Выбор Нестандартный фланцевый болт класса 12.9 производитель Это совсем другой разговор, чем покупка готового оборудования класса 8.8 или 10.9. Класс 12.9 находится на другом уровне. Верхняя ступень шкалы прочности ISO 898-1 — минимальный предел прочности на растяжение 1220 МПа, минимальный предел текучести 1080 МПа., и твердостью 39–44 HRC. Такая прочность сопряжена с реальными рисками: водородное охрупчивание, хрупкое разрушение и узкие диапазоны термообработки. Это руководство предоставляет инженерам и менеджерам по закупкам OEM-производителей необходимые критерии спецификации, квалификации поставщиков и обработки поверхности, прежде чем отправлять запрос на коммерческое предложение (RFQ).
Краткое содержание — Основные выводы
- Для соответствия стандарту ISO 898-1 требуется класс 12.9. Минимальные параметры: предел прочности на растяжение 1220 МПа, предел текучести 1080 МПа и твердость сердцевины 39–44 HRC..
- DIN 6921 — это стандарт размеров для метрических шестигранных болтов с фланцем; для классификации по механическим параметрам на чертеже используйте ISO 898-1.
- Сталь марки 12.9 очень подвержена водородному охрупчиванию при температурах выше определенного значения. 39 HRC — Во многих автомобильных стандартах запрещено использование гальванического цинкового покрытия на болтах 12.9.
- К безопасным вариантам отделки для 12,9 класса относятся: Дакромет, цинк-никель (12–16% Ni) и механическое цинкование.
- Проверяйте соответствие любого производителя болтов с фланцем класса 12.9 требованиям IATF 16949, обеспечьте полную возможность выполнения PPAP-процедур и документально подтвержденное обжиг в соответствии с ISO 4042.
Что отличает болт с фланцем класса 12.9?
Болт с фланцем класса 12.9 — это... Крепежные элементы из среднеуглеродистой легированной стали — обычно SCM435, 35CrMo или AISI 4140 — закаленные и отпущенные для соответствия классу прочности ISO 898-1 12.9.. “Фланц” представляет собой цельную шайбу, расположенную под головкой, которая распределяет усилие зажима и исключает необходимость использования отдельной шайбы в соединении.
“обычай”Под "деталью" обычно подразумеваются модификации, которые не могут быть выполнены по каталогу: нестандартная длина, специальная высота головки, зубчатая нижняя сторона фланца, модифицированные характеристики резьбы (M8×1.0 мелкая вместо 1.25 крупная), просверленные отверстия для стопорной проволоки на хвостовике или фирменная маркировка головки.
| Свойство | Спецификация 12.9 класса (ISO 898-1) |
|---|---|
| Минимальная прочность на растяжение | 1220 МПа (177 000 фунтов на квадратный дюйм) |
| Минимальная допустимая концентрация токсичности (0,2% proof) | 1080 МПа (157 000 фунтов на квадратный дюйм) |
| Твердость ядра | 39–44 HRC (385–435 ВВ) |
| Типичный материал | Легированная сталь: Cr ≥0,30%, Ni ≥0,30%, Mo ≥0,20%, V ≥0,10% |
| Термическая обработка | Закалён и отпущен |
| Маркировка | “На голове стоит штамп ”12.9». |
Полные таблицы механических свойств опубликованы в ISO 898-1:2013, на который в большинстве печатных изданий, посвященных автомобильной и машиностроительной тематике, делается прямая отсылка.
Что Стандарты Какова должна быть прочность болта с фланцем класса 12.9, изготовленного производителем?
Система качества основана на трех стандартах. Стандарт ISO 898-1 регулирует механические свойства болта. Стандарт DIN 6921 регулирует геометрию головки фланца. Стандарт IATF 16949 регулирует систему управления качеством поставщика. для автомобильных программ.
📋 Совет специалиста: Полное описание болта с фланцем класса 12.9 на вашем чертеже должно выглядеть примерно так: “M10×1.5×40, DIN 6921, класс прочности 12.9 по ISO 898-1, цинк-никелевое покрытие 8 мкм по ISO 19598, термообработка по ISO 4042”. Любое меньшее значение допускает интерпретацию поставщика.
Для автомобильных программ первого и второго уровня стандарт IATF 16949 является обязательным. Это стандарт, определяющий порядок подачи документов PPAP, деклараций материалов IMDS, документации FMEA и данных SPC, которые потребует команда контроля качества вашего заказчика. Одного стандарта ISO 9001 недостаточно для серийного производства деталей в рамках программы серийного производства автомобилей.
Для ветроэнергетики, аэрокосмической отрасли и производства оборудования, работающего под давлением, применяются дополнительные стандарты, такие как: EN 14399 (предварительно нагруженные болты для несущих конструкций) или NORSOK M-501 может применяться в дополнение к стандарту ISO 898-1.
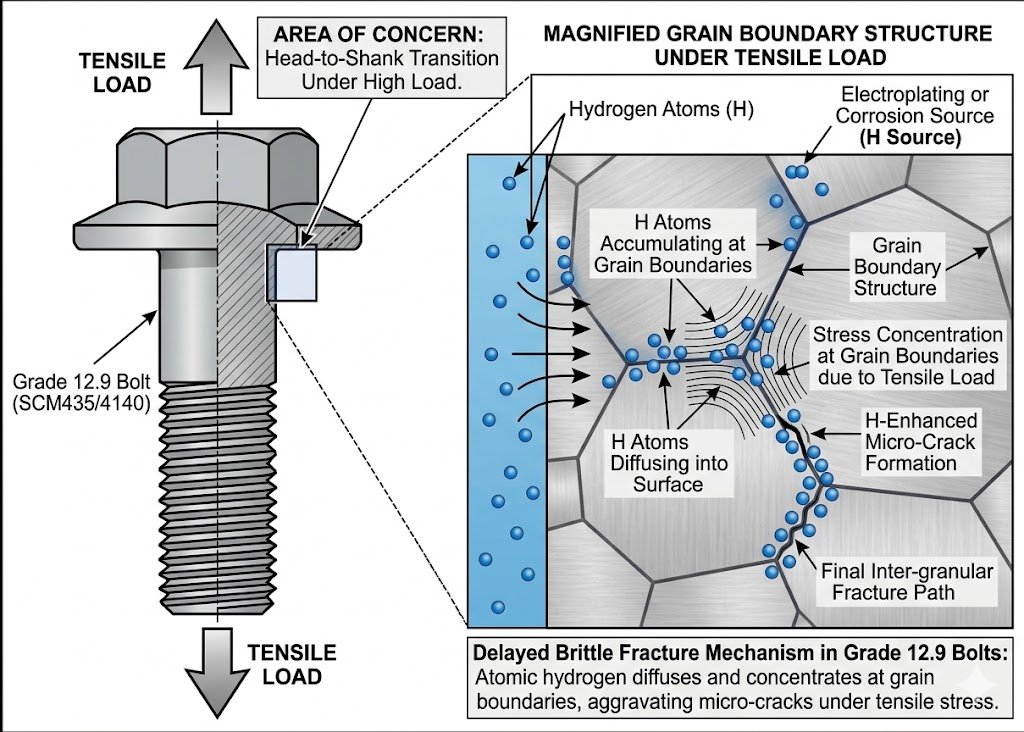
Почему водородное охрупчивание является основной причиной риска для болтов марки 12.9 (#1)?
Водородное охрупчивание — это Наиболее распространенный вид отказа болтов класса 12.9, и любой серьезный производитель проектирует свою продукцию, начиная с сырья и заканчивая окончательной упаковкой.
Вот механизм. Атомарный водород, поступающий в сталь в процессе кислотного травления или гальванического покрытия, диффундирует в сталь и концентрируется на границах зерен. Под действием растягивающей нагрузки он запускает процесс... Замедленное хрупкое разрушение — иногда через несколько часов, иногда через несколько недель после установки., Без видимого предупреждения.
Повышенная чувствительность зависит от твердости. При твердости ниже 35 HRC риск невелик. При твердости от 35 до 39 HRC он становится реальным. При твердости выше 39 HRC — как раз на уровне твердости стали Grade 12.9 — это является основным конструктивным ограничением. Именно поэтому в некоторых автомобильных спецификациях это прямо указано. Запрещается нанесение гальванического цинкового покрытия на крепежные элементы класса 12.9. и требуют альтернативной отделки.
⚠️ Распространённая ошибка: Указание “цинковое покрытие” на чертеже из стали класса 12.9 без указания термической обработки для снятия водородного налета недопустимо. Изготовление деталей, прошедших проверку на солевое распыление и размерные проверки, приведет к их выходу из строя в процессе эксплуатации через 2–6 недель после сборки. Всегда указывайте параметры термической обработки по стандарту ISO 4042 (обычно). 190–230 °C в течение 4–24 часов, в течение 4 часов после нанесения покрытия.), или перейти на нехрупкое покрытие.
Какие виды обработки поверхности безопасны для болтов с фланцами класса 12.9?
Для стали марки 12.9 безопасными считаются такие покрытия, которые либо предотвращают проникновение атомарного водорода, либо обладают высокой проницаемостью, благодаря чему любой поглощенный водород может испариться до того, как деталь будет загружена.
| Обработка поверхности | Риск воздействия водорода | Характеристики устойчивости к солевому туману | Типичный сценарий использования |
|---|---|---|---|
| Дакромет (цинково-алюминиевые хлопья) | Никаких — ни травления кислотой, ни гальванического покрытия. | 480–1000 часов до образования красной ржавчины | Автомобильное шасси, аккумулятор для электромобиля |
| Цинково-никелевый (12–16% Ni) электролитическое покрытие | Низкая плотность — слой никеля проницаем для водорода. | 720+ часов до красной ржавчины | Под капотом, высокотемпературный |
| Механическое цинкование | Никаких — механического воздействия, без электролиза. | 240–500 часов до образования красной ржавчины | Строительство, промышленность |
| Горячее цинкование | Как правило, следует избегать контакта с воздухом с температурой 12,9°C (риск теплового водорода). | 1000+ часов | Ветровая энергия (предпочтительно 10,9) |
| Стандартное цинковое электролитическое покрытие | Высокий уровень — обычно не рекомендуется. | 96–240 ч | Избегайте 12.9 |
| Фосфат + масло | Никто | <96 ч (зависит от масла) | Внутренние компоненты двигателя, сборка без использования комплектующих |
Если вы ищете поддон для аккумуляторной батареи электромобиля или электроприводной агрегат, В качестве вариантов по умолчанию используются дакромет или цинк-никелевый сплав. — Оба варианта обеспечивают защиту от коррозии и позволяют избежать проблемы воздействия водорода. Для сухих условий эксплуатации под капотом часто используется фосфатное масло с модифицированными фрикционными свойствами, поскольку стабильность крутящего момента и натяжения важнее, чем воздействие солевого тумана.
🔧 Keyfix на практике: Все фланцевые болты класса 12.9, производимые компанией Keyfix, подвергаются термической обработке в соответствии со стандартом ISO 4042 в течение 4 часов после нанесения гальванического покрытия, а также мы проводим испытания на длительную нагрузку с надрезом в соответствии со стандартом ASTM F606 на производственных партиях для подтверждения эффективности термической обработки.
Нужна помощь в принятии решения? Отправьте свой чертеж инженерам Keyfix, и мы проверим спецификацию ваших фланцевых болтов класса 12.9, выявим любые потенциальные проблемы, связанные с водородным охрупчиванием, и предложим цену на материал, отделку и PPAP — как правило, в течение 48 часов.
Как определить производителя болтов с фланцем класса 12.9, изготовленных на заказ?
Квалификация производителя болтов с фланцем класса 12.9 сводится к следующему: Четыре задокументированные возможности: контроль термообработки, дисциплина нанесения покрытий и запекания, внутренние испытания и прослеживаемость..
Большинство отказов стали марки 12.9 происходит из-за термической обработки. Поставщику необходима непрерывная печь для закалки и отпуска с калиброванным контролем атмосферы, а также картирование твердости сердцевины и поверхности каждой партии. Согласно стандарту ISO 898-1, твердость поверхности выше 435 HV является основанием для отбраковки., Точка.
Второй критерий отбора — дисциплина нанесения покрытия и спекания. Запросите технологическую схему предприятия по нанесению покрытия, данные термопар с печи для спекания и задержку между нанесением покрытия и спеканием. Если поставщик передает на субподряд на нанесение покрытия, уточните, происходит ли спекание на собственном предприятии или на предприятии по нанесению покрытия — и как это проверяется.
Внутренние испытания должны охватывать Испытание на растяжение по стандарту ISO 898-1, определение твердости каждой партии, калибровка резьбы (проходной/непроходной), разметка размеров и контроль поверхности с помощью оптического сортировщика.. Для работы по PPAP в автомобильной промышленности добавьте данные SPC по критически важным характеристикам и ожидаемое значение Cpk ≥ 1,33.
Прослеживаемость — это последний фильтр: каждая партия болтов класса 12.9 должна иметь отслеживаемость от готового болта до номера плавки проволоки и протокола испытаний на прочность 3,1 мм. Компания Keyfix обеспечивает эту прослеживаемость на уровне партии в соответствии с установленными правилами. IATF 16949, с оформлением документов при отгрузке.
[ПРЕДЛОЖЕНИЕ ИЗОБРАЖЕНИЯ: Инженер по качеству использует твердомер на болте класса 12.9, на экране виден протокол заводских испытаний, альтернативный текст: “Проверка твердости фланцевого болта класса 12.9 у поставщика, работающего по стандарту IATF 16949”]
В каких случаях следует выбирать болты с фланцем класса прочности 12.9, а в каких — 10.9?
По умолчанию 10.9 баллов если только анализ вашего соединения действительно не требует дополнительной зажимной нагрузки. Марка 12.9 обеспечит вам примерно следующее: 17% обладает большей прочностью на растяжение, чем 10,9 (1220 против 1040 МПа), но за это приходится платить хрупкостью, ограничениями на обработку поверхности и накладными расходами на квалификацию поставщиков.
| Приложение | Рекомендуемый класс |
|---|---|
| Зажим для аккумулятора электромобиля, соединения кузова. | 10,9 (иногда 8,8) |
| Крышки коренных подшипников двигателя, болты шатунов | 12.9 |
| Гидравлические фланцы высокого давления | 10,9 или 12,9 |
| фланец башни ветряной турбины | 8,8 или 10,9 (12,9 обычно избегается) |
| Робототехника / шпиндель станка | 12.9 |
| Общее автомобильное шасси | 8,8 или 10,9 |
💡 Примечание инженера: Для опорных конструкций ветряных турбин класс прочности болтов DNVGL-ST-0126 установлен на уровне 10,9, поскольку более высокая твердость 12,9 плохо сочетается с длительным воздействием коррозии на открытом воздухе и риском образования водорода.
Часто задаваемые вопросы
Каков типичный минимальный объем заказа для болтов с фланцем класса 12.9, изготовленных на заказ?
Для производства методом холодной штамповки минимальный объем заказа обычно начинается с 5000–10000 штук из-за амортизации оснастки. Для прототипов, изготовленных на станках с ЧПУ, или мелкосерийных образцов минимальный объем заказа может снизиться до 100–500 штук. Компания Keyfix предлагает образцы с низким минимальным объемом заказа для проверки конструкции, а затем переводит сертифицированные детали на холодную штамповку с последующей накаткой резьбы для серийного производства с полным оформлением документов PPAP.
Каковы сроки выполнения заказа на новые болты с фланцем класса 12.9?
Изготовление новой оснастки для болтов с фланцем из стали класса 12.9 методом холодной штамповки занимает 4–8 недель, плюс 2–3 недели на проверку термообработки, квалификацию покрытия и изготовление образцов для PPAP. Первая партия продукции обычно поступает на 10–14 неделе. Повторные заказы выполняются с периодичностью 4–6 недель в зависимости от производственных мощностей субподрядчика по нанесению покрытия.
Какая документация прилагается к болтам?
Стандартная документация включает протокол испытаний на прочность при прокатке (3.1 Mill Test Report), результаты испытаний на твердость и прочность на растяжение в соответствии с ISO 898-1, протоколы контроля размеров, измерения толщины покрытия и сертификат соответствия. Для автомобильных программ по запросу предоставляются полные пакеты PPAP уровня 3, включающие FMEA, план контроля, MSA и IMDS.
Можете ли вы поставить болты с фланцем класса 12.9 с нестандартной маркировкой головки?
Да. Маркировка головки пресса — логотипы OEM-производителей, идентификаторы номеров деталей, коды партий или маркировка поставщиков — наносится на станции холодной штамповки методом гравировки. Глубина и четкость маркировки сохраняются после термообработки и нанесения покрытия. Инструмент для гравировки вносит небольшие единовременные затраты, но не увеличивает стоимость изделия после амортизации.
Какие виды обработки поверхностей вы рекомендуете для класса 12.9?
Для коррозионностойких применений по умолчанию используется дакромет или цинк-никелевое покрытие, а для сухих участков двигателя под капотом — фосфатирование с маслом. Следует избегать стандартного цинкового электролитического покрытия класса 12.9, если в технологической схеме не предусмотрена документально подтвержденная термообработка в соответствии со стандартом ISO 4042. Для ветроэнергетики и строительных конструкций горячее цинкование требует тщательной оценки и, как правило, применяется для класса 10.9.
Вы поддерживаете правила Incoterms, выходящие за рамки FOB?
Да — по умолчанию используется FOB, но также доступны CIF и DDP. Для клиентов первого уровня, использующих доставку точно в срок (JIT), Keyfix поддерживает размещение товаров на консигнационных складах и таможенных складах в крупных портах Северной Америки и Европы. Экспортная упаковка включает в себя стандартные вкладыши с ингибитором коррозии VCI для грузов класса 12.9.
Отправьте свой чертеж или образец по адресу Команда инженеров Keyfix Для проведения анализа DFM, получения коммерческого предложения и плана PPAP в течение 48 часов. Мы подтвердим материал, геометрию головки, схему термообработки и подходящую обработку поверхности для ваших условий эксплуатации — чтобы отгружаемый болт соответствовал спроектированному вами соединению.