Introduction: The Strategic Weight of Supplier Selection
Choosing the right manufacturer of screw-machined components for the automotive industry is among the highest-stakes procurement decisions a vehicle program team faces. Screw-machined parts — precision-turned bushings, valve bodies, sensor housings, threaded inserts, coupling shafts, and hundreds of other rotational geometries — account for a substantial share of the functional hardware inside every modern vehicle. A single dimensional deviation of 0.02 mm on a brake caliper piston bore or a fuel rail fitting can cascade into assembly stoppages, warranty campaigns, and reputational damage measured in millions of dollars.
Yet supplier evaluation for screw-machined automotive components remains an underserved topic. Most published guidance addresses either generic machining processes or broad supplier management theory, leaving procurement engineers without a structured, technically grounded methodology for comparing one manufacturer of screw-machined components for the automotive industry against another. This guide fills that gap.
The sections that follow present a quantified evaluation framework spanning nine decision dimensions — from process capability metrics and equipment audits to logistics modeling and total cost of ownership — supported by reference data tables that transform subjective supplier impressions into objective, scoreable criteria. Whether you are sourcing a single high-volume bushing program or consolidating your turned-parts supply base across multiple vehicle platforms, this methodology will sharpen your selection process and reduce downstream risk.
Dimension 1: Equipment Portfolio and Machining Capability
The first indicator of whether a candidate qualifies as a serious manufacturer of screw-machined components for the automotive industry is its installed equipment base. Machine type, axis count, bar capacity, and spindle configuration directly determine which part families a facility can produce — and at what precision level.

| Equipment Category | Axis Configuration | Typical Bar Capacity | Achievable Tolerance | Best-Fit Component Families |
|---|---|---|---|---|
| Single-Spindle CNC Lathe | 2-axis (X, Z) | Φ6 – Φ65 mm | ±0.01 mm | Simple shafts, spacers, stepped pins |
| Multi-Axis CNC Turning Center | 4- to 8-axis (C, Y, B live tooling) | Φ10 – Φ80 mm | ±0.008 mm | Complex valve bodies, cross-drilled fittings |
| Swiss-Type CNC (Sliding Headstock) | 5- to 9-axis with guide bushing | Φ1 – Φ32 mm | ±0.005 mm | Sensor pins, injector sleeves, micro shafts |
| Multi-Spindle Automatic (CNC) | 6 or 8 spindle | Φ5 – Φ42 mm | ±0.015 mm | High-volume bushings, simple turned nuts |
| 5-Axis Mill-Turn Center | 5 continuous axes | Φ10 – Φ300 mm | ±0.005 mm | Eccentric housings, asymmetric connectors |
| Cam-Operated Automatic Screw Machine | Mechanical cam | Φ3 – Φ50 mm | ±0.025 mm | Legacy high-volume simple geometries |
When auditing a facility, record not only machine counts but also machine age, controller generation, and preventive-maintenance intervals. A manufacturer of screw-machined components for the automotive industry operating 15-year-old cam automatics will struggle to hold the ±0.008 mm tolerances that modern powertrain and braking specifications increasingly demand. In contrast, a facility equipped with current-generation Swiss-type CNC platforms (e.g., Citizen Cincom, Star SR, Tsugami) backed by proactive maintenance protocols signals readiness for high-precision automotive programs.
KeyFixPro’s machining department features STS C-series 5-axis mill-turn centers with SYNTEC CNC controllers delivering ±0.005 mm positional repeatability, complemented by Swiss-type turning cells handling Φ1 through Φ35 mm stock — a configuration purpose-built for the dimensional rigor of automotive screw-machined components.
Dimension 2: Process Capability and Statistical Evidence
Equipment alone does not guarantee part quality — process control does. Any credible manufacturer of screw-machined components for the automotive industry must demonstrate statistical process capability through quantified metrics, not marketing assertions.

| Process Metric | Definition | Minimum Acceptable Value | Benchmark Value (World-Class) |
|---|---|---|---|
| Cpk (Process Capability Index) | Measures how centered and tight the process operates within specification limits | ≥ 1.33 | ≥ 1.67 |
| Ppk (Process Performance Index) | Long-term capability including all sources of variation | ≥ 1.25 | ≥ 1.67 |
| SPC Charting Frequency | How often in-process dimensional data is sampled and plotted | Every 50th part | Every 25th part or continuous |
| Gauge R&R (Reproducibility & Repeatability) | Percentage of tolerance consumed by measurement system variation | ≤ 30 % | ≤ 10 % |
| First-Pass Yield | Percentage of parts conforming without rework or sorting | ≥ 95 % | ≥ 99.5 % |
| PPM Defect Rate (Outgoing) | Defective parts per million shipped | ≤ 50 PPM | 0 PPM |
During supplier qualification, request actual Cpk studies from recent production runs — not theoretical estimates. A manufacturer producing brake caliper pistons at Cpk 1.72 across 500,000 pieces provides far stronger evidence of capability than one claiming “tight tolerances” without statistical backing.
KeyFixPro maintains Cpk ≥ 1.67 as a standard release criterion across all automotive screw-machined programs, supported by real-time SPC charting, coordinate measuring machine (CMM) verification at ±0.001 mm resolution, and 100 % automated optical sorting. The documented result: a sustained 0 PPM outgoing defect record across 100+ completed vehicle platform programs.
Dimension 3: Material Competency and Metallurgical Control
A genuine manufacturer of screw-machined components for the automotive industry must demonstrate mastery across the full spectrum of automotive-grade alloys — not merely free-machining carbon steels. Each material family presents unique cutting behavior, tool-wear patterns, and post-machining treatment requirements.

| Material Category | Representative Grades | Machinability Index (AISI 1212 = 100) | Key Automotive Applications | Critical Processing Consideration |
|---|---|---|---|---|
| Free-Machining Carbon Steel | 12L14, 1215, 1117 | 160 – 190 | Non-critical bushings, spacers, adjusters | Lead content restricted under ELV directive; verify Pb-free alternatives |
| Medium-Carbon Steel | 1045, 1050 | 55 – 65 | Transmission shafts, high-load pins | Requires post-machining heat treatment for hardness |
| Alloy Steel | 4140, 4340, 8620 | 45 – 60 | Powertrain gears (pre-form), differential pins | Carburizing or quench-temper cycle mandatory for final properties |
| Boron Steel | 10B21, 10B38 | 50 – 55 | High-strength fastener blanks | Hydrogen embrittlement risk during electroplating |
| Austenitic Stainless | 303, 304, 316L | 36 – 78 | Fuel rail fittings, EGR components, exhaust studs | Work-hardening tendency; requires rigid setups and sharp tooling |
| Martensitic Stainless | 410, 416, 420 | 45 – 80 | Valve stems, turbo actuator shafts | Post-machining hardening to 40–50 HRC |
| Brass / Bronze | C36000, C54400 | 100 – 300 | Electrical terminals, hydraulic fittings | Dezincification risk in high-chloride environments |
| Aluminum Alloy | 6061-T6, 7075-T6, 2011-T3 | 120 – 200 | EV battery housing inserts, lightweight brackets | Built-up edge on tooling; requires PCD or polished carbide inserts |
| Titanium Alloy | Ti-6Al-4V (Grade 5) | 22 – 30 | Racing / performance exhaust fasteners | Extreme tool wear; flood coolant and low surface speed essential |
Request incoming material inspection records during audits. A qualified manufacturer of screw-machined components for the automotive industry performs optical emission spectrometry (OES) or X-ray fluorescence (XRF) verification on every incoming heat lot, cross-referencing against mill certificates to confirm chemical composition, tensile properties, and grain structure compliance.
KeyFixPro employs an AMETEK OES system for 100 % incoming alloy verification and maintains a comprehensive material portfolio spanning low-carbon wire rod through exotic titanium bar stock — ensuring that each screw-machined component begins its production journey on a metallurgically validated foundation.
Dimension 4: Quality Management System Architecture
An IATF 16949 certification is table stakes, not a differentiator. What separates an adequate from an outstanding manufacturer of screw-machined components for the automotive industry is the depth and rigor of the quality infrastructure behind the certificate.
| Quality System Element | What to Evaluate | Red Flag Indicators |
|---|---|---|
| IATF 16949 Scope | Does the certification scope explicitly cover screw machining and turned components? | Scope limited to assembly or non-machining operations |
| APQP Implementation | Can the supplier demonstrate all five APQP phases with documented outputs? | No evidence of design FMEA or control plan |
| PPAP Capability | Can the supplier submit Level 3 or Level 4 PPAP packages on demand? | Only Level 1 submissions; missing dimensional layouts |
| MSA (Measurement System Analysis) | Gauge R&R studies completed for all critical measurement equipment | No MSA records; R&R exceeding 30 % of tolerance |
| Control Plan Maturity | Are control plans linked to PFMEA severity rankings? | Generic control plans not customized per part number |
| Corrective Action System | 8D or equivalent problem-solving methodology with effectiveness verification | Corrective actions that only address symptoms, not root causes |
| Internal Audit Program | Layered process audit (LPA) frequency and findings closure rate | Audits conducted only for certification renewal |
| Traceability Depth | Can the supplier trace any shipped part back to raw-material heat number? | Traceability limited to lot level; no per-piece serialization capability |
KeyFixPro’s quality architecture extends well beyond certification requirements: IATF 16949, ISO 9001, and ISO 14001 certifications are underpinned by layered process audits executed weekly, 3D surface scanning integrated into production cells, and a digital traceability platform linking each finished component to its raw-material heat number, forging or machining station, coating bath chemistry, and final inspection timestamp.
Dimension 5: Secondary Operations and Value-Added Integration
Few automotive screw-machined components ship directly from the lathe to the assembly line. Most require one or more secondary processes that add functional features, enhance mechanical properties, or provide environmental protection. A manufacturer of screw-machined components for the automotive industry that integrates these operations in-house eliminates inter-facility transport delays, reduces handling damage, and consolidates accountability under a single quality system.
| Secondary Operation | Functional Purpose | In-House Advantage | Outsourcing Risk |
|---|---|---|---|
| Thread Rolling (Flat-Die / Planetary) | Creates cold-formed threads with superior fatigue life vs. cut threads | Eliminates transit; maintains grain-flow continuity | Transport-induced nick damage on thread crests |
| Heat Treatment (Carburize, Q&T, Induction) | Achieves target hardness, wear resistance, and core toughness | Tight process coupling; batch traceability preserved | Extended lead time; potential mix-up of heat lots |
| Surface Grinding / Centerless Grinding | Achieves sub-Ra 0.4 μm finishes and ±0.002 mm OD tolerances | Same-shift turnaround; immediate SPC feedback loop | Dimensional drift from re-fixturing at external facility |
| Zinc-Nickel / DACROMET Coating | Provides 720–1,000+ hour salt spray corrosion barrier | Coating thickness and bath chemistry controlled in real time | Quality variability across third-party plating houses |
| Cathodic E-coat | Delivers uniform epoxy primer layer for paintable assemblies | Consistent film build across complex geometries | Rack-mark positioning may not match part geometry |
| Automated Optical Sorting (100 %) | Screens every piece for dimensional and visual defects | Zero-defect outgoing assurance | Sampling-only inspection misses statistical outliers |
| Laser Marking / Data Matrix Code | Enables per-piece serialization and digital traceability | Integrated into production cell; no offline handling | Additional logistics step; mark durability questions |
KeyFixPro operates an integrated production campus encompassing cold forging, CNC turning, thread rolling, surface treatment (zinc-nickel, DACROMET, e-coat), and 100 % optical inspection — all governed by a unified IATF 16949 quality system. This consolidation enables KeyFixPro to deliver finished, inspection-verified, packaging-ready screw-machined automotive components without reliance on external subcontractors for core value-added steps.
Dimension 6: Automotive Sub-System Application Knowledge
Technically capable machining is necessary but insufficient. A truly qualified manufacturer of screw-machined components for the automotive industry understands how each turned part functions within its vehicle sub-system — knowledge that informs material selection, tolerance allocation, and failure-mode prevention at the design-for-manufacturability stage.
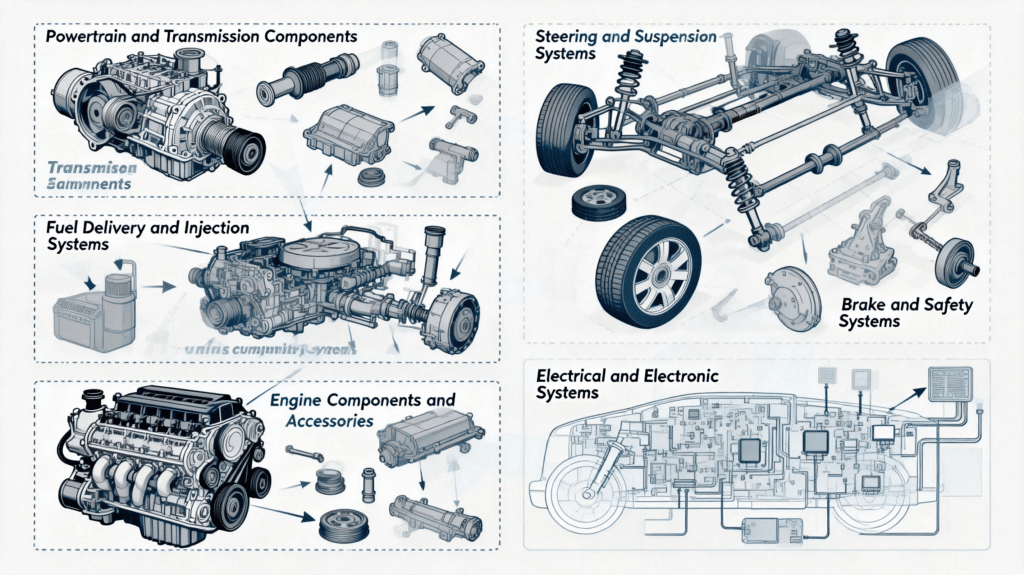
| Vehicle Sub-System | Typical Screw-Machined Components | Critical Performance Demands | Key Specification Standards |
|---|---|---|---|
| Powertrain / Transmission | Shift-fork pivot pins, synchronizer sleeves, oil-pump rotors | Fatigue life > 10⁷ cycles; case hardness 58–62 HRC | AIAG CQI-9 (Heat Treat), GM GMW, VW TL |
| Fuel Delivery | Rail fittings, injector sleeves, pressure sensor housings | Leak-tight sealing at 200+ bar; chemical resistance to ethanol blends | SAE J2044, OEM fuel compatibility specs |
| Braking System | Caliper pistons, master cylinder bores, ABS sensor rings | Dimensional stability under thermal cycling (−40 °C to +200 °C) | FMVSS 135, ECE R13H |
| Steering | Rack-guide bushings, pinion shaft journals, tilt-column sleeves | Low-friction surface finish (Ra ≤ 0.4 μm); concentricity ≤ 0.01 mm TIR | ISO 26082, OEM durability protocols |
| Chassis / Suspension | Shock absorber piston rods, stabilizer bar link pins | Corrosion resistance > 720 hr NSS; fatigue endurance ratio > 0.45 | ISO 4759, OEM DVP&R plans |
| HVAC / Climate | Expansion valve orifices, compressor shaft seals | Concentricity ≤ 0.005 mm; surface finish Ra ≤ 0.2 μm | SAE J2727, refrigerant compatibility |
| Electrical / Electronics | Connector terminal pins, sensor ground bushings, relay contact studs | Conductivity consistency; insertion-force repeatability | USCAR-2, LV 214 |
| EV-Specific | Battery module compression pins, high-voltage busbar inserts | Electrical isolation; lightweight (Al / Ti alloys); thermal management | LV 123, UL 2580 |
This sub-system literacy allows a manufacturer of screw-machined components for the automotive industry to challenge prints constructively — proposing material upgrades, tolerance relaxations on non-critical features, or process substitutions that reduce cost without compromising function. KeyFixPro’s engineering team of 20+ senior fastener and precision-component specialists draws on experience spanning powertrain, chassis, fuel, braking, and EV battery programs across 20+ countries to provide exactly this level of application-informed collaboration.
Dimension 7: Capacity Planning and Scalability
Automotive demand is inherently volatile. A manufacturer of screw-machined components for the automotive industry must demonstrate not only current capacity adequacy but also the structural ability to scale output ±30 % in response to platform volume swings without lead-time penalties or quality degradation.
| Capacity Indicator | What to Assess | Benchmark Target |
|---|---|---|
| Machine Utilization Rate | Current OEE (Overall Equipment Effectiveness) across screw-machine fleet | 75–85 % (sufficient buffer for surges) |
| Available Spindle Hours | Weekly unscheduled hours available for new programs | ≥ 15 % of total installed capacity |
| Quick-Changeover Capability | SMED (Single-Minute Exchange of Die) implementation level | Changeover ≤ 15 minutes for repeat part numbers |
| Workforce Flexibility | Multi-skilled operators able to run multiple machine types | Cross-training ratio ≥ 1.5 machines per operator |
| Raw Material Buffer Stock | Weeks of safety stock for core alloy grades | 4–6 weeks for A-class materials |
| Sub-Tier Supply Chain Depth | Number of qualified alternative sources for critical raw materials | ≥ 2 approved sources per alloy specification |
KeyFixPro maintains dedicated machine cells for high-volume automotive programs while reserving flexible multi-axis capacity for prototype and ramp-up requirements. Cold forging lines capable of sustaining 300+ strokes per minute for header-formed blanks complement CNC turning cells, enabling hybrid production strategies that optimize both speed and per-piece cost for volume tiers from 500 prototype pieces to 5,000,000+ annual production quantities.
Dimension 8: Total Cost of Ownership Model
Piece price is only one element of the true procurement cost. A rigorous evaluation of any manufacturer of screw-machined components for the automotive industry must incorporate the full cost spectrum from quotation to end-of-life.
| Cost Element | Description | Typical Impact (% of Total Cost) |
|---|---|---|
| Raw Material | Alloy cost per kg × material utilization rate | 30–50 % |
| Machining (Value-Add) | Machine hourly rate × cycle time per piece | 20–35 % |
| Secondary Operations | Heat treatment, coating, grinding, marking | 8–15 % |
| Quality and Inspection | SPC, CMM, optical sorting, PPAP documentation | 3–6 % |
| Tooling Amortization | Initial tool cost ÷ guaranteed tool life quantity | 2–5 % |
| Packaging and Logistics | Protective packaging, ocean/air freight, customs duties | 5–12 % |
| Hidden Cost: Quality Failures | Sorting campaigns, line stoppages, warranty claims | 0 % (ideal) to 15 %+ (poor supplier) |
| Hidden Cost: Delivery Delays | Expedite freight, production schedule disruption | 0 % (ideal) to 10 %+ (unreliable supplier) |
Notice that the two “hidden cost” rows can dwarf the piece-price savings offered by the lowest bidder. A manufacturer of screw-machined components for the automotive industry that quotes 8 % below competition but generates 200 PPM defects and 15 % late deliveries will ultimately cost far more than a higher-priced supplier maintaining 0 PPM and 98 %+ on-time performance.
KeyFixPro’s cold-forging-first manufacturing philosophy delivers a structural cost advantage: forming near-net-shape blanks at 98 % material utilization before precision CNC finishing reduces both raw-material waste and machining cycle time — lowering the two largest cost components simultaneously while maintaining the dimensional integrity that automotive specifications demand.
Dimension 9: Certification, Compliance, and Sustainability
Global automotive platforms increasingly mandate compliance frameworks extending beyond quality into environmental stewardship and social responsibility.
| Compliance Domain | Applicable Standard | What It Covers | Why It Matters to Your Program |
|---|---|---|---|
| Automotive Quality | IATF 16949:2016 | Product realization, customer-specific requirements, defect prevention | Prerequisite for Tier 1 and OEM approved supplier lists |
| Quality Management | ISO 9001:2015 | General QMS framework and continuous improvement | Baseline credibility for non-automotive diversification |
| Environmental Management | ISO 14001:2015 | Waste reduction, emissions control, resource efficiency | Increasingly required by European and Japanese OEMs |
| Material Compliance | EU ELV Directive (2000/53/EC) | Restricts Pb, Hg, Cd, Cr⁶⁺ in vehicle components | Non-compliance blocks market access in EU |
| Chemical Safety | EU REACH, RoHS | Registration/restriction of hazardous substances | Applies to coatings, plating chemistries, and lubricants |
| Conflict Minerals | Dodd-Frank Section 1502 / EU Regulation 2017/821 | Due diligence on tin, tantalum, tungsten, gold sourcing | OEM supplier codes increasingly mandate reporting |
| Carbon Footprint | ISO 14064 / Scope 3 reporting | Greenhouse gas quantification across supply chain | EV OEMs demanding carbon-neutral supply chains by 2035 |
KeyFixPro holds concurrent IATF 16949, ISO 9001, and ISO 14001 certifications, maintaining full ELV and REACH compliance across its coating and surface-treatment operations. This triple-certified framework ensures that screw-machined components manufactured by KeyFixPro satisfy the most stringent OEM supplier-qualification checklists worldwide.
Dimension 10: Weighted Scoring Methodology — Putting It All Together
To convert the nine dimensions above into actionable supplier rankings, assign each dimension a weight reflecting your program’s priorities, then score candidates on a 1–5 scale per dimension.
| Evaluation Dimension | Suggested Weight (%) | Score 1 (Poor) | Score 3 (Acceptable) | Score 5 (Outstanding) |
|---|---|---|---|---|
| Equipment Portfolio | 10 | Cam automatics only; no CNC | Mix of CNC lathes; limited Swiss | Full CNC + Swiss + 5-axis mill-turn |
| Process Capability (Cpk) | 15 | Cpk < 1.0 on critical dims | Cpk 1.33–1.49 | Cpk ≥ 1.67 consistently |
| Material Competency | 10 | Carbon steel only | Carbon + stainless + aluminum | Full alloy spectrum incl. Ti and exotic |
| Quality System Depth | 15 | ISO 9001 only; no IATF | IATF 16949 certified; basic PPAP | IATF + layered audits + digital traceability |
| Secondary Operation Integration | 10 | All secondary ops outsourced | Some in-house (coating or grinding) | Full in-house: threading, coating, sorting |
| Sub-System Application Knowledge | 10 | Generic machining shop | Automotive experience in 2–3 sub-systems | Deep expertise across powertrain, brake, fuel, EV |
| Capacity and Scalability | 10 | Near full utilization; no flex | 10–15 % buffer; moderate scalability | ≥ 20 % reserve; proven ramp history |
| Total Cost Competitiveness | 10 | Lowest bid but high hidden costs | Competitive pricing; moderate risk | Optimized TCO; near-net-shape strategy |
| Compliance and Sustainability | 10 | ISO 9001 only; no ELV/REACH data | IATF + ISO 14001; basic compliance docs | Triple-certified; proactive Scope 3 reporting |
Scoring formula: Weighted Score = Σ (Dimension Weight × Dimension Score). A candidate scoring above 4.0 weighted average merits approved-supplier nomination. Below 3.0 signals unacceptable risk for series-production automotive programs.
This framework transforms subjective factory-visit impressions into a defendable, data-driven supplier recommendation — exactly the rigor that global OEM sourcing committees expect.
Supplier Qualification Timeline: What to Expect
Qualifying a new manufacturer of screw-machined components for the automotive industry is not instantaneous. Below is a representative timeline from initial contact to serial-production release.
| Phase | Typical Duration | Key Activities | Deliverables |
|---|---|---|---|
| RFQ and Preliminary Assessment | 2–4 weeks | Technical feasibility review, budgetary quotation, NDA execution | Preliminary quote package, capability summary |
| On-Site Audit | 1–2 weeks | Facility walkthrough, equipment verification, quality system audit | Audit report, corrective action requests (if any) |
| Prototype Development | 4–8 weeks | First-article machining, dimensional validation, material cert review | Prototype samples, dimensional report, material certs |
| PPAP Submission | 4–6 weeks | Full Level 3 PPAP preparation including Cpk studies | PPAP package (18 elements), sample parts |
| Pilot Production Run | 4–8 weeks | Production-rate trial run, packaging validation, logistics dry-run | Run-at-rate report, packaging approval, logistics confirmation |
| Serial Production Release (SOP) | Ongoing | Continuous production with SPC monitoring and periodic audits | Ongoing shipments, quality performance dashboards |
Total elapsed time from RFQ to SOP typically spans 4–7 months, depending on part complexity, material lead times, and the readiness of the candidate manufacturer’s quality documentation. KeyFixPro’s 25+ year track record of automotive program launches, combined with pre-established PPAP templates and SPC infrastructure, enables compressed qualification timelines — often shaving 4–6 weeks off the industry-average schedule.
Frequently Asked Questions
What defines a manufacturer of screw-machined components for the automotive industry versus a general machining shop?
An automotive-qualified manufacturer operates under IATF 16949 quality protocols, maintains statistical process controls with demonstrated Cpk ≥ 1.33 on critical dimensions, possesses material competency spanning multiple automotive alloy families, and delivers PPAP-level documentation as standard practice. A general shop may produce dimensionally acceptable parts but typically lacks the quality infrastructure, traceability depth, and sub-system application knowledge that automotive programs demand.
How does cold forging complement screw machining in automotive component production?
Cold forging creates near-net-shape blanks with uninterrupted grain flow and 98 % material utilization. When these blanks then undergo CNC screw-machining for final dimensioning, the result is a component that combines the superior mechanical properties of forging with the tight tolerances of precision turning — at lower combined cost than machining from solid bar stock. KeyFixPro’s integrated cold-forging plus CNC-machining workflow exemplifies this hybrid strategy.
What annual volumes justify tooling investment for screw-machined automotive parts?
CNC-machined prototypes are economically viable starting at 500 pieces. For cold-forged plus machined components, tooling investment typically amortizes at 10,000+ annual pieces. Progressive cost reductions apply at 50K, 100K, and 500K+ volume tiers. KeyFixPro offers flexible production strategies scaled to each program’s lifecycle volume, from initial validation through peak-year output.
How does KeyFixPro ensure traceability for screw-machined automotive components?
Every component manufactured at KeyFixPro is linked to a digital traceability record capturing raw-material heat number, OES alloy verification result, machining cell and operator assignment, thread-rolling parameters, coating bath chemistry and immersion time, CMM dimensional data, and optical sorting pass/fail status. This end-to-end traceability chain satisfies the most demanding OEM recall-readiness requirements.
Can a single manufacturer handle both small-diameter Swiss-type and large-diameter CNC-turned automotive parts?
Yes — provided the facility maintains both equipment platforms under a unified quality system. KeyFixPro’s machining department encompasses Swiss-type cells handling Φ1–Φ35 mm stock alongside 5-axis mill-turn centers accommodating components up to Φ300 mm, all governed by the same IATF 16949 protocols. This dual-platform capability enables consolidation of diversified screw-machined component families under a single approved supplier, simplifying procurement logistics and quality oversight.