
Introduction: Why Automotive Moulding Screws Demand Specialized Engineering

Automotive moulding screws are purpose-designed threaded fasteners that anchor decorative and protective trim strips — collectively termed mouldings — onto vehicle body panels. Body side protection strips, wheel opening flares, rocker garnish, windshield reveal trims, and roof drip rail covers all depend on these specialized screws for dependable, enduring attachment.
Unlike commodity tapping screws, automotive moulding screws must simultaneously deliver reliable clamping under continuous road vibration, withstand corrosive agents from road salt to car-wash chemicals, and blend visually with adjacent painted or chrome-plated surfaces. This engineering-focused guide consolidates dimensional data, material benchmarks, coating comparisons, and failure prevention strategies for procurement engineers and Tier 1 designers specifying automotive moulding screws at OEM quality levels.
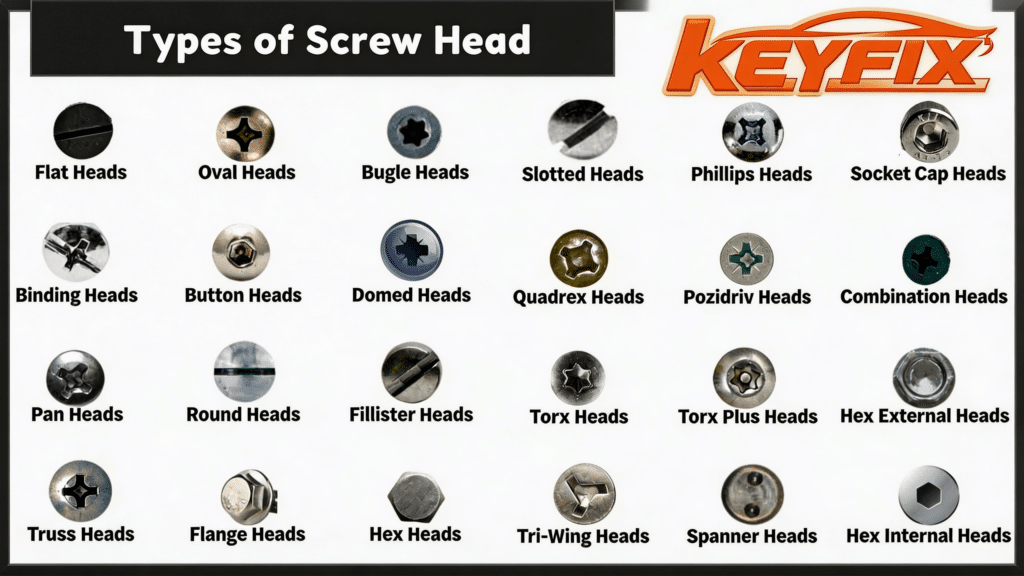
Head Geometry and Drive System Selection
The head profile of an automotive moulding screw determines how force distributes across the moulding surface. Drive recess choice further affects assembly-line efficiency — cam-out events during powered installation directly increase rework rates and per-vehicle labor cost.
| Head Configuration | Drive Type | Washer Detail | Primary Moulding Application |
|---|---|---|---|
| Phillips Oval | #2 Cross Recess | Loose countersunk washer | Body side protection strip, rocker panel garnish |
| Flat Top Washer Head | Phillips #2 | Integrated flat bearing washer | Fender edge moulding, door accent strip |
| Indented Hex Flange | 8 mm / 10 mm hex socket | Built-in hex flange | Wheel arch flare, underbody splash shield |
| Torx Pan | T-20 or T-25 star recess | Captive SEMS washer | Roof rail cover, B-pillar moulding |
| Truss Head | Phillips or slotted | Extra-wide head, no washer needed | License plate surround, trunk lid garnish |
| Low-Profile Flat | Torx T-15 | Flush countersunk | Windshield reveal moulding, A-pillar cover |
European and Korean vehicle platforms increasingly adopt Torx-driven automotive moulding screws because the six-lobe recess geometry virtually eliminates cam-out during automated torque-controlled insertion. Field data collected from assembly plants suggests that switching from Phillips to Torx reduces driver-bit rework incidents by roughly 15–20 percent per shift, translating into measurable throughput gains on high-volume lines.
Thread Architecture for Moulding Retention
Automotive moulding screws overwhelmingly employ self-tapping thread forms that cut or form their own mating threads in pre-punched sheet metal or injection-moulded plastic bosses. Thread profile directly governs pull-out resistance, driving torque, and substrate cracking risk.
| Thread Parameter | SAE Typical Range | Metric Typical Range | Engineering Significance |
|---|---|---|---|
| Major Diameter | #6 (3.50 mm) to #14 (6.30 mm) | M3.5 to M6.3 | Determines shear cross-section at thread root |
| Pitch | 18 TPI to 32 TPI | 1.06 mm to 1.81 mm | Finer pitch raises strip-torque margin in thin panels |
| Point Type | Type A (gimlet) / Type B (blunt) | Per DIN 7981 | Type B suits thicker gauge steel substrates |
| Engaged Length | 12.7 mm to 38.1 mm | 15 mm to 35 mm | Must exceed combined moulding + panel thickness |
| Hi-Lo Thread Ratio | 0.65 to 0.75 | 0.65 to 0.75 | Alternating crests reduce radial stress in polymer bosses |
Hi-lo thread geometry has become increasingly critical as automakers replace stamped steel moulding clips with injection-moulded PA66-GF30 retainers. Pull-out testing shows that hi-lo automotive moulding screws deliver 25–30 percent greater retention force in glass-fiber-reinforced polyamide compared with conventional single-lead tapping threads, because the lower thread crest reduces radial displacement and minimizes micro-crack propagation under cyclic thermal loading.
Material Composition Comparison
Base alloy selection dictates tensile capacity, fatigue life, and coating compatibility. Material choice must balance cost against the corrosion exposure profile of the vehicle’s target market.

| Alloy Designation | Yield Strength (MPa) | Corrosion Behavior | Cost Index | Best-Fit Application |
|---|---|---|---|---|
| SWRCH 18A (Low C) | 320 – 400 | Requires protective plating | 1.0× | Economy segment, moderate-climate exports |
| SWRCH 22A (Medium C) | 400 – 500 | Requires protective plating | 1.1× | Standard OEM exterior moulding attachment |
| 10B21 Boron Steel | 550 – 750 | Must be coated; sensitive to H₂ embrittlement | 1.15× | Heavy-duty wheel arch flares, truck fender extensions |
| SUS 410 Martensitic SS | 420 – 520 | Moderate inherent resistance | 2.0× | Coastal-market vehicles, exposed exterior trim |
| SUS 304 Austenitic SS | 480 – 600 | Excellent inherent resistance | 2.5× | Premium-segment, marine-adjacent fleets |
| A6061-T6 Aluminum | 240 – 290 | Outstanding with anodic treatment | 1.8× | EV lightweight body programs |
Boron-steel grades (10B21) offer the highest strength-to-cost ratio for structural moulding attachment but require post-plating baking at 190–210 °C within four hours to prevent hydrogen-induced delayed fracture.
Surface Treatment Performance Benchmarks

Coating serves dual duty on automotive moulding screws: corrosion barrier and aesthetic integration. Exterior-mounted fasteners must meet color-matching and gloss-retention standards alongside salt-spray endurance targets typically ranging from 480 hours (temperate markets) to 1,000+ hours (northern-climate OEM programs).
| Coating Process | Layer Thickness (μm) | Neutral Salt Spray Endurance (hrs) | Available Finish Colors | ELV / RoHS Status |
|---|---|---|---|---|
| Trivalent Zinc Electroplate | 8 – 12 | 200 – 400 | Silver, yellow iridescent, black passivate | Compliant |
| Zinc-Nickel Alloy (12–15 % Ni) | 8 – 15 | 720 – 1,000+ | Silver metallic, black | Compliant |
| DACROMET / Geomet | 6 – 10 | 500 – 1,000 | Silver-grey matte | Compliant |
| Cathodic E-coat (Epoxy) | 15 – 30 | 500 – 750 | Black (paintable primer) | Compliant |
| Black Oxide + Wax Sealant | 1 – 3 | 48 – 96 | Satin black | Compliant |
| Decorative Chrome (Trivalent Cr³⁺) | 10 – 25 | 300 – 600 | Mirror chrome | Compliant |
Zinc-nickel alloy plating represents the current gold standard for exterior automotive moulding screws in northern-climate OEM specifications. KeyFixPro operates dedicated zinc-nickel and DACROMET lines that routinely validate lots to 1,000+ hour neutral salt spray per ASTM B117.
Vehicle-Zone Application Mapping
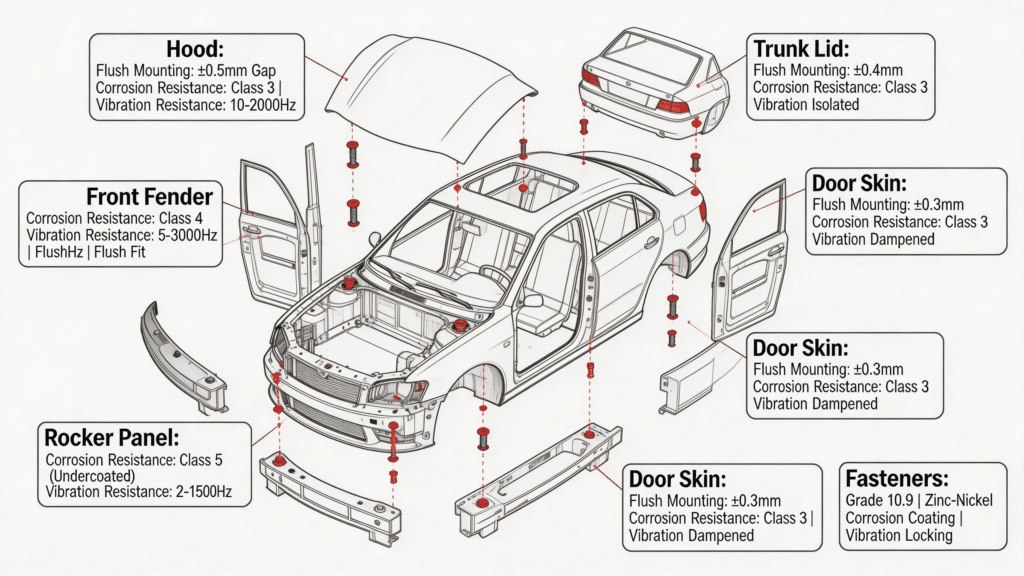
Different mounting locations impose vastly different load, chemical, and visual demands on moulding fasteners.
| Vehicle Zone | Moulding Component | Dominant Stressor | Recommended Screw Configuration |
|---|---|---|---|
| Roof Line | Drip rail cover, roof rack base trim | Aerodynamic uplift, UV aging | Torx pan head, SUS 304, Zn-Ni coating |
| Body Side | Protection strip, chrome accent band | Stone chip impact, car-wash brush abrasion | Oval washer head, DACROMET-coated carbon steel |
| Wheel Opening | Fender flare, splash liner | Road spray, gravel bombardment, salt accumulation | Hex flange, 10B21 boron steel, Zn-Ni 15 μm |
| Windshield Perimeter | Reveal moulding, cowl cover | Water intrusion, freeze-thaw cycling | Flat washer head with EPDM sealing washer |
| Rocker / Sill | Side skirt, sill plate cover | Curb strike, de-icing chemical splash | Truss head, E-coat + secondary sealant |
| Rear Deck | Tail lamp garnish, spoiler base trim | Trunk-slam vibration, thermal cycling | Torx oval, spring-steel captive SEMS washer |
This zone-based mapping underscores a critical principle: no single automotive moulding screw specification can serve every attachment point on a modern vehicle. A roof-rail fastener optimized for UV and uplift resistance would be over-engineered for a rocker panel where chemical immersion tolerance takes priority.
Dimensional Precision: Industry Norms Versus KeyFixPro Capability
Tolerance control separates OEM-validated automotive moulding screws from commodity-grade alternatives. Tighter dimensional bands reduce cross-threading during automated assembly and narrow seated-torque scatter.

| Critical Dimension | ISO 4759-1 Standard Tolerance | KeyFixPro Achieved Tolerance |
|---|---|---|
| Major Thread Diameter | ±0.05 mm | ±0.02 mm |
| Total Screw Length (under head) | ±0.30 mm | ±0.10 mm |
| Head Height | ±0.10 mm | ±0.05 mm |
| Integrated Washer OD Concentricity (TIR) | 0.15 mm | 0.05 mm |
| Drive Recess Depth | ±0.08 mm | ±0.03 mm |
| Surface Roughness (Ra) | ≤ 3.2 μm | ≤ 1.6 μm |
These precision advantages stem from KeyFixPro’s vertically integrated process chain: multi-station cold headers maintaining continuous grain flow, planetary thread rollers producing sub-Ra 0.8 μm finishes, and STS C-series 5-axis CNC centers holding ±0.005 mm positional accuracy. Every lot undergoes CMM verification at ±0.001 mm resolution plus 100 % optical sorting — certified to IATF 16949 standards with a documented 0 PPM field-defect record.
Common Failure Modes and Corrective Engineering
Understanding how automotive moulding screws fail in service enables proactive specification improvements. The five modes below represent the most frequent root causes from OEM warranty-return data.
| Observed Failure | Typical Root Cause | Recommended Corrective Measure |
|---|---|---|
| White rust deposit on exposed head | Zinc coating below minimum effective thickness (< 5 μm) | Specify Zn-Ni alloy plating ≥ 10 μm with sealed topcoat |
| Screw head pulls through moulding | Washer bearing area too small relative to moulding stiffness | Enlarge washer OD or add a metal backing plate behind moulding |
| Thread strips in plastic retainer boss | Single-lead coarse pitch in nylon or PA66-GF30 | Transition to hi-lo thread geometry for polymer substrates |
| Progressive loosening under road vibration | Smooth shank too short, insufficient clamp-load maintenance | Add thread-locking micro-encapsulated patch or serrated flange |
| Galvanic corrosion at dissimilar-metal joint | Steel screw directly contacting aluminum body panel | Insert non-conductive barrier washer or switch to aluminum fastener |
Each corrective action can be implemented within a single PPAP revision cycle. KeyFixPro’s engineering team routinely performs FMEA during pre-production validation, identifying risks before they reach assembly lines.
Manufacturing Workflow at KeyFixPro
KeyFixPro transforms raw wire rod into finished automotive moulding screws through a fully integrated production sequence with material-to-shipment traceability.
Cold Forging — Incoming coil stock is verified via AMETEK optical emission spectrometry before entering multi-station progressive cold headers. Ambient-temperature forging preserves uninterrupted grain flow, boosting shear strength 40–60 % beyond machined equivalents while achieving 98 % material utilization.
Thread Rolling — Flat-die and planetary rollers generate thread profiles with root-surface finishes below Ra 0.8 μm. Cold-worked roots exhibit fatigue endurance roughly ten times higher than cut threads — decisive for moulding screws subjected to millions of vibration cycles.
CNC Secondary Machining — Torx recesses, knurled zones, and captive-washer grooves are machined on 5-axis CNC centers maintaining ±0.005 mm positional accuracy.
Coating — In-house zinc-nickel, DACROMET, and e-coat lines with continuous bath-chemistry monitoring. Salt-spray validation precedes every lot release.
Inspection — CMM at ±0.001 mm, 3D scanning, and 100 % optical sorting under IATF 16949 protocols. Finished screws ship in moisture-barrier packaging with full digital traceability.
Specification Checklist for Custom Orders
A complete data package at quotation stage accelerates engineering review. Below are the key elements KeyFixPro’s application engineers need to launch a custom automotive moulding screw program.
| Specification Item | Information Needed | Purpose |
|---|---|---|
| Vehicle Platform Identity | OEM, model designation, production year | Determines applicable test standards (e.g., GMW, VW TL, Toyota TSH) |
| Moulding Substrate | PVC, ABS, TPO, PA66-GF30, stainless steel, aluminum | Guides thread form selection and clamp-load calculation |
| Panel Material and Gauge | Mild steel 0.7 mm, aluminum 6016-T4 1.0 mm, CFRP, etc. | Sets point style, pilot hole diameter, and strip-torque target |
| Corrosion Target | Salt spray hours per OEM material specification | Dictates coating technology and minimum thickness |
| Aesthetic Finish | Chrome mirror, satin black, body-color RAL code | Defines surface-treatment process and visual acceptance criteria |
| Annual Volume Projection | Pieces per year, call-off schedule | Optimizes tooling investment, cold-header station allocation, and lead time |
| Packaging Requirement | Bulk, tray, blister, tape-and-reel for automated feed | Ensures compatibility with client’s assembly-line feeding systems |
KeyFixPro’s team of 20+ senior fastener engineers collaborates with client R&D groups through full PPAP documentation — dimensional layouts, material certificates, process capability studies (Cpk ≥ 1.67) — ensuring each custom program transitions smoothly from prototype approval to volume production.
Frequently Asked Questions About Automotive Moulding Screws
What separates automotive moulding screws from ordinary tapping screws?
Automotive moulding screws incorporate integrated bearing washers, color-coordinated plating, and precisely calibrated head profiles designed to retain flexible or rigid trim without surface distortion. Ordinary tapping screws lack these refinements and frequently cause dimpling or cosmetic degradation on visible moulding surfaces.
Which coating delivers the longest field life on exterior moulding fasteners?
Zinc-nickel alloy plating (12–15 % Ni) sealed with trivalent chromate consistently exceeds 1,000 hours of salt spray per ASTM B117. For wheel-arch and underbody positions, DACROMET / Geomet coatings offer comparable endurance with added resistance to alkaline cleaning agents.
Can KeyFixPro produce both imperial and metric thread forms?
Yes. KeyFixPro maintains tooling sets for SAE (#6 through #14) and metric (M3.5 through M6.3) thread series, enabling dual-standard production within one facility — valued by global platforms requiring regional thread-form compliance.
How does KeyFixPro prevent hydrogen embrittlement in high-strength moulding screws?
All boron-steel and medium-carbon fasteners above class 10.9 undergo mandatory post-plating baking at 190–210 °C within four hours of electroplating, driving dissolved atomic hydrogen from the steel lattice and eliminating delayed-fracture risk.