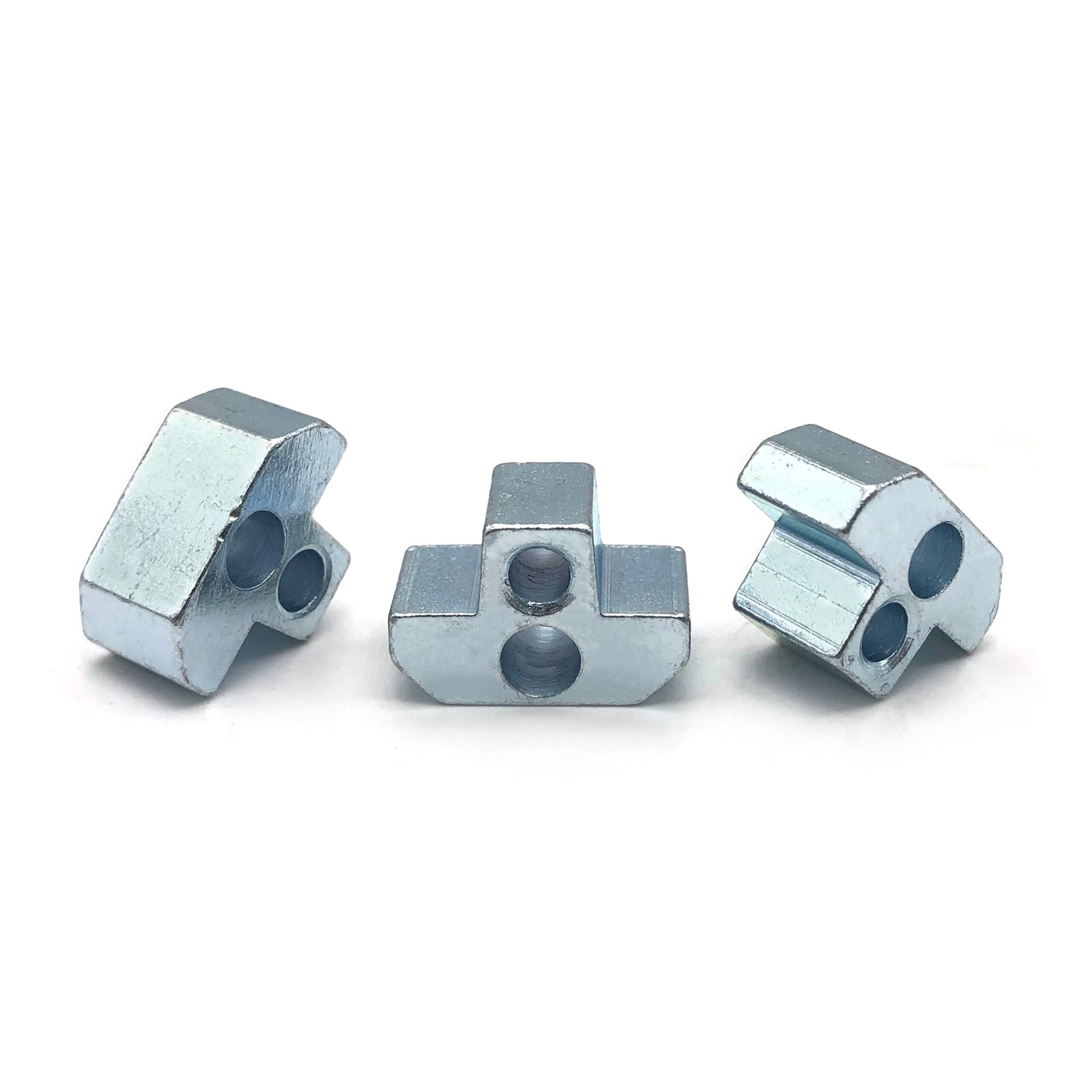
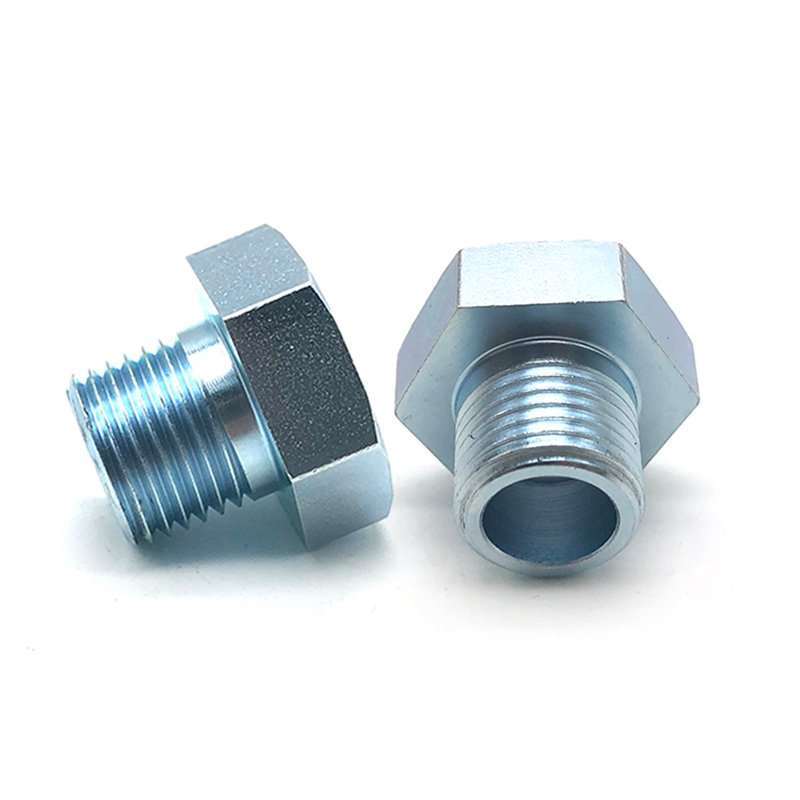
- Стандартные профили: Шестиугольные, квадратные, цилиндрические и фланцевые конфигурации
- Сложные узорыМногоуровневые головки, рельефные канавки, переходные конусности.
- Управление диаметром: Точное создание плечевых элементов для специализированных узлов
- Подготовка нитиОптимизированные размеры заготовки для последующих прокатных операций.
- Выемки для привода: Шестилопастные, крестообразные и запатентованные схемы зацепления
- Идентификационные характеристики: Тиснение логотипа и маркировка производителя
Экспертиза в области материалов для холодной формовки
Марки стали – оптимизированное содержание углерода:
- Мягкие составы: 1008, 1010, 1018 классы (превосходные характеристики водоизмещения)
- Умеренная силаТехнические характеристики 1035, 1045 (сбалансированная производительность и удобство использования)
- Высокоэффективные сплавы: марки 4140, 4340, 8620 (для применений с высокими нагрузками)
- ТермочувствительныйКласс 10.9, 12.9 достигается путем термической обработки после формовки.
Коррозионностойкая нержавеющая сталь:
- Аустенитская семья: 304, 316, 18-8 составы (приоритет химической стойкости)
- мартенситные типы: марки 410, 416 (магнитные свойства, термообрабатываемость)
- Варианты упрочнения: 17-4 PH, 15-5 PH (характеристики аэрокосмического класса)
Легкие и проводящие металлы:
- Алюминиевая серия: 2024, сплавы 6061 (для применений, где критически важен вес)
- Композиции из духовых инструментов: C260, C360 (требования к электропроводности)
- Чистая медь: Класс прочности C110 (крепежные элементы с максимальной проводимостью)
- марок титана: 2-й класс, 5-й класс (биомедицинский и аэрокосмический секторы)
Сплавы для экстремальных условий эксплуатации:
- Никелевые суперсплавы: Инконель 600, 718 (для работы при повышенных температурах)
- никель-медь: Монель 400, К500 (морская коррозионная стойкость)
- никель-молибден: Сплав Hastelloy C-276 (при агрессивном химическом воздействии)
Механические преимущества вытеснения холодом
Холодная штамповка позволяет получать упрочненные детали с непрерывным выравниванием зерен:
- Увеличение прочности на растяжение: 40-60% обладает большей предельной прочностью по сравнению с методами удаления стружки.
- Сопротивление циклической нагрузкеНепрерывная структура зерен препятствует зарождению усталостных трещин.
- Прочность материалаКонтролируемая деформация сохраняет способность поглощать удары.
- УдаропрочностьОднородная микроструктура устраняет внутренние концентраторы напряжений.
- Однородность партииИдентичные параметры формования обеспечивают согласованность свойств.
- Преобразование материалов: 95-98% входного провода становится готовым изделием
- Утилизация отходовОтсутствие образования стружки, требующей сбора и утилизации.
- Экономика сырьяПреимущества проволочной катушки по цене по сравнению с прутком
- Скорость производстваПроизводительность в 50-200 раз выше, чем при обработке материалов без использования станков.
- Энергетический профильИсключает расход высокоскоростного шпинделя и охлаждающей жидкости.
- Без следов инструментовПоверхности, полученные методом штамповки, обладают превосходной гладкостью.
- Сжатый поверхностный слойСмещение создает полезное остаточное напряжение.
- Без загрязнений: Не оставляет следов смазочно-охлаждающей жидкости, требующих очистки.
- Повторяемость: Значение Ra 1,6 мкм сохраняется на протяжении всего производственного цикла.
Разработка специализированных приложений для различных отраслей.
- Компоненты силовой установки: Хвостовики переменного диаметра, обеспечивающие оптимизацию веса
- Крепежные элементы подвескиЗубчатая форма нижней части головки обеспечивает самофиксацию.
- Тормозные узлыИнтегрированная конструкция шайбы и фланца минимизирует количество деталей.
- Крепежные элементы трансмиссииСложные профили, предназначенные для зон с ограниченным доступом.
- Крепления планераВстраиваемые головки с жесткими допусками.
- Связи с высоким уровнем стрессаВысококачественные сплавы с улучшенной структурой зерна.
- Оборудование для турбинЗаготовки из инконеля, выдерживающие термические циклы.
- Компоненты, критически важные по массе: Холодная формовка титана для снижения веса
- Структурные соединения: Толстые шестигранные профили для сборки стальных каркасов
- Фундаментные системы: Головки с большим диаметром запрессовки для применения при бетонировании
- Изогнутые крепежные элементыU-образные болтовые соединения, изготовленные из непрерывной проволоки.
- Подъемное оборудование: Конструкции глаз с замкнутым контуром управления, созданные с помощью многостанционных последовательностей.
- Миниатюрные крепежные элементыКомпоненты масштаба M2-M3 для электронных сборок
- Ортопедические имплантатыБиосовместимые титановые фиксаторы для костей
- Электрические клеммыМедные формованные разъемы, оптимизированные для проводимости.
- Экранирование от электромагнитных помехЛатунные рифленые головки для электромагнитной изоляции.
Комплексная интеграция производства
- Подтверждение составаСпектроскопия AMETEK подтверждает соответствие химическим характеристикам.
- Механическая характеристикаИспытания на растяжение и пластичность гарантируют формуемость.
- Оценка поверхностиВизуальный и размерный осмотр подтверждает отсутствие дефектов в проволоке.
- Постоянство диаметраСтатистическая выборка подтверждает равномерность поперечного сечения
- Последовательное формированиеМногостанционное сжатие позволяет получить окончательную геометрию заготовки.
- Мониторинг в реальном времениПроверка размеров в процессе активного производства.
- Предотвращение загрязненияАвтоматизированные системы переноса обеспечивают целостность поверхности.
- Большой объем производства: 200-400 заполненных бланков каждые 60 секунд
- Резьба с вытеснениемПрофили накатанной резьбы превосходят прочность нарезанной резьбы на 30%.
- Точность размеров: Стабильная точность шага и контроль диаметра
- Упрочнение поверхностиПрокатка повышает износостойкость и устойчивость к заеданию.
- Непрерывность потока зерна: Непрерывная микроструктура по всей области резьбы
- Увеличение силыЦиклы закалки и отпуска обеспечивают свойства класса 10.9 и 12.9.
- Нормализация стрессаТермическая обработка снимает внутренние напряжения, возникающие при формовке.
- Упрочнение поверхности: Цементирование или азотирование для применений, требующих высокой износостойкости.
- Управление атмосферой: Защитная среда предотвращает деградацию поверхности
- Электролитический цинк: Защита от коррозии с возможностью выбора внешнего вида
- Цинково-никелевый сплавПревосходные характеристики устойчивости к солевому туману для использования в автомобилях.
- Системы DACROMET: Повышенная коррозионная стойкость, подтвержденная испытаниями, превышающими 1000 часов.
- Конверсионные покрытия: Фосфатная добавка для улучшения адгезии краски
- Химическая пассивацияОбработка поверхности нержавеющей сталью для максимальной коррозионной стойкости.
- Проверка системы машинного зренияАвтоматическая сортировка 100% выявляет любые поверхностные аномалии.
- Трехмерное сканированиеСложные профили головки проверены на соответствие проектным моделям.
- Отбор проб механических свойствСтатистические испытания на растяжение подтверждают соответствие требованиям к прочности.
- Функциональность потоковОценка "да/нет" подтверждает характеристики вовлеченности.
- Точное измерение: Проверка критических размеров с помощью КИМ с точностью до ±0,005
Системы качества и соответствия требованиям
- Система управления качеством ISO 9001:2015
- Стандарт IATF 16949 «Система качества в автомобильной промышленности»
- AS9100D Управление качеством в аэрокосмической отрасли
- Комплексная отчетность по результатам первичной проверки образцов (FAI).
- Процесс утверждения производственных деталей (PPAP) уровней 3 и 4
- Сертификаты материалов, включая данные спектрометрического анализа.
- Документация по механическим свойствам с описанием методики испытаний.
- записи результатов тестирования на воздействие окружающей среды
- Проверка протокола предотвращения водородного охрупчивания
- Система оптической эмиссионной спектроскопии AMETEK
- Технология трехмерного лазерного сканирования
- Автоматизированная оптическая сортировка (контроль пропускной способности 100%)
- Универсальное оборудование для механических испытаний
- Многомасштабное измерение твердости (по Роквеллу/Виккерсу/Бринеллю)
- Точное измерение резьбы и оптическое сравнение
- Координатно-измерительная машина (разрешение 1 микрон)
Разработка компонентов для успешной холодной штамповки.
Техническая команда KeyFixPro проводит оценку технологичности производства (DFM):
- Предел смещенияМаксимальное соотношение диаметра заготовки к диаметру проволоки: 3:1.
- Требования к толщинеМинимальный диаметр проволоки — 0,4 × исходный.
- Спецификация радиуса скругления угловМинимальный диаметр проволоки, равный 0,1, предотвращает разрушение материала.
- Переходная геометрияГладкая нижняя часть филе устраняет концентрацию напряжения.
- Ограничение по глубине углубленияМаксимально допустимая высота головки составляет 0,3 × диаметр головки для обеспечения стабильности конструкции.
- Снижение на каждой станции: 40% максимальное уменьшение диаметра за одну операцию
- Профиль переходаПостепенное изменение диаметра предотвращает образование складок.
- Ограничения соотношения сторонДостижимо соотношение длины к диаметру до 6:1
- Размеры заготовок нитейРасчет произведен с учетом класса нити и припуска на отделку.
- Поверхностные узорыНакатка и зубцы должны соответствовать возможностям холодной формовки.
- Оценка формуемостиУкажите сплавы, классифицированные как “отличные” или “хорошие” для холодной обработки.
- Ограничение выбросов углеродаДля оптимального вытеснения поддерживайте содержание углерода ниже 0,35%.
- упрочнение при деформацииРассмотрите разницу между твердостью после формовки и исходным состоянием проволоки.
- Технические характеристики качества проволокиДля получения чистых результатов формования требуется безупречная поверхность.
- Планирование термической обработкиПеред операциями закалки следует провести холодную штамповку.
Производственные возможности KeyFix по холодной штамповке
Параметр | Диапазон возможностей | Преимущества индивидуального приложения |
Диаметр проволоки | 2 мм – 30 мм | Диапазон крепежных элементов от M2 до M30 |
Формировочные станции | 2-6 последовательных операций | Прогрессивная адаптация сложности |
Максимальное соотношение сброса | смещение 3:1 | Возможность использования головок большого диаметра |
Частота цикла | 200-400 выполненных заданий в минуту | Высокая экономическая эффективность при больших объемах производства |
Достижение толерантности | повторяемость ±0,01 мм | Контроль критических размеров |
Качество поверхности | Ra 1,6 мкм типичное значение | Минимальные требования к отделке |
Эффективность использования материалов | 95-98% использование | Экономика утилизации отходов |
Увеличение силы | 40-60% против обработанного | Упрочненная микроструктура |
Длина Вместимость | максимум 300 мм | Производство заготовок для крепежных изделий увеличенной длины |
Масштабы производства | 1000 – 1 млн+ единиц | Гибкость масштабируемого объема |
Изготовление на заказ компонентов методом холодной штамповки для различных областей применения.
Силовые агрегаты, соединения шасси, системы крепления колес, компоненты тормозной системы.
Крепежные элементы конструкции самолета, компоненты силовой установки, крепежные элементы, критически важные для безопасности полета.
Соединения стальных каркасов, системы анкеровки фундамента, сейсмостойкие конструкции.
Фланцевые узлы башни, механизмы изменения угла наклона лопастей, конструктивные элементы гондолы.
Системы крепления рельсов, узлы подвижного состава, виброизоляционные элементы.
Системы крепления оборудования, высоконагрузочные соединения, производство запасных частей.
Фланцевые соединения для трубопроводов, буровое оборудование, химически стойкие крепежные элементы.
Инструментальные узлы, имплантируемые фиксирующие устройства, биосовместимые материалы