Introduzione: Il peso strategico della selezione dei fornitori
La scelta del giusto produttore di componenti lavorati a macchina per l'industria automobilistica è una delle decisioni di approvvigionamento più critiche che un team di sviluppo veicoli si trova ad affrontare. I componenti lavorati a macchina – boccole tornite di precisione, corpi valvola, alloggiamenti per sensori, inserti filettati, alberi di accoppiamento e centinaia di altre geometrie rotanti – rappresentano una quota sostanziale dell'hardware funzionale all'interno di ogni veicolo moderno. Una singola deviazione dimensionale di 0,02 mm sul foro di un pistone di una pinza freno o su un raccordo del rail del carburante può innescare blocchi dell'assemblaggio, campagne di garanzia e danni alla reputazione misurabili in milioni di dollari.
Tuttavia, la valutazione dei fornitori di componenti automobilistici lavorati a macchina tramite tornitura continua a essere un argomento poco trattato. La maggior parte delle linee guida pubblicate si concentra su processi di lavorazione generici o su ampie teorie di gestione dei fornitori, lasciando gli addetti agli acquisti privi di una metodologia strutturata e tecnicamente fondata per confrontare un produttore di componenti lavorati a macchina per l'industria automobilistica con un altro. Questa guida colma tale lacuna.
Le sezioni seguenti presentano un quadro di valutazione quantitativo che abbraccia nove dimensioni decisionali, dalle metriche di capacità di processo e audit delle attrezzature alla modellazione logistica e al costo totale di proprietà, supportato da tabelle di dati di riferimento che trasformano le impressioni soggettive sui fornitori in criteri oggettivi e valutabili. Sia che si tratti di approvvigionarsi da un singolo programma di boccole ad alto volume o di consolidare la propria base di fornitori di componenti torniti per diverse piattaforme veicolari, questa metodologia affinerà il processo di selezione e ridurrà i rischi a valle.
Dimensione 1: Portafoglio attrezzature e Capacità di lavorazione
Il primo indicatore per valutare se un candidato sia un produttore serio di componenti lavorati a macchina per l'industria automobilistica è il parco macchine installato. Il tipo di macchina, il numero di assi, la capacità di lavorazione delle barre e la configurazione del mandrino determinano direttamente quali famiglie di componenti un impianto può produrre e con quale livello di precisione.

| Categoria di attrezzature | Configurazione degli assi | Capacità tipiche dei bar | Tolleranza raggiungibile | Famiglie di componenti più adatte |
|---|---|---|---|---|
| Tornio CNC a mandrino singolo | 2 assi (X, Z) | Φ6 – Φ65 mm | ±0,01 mm | Alberi semplici, distanziali, perni a gradini |
| Centro di tornitura CNC multiasse | Da 4 a 8 assi (utensili motorizzati C, Y, B) | Φ10 – Φ80 mm | ±0,008 mm | Corpi valvola complessi, raccordi con fori trasversali |
| CNC di tipo svizzero (testa mobile) | Da 5 a 9 assi con boccola di guida | Φ1 – Φ32 mm | ±0,005 mm | Perni del sensore, manicotti dell'iniettore, micro alberi |
| Multimandrino automatico (CNC) | 6 o 8 mandrini | Φ5 – Φ42 mm | ±0,015 mm | Boccole ad alto volume, dadi torniti semplici |
| Centro di tornitura e fresatura a 5 assi | 5 assi continui | Φ10 – Φ300 mm | ±0,005 mm | Alloggiamenti eccentrici, connettori asimmetrici |
| Macchina automatica a vite con azionamento a camma | Camma meccanica | Φ3 – Φ50 mm | ±0,025 mm | Geometrie semplici ad alto volume di vecchia generazione |
Quando si effettua un audit di una struttura, registrare non solo il numero di macchine ma anche età della macchina, generazione del controllore e intervalli di manutenzione preventiva. Un produttore di componenti lavorati a tornio per l'industria automobilistica che utilizza macchine automatiche a camme vecchie di 15 anni farà fatica a mantenere le tolleranze di ±0,008 mm richieste sempre più dalle moderne specifiche di propulsione e frenatura. Al contrario, un impianto dotato di piattaforme CNC di ultima generazione di tipo svizzero (ad esempio, Citizen Cincom, Star SR, Tsugami) supportate da protocolli di manutenzione proattiva dimostra la prontezza necessaria per programmi automobilistici ad alta precisione.
Il reparto di lavorazione di KeyFixPro è dotato di centri di tornitura-fresatura a 5 assi serie C di STS con controllori CNC SYNTEC che garantiscono una ripetibilità di posizionamento di ±0,005 mm, integrati da celle di tornitura di tipo svizzero in grado di gestire materiali da Φ1 a Φ35 mm: una configurazione appositamente studiata per la precisione dimensionale richiesta dai componenti automobilistici lavorati con macchine a vite.
Dimensione 2: Capacità di processo e prove statistiche
Le sole attrezzature non garantiscono la qualità dei componenti: è il controllo del processo a farlo. Qualsiasi produttore credibile di componenti lavorati a macchina per l'industria automobilistica deve dimostrare la capacità del processo a livello statistico attraverso parametri quantificabili, non tramite affermazioni di marketing.

| Metrica di processo | Definizione | Valore minimo accettabile | Valore di riferimento (di livello mondiale) |
|---|---|---|---|
| Cpk (Indice di capacità di processo) | Misura quanto il processo sia centrato e preciso entro i limiti di specifica | ≥ 1,33 | ≥ 1,67 |
| PPK (Indice di prestazione del processo) | Capacità a lungo termine, comprese tutte le fonti di variazione | ≥ 1,25 | ≥ 1,67 |
| Frequenza di elaborazione dei grafici SPC | Con quale frequenza vengono campionati e rappresentati graficamente i dati dimensionali in corso di elaborazione | Ogni 50ª parte | Ogni 25esima parte o continua |
| Riproducibilità e ripetibilità del calibro (Gauge R&R) | Percentuale di tolleranza consumata dalla variazione del sistema di misurazione | ≤ 30 % | ≤ 10 % |
| Resa al primo passaggio | Percentuale di pezzi conformi senza rilavorazione o selezione | ≥ 95 % | ≥ 99,5 % |
| Tasso di difettosità PPM (in uscita) | Parti difettose per milione di unità spedite | ≤ 50 PPM | 0 PPM |
Durante la fase di qualificazione dei fornitori, richiedete studi effettivi sul Cpk (coefficiente di variazione del coefficiente di variazione del coefficiente di variazione) derivanti da recenti cicli di produzione, non stime teoriche. Un produttore che realizza pistoni per pinze freno con un Cpk di 1,72 su 500.000 pezzi fornisce una prova di capacità ben più solida rispetto a un produttore che dichiara "tolleranze ristrette" senza un supporto statistico.
KeyFixPro mantiene un Cpk ≥ 1,67 come criterio di rilascio standard per tutti i programmi di lavorazione meccanica di precisione per il settore automobilistico, supportato da grafici SPC in tempo reale, verifica con macchina di misura a coordinate (CMM) con risoluzione di ±0,001 mm e 100 sistemi di smistamento ottico automatizzato %. Il risultato documentato: un record di difetti in uscita pari a 0 PPM su oltre 100 programmi completati per piattaforme veicolari.
Dimensione 3: Competenza sui materiali e controllo metallurgico
Un produttore serio di componenti lavorati a macchina per l'industria automobilistica deve dimostrare una padronanza completa dell'intera gamma di leghe per autoveicoli, non limitandosi alla sola lavorazione di acciai al carbonio a lavorabilità migliorata. Ogni famiglia di materiali presenta caratteristiche di taglio, modelli di usura degli utensili e requisiti di trattamento post-lavorazione unici.

| Categoria di materiale | Gradi rappresentativi | Indice di lavorabilità (AISI 1212 = 100) | Principali applicazioni nel settore automobilistico | Considerazioni critiche sull'elaborazione |
|---|---|---|---|---|
| Acciaio al carbonio a lavorabilità migliorata | 12L14, 1215, 1117 | 160 – 190 | Boccole non critiche, distanziali, regolatori | Contenuto di piombo limitato dalla direttiva ELV; verificare le alternative senza piombo |
| Acciaio a medio tenore di carbonio | 1045, 1050 | 55 – 65 | Alberi di trasmissione, perni ad alto carico | Richiede un trattamento termico post-lavorazione per la durezza |
| Acciaio legato | 4140, 4340, 8620 | 45 – 60 | Ingranaggi della trasmissione (preformati), perni del differenziale | Per ottenere le proprietà finali è necessario un ciclo di carburazione o di tempra-rinvenimento. |
| Acciaio al boro | 10B21, 10B38 | 50 – 55 | Elementi di fissaggio grezzi ad alta resistenza | Rischio di infragilimento da idrogeno durante la galvanostegia |
| Acciaio inossidabile austenitico | 303, 304, 316L | 36 – 78 | Raccordi per rampa di alimentazione, componenti EGR, prigionieri di scarico | Tendenza all'incrudimento; richiede configurazioni rigide e utensili affilati |
| Acciaio inossidabile martensitico | 410, 416, 420 | 45 – 80 | Steli delle valvole, alberi degli attuatori del turbo | Indurimento post-lavorazione fino a 40–50 HRC |
| Ottone/Bronzo | C36000, C54400 | 100 – 300 | Terminali elettrici, raccordi idraulici | Rischio di dezincificazione in ambienti ad alta concentrazione di cloruri |
| lega di alluminio | 6061-T6, 7075-T6, 2011-T3 | 120 – 200 | Inserti per alloggiamenti di batterie per veicoli elettrici, staffe leggere | Bordo di appoggio sull'utensile; richiede inserti in PCD o in carburo lucidato |
| Carbone di titanio | Ti-6Al-4V (grado 5) | 22 – 30 | Elementi di fissaggio per scarichi da corsa/ad alte prestazioni | Usura estrema degli utensili; raffreddamento a flusso continuo e bassa velocità di rotazione della superficie essenziali |
Richiedere i registri di controllo qualità dei materiali in entrata durante gli audit. Un produttore qualificato di componenti lavorati a vite per l'industria automobilistica esegue la verifica mediante spettrometria di emissione ottica (OES) o fluorescenza a raggi X (XRF) su ogni lotto di colata in entrata, confrontando i dati con i certificati del produttore per confermare la composizione chimica, le proprietà di trazione e la conformità della struttura granulare.
KeyFixPro utilizza un sistema AMETEK OES per la verifica del 100% delle leghe in ingresso % e mantiene un portafoglio completo di materiali che spazia dalle vergelle a basso tenore di carbonio alle barre di titanio pregiato, garantendo che ogni componente lavorato a macchina inizi il suo percorso produttivo su una base metallurgicamente validata.
Dimensione 4: Architettura del sistema di gestione della qualità
La certificazione IATF 16949 è un requisito minimo, non un elemento distintivo. Ciò che differenzia un produttore adeguato da un produttore eccezionale di componenti lavorati a macchina per l'industria automobilistica è la solidità e il rigore dell'infrastruttura di qualità che supporta la certificazione.
| Elemento del sistema di qualità | Cosa valutare | Indicatori di allarme |
|---|---|---|
| Ambito di applicazione della norma IATF 16949 | L'ambito di applicazione della certificazione comprende esplicitamente la lavorazione con viti e i componenti torniti? | Ambito limitato alle operazioni di assemblaggio o non di lavorazione meccanica. |
| Implementazione di APPQP | Il fornitore è in grado di dimostrare tutte e cinque le fasi del processo APQP con relativi risultati documentati? | Nessuna prova di FMEA di progettazione o piano di controllo |
| Capacità PPAP | Il fornitore può presentare pacchetti PPAP di livello 3 o di livello 4 su richiesta? | Solo elaborati di Livello 1; mancano i disegni dimensionali. |
| Analisi del sistema di misurazione (MSA) | Sono stati completati gli studi di ripetibilità e riproducibilità (Gauge R&R) per tutte le apparecchiature di misura critiche. | Nessun record MSA; R&R superiore a 30 % di tolleranza |
| Maturità del piano di controllo | I piani di controllo sono collegati alle classifiche di gravità PFMEA? | Piani di controllo generici non personalizzati in base al codice articolo. |
| Sistema di azioni correttive | Metodologia di risoluzione dei problemi 8D o equivalente, con verifica dell'efficacia. | Interventi correttivi che affrontano solo i sintomi, non le cause profonde. |
| Programma di audit interno | Frequenza e tasso di chiusura dei risultati degli audit di processo a livelli (LPA). | Audit effettuati esclusivamente ai fini del rinnovo della certificazione. |
| Profondità di tracciabilità | Il fornitore è in grado di risalire al numero di lotto della materia prima di ogni singolo componente spedito? | La tracciabilità è limitata al livello di lotto; non è possibile la serializzazione per singolo pezzo. |
L'architettura di qualità di KeyFixPro va ben oltre i requisiti di certificazione: le certificazioni IATF 16949, ISO 9001 e ISO 14001 sono supportate da audit di processo a più livelli eseguiti settimanalmente, dalla scansione 3D delle superfici integrata nelle celle di produzione e da una piattaforma di tracciabilità digitale che collega ogni componente finito al suo numero di lotto di materia prima, alla stazione di forgiatura o lavorazione, alla composizione chimica del bagno di rivestimento e alla data e ora dell'ispezione finale.
Dimensione 5: Operazioni secondarie e Integrazione a valore aggiunto
Pochi componenti automobilistici lavorati a macchina tramite tornitura vengono spediti direttamente dal tornio alla linea di assemblaggio. La maggior parte richiede uno o più processi secondari che aggiungono caratteristiche funzionali, migliorano le proprietà meccaniche o forniscono protezione ambientale. Un produttore di componenti lavorati a macchina per l'industria automobilistica che integra queste operazioni internamente elimina i ritardi dovuti al trasporto tra stabilimenti, riduce i danni da movimentazione e consolida la responsabilità sotto un unico sistema di qualità.
| Operazione secondaria | Scopo funzionale | Vantaggi interni | Rischio di esternalizzazione |
|---|---|---|---|
| Rullatura filettature (a matrice piatta / planetaria) | Crea filettature formate a freddo con una durata a fatica superiore rispetto alle filettature tagliate. | Elimina il transito; mantiene la continuità del flusso di cereali | Danni da intaglio causati dal trasporto sulle creste dei fili |
| Trattamento termico (carburazione, tempra e trattamento termico, induzione) | Raggiunge la durezza, la resistenza all'usura e la tenacità del nucleo desiderate. | Stretto accoppiamento dei processi; tracciabilità del lotto preservata | Tempi di consegna prolungati; possibile scambio di lotti di produzione |
| Rettifica di superfici / Rettifica senza centri | Raggiunge finiture sub-Ra 0,4 μm e tolleranze OD di ±0,002 mm | Turni di lavoro nello stesso turno; feedback immediato del controllo statistico di processo (SPC) | Deriva dimensionale dovuta al riposizionamento presso una struttura esterna |
| Rivestimento zinco-nichel/DACROMET | Fornisce una barriera anticorrosione in nebbia salina di durata compresa tra 720 e oltre 1.000 ore. | Spessore del rivestimento e composizione chimica del bagno controllati in tempo reale | Variabilità qualitativa tra i laboratori di galvanica di terze parti |
| Rivestimento elettroforetico catodico | Fornisce uno strato uniforme di primer epossidico per assemblaggi verniciabili. | Costruzione uniforme del film su geometrie complesse | La posizione dei segni di riferimento potrebbe non corrispondere alla geometria del pezzo. |
| Smistamento ottico automatizzato (100 %) | Ogni pezzo viene esaminato per individuare difetti dimensionali e visivi. | Garanzia di zero difetti in uscita | L'ispezione basata esclusivamente sul campionamento non rileva le anomalie statistiche. |
| Marcatura laser / Codice Data Matrix | Consente la serializzazione e la tracciabilità digitale di ogni singolo pezzo. | Integrato nella cella di produzione; nessuna gestione offline. | Passaggio logistico aggiuntivo; domande sulla durabilità |
KeyFixPro gestisce un campus di produzione integrato che comprende forgiatura a freddo, tornitura CNC, rullatura di filettature, trattamento superficiale (zinco-nichel, DACROMET, verniciatura elettroforetica) e 100 ispezioni ottiche %, il tutto regolato da un sistema di qualità unificato IATF 16949. Questo consolidamento consente a KeyFixPro di fornire componenti automobilistici lavorati a macchina, finiti, verificati e pronti per l'imballaggio, senza dipendere da subappaltatori esterni per le fasi chiave a valore aggiunto.
Dimensione 6: Conoscenza applicativa dei sottosistemi automobilistici
Una lavorazione meccanica tecnicamente valida è necessaria, ma non sufficiente. Un produttore veramente qualificato di componenti torniti per l'industria automobilistica comprende come ogni singolo pezzo tornito funzioni all'interno del suo sottosistema del veicolo: una conoscenza che guida la selezione dei materiali, l'assegnazione delle tolleranze e la prevenzione dei guasti già nella fase di progettazione per la producibilità.
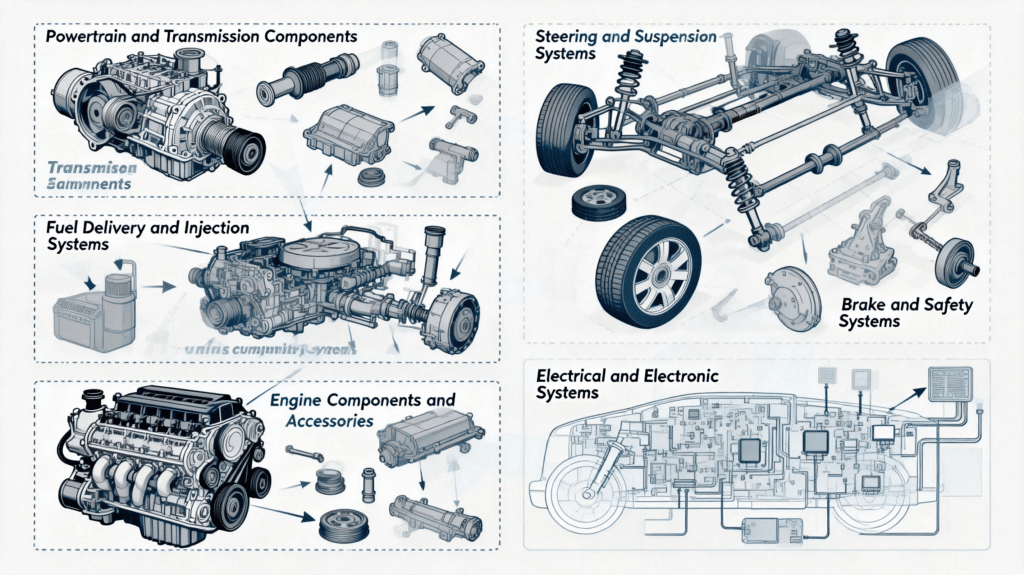
| Sottosistema del veicolo | Componenti tipici lavorati a vite | Requisiti critici di prestazione | Standard di specifica principali |
|---|---|---|---|
| Gruppo propulsore/Trasmissione | Perni di articolazione della forcella del cambio, manicotti del sincronizzatore, rotori della pompa dell'olio | Resistenza alla fatica > 10⁷ cicli; durezza superficiale 58–62 HRC | AIAG CQI-9 (Trattamento termico), GM GMW, VW TL |
| Consegna di carburante | Raccordi per binari, manicotti per iniettori, alloggiamenti per sensori di pressione | Tenuta stagna a oltre 200 bar; resistenza chimica alle miscele di etanolo | SAE J2044, specifiche di compatibilità del carburante OEM |
| Sistema frenante | Pistoni delle pinze freno, alesaggi della pompa freno, anelli del sensore ABS | Stabilità dimensionale sotto cicli termici (da -40 °C a +200 °C) | FMVSS 135, ECE R13H |
| Sterzo | Boccole di guida a cremagliera, perni dell'albero del pignone, manicotti del piantone inclinabile | Finitura superficiale a basso attrito (Ra ≤ 0,4 μm); concentricità ≤ 0,01 mm TIR | ISO 26082, protocolli di durabilità OEM |
| Telaio / Sospensioni | Aste del pistone dell'ammortizzatore, perni di collegamento della barra stabilizzatrice | Resistenza alla corrosione > 720 ore NSS; rapporto di resistenza alla fatica > 0,45 | ISO 4759, piani DVP&R OEM |
| Riscaldamento, ventilazione e condizionamento (HVAC) / Climatizzazione | Orifizi della valvola di espansione, guarnizioni dell'albero del compressore | Concentricità ≤ 0,005 mm; finitura superficiale Ra ≤ 0,2 μm | SAE J2727, compatibilità con i refrigeranti |
| Elettrico/Elettronico | Pin terminali del connettore, boccole di massa del sensore, prigionieri di contatto del relè | Consistenza della conduttività; ripetibilità della forza di inserimento | USCAR-2, LV 214 |
| Specifico per veicoli elettrici | Perni di compressione del modulo batteria, inserti per sbarre collettrici ad alta tensione | Isolamento elettrico; leggerezza (leghe di Al/Ti); gestione termica | LV 123, UL 2580 |
Questa conoscenza approfondita dei sottosistemi consente a un produttore di componenti lavorati a macchina per l'industria automobilistica di contestare i disegni in modo costruttivo, proponendo miglioramenti dei materiali, allentamenti delle tolleranze su elementi non critici o sostituzioni di processi che riducano i costi senza compromettere la funzionalità. Il team di ingegneri di KeyFixPro, composto da oltre 20 specialisti senior in elementi di fissaggio e componenti di precisione, si avvale di un'esperienza maturata in programmi relativi a propulsione, telaio, alimentazione, freni e batterie per veicoli elettrici in oltre 20 paesi, per fornire esattamente questo livello di collaborazione basata sulle applicazioni.
Dimensione 7: Pianificazione della capacità e scalabilità
La domanda nel settore automobilistico è intrinsecamente volatile. Un produttore di componenti lavorati a macchina per l'industria automobilistica deve dimostrare non solo un'adeguata capacità produttiva attuale, ma anche la capacità strutturale di scalare la produzione di ±30 % in risposta alle fluttuazioni dei volumi di produzione delle diverse piattaforme, senza penalizzazioni sui tempi di consegna o degrado della qualità.
| Indicatore di capacità | Cosa valutare | Obiettivo di riferimento |
|---|---|---|
| Tasso di utilizzo della macchina | Valore attuale dell'OEE (Overall Equipment Effectiveness) per l'intera flotta di macchine a vite. | 75–85 % (buffer sufficiente per i picchi) |
| Ore di funzionamento del mandrino disponibili | Disponibilità di ore settimanali non programmate per nuovi programmi. | ≥ 15 % della capacità installata totale |
| Capacità di cambio rapido | Livello di implementazione SMED (Single-Minute Exchange of Die) | Cambio formato ≤ 15 minuti per i codici articolo ripetuti |
| Flessibilità della forza lavoro | Operatori polivalenti in grado di utilizzare diverse tipologie di macchinari | Rapporto di cross-training ≥ 1,5 macchine per operatore |
| Scorta tampone di materia prima | Settimane di scorte di sicurezza per le leghe principali | 4-6 settimane per i materiali di classe A |
| Profondità della catena di fornitura di sottolivello | Numero di fonti alternative qualificate per materie prime critiche | ≥ 2 fonti approvate per specifica di lega |
KeyFixPro mantiene celle di lavoro dedicate per programmi automotive ad alto volume, riservando al contempo una capacità multiasse flessibile per le esigenze di prototipazione e di avvio della produzione. Le linee di forgiatura a freddo, in grado di sostenere oltre 300 corse al minuto per la formatura di semilavorati, affiancano le celle di tornitura CNC, consentendo strategie di produzione ibride che ottimizzano sia la velocità che il costo unitario per volumi di produzione che vanno da 500 prototipi a oltre 5.000.000 di unità all'anno.
Dimensione 8: Modello del costo totale di proprietà
Il prezzo unitario è solo un elemento del costo reale di approvvigionamento. Una valutazione rigorosa di qualsiasi produttore di componenti lavorati a macchina per l'industria automobilistica deve includere l'intero spettro dei costi, dalla quotazione al fine vita del prodotto.
| Elemento di costo | Descrizione | Impatto tipico (% del costo totale) |
|---|---|---|
| Materia prima | Costo della lega per kg × tasso di utilizzo del materiale | 30–50 % |
| Lavorazione meccanica (a valore aggiunto) | Tariffa oraria della macchina × tempo di ciclo per pezzo | 20–35 % |
| Operazioni secondarie | Trattamento termico, rivestimento, rettifica, marcatura | 8–15 % |
| Qualità e ispezione | SPC, CMM, selezione ottica, documentazione PPAP | 3–6 % |
| Ammortamento degli utensili | Costo iniziale dell'utensile ÷ durata garantita dell'utensile | 2–5 % |
| Imballaggio e logistica | Imballaggio protettivo, trasporto marittimo/aereo, dazi doganali | 5–12 % |
| Costo nascosto: difetti di qualità | Campagne di smistamento, arresti di linea, richieste di garanzia | Da 0 % (ideale) a 15 %+ (fornitore scadente) |
| Costo nascosto: ritardi nelle consegne | Spedizione rapida, interruzione del programma di produzione | Da 0 % (ideale) a 10 %+ (fornitore inaffidabile) |
Si noti che le due righe relative ai "costi nascosti" possono superare di gran lunga i risparmi sul prezzo unitario offerti dall'offerente più basso. Un produttore di componenti lavorati a macchina per l'industria automobilistica che offre un prezzo inferiore di 8 % rispetto alla concorrenza, ma genera 200 PPM di difetti e 15 % di ritardi nelle consegne, finirà per costare molto di più di un fornitore con un prezzo più elevato che mantiene 0 PPM e una puntualità di oltre il 98 %.
La filosofia produttiva di KeyFixPro, che privilegia la forgiatura a freddo, offre un vantaggio in termini di costi strutturali: la formatura di semilavorati quasi definitivi con un utilizzo del materiale del 98% (%) prima della finitura di precisione CNC riduce sia gli sprechi di materia prima che i tempi del ciclo di lavorazione, abbassando contemporaneamente le due componenti di costo più importanti e mantenendo l'integrità dimensionale richiesta dalle specifiche del settore automobilistico.
Dimensione 9: Certificazione, Conformità e sostenibilità
Le piattaforme automobilistiche globali impongono sempre più spesso quadri normativi che vanno oltre la qualità, includendo la tutela ambientale e la responsabilità sociale.
| Dominio di conformità | Norma applicabile | Cosa copre | Perché è importante per il tuo programma |
|---|---|---|---|
| Qualità automobilistica | IATF 16949:2016 | Realizzazione del prodotto, requisiti specifici del cliente, prevenzione dei difetti | Prerequisito per l'inclusione negli elenchi di fornitori di livello 1 e approvati dagli OEM. |
| Gestione della qualità | ISO 9001:2015 | Quadro generale del sistema di gestione della qualità e miglioramento continuo | Credibilità di base per la diversificazione non automobilistica |
| Gestione ambientale | ISO 14001:2015 | Riduzione dei rifiuti, controllo delle emissioni, efficienza delle risorse | Sempre più richiesto dai produttori OEM europei e giapponesi |
| Conformità dei materiali | Direttiva UE sui veicoli elettrici (2000/53/CE) | Limita le concentrazioni di Pb, Hg, Cd e Cr⁶⁺ nei componenti dei veicoli. | La mancata conformità impedisce l'accesso al mercato nell'UE |
| Sicurezza chimica | REACH UE, RoHS | Registrazione/restrizione delle sostanze pericolose | Si applica a rivestimenti, prodotti chimici per la placcatura e lubrificanti. |
| Minerali dei conflitti | Articolo 1502 della legge Dodd-Frank / Regolamento UE 2017/821 | Due diligence sull'approvvigionamento di stagno, tantalio, tungsteno e oro | I codici dei fornitori OEM impongono sempre più spesso la segnalazione |
| Impronta di carbonio | Rapporto ISO 14064 / Scope 3 | Quantificazione dei gas serra lungo tutta la catena di approvvigionamento | I produttori di veicoli elettrici chiedono catene di approvvigionamento a impatto zero entro il 2035. |
KeyFixPro KeyFixPro detiene le certificazioni IATF 16949, ISO 9001 e ISO 14001, garantendo la piena conformità alle normative ELV e REACH in tutte le sue operazioni di rivestimento e trattamento superficiale. Questo quadro di tripla certificazione assicura che i componenti lavorati a macchina prodotti da KeyFixPro soddisfino i più rigorosi requisiti di qualificazione dei fornitori OEM a livello mondiale.
Dimensione 10: Metodologia di punteggio ponderato: mettere tutto insieme
Per convertire le nove dimensioni sopra descritte in una classifica dei fornitori utilizzabile, assegna a ciascuna dimensione un peso che rifletta le priorità del tuo programma, quindi valuta i candidati su una scala da 1 a 5 per ogni dimensione.
| Dimensione della valutazione | Peso consigliato (%) | Punteggio 1 (Scarso) | Punteggio 3 (Accettabile) | Punteggio 5 (Eccezionale) |
|---|---|---|---|---|
| Portafoglio attrezzature | 10 | Solo trasmissioni automatiche a camme; niente CNC | Mix di torni CNC; torni svizzeri limitati | Lavorazione CNC completa + lavorazione svizzera + fresatura-tornitura a 5 assi |
| Capacità di processo (Cpk) | 15 | Cpk < 1,0 sulle dimensioni critiche | Cpk 1,33–1,49 | Cpk ≥ 1,67 costantemente |
| Competenza sui materiali | 10 | Solo acciaio al carbonio | Carbonio + acciaio inossidabile + alluminio | Gamma completa di leghe, inclusi titanio ed esotici. |
| Profondità del sistema di qualità | 15 | Solo ISO 9001; non IATF | Certificazione IATF 16949; PPAP di base | IATF + audit a più livelli + tracciabilità digitale |
| Integrazione delle operazioni secondarie | 10 | Tutte le operazioni secondarie sono state esternalizzate. | Alcuni processi interni (rivestimento o levigatura) | Tutto in casa: filettatura, rivestimento, selezione |
| Conoscenza applicativa del sottosistema | 10 | Officina meccanica generica | Esperienza nel settore automobilistico in 2-3 sottosistemi | Profonda competenza in materia di propulsione, freni, carburante e veicoli elettrici. |
| Capacità e scalabilità | 10 | Utilizzo quasi al massimo; nessuna flessibilità | 10–15 % buffer; scalabilità moderata | ≥ 20 riserve %; comprovata storia di rampa |
| Competitività dei costi totali | 10 | Offerta più bassa ma costi nascosti elevati | Prezzi competitivi; rischio moderato | Costo totale di proprietà (TCO) ottimizzato; strategia di consumo quasi netto. |
| Conformità e sostenibilità | 10 | Solo ISO 9001; nessun dato ELV/REACH | IATF + ISO 14001; documenti di conformità di base | Tripla certificazione; rendicontazione proattiva di Scope 3. |
Formula di punteggio: Punteggio ponderato = Σ (Peso della dimensione × Punteggio della dimensione). Un candidato con un punteggio medio ponderato superiore a 4,0 merita la nomina a fornitore approvato. Un punteggio inferiore a 3,0 segnala un rischio inaccettabile per i programmi automobilistici di produzione in serie.
Questo quadro di riferimento trasforma le impressioni soggettive derivanti dalle visite in fabbrica in una raccomandazione difendibile e basata sui dati relativi ai fornitori: esattamente il rigore che i comitati di approvvigionamento degli OEM globali si aspettano.
Tempistiche di qualificazione dei fornitori: cosa aspettarsi
La qualificazione di un nuovo produttore di componenti lavorati a macchina per l'industria automobilistica non è un processo immediato. Di seguito è riportata una cronologia rappresentativa, dal primo contatto all'avvio della produzione in serie.
| Fase | Durata tipica | Attività chiave | Risultati attesi |
|---|---|---|---|
| Richiesta di offerta e valutazione preliminare | 2-4 settimane | Analisi di fattibilità tecnica, preventivo di spesa, stipula dell'accordo di riservatezza (NDA). | Pacchetto di preventivo preliminare, riepilogo delle capacità |
| Audit in loco | 1-2 settimane | Sopralluogo della struttura, verifica delle attrezzature, audit del sistema qualità | Rapporto di audit, richieste di azioni correttive (se presenti) |
| Sviluppo del prototipo | 4-8 settimane | Lavorazione del primo articolo, convalida dimensionale, revisione della certificazione dei materiali. | Campioni prototipo, rapporto dimensionale, certificati dei materiali |
| Presentazione del PPAP | 4-6 settimane | Preparazione completa al livello 3 del programma PPAP, inclusi gli studi Cpk. | Pacchetto PPAP (18 elementi), parti campione |
| Produzione pilota | 4-8 settimane | Prova di produzione, convalida dell'imballaggio, simulazione logistica | Rapporto di funzionamento a regime, approvazione dell'imballaggio, conferma della logistica |
| Rilascio della produzione in serie (SOP) | In corso | Produzione continua con monitoraggio SPC e audit periodici. | Spedizioni in corso, dashboard delle prestazioni di qualità |
Il tempo totale che intercorre tra la richiesta di offerta (RFQ) e l'avvio della produzione (SOP) è in genere di 4-7 mesi, a seconda della complessità del componente, dei tempi di consegna dei materiali e della disponibilità della documentazione di qualità del potenziale produttore. L'esperienza di oltre 25 anni di KeyFixPro nel lancio di programmi per il settore automobilistico, combinata con modelli PPAP predefiniti e un'infrastruttura SPC, consente di ridurre i tempi di qualificazione, spesso di 4-6 settimane rispetto alla media del settore.
Domande frequenti
Cosa distingue un produttore di componenti lavorati a macchina per l'industria automobilistica da un'officina meccanica generica?
Un produttore qualificato per il settore automobilistico opera secondo i protocolli di qualità IATF 16949, mantiene controlli statistici di processo con un Cpk ≥ 1,33 dimostrato sulle dimensioni critiche, possiede competenze sui materiali che abbracciano diverse famiglie di leghe per il settore automobilistico e fornisce documentazione di livello PPAP come prassi standard. Un'officina generica può produrre componenti dimensionalmente accettabili, ma in genere non dispone dell'infrastruttura di qualità, della profondità di tracciabilità e della conoscenza applicativa dei sottosistemi richiesti dai programmi automobilistici.
In che modo la forgiatura a freddo integra la lavorazione a vite nella produzione di componenti automobilistici?
La forgiatura a freddo crea semilavorati di forma quasi definitiva con un flusso di venatura ininterrotto e un utilizzo del materiale del 98% (%). Quando questi semilavorati vengono poi lavorati con macchine a controllo numerico (CNC) per la dimensionatura finale, il risultato è un componente che combina le superiori proprietà meccaniche della forgiatura con le strette tolleranze della tornitura di precisione, a un costo complessivo inferiore rispetto alla lavorazione da barre piene. Il flusso di lavoro integrato di forgiatura a freddo e lavorazione CNC di KeyFixPro è un esempio di questa strategia ibrida.
Quali volumi annui giustificano l'investimento in attrezzature per la produzione di componenti automobilistici lavorati con macchine a vite?
I prototipi realizzati con macchine CNC sono economicamente vantaggiosi a partire da 500 pezzi. Per i componenti forgiati a freddo e lavorati meccanicamente, l'investimento in attrezzature si ammortizza in genere a partire da 10.000 pezzi all'anno. Si applicano riduzioni di costo progressive per volumi di 50.000, 100.000 e oltre 500.000 pezzi. KeyFixPro offre strategie di produzione flessibili, adattabili al volume di produzione di ciascun programma, dalla validazione iniziale fino al picco di produzione annuale.
In che modo KeyFixPro garantisce la tracciabilità dei componenti automobilistici lavorati con viti?
Ogni componente prodotto presso KeyFixPro è collegato a un registro di tracciabilità digitale che include il numero di lotto della materia prima, il risultato della verifica della lega OES, la cella di lavorazione e l'assegnazione dell'operatore, i parametri di rullatura della filettatura, la composizione chimica del bagno di rivestimento e il tempo di immersione, i dati dimensionali della macchina di misura a coordinate (CMM) e lo stato di superamento/fallimento della selezione ottica. Questa catena di tracciabilità end-to-end soddisfa i requisiti più esigenti dei produttori OEM in materia di preparazione ai richiami.
Un singolo produttore può gestire sia componenti automobilistici di piccolo diametro realizzati con macchine a controllo numerico di tipo svizzero, sia componenti di grande diametro lavorati con macchine a controllo numerico?
Sì, a condizione che l'impianto mantenga entrambe le piattaforme di attrezzature sotto un sistema di qualità unificato. Il reparto di lavorazione di KeyFixPro comprende celle di tipo svizzero per la lavorazione di materiale da Φ1 a Φ35 mm, oltre a centri di tornitura-fresatura a 5 assi in grado di lavorare componenti fino a Φ300 mm, tutti regolati dagli stessi protocolli IATF 16949. Questa capacità a doppia piattaforma consente di consolidare diverse famiglie di componenti lavorati a macchina sotto un unico fornitore approvato, semplificando la logistica di approvvigionamento e il controllo qualità.