KeyFixPro transforme les fils métalliques bruts en composants de fixation d'une résistance exceptionnelle grâce à des procédés de frappe à froid de précision. Notre technologie de formage à température ambiante permet d'obtenir des propriétés mécaniques supérieures à celles de l'usinage conventionnel (40-60%) tout en éliminant le gaspillage de matière.
Maîtrise du formage à froid pour les composants personnalisés
Lorsque les performances des fixations sont primordiales, le forgeage à froid offre des résultats impossibles à obtenir par les méthodes de fabrication traditionnelles. KeyFixPro est spécialisée dans ce procédé de déplacement de métal de précision – qui consiste à remodeler le fil par compression contrôlée plutôt que par enlèvement de matière – et à créer des composants aux caractéristiques de résistance et de régularité dimensionnelle exceptionnelles.
Explication de la méthode de frappe à froid
Le forgeage à froid est une technique sophistiquée de déplacement de métal où un fil cylindrique subit une pression localisée extrême à température ambiante. Grâce au système de matrices séquentielles de KeyFixPro, le matériau se transforme en formes de plus en plus complexes — créant des têtes de boulons, des transitions d'épaulement et des éléments spécifiques — sans découpe, fusion ni production de copeaux.
Séquence de fabrication :
Équipement de production :
- En-têtes progressifsConfigurations de 2 à 6 postes disponibles
- Capacité de dimensionnement des composants: diamètres d'ébauche de 2 mm à 30 mm
- Capacité de déplacement: Rapport maximal de 3:1 (tête formée par rapport au fil d'origine)
- vitesse de débit: 200 à 400 feuilles vierges finies par minute
- Réalisation de précisionRépétabilité de ±0,1 mm sur les dimensions spécifiées
- Qualité de surfaceRa 1,6 μm typique sans polissage secondaire
Capacités de formation :
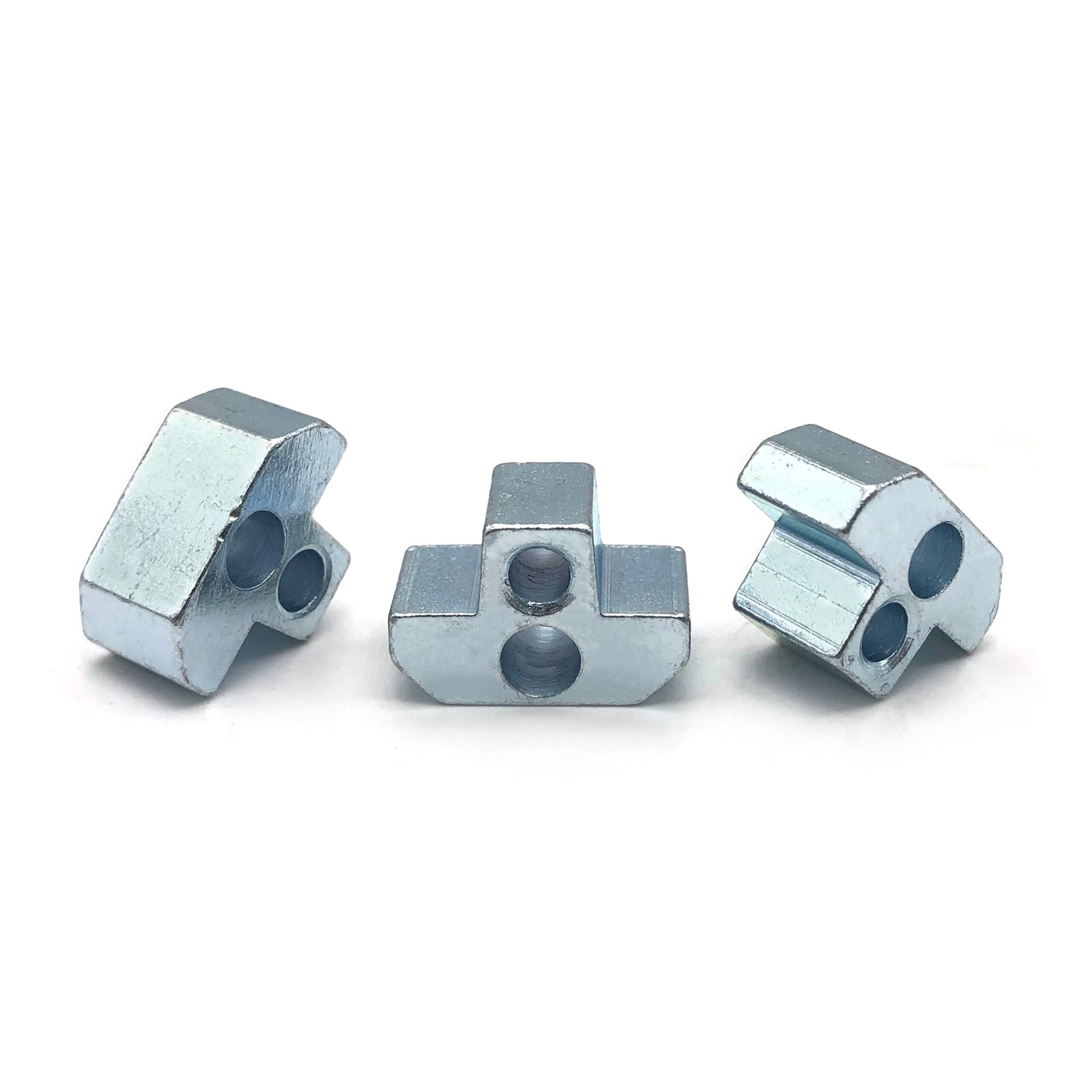
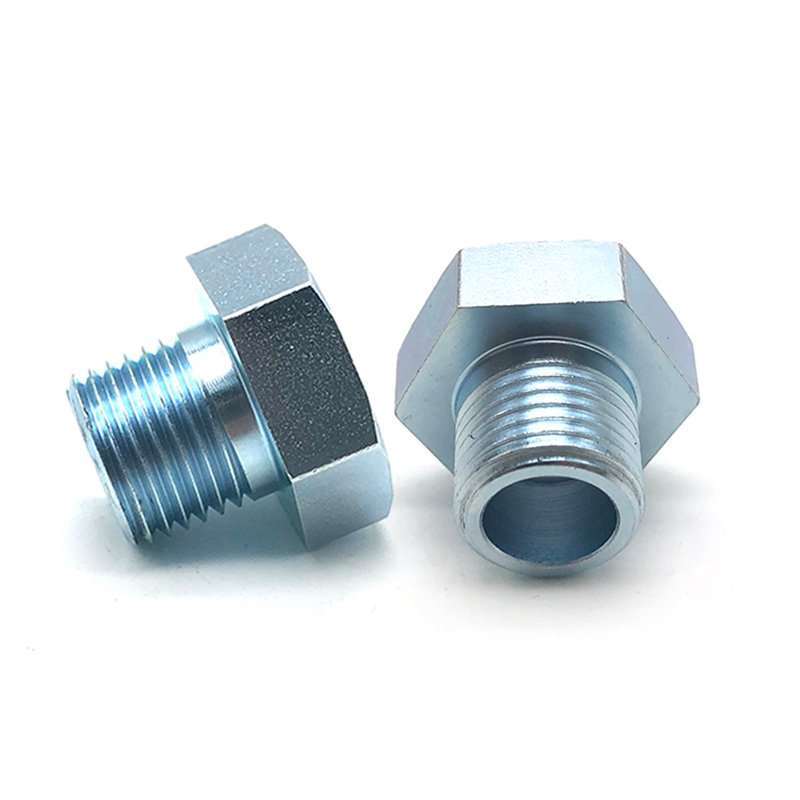
- Profils standard: Configurations hexagonales, carrées, cylindriques et à brides
- Motifs complexesTêtes à plusieurs niveaux, rainures de dégagement, cônes de transition
- Gestion du diamètreCréation d'épaulements de précision pour assemblages spécialisés
- Préparation du fil: Calibrage optimisé des flans pour les opérations de laminage ultérieures
- ConduitesModèles d'engagement à six lobes, cruciformes et exclusifs
- Caractéristiques d'identité: Logo en relief et marquages du fabricant
Expertise en matériaux pour le formage à froid
Nuances d'acier – Teneur en carbone optimisée :
- Formules douces: nuances 1008, 1010, 1018 (caractéristiques de déplacement supérieures)
- Force modérée: Spécifications 1035, 1045 (performance équilibrée avec facilité d'utilisation)
- alliages de performance: 4140, 4340, 8620 grades (applications de charge exigeantes)
- Réactif à la chaleurClasses 10.9 et 12.9 obtenues par traitement thermique après formage
Acier inoxydable résistant à la corrosion :
- Famille austénitique: 304, 316, 18-8 compositions (priorité à la résistance chimique)
- Types martensitiques: nuances 410, 416 (propriétés magnétiques, traitable thermiquement)
- variantes de durcissement: 17-4 PH, 15-5 PH (performance de qualité aérospatiale)
Métaux légers et conducteurs :
- Série aluminium: 2024, alliages 6061 (applications où le poids est un facteur critique)
- compositions en cuivre: C260, C360 (exigences de conductivité électrique)
- cuivre pur: Grade C110 (fixations à conductivité maximale)
- qualités de titane: Niveau 2, Niveau 5 (secteurs biomédical et aérospatial)
Alliages pour environnements extrêmes :
- superalliages de nickel: Inconel 600, 718 (service à haute température)
- nickel-cuivreMonel 400, K500 (résistance à la corrosion marine)
- nickel-molybdène: Hastelloy C-276 (exposition à des produits chimiques agressifs)
Avantages mécaniques du déplacement à froid
Le frappement à froid permet de produire des composants écrouis avec un alignement des grains continu :
- Augmentation de la capacité de traction40-60% : résistance ultime supérieure aux méthodes d'enlèvement de copeaux
- Résistance à la charge cyclique: Les motifs de grains continus résistent à la nucléation des fissures de fatigue
- Résistance des matériauxLa déformation contrôlée maintient la capacité d'absorption des chocs
- Tolérance aux chocsUne microstructure homogène élimine les concentrations de contraintes internes
- Uniformité du lotDes paramètres de formage identiques garantissent la constance des propriétés
- Conversion des matériaux: 95-98% du fil d'entrée devient produit fini
- Élimination des déchetsAucune production de copeaux nécessitant leur collecte et leur élimination
- Économie des matières premièresAvantages tarifaires des bobines de fil par rapport aux barres
- Vitesse de productionCadences de production 50 à 200 fois supérieures à l'usinage soustractif
- Profil énergétique: Élimine la consommation de la broche à grande vitesse et du système de refroidissement
- Sans marques d'outilsLes surfaces formées par moulage présentent une régularité supérieure
- Couche superficielle compressiveLe déplacement crée une contrainte résiduelle bénéfique
- Sans contaminationAucun résidu de liquide de coupe ne nécessite de nettoyage.
- RépétabilitéRa 1,6 μm maintenu tout au long de la production
Applications personnalisées dans tous les secteurs d'activité
- Composants du groupe motopropulseurTiges à diamètre variable permettant une optimisation du poids
- matériel de suspension: Géométrie dentée sous la tête assurant l'auto-rétention
- Systèmes de freinageConception intégrée rondelle-bride minimisant le nombre de pièces
- fixations de la transmissionProfils complexes intégrant des zones à accès restreint
- accessoires de la celluleConfigurations à tête affleurante avec exigences de tolérance strictes
- Connexions à haute tension: Sélection d'alliages haut de gamme avec un flux de grains amélioré
- Matériel pour turbinesÉbauches en Inconel résistantes aux cycles thermiques
- Composants critiques de masseFormage à froid du titane pour réduire le poids
- Liaisons structurellesProfilés hexagonaux lourds pour l'assemblage de charpentes métalliques
- Systèmes de fondationTêtes de grand diamètre pour applications d'enrobage dans le béton
- Fixations courbes: Configurations de boulons en U formées à partir de fil continu
- Matériel de levageConception d'œil en boucle fermée créée par des séquences multi-stations
- attaches miniatures: Composants à l'échelle M2-M3 pour assemblages électroniques
- Implants orthopédiquesMatériel de fixation osseuse en titane biocompatible
- Bornes électriquesConnecteurs en cuivre optimisés pour la conductivité
- blindage EMI: Assemblages à tête moletée en laiton pour confinement électromagnétique
Intégration complète de la fabrication
- Confirmation de la compositionLa spectroscopie AMETEK valide les spécifications chimiques
- Caractérisation mécaniqueLes essais de traction et de ductilité garantissent la formabilité
- Évaluation de surfaceL'inspection visuelle et dimensionnelle confirme que le fil est exempt de défauts.
- Constance du diamètreL'échantillonnage statistique vérifie l'uniformité de la section transversale
- Mise en forme séquentielleLa compression multi-stations permet d'obtenir la géométrie finale de l'ébauche.
- Surveillance en temps réelVérification dimensionnelle pendant la production active
- Prévention de la contaminationLes systèmes de transfert automatisés préservent l'intégrité de la surface
- Sortie à volume élevé: 200 à 400 cases vides remplies toutes les 60 secondes
- Filetage par déplacementLes profils de filetage roulé dépassent la résistance du filetage coupé de 30%
- Précision dimensionnelle: Contrôle constant de la précision du pas et du diamètre
- Durcissement de surfaceLe laminage améliore la résistance à l'usure et au grippage
- Continuité du flux de grains: Microstructure ininterrompue dans toute la zone filetée
- Amélioration de la forceLes cycles de trempe et de revenu permettent d'obtenir des propriétés de classe 10.9 et 12.9.
- Normalisation du stressLe traitement thermique permet de réduire les contraintes internes induites par le formage.
- Durcissement de surface: Cémentation ou nitruration pour les applications critiques en matière d'usure
- Contrôle de l'atmosphèreUn environnement protecteur empêche la dégradation de la surface
- Zinc électrolytiqueProtection anticorrosion sacrificielle avec options d'esthétique
- Alliage zinc-nickelPerformances supérieures au brouillard salin pour l'exposition automobile
- Systèmes DACROMETRésistance à la corrosion prolongée, testée pendant plus de 1 000 heures.
- Revêtements de conversionPréparation au phosphate pour une meilleure adhérence de la peinture
- Passivation chimiqueTraitement de surface de l'acier inoxydable pour une immunité maximale à la corrosion
- Inspection du système de visionLe tri automatisé 100% identifie toute anomalie de surface
- Numérisation tridimensionnelleProfils de tête complexes vérifiés par rapport aux modèles de conception
- Échantillonnage des propriétés mécaniquesLes essais de traction statistiques confirment les exigences de résistance
- Fonctionnalités du threadL'évaluation de type « go/no-go » valide les caractéristiques d'engagement
- Mesure de précisionVérification CMM des dimensions critiques à ±0,005
Systèmes de qualité et conformité
- Systèmes de management de la qualité ISO 9001:2015
- Norme IATF 16949 relative aux systèmes de qualité automobile
- Gestion de la qualité aérospatiale AS9100D
- Rapport complet d'inspection du premier article (FAI)
- Processus d'approbation des pièces de production (PPAP) niveaux 3 et 4
- Certifications de matériaux incluant les données d'analyse par spectromètre
- Documentation des propriétés mécaniques avec méthodologie de test
- dossiers d'essais d'exposition environnementale
- vérification du protocole de prévention de la fragilisation par l'hydrogène
- Système de spectroscopie d'émission optique AMETEK
- Technologie de numérisation laser tridimensionnelle
- Tri optique automatisé (inspection de débit 100%)
- Équipement d'essai mécanique universel
- Essais de dureté multi-échelles (Rockwell/Vickers/Brinell)
- Mesure de précision des filetages et comparaison optique
- Machine à mesurer tridimensionnelle (résolution de 1 micron)
Concevoir votre composant pour réussir le forgeage à froid
L'équipe technique de KeyFixPro propose une évaluation de la conception pour la fabrication (DFM) :
- Limite de déplacement: 3:1 maximum (diamètre formé par rapport au fil d'alimentation)
- Exigence d'épaisseur: Diamètre minimal de 0,4 fois le diamètre d'origine du fil
- Spécifications du rayon d'angle: 0,1 fois le diamètre du fil minimum pour éviter la rupture du matériau
- Géométrie de transitionUn filet lisse sous la tête élimine la concentration des tensions
- Limite de profondeur encastrée: Diamètre maximal de la tête : 0,3 fois le diamètre de la tête pour une stabilité optimale des motifs
- Réduction par station: 40% Diminution maximale du diamètre en une seule opération
- Profil de transition: Une variation progressive du diamètre empêche les défauts de pliage
- Limites du rapport d'aspectDes rapports longueur/diamètre jusqu'à 6:1 sont possibles.
- dimensionnement des ébauches de filCalculé en tenant compte de la classe de fil et de la marge de finition
- Motifs de surfaceLes moletages et les dentelures doivent être compatibles avec les capacités de formage à froid.
- Indice de formabilitéSpécifiez les alliages classés “ excellents ” ou “ bons ” pour le travail à froid.
- limitation du carboneMaintenir une teneur en carbone inférieure à 0,35% pour un déplacement optimal
- Écrouissage: Considérer la dureté après formage par rapport à l'état initial du fil
- Spécifications de qualité du fil: Une surface sans défaut est nécessaire pour des résultats de formage propres.
- planification du traitement thermique: Programmer le forgeage à froid avant les opérations de trempe
Capacités de production de frappe à froid de KeyFix
Paramètre | Plage de capacités | Avantages des applications personnalisées |
Diamètre du fil | 2 mm – 30 mm | Gamme de fixations M2 à M30 |
Stations de formation | 2 à 6 opérations séquentielles | Adaptation à la complexité progressive |
Rapport de perturbation maximum | Déplacement 3:1 | Capacité de géométrie de grande taille |
Fréquence de cycle | 200 à 400 terminés par minute | Efficacité économique à grand volume |
Réalisation de la tolérance | Répétabilité de ±0,01 mm | Contrôle des dimensions critiques |
Qualité de surface | Ra 1,6 μm typique | Exigences minimales de finition |
Efficacité matérielle | Utilisation du 95-98% | économie de l'élimination des déchets |
Amélioration de la force | 40-60% vs usiné | Microstructure écrouie |
Capacité de longueur | 300 mm maximum | Production étendue d'ébauches de fixations |
Échelle de production | 1 000 à plus d'un million d'unités | Flexibilité de volume évolutive |
Composants sur mesure à frappe à froid pour diverses applications
Ensembles de transmission, fixations de châssis, systèmes de montage de roues, composants de freinage
Éléments de fixation structurels de l'aéronef, composants du système de propulsion, fixations critiques pour la sécurité des vols
Assemblages à ossature métallique, systèmes d'ancrage de fondation, ensembles parasismiques
Ensembles de brides de tour, mécanismes de calage des pales, éléments de structure de nacelle
Systèmes de montage sur rails, ensembles de matériel roulant, matériel d'isolation des vibrations
Systèmes de montage d'équipements, connexions haute charge, fabrication de composants de rechange
Raccords à brides de canalisation, équipements de forage, fixations résistantes aux produits chimiques
Ensembles d'instruments, matériel de fixation implantable, matériaux biocompatibles