Choisir un Boulon à bride sur mesure de classe 12.9 fabricant Il s'agit d'une tout autre discussion que celle qui porte sur l'achat de matériel informatique standard de niveau 8.8 ou 10.9. Le niveau 12.9 se situe au sommet de la hiérarchie. Au sommet de l'échelle de résistance ISO 898-1 : résistance à la traction minimale de 1 220 MPa, limite d'élasticité minimale de 1 080 MPa, et une dureté de 39 à 44 HRC. Cette résistance comporte des risques réels : fragilisation par l’hydrogène, rupture fragile et contraintes importantes sur les plages de traitement thermique. Ce guide fournit aux ingénieurs et responsables des achats des équipementiers les spécifications, les critères de qualification des fournisseurs et les critères de traitement de surface nécessaires avant de lancer un appel d’offres.
En bref — Points clés à retenir
- La norme ISO 898-1 exige un niveau 12.9. résistance à la traction minimale de 1 220 MPa, limite d’élasticité de 1 080 MPa et dureté à cœur de 39 à 44 HRC.
- La norme DIN 6921 définit les dimensions des boulons à bride hexagonale métriques ; il convient de l'associer à la norme ISO 898-1 pour la classe mécanique sur le dessin.
- L'acier de nuance 12.9 est très sensible à la fragilisation par l'hydrogène au-dessus de cette température. 39 HRC — de nombreuses spécifications automobiles interdisent le zinc électroplaqué sur les boulons de 12,9 pouces.
- Les finitions sécuritaires pour le niveau 12.9 comprennent Dacromet, zinc-nickel (12–16% Ni) et zingage mécanique.
- Qualifier tout fabricant de boulons à bride personnalisés de grade 12.9 sur la norme IATF 16949, capacité PPAP complète et cuisson documentée selon la norme ISO 4042.
Qu'est-ce qui définit un boulon à bride sur mesure de grade 12.9 ?
Un boulon à bride sur mesure de classe 12.9 est un Élément de fixation en acier allié à teneur moyenne en carbone (généralement SCM435, 35CrMo ou AISI 4140) trempé et revenu pour atteindre l'enveloppe de la classe de propriété 12.9 de la norme ISO 898-1. La “ bride ” est une rondelle intégrée située sous la tête qui répartit la charge de serrage et élimine une rondelle séparée dans le joint.
Le "“coutume” Pièce » signifie généralement des modifications que le catalogue ne peut pas fournir : longueurs non standard, hauteurs de tête spéciales, dessous de bride dentelés, spécifications de filetage modifiées (M8×1,0 fin au lieu de 1,25 grossier), trous de fil de verrouillage percés dans la tige ou marquages de tête propriétaires.
| Propriété | Spécification de niveau 12.9 (ISO 898-1) |
|---|---|
| résistance à la traction minimale | 1 220 MPa (177 000 psi) |
| Limite d'élasticité minimale (0,2% proof) | 1 080 MPa (157 000 psi) |
| Dureté du noyau | 39–44 HRC (385–435 HV) |
| matériau typique | Acier allié : Cr ≥ 0,30%, Ni ≥ 0,30%, Mo ≥ 0,20%, V ≥ 0,10% |
| Traitement thermique | Trempé et revenu |
| Marquage | “ 12.9 ” estampillé sur la tête |
Les tableaux complets des propriétés mécaniques sont publiés dans ISO 898-1:2013, auxquels la plupart des publications sur l'automobile et les machines font directement référence.
Quoi Normes Un fabricant de boulons à bride de classe 12.9 devrait-il tenir sa promesse ?
Trois normes sous-tendent le système qualité. La norme ISO 898-1 régit les propriétés mécaniques du boulon. La norme DIN 6921 régit la géométrie de la tête de bride. La norme IATF 16949 régit le système de management de la qualité du fournisseur. pour les programmes automobiles.
📋 Conseil technique : Une désignation complète pour un boulon à bride de classe 12.9 sur votre dessin se présente comme suit : “ M10×1,5×40, DIN 6921, classe de propriété 12.9 selon ISO 898-1, Zn-Ni 8 μm selon ISO 19598, cuit selon ISO 4042 ”. Toute autre désignation laisse place à l’interprétation du fournisseur.
Pour les programmes des équipementiers automobiles de rang 1 et 2, la norme IATF 16949 est incontournable. Elle encadre les soumissions PPAP, les déclarations de matériaux IMDS, la documentation AMDEC et les données SPC exigées par l'équipe qualité de votre client. La norme ISO 9001 seule ne suffit pas pour les pièces de production d'un véhicule en série.
Pour les travaux liés à l'énergie éolienne, à l'aérospatiale et aux équipements sous pression, des normes supplémentaires telles que EN 14399 (boulonnage structurel précontraint) ou NORSOK M-501 peut s'appliquer en plus de la norme ISO 898-1.
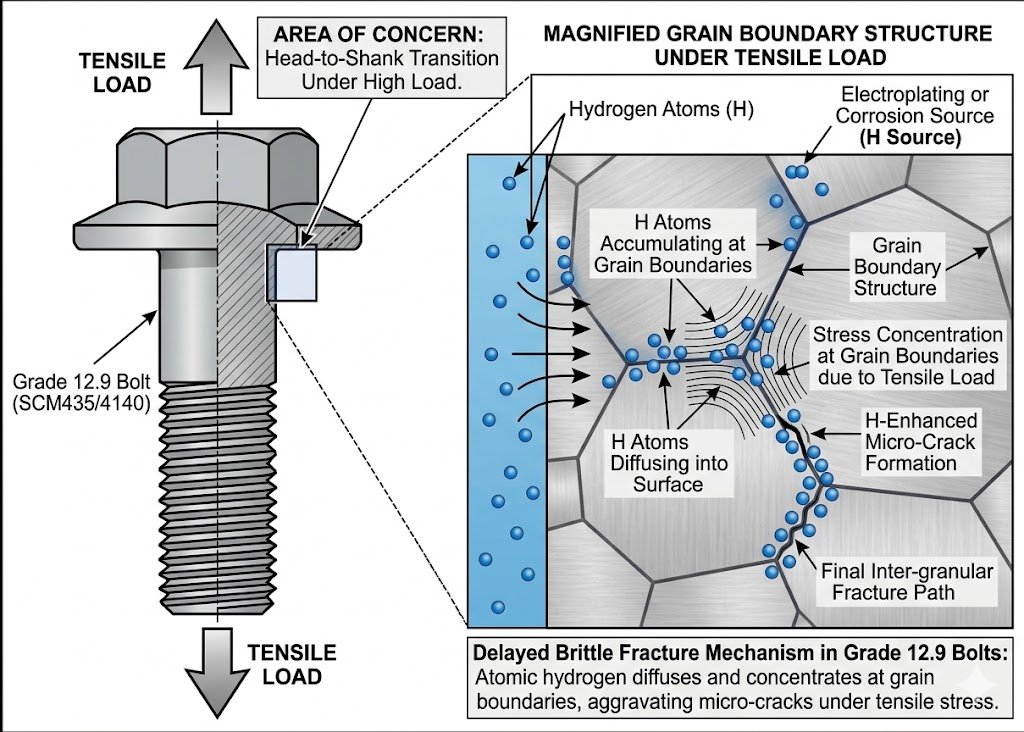
Pourquoi la fragilisation par l'hydrogène est-elle le risque #1 pour les boulons de classe 12.9 ?
La fragilisation par l'hydrogène est le mode de défaillance le plus courant pour les boulons de classe 12.9, et tout fabricant sérieux conçoit ses produits en tenant compte de ce principe, depuis les matières premières jusqu'à l'emballage final.
Voici le mécanisme. L'hydrogène atomique, introduit lors du décapage acide ou de la galvanoplastie, diffuse dans l'acier et se concentre aux joints de grains. Sous contrainte de traction, il déclenche… rupture fragile retardée — parfois des heures, parfois des semaines après l'installation, sans aucun avertissement visible.
La sensibilité est proportionnelle à la dureté. En dessous de 35 HRC, le risque est faible. Entre 35 et 39 HRC, il devient réel. Au-dessus de 39 HRC — valeur correspondant précisément à la classe 12.9 —, il s'agit d'une contrainte de conception majeure. C'est pourquoi certaines spécifications automobiles l'imposent explicitement. Interdire le zingage électrolytique sur les fixations de classe 12.9 et nécessitent des finitions alternatives.
⚠️ Piège courant : Spécifier “ zingué ” sur un plan de classe 12.9 sans préciser de cuisson de dégazage à l'hydrogène conduit à des pièces conformes aux tests de brouillard salin et aux contrôles dimensionnels, mais défectueuses sur le terrain 2 à 6 semaines après l'assemblage. Il est impératif de toujours spécifier les paramètres de cuisson ISO 4042 (généralement : 190–230 °C pendant 4 à 24 heures dans les 4 heures suivant le dépôt), ou opter pour une finition non fragilisante.
Quels traitements de surface sont sans danger pour les boulons à bride sur mesure de classe 12.9 ?
Les finitions sûres pour le grade 12.9 sont celles qui évitent soit l'introduction d'hydrogène atomique, soit sont très perméables afin que tout hydrogène absorbé puisse s'échapper avant que la pièce ne soit chargée.
| Traitement de surface | Risque lié à l'hydrogène | Performance au brouillard salin | Cas d'utilisation typique |
|---|---|---|---|
| Dacromet (paillettes de zinc-aluminium) | Aucun — ni décapage à l'acide, ni électroplacage | 480 à 1 000 heures avant l’apparition de la rouille rouge | Châssis automobile, batterie pour véhicule électrique |
| galvanoplastie zinc-nickel (12–16% Ni) | Faible — La couche de Ni est perméable à l'hydrogène | Plus de 720 heures avant l'apparition de la rouille rouge | Sous le capot, haute température |
| zingage mécanique | Aucun — impact mécanique, pas d'électrolyse | 240 à 500 heures avant l'apparition de la rouille rouge | Construction, industrie |
| galvanisation à chaud | Généralement évité sur 12,9 (risque d'hydrogène thermique) | Plus de 1 000 heures | Énergie éolienne (10,9 privilégiée) |
| galvanoplastie standard au zinc | Élevé — généralement déconseillé | 96 à 240 heures | À éviter le 12.9 |
| Phosphate + huile | Aucun | <96 h (dépendant de l'huile) | Pièces internes du moteur, assemblage à sec |
Si vous recherchez un plateau de batterie pour véhicule électrique ou un groupe motopropulseur électrique, Le Dacromet ou le zinc-nickel sont les choix par défaut Les deux solutions offrent une protection contre la corrosion et permettent de contourner le problème de l'hydrogène. Pour les applications sous capot à sec, l'utilisation d'une huile phosphatée à friction modifiée est courante, car la constance du couple de serrage est plus importante que la résistance aux embruns salins.
🔧 Keyfix en pratique: Tous les boulons à bride de classe 12.9 produits chez Keyfix sont cuits selon la norme ISO 4042 dans les 4 heures suivant le placage lorsqu'une finition électroplaquée est spécifiée, et nous effectuons des tests de charge soutenue sur barre entaillée selon la norme ASTM F606 sur les lots de production pour vérifier que la cuisson a fonctionné.
Besoin d'aide pour vous décider ? Envoyez votre dessin aux ingénieurs de Keyfix et nous examinerons les spécifications de vos boulons à bride de grade 12.9, signalerons tout risque de fragilisation par l'hydrogène et vous fournirons un devis pour les matériaux, la finition et le PPAP — généralement sous 48 heures.
Comment qualifier un fabricant de boulons à bride sur mesure de classe 12.9 ?
La qualification d'un fabricant de boulons à bride sur mesure de grade 12.9 se résume à quatre capacités documentées : contrôle du traitement thermique, discipline en matière de placage et de cuisson, tests internes et traçabilité.
Le traitement thermique est à l'origine de la plupart des défaillances des aciers de nuance 12.9. Le fournisseur doit disposer d'un four de trempe et de revenu continu en ligne avec contrôle d'atmosphère calibré, ainsi que d'une cartographie de la dureté à cœur et en surface pour chaque lot. Une dureté superficielle supérieure à 435 HV est un critère de rejet selon la norme ISO 898-1., point final.
Le deuxième critère de sélection est la rigueur du processus de galvanoplastie et de cuisson. Demandez le schéma de fabrication du galvanoplaste, les relevés des thermocouples du four de cuisson et le délai entre la galvanoplastie et la cuisson. Si le galvanoplastie est sous-traitée, demandez si la cuisson est effectuée en interne ou chez le galvanoplaste, et comment cela est vérifié.
Les tests internes devraient couvrir Essais de traction selon la norme ISO 898-1, dureté sur chaque lot, contrôle de la conformité du filetage, vérification dimensionnelle et inspection de surface par tri optique.. Pour les travaux PPAP automobiles, ajoutez des données SPC sur les caractéristiques critiques et une attente Cpk ≥ 1,33.
La traçabilité est le dernier filtre : chaque lot de classe 12.9 doit être traçable depuis le boulon fini jusqu’au numéro de coulée du fil et au rapport d’essai de 3,1 mill. Keyfix assure cette traçabilité au niveau du lot. IATF 16949, avec documentation délivrée lors de l'expédition.
[SUGGESTION D'IMAGE : Un ingénieur qualité utilise un testeur de dureté sur un boulon de classe 12.9 avec le rapport d'essai en usine visible à l'écran, texte alternatif “ Vérification de la dureté d'un boulon à bride de classe 12.9 chez un fournisseur IATF 16949 ”]
Quand faut-il spécifier la classe 12.9 plutôt que la classe 10.9 pour les boulons à bride ?
Par défaut 10e année, 9e année sauf si votre analyse d'assemblage nécessite réellement une force de serrage supplémentaire. Une charge de 12,9 mm vous permet d'obtenir environ 17% présente une résistance à la traction supérieure à 10,9 (1 220 contre 1 040 MPa), mais vous le payez en termes de fragilité, de restrictions de traitement de surface et de frais généraux liés à la qualification des fournisseurs.
| Application | Classe recommandée |
|---|---|
| Collier de serrage de batterie de véhicule électrique, joints de carrosserie | 10,9 (parfois 8,8) |
| chapeaux de paliers principaux du moteur, boulons de bielle | 12.9 |
| Brides hydrauliques haute pression | 10,9 ou 12,9 |
| bride de tour d'éolienne | 8,8 ou 10,9 (12,9 généralement évité) |
| Robotique / broche de machine-outil | 12.9 |
| Châssis automobile général | 8,8 ou 10,9 |
💡 Note de l'ingénieur : Pour les structures de support des éoliennes, la norme DNVGL-ST-0126 limite la classe de propriété des boulons à 10,9 précisément parce que la dureté plus élevée de 12,9 ne convient pas à une exposition prolongée à la corrosion extérieure et au risque d'hydrogène.
Foire aux questions
Quelle est la quantité minimale de commande (MOQ) typique pour les boulons à bride de classe 12.9 sur mesure ?
Pour la production par frappe à froid, les quantités minimales de commande (QMC) débutent généralement entre 5 000 et 10 000 pièces en raison de l'amortissement de l'outillage. Pour les prototypes usinés CNC ou les échantillons en petite série, les QMC peuvent être réduites à 100-500 pièces. Keyfix propose des échantillons en faible QMC pour la validation de la conception, puis transforme les pièces qualifiées en pièces de série par frappe à froid et roulage de filetage, avec soumission PPAP complète.
Quel est le délai de livraison pour un nouveau programme de boulons à bride sur mesure de grade 12.9 ?
La fabrication de nouveaux outillages pour les boulons à bride de classe 12.9 forgés à froid nécessite un délai de 4 à 8 semaines, auquel s'ajoutent 2 à 3 semaines pour la validation du traitement thermique, la qualification du placage et les échantillons PPAP. La première livraison intervient généralement entre la 10e et la 14e semaine. Les commandes suivantes sont traitées par cycles de 4 à 6 semaines, selon la capacité du sous-traitant de placage.
Quelle documentation accompagne les boulons ?
La documentation standard comprend un rapport d'essai en usine 3.1 sur le fil, les résultats des essais de dureté et de traction selon la norme ISO 898-1, les rapports de contrôle dimensionnel, les mesures d'épaisseur du placage et un certificat de conformité. Pour les programmes automobiles, des dossiers PPAP de niveau 3 complets, incluant l'AMDEC, le plan de contrôle, l'analyse de sécurité des matériaux (MSA) et la soumission de l'IMDS, sont disponibles sur demande.
Pouvez-vous fournir des boulons à bride de classe 12.9 avec marquages de tête personnalisés ?
Oui. Les marquages personnalisés (logos OEM, identifiants de référence, codes de lot ou marques de fournisseur) sont ajoutés par poinçonnage à la station de frappe à froid. La profondeur et la netteté du marquage sont conservées après traitement thermique et placage. L'outillage de gravure représente un faible coût initial, mais n'entraîne aucun surcoût par pièce une fois amorti.
Quels traitements de surface recommandez-vous pour le Grade 12.9 ?
Pour les applications résistantes à la corrosion, privilégiez le Dacromet ou le zinc-nickel, et pour l'assemblage moteur sous capot à sec, un traitement phosphaté à l'huile. Évitez la galvanisation à chaud standard sur l'acier de nuance 12.9, sauf si une cuisson conforme à la norme ISO 4042 est prévue dans le processus. Pour les applications éoliennes et structurelles, la galvanisation à chaud nécessite une évaluation minutieuse et est généralement réservée à l'acier de nuance 10.9.
Acceptez-vous les Incoterms autres que FOB ?
Oui, le FOB est l'incoterm par défaut, mais le CIF et le DDP sont également disponibles. Pour les clients de premier plan utilisant la livraison juste-à-temps, Keyfix propose des solutions de stockage en consignation et d'entreposage sous douane dans les principaux ports d'Amérique du Nord et d'Europe. Les emballages d'exportation incluent de série des doublures anticorrosion VCI pour les expéditions de classe 12.9.
Envoyez votre dessin ou échantillon à L'équipe d'ingénierie de Keyfix Pour une analyse DFM, un devis et un plan PPAP sous 48 heures, nous confirmerons le matériau, la géométrie de la tête, le circuit de traitement thermique et le traitement de surface adapté à votre environnement d'utilisation, afin que le boulon livré corresponde parfaitement à l'assemblage que vous avez conçu.