KeyFixPro trasforma il filo grezzo in componenti di fissaggio ad altissima resistenza attraverso processi di stampaggio a freddo di precisione. La nostra tecnologia di formatura a temperatura ambiente raggiunge proprietà meccaniche 40-60% superiori a quelle delle lavorazioni meccaniche convenzionali, eliminando al contempo gli sprechi di materiale.
Padronanza dello stampaggio a freddo per componenti personalizzati
Quando le prestazioni dei dispositivi di fissaggio non possono essere compromesse, la stampaggio a freddo offre risultati impossibili da ottenere con la produzione tradizionale. KeyFixPro è specializzata in questo processo di stampaggio di precisione del metallo, che rimodella il filo tramite compressione controllata anziché asportando materiale, creando componenti con caratteristiche di resistenza e costanza dimensionale straordinarie.
Il metodo Cold Heading spiegato
La stampaggio a freddo è una sofisticata tecnica di deformazione del metallo in cui il filo cilindrico è sottoposto a una pressione localizzata estrema a temperatura ambiente. Grazie al sistema di stampaggio sequenziale di KeyFixPro, il materiale fluisce in forme progressivamente complesse, creando teste di bulloni, transizioni di spallamento e caratteristiche specifiche, senza tagliare, fondere o generare trucioli di scarto.
Sequenza di produzione:
Attrezzature di produzione:
- Intestazioni progressive: Disponibili configurazioni da 2 a 6 stazioni
- Capacità dimensionale dei componenti: diametri grezzi da 2 mm a 30 mm
- Capacità di spostamento: Rapporto massimo 3:1 (testa formata rispetto al filo originale)
- Velocità di trasmissione: da 200 a 400 pezzi finiti al minuto
- Realizzazione di precisione: Ripetibilità di ±01 mm sulle dimensioni specificate
- Qualità della superficie: Ra 1,6μm tipico senza lucidatura secondaria
Capacità di formazione:
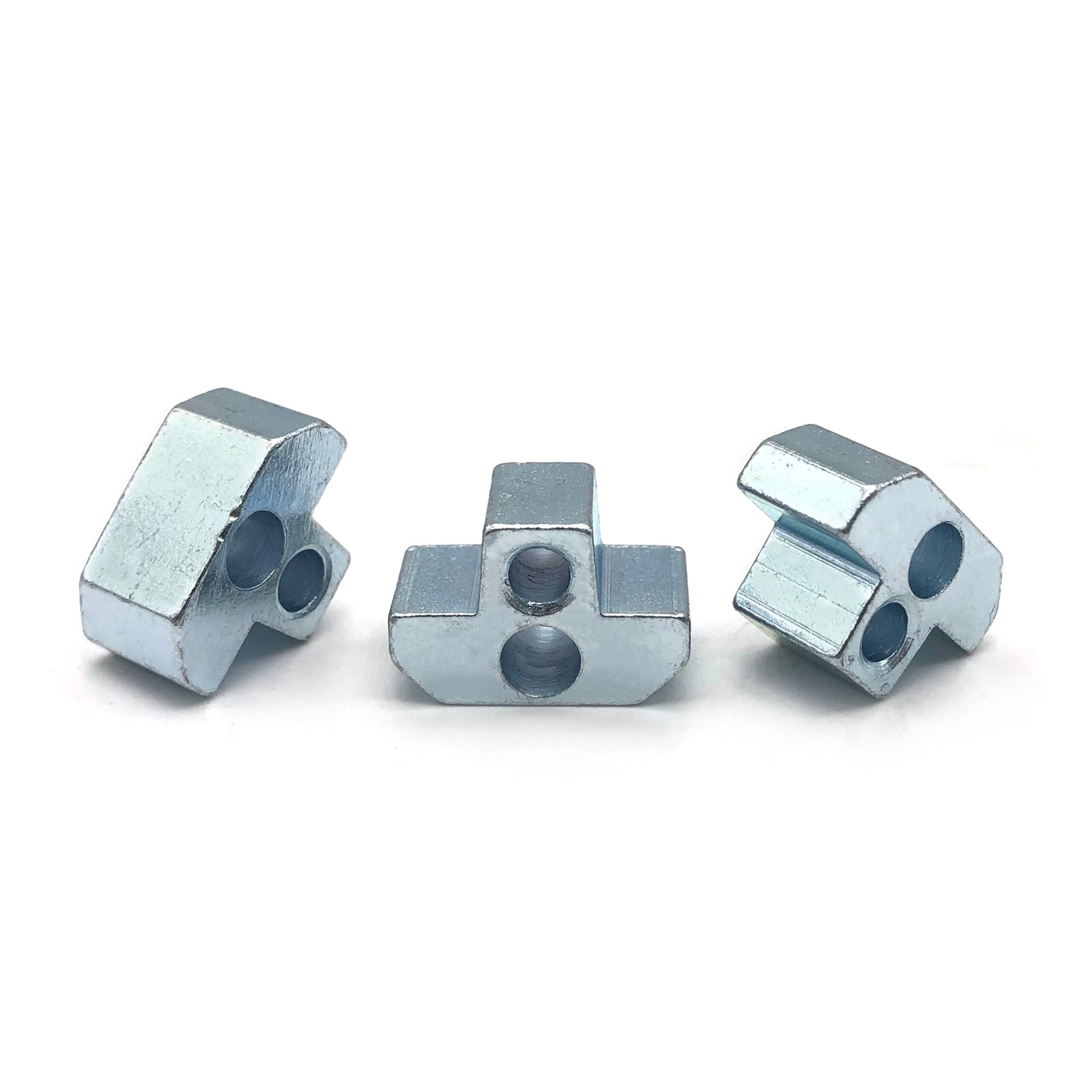
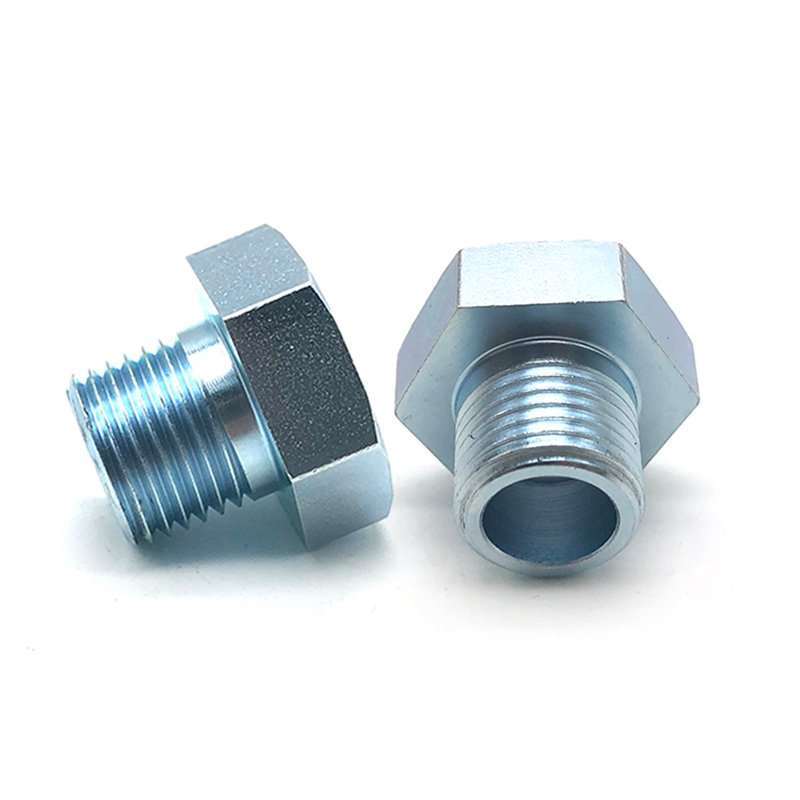
- Profili standard: Configurazioni esagonali, quadrate, cilindriche e flangiate
- Disegni intricati: Teste multistrato, scanalature di scarico, conicità di transizione
- Gestione del diametro: Creazione di spalle di precisione per assemblaggi specializzati
- Preparazione del filo: Dimensionamento ottimizzato del grezzo per le successive operazioni di laminazione
- Incavi di guida: Modelli di ingaggio a sei lobi, cruciformi e proprietari
- Caratteristiche dell'identità: Goffratura del logo e marcature del produttore
Competenza nei materiali per la formatura a freddo
Gradi di acciaio – Contenuto di carbonio ottimizzato:
- Formulazioni delicate: gradi 1008, 1010, 1018 (caratteristiche di spostamento superiori)
- Forza moderata: specifiche 1035, 1045 (prestazioni bilanciate con lavorabilità)
- Leghe ad alte prestazioni: gradi 4140, 4340, 8620 (applicazioni di carico impegnative)
- Sensibile al calore: Classe 10.9, 12.9 ottenuta tramite trattamento termico post-formatura
Acciaio inossidabile resistente alla corrosione:
- famiglia austenitica: 304, 316, 18-8 composizioni (priorità di resistenza chimica)
- Tipi martensitici: gradi 410, 416 (proprietà magnetiche, trattabili termicamente)
- Varianti di indurimento: 17-4 PH, 15-5 PH (prestazioni di livello aerospaziale)
Metalli leggeri e conduttivi:
- Serie in alluminio: 2024, leghe 6061 (applicazioni critiche per il peso)
- Composizioni di ottoni: C260, C360 (requisiti di conduttività elettrica)
- Rame puro: Grado C110 (elementi di fissaggio a massima conduttività)
- gradi di titanio: Grado 2, Grado 5 (settori biomedico e aerospaziale)
Leghe per ambienti estremi:
- Superleghe di nichel: Inconel 600, 718 (servizio a temperatura elevata)
- Nichel-rame: Monel 400, K500 (resistenza alla corrosione marina)
- Nichel-molibdeno: Hastelloy C-276 (esposizione a sostanze chimiche aggressive)
Vantaggi meccanici dello spostamento a freddo
La stampaggio a freddo genera componenti incruditi con allineamento ininterrotto delle venature:
- Aumento della capacità di trazione: 40-60% maggiore resistenza ultima rispetto ai metodi di asportazione di truciolo
- Resistenza al carico ciclico: I modelli di grana continua resistono alla nucleazione delle cricche da fatica
- Resistenza del materiale: La deformazione controllata mantiene la capacità di assorbimento degli urti
- Tolleranza agli urti: La microstruttura omogenea elimina i fattori di stress interni
- Uniformità del lotto: Parametri di formatura identici garantiscono la coerenza delle proprietà
- Conversione dei materiali: 95-98% del filo di ingresso diventa prodotto finito
- Eliminazione dei rifiuti: Nessuna generazione di trucioli che richiede raccolta e smaltimento
- Economia delle materie prime: Vantaggi del prezzo delle bobine di filo rispetto alle barre
- Velocità di produzione: Velocità di produzione 50-200 volte più veloci della lavorazione sottrattiva
- Profilo energetico: Elimina il consumo del mandrino ad alta velocità e del sistema di raffreddamento
- Senza segni di utensili: Le superfici stampate a stampo presentano una levigatezza superiore
- Strato superficiale compressivo: Lo spostamento crea uno stress residuo benefico
- Senza contaminazione: Nessun residuo di fluido da taglio che richiede pulizia
- Ripetibilità: Ra 1,6μm mantenuto per l'intera produzione
Applicazioni personalizzate in tutti i settori
- Componenti del gruppo propulsore: Steli a diametro variabile che consentono l'ottimizzazione del peso
- Hardware di sospensione: Geometria seghettata sottotesta che garantisce l'autoritenuta
- Gruppi frenanti: Design integrati di rondelle e flange che riducono al minimo il numero di parti
- Elementi di fissaggio della trasmissione: Profili complessi che ospitano zone ad accesso limitato
- Attacchi della cellula: Configurazioni a testa piana con requisiti di tolleranza rigorosi
- Connessioni ad alto stress: Selezioni di leghe premium con flusso di grana migliorato
- Hardware della turbina: Grezzi Inconel resistenti ai cicli termici
- Componenti critici di massa: Stampaggio a freddo del titanio per la riduzione del peso
- Collegamenti strutturali: Profili esagonali pesanti per l'assemblaggio di strutture in acciaio
- Sistemi di fondazione: Teste di grandi dimensioni per applicazioni di ancoraggio nel calcestruzzo
- Elementi di fissaggio curvi: Configurazioni a U formate da filo continuo
- Ferramenta di sollevamento: Progetti di occhi a circuito chiuso creati tramite sequenze multi-stazione
- Elementi di fissaggio in miniatura: Componenti in scala M2-M3 per assemblaggi elettronici
- Impianti ortopedici: Hardware di fissaggio osseo in titanio biocompatibile
- Terminali elettrici: Connettori in rame ottimizzati per la conduttività
- Schermatura EMI: Gruppi con testa zigrinata in ottone per contenimento elettromagnetico
Integrazione completa della produzione
- Conferma della composizione: La spettroscopia AMETEK convalida le specifiche chimiche
- Caratterizzazione meccanica: I test di trazione e duttilità garantiscono la formabilità
- Valutazione della superficie: L'ispezione visiva e dimensionale conferma che il filo è privo di difetti
- Coerenza del diametro: Il campionamento statistico verifica la sezione trasversale uniforme
- Modellazione sequenziale: La compressione multi-stazione consente di ottenere la geometria finale del grezzo
- Monitoraggio in tempo reale: Verifica dimensionale durante la produzione attiva
- Prevenzione della contaminazione: I sistemi di trasferimento automatizzati mantengono l'integrità della superficie
- Uscita ad alto volume: 200-400 spazi vuoti completati ogni 60 secondi
- Filettatura di spostamento: I profili filettati laminati superano la resistenza del filetto tagliato di 30%
- Precisione dimensionale: Precisione del passo e controllo del diametro costanti
- Indurimento superficiale: L'operazione di laminazione migliora la resistenza all'usura e al grippaggio
- Continuità del flusso del grano: Microstruttura ininterrotta in tutta la regione filettata
- Miglioramento della forza: I cicli di tempra e rinvenimento raggiungono proprietà di Classe 10.9, 12.9
- Normalizzazione dello stress: Il trattamento termico allevia le sollecitazioni interne indotte dalla formatura
- Indurimento superficiale: Cementazione o nitrurazione per applicazioni critiche in termini di usura
- Controllo dell'atmosfera: L'ambiente protettivo previene il degrado della superficie
- Zinco elettrolitico: Protezione contro la corrosione sacrificale con opzioni di aspetto
- Lega di zinco-nichel: Prestazioni superiori in caso di esposizione alla nebbia salina nel settore automobilistico
- Sistemi DACROMET: Resistenza alla corrosione estesa superiore a 1000 ore di test
- Rivestimenti di conversione: Preparazione fosfatica per una migliore adesione della vernice
- Passivazione chimica: Trattamento superficiale in acciaio inossidabile per la massima immunità alla corrosione
- Ispezione del sistema di visione: L'ordinamento automatico 100% identifica eventuali anomalie superficiali
- Scansione tridimensionale: Profili di testa complessi verificati rispetto ai modelli di progettazione
- Campionamento delle proprietà meccaniche: I test statistici di trazione confermano i requisiti di resistenza
- Funzionalità del thread: La misurazione Go/No-Go convalida le caratteristiche di coinvolgimento
- Misurazione di precisione: Verifica CMM delle dimensioni critiche a ±0,005
Sistemi di qualità e conformità
- Sistemi di gestione della qualità ISO 9001:2015
- Standard del sistema di qualità automobilistico IATF 16949
- Gestione della qualità aerospaziale AS9100D
- Reporting completo della First Article Inspection (FAI)
- Processo di approvazione delle parti di produzione (PPAP) Livello 3 e 4
- Certificazioni dei materiali, inclusi i dati di analisi dello spettrometro
- Documentazione delle proprietà meccaniche con metodologia di prova
- Registri dei test di esposizione ambientale
- Verifica del protocollo di prevenzione dell'infragilimento da idrogeno
- Sistema di spettroscopia di emissione ottica AMETEK
- Tecnologia di scansione laser tridimensionale
- Selezione ottica automatizzata (ispezione di produttività 100%)
- Attrezzatura universale per prove meccaniche
- Prove di durezza multiscala (Rockwell/Vickers/Brinell)
- Misurazione di precisione delle filettature e confronto ottico
- Macchina di misura a coordinate (risoluzione 1 micron)
Progettare il componente per il successo dello stampaggio a freddo
Il team tecnico di KeyFixPro fornisce una valutazione di progettazione per la producibilità (DFM):
- Limite di spostamento: 3:1 massimo (diametro formato rispetto al filo)
- Requisito di spessore: Diametro minimo del filo originale 0,4×
- Specifica del raggio d'angolo: Il diametro minimo del filo 0,1× previene la frattura del materiale
- Geometria di transizione: Il raccordo liscio sottotesta elimina la concentrazione di stress
- Limitazione della profondità di incasso: Diametro massimo della testa 0,3× per la stabilità delle caratteristiche
- Riduzione per stazione: 40% riduzione massima del diametro in una singola operazione
- Profilo di transizione: La variazione graduale del diametro previene i difetti di piegatura
- Limiti del rapporto d'aspetto: Rapporti lunghezza-diametro fino a 6:1 ottenibili
- Dimensionamento del filo grezzo: Calcolato considerando la classe di filettatura e la tolleranza di finitura
- Modelli di superficie: Le zigrinature e le dentellature devono essere conformi alle capacità di formatura a freddo
- Valutazione della formabilità: Specificare le leghe classificate “eccellenti” o “buone” per lavorazione a freddo
- Limitazione del carbonio: Mantenere al di sotto di 0,35% di carbonio per uno spostamento ottimale
- Incrudimento: Considerare la durezza post-formatura rispetto allo stato iniziale del filo
- Specifiche di qualità del filo: Richiede una superficie priva di difetti per risultati di formatura puliti
- Pianificazione del trattamento termico: Programmare la stampaggio a freddo prima delle operazioni di tempra
Capacità di produzione di stampaggio a freddo KeyFix
Parametro | Gamma di capacità | Vantaggi dell'applicazione personalizzata |
Diametro del filo | 2 mm – 30 mm | Gamma di elementi di fissaggio da M2 a M30 |
Stazioni di formatura | 2-6 operazioni sequenziali | Accomodamento della complessità progressiva |
Rapporto di ribaltamento massimo | spostamento 3:1 | Capacità di geometria della testa di grandi dimensioni |
Tasso di ciclo | 200-400 completati/minuto | Efficienza economica ad alto volume |
Raggiungimento della tolleranza | Ripetibilità ±0,01 mm | Controllo delle dimensioni critiche |
Qualità della superficie | Ra 1,6μm tipico | Requisito minimo di finitura |
Efficienza dei materiali | Utilizzo 95-98% | Economia dell'eliminazione dei rifiuti |
Miglioramento della forza | 40-60% vs lavorato | Microstruttura incrudita |
Capacità di lunghezza | 300 mm massimo | Produzione estesa di elementi di fissaggio grezzi |
Scala di produzione | 1.000 – 1 milione+ unità | Flessibilità del volume scalabile |
Componenti stampati a freddo personalizzati per tutte le applicazioni
Gruppi motopropulsori, collegamenti del telaio, sistemi di montaggio delle ruote, componenti frenanti
Fissaggi strutturali degli aeromobili, hardware del sistema di propulsione, elementi di fissaggio critici per la sicurezza del volo
Collegamenti di strutture in acciaio, sistemi di ancoraggio delle fondamenta, assemblaggi antisismici
Gruppi flangia torre, meccanismi di inclinazione delle pale, componenti strutturali della navicella
Sistemi di montaggio dei binari, gruppi di materiale rotabile, hardware di isolamento dalle vibrazioni
Sistemi di montaggio delle apparecchiature, collegamenti ad alto carico, produzione di componenti di ricambio
Raccordi flangiati per condotte, attrezzature di perforazione, elementi di fissaggio resistenti agli agenti chimici
Gruppi di strumenti, hardware di fissaggio impiantabile, materiali biocompatibili