
When you’re sourcing custom bolts, the choice between cold forging and CNC machining drives unit cost, fatigue performance, lead time, and tooling investment. Cold forging shapes wire stock under pressure at room temperature and excels at high-volume runs above roughly 5,000 pieces. CNC machining cuts material away and wins on tight tolerances, complex geometry, and short runs.
This guide compares both processes head-to-head so OEM engineers and procurement teams can match the right method to the right bolt.


TL;DR — Key Takeaways
- Cold forging cuts raw material waste by up to 70% and improves fatigue strength through uninterrupted grain flow; CNC machining interrupts grain structure but holds tighter tolerances.
- Cold forging tolerances run roughly ±0.025 mm on diameters and ±0.125 mm on lengths; CNC can hold ±0.01 mm or better.
- The break-even point for cold-heading tooling typically sits around 5,000 pieces annual volume.
- Cold heading is generally limited to bolts under M36 (≈1-3/8 in.); larger sizes shift to hot forging or CNC.
- The hybrid path — cold-forge a near-net blank, then CNC finish critical features — captures the cost benefit of forming and the precision of cutting.
What’s the Actual Difference Between Cold Forging and CNC Machining for Bolts?
Cold forging (commonly called cold heading in fastener production) is a chipless, near-net-shape process. A coil of wire is fed into a multi-station header, and a sequence of dies and punches displaces the metal at room temperature into the bolt’s final geometry. No material is cut away.
CNC machining is the opposite. You start with bar stock, then a CNC lathe — usually paired with live tooling for milling — cuts away everything that isn’t the bolt. The process is subtractive, slower per part, and produces chips as scrap.
The bolt that comes off a header looks similar to one that comes off a lathe. The internal metallurgy and the per-part economics are not.
💡 Engineer’s Note: Cold forging is sometimes called “cold heading” when applied to fasteners specifically. The terms are interchangeable in most fastener procurement conversations — but if your supplier says “cold forging,” double-check whether they actually run a multi-station header or just a single-blow upsetter, which has very different capabilities.
Which Process Produces Stronger Custom Bolts?
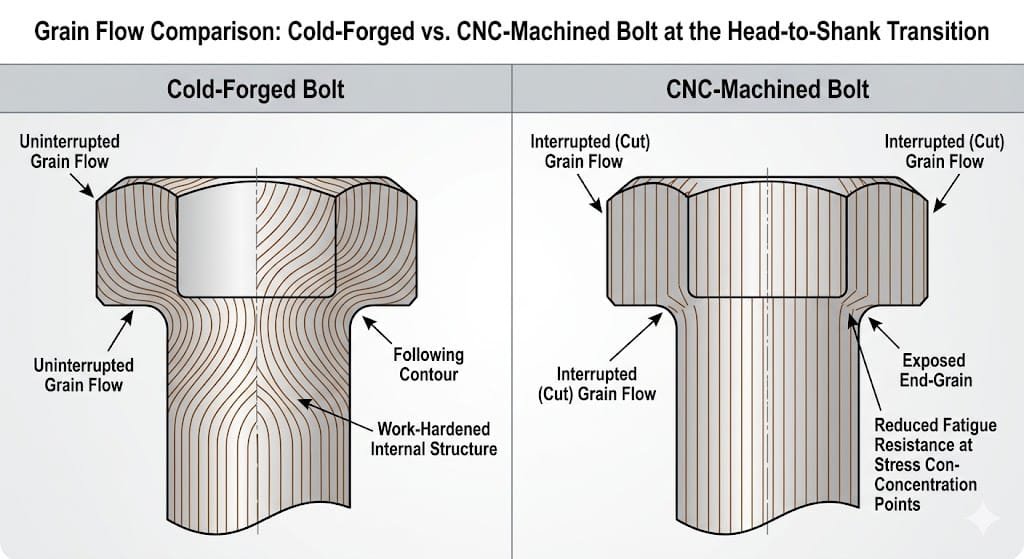
Cold forging produces stronger bolts in fatigue-critical applications, and the reason is grain flow.
When you cold-forge a bolt, the metal’s grain structure follows the contour of the part — raising fatigue strength and toughness versus a machined or cast equivalent.
CNC machining cuts straight through the grain, leaving end-grain exposed at the head-to-shank fillet — exactly where bolts see peak stress under cyclic loading.
Work hardening compounds the effect. Cold-headed parts gain a roughly 10–25% increase in tensile strength from plastic deformation alone, before any heat treatment.
🔧 Keyfix in Practice: Crash-critical automotive bolts — seat belt anchors, suspension control arm bolts, EV battery pack clamps — are almost always cold-headed for this reason. For static-load fixturing or jig bolts where fatigue isn’t a concern, the grain interruption from machining is rarely a problem.
What Tolerances Can You Expect From Cold Forging vs CNC Machining?
This is where CNC machining wins clean. Cold heading is precise; CNC is more precise.
| Specification | Cold Heading | CNC Machining |
|---|---|---|
| Diameter tolerance | ±0.025 mm typical | ±0.01 mm or tighter |
| Length tolerance | ±0.125 mm typical | ±0.025 mm typical |
| Surface finish (Ra) | 1.6–3.2 μm | 0.4–1.6 μm |
| Geometry capability | Symmetrical, near-net shape | Complex 3D, undercuts, internal threads |
| Output rate | 100–200 parts/minute | 1–5 parts/minute |
If your drawing calls out a shoulder diameter at ±0.01 mm, cold heading alone won’t hit it. That’s the hybrid path covered later — cold-forge the blank, then finish-turn the critical surface on a CNC lathe.
At Keyfix, our CNC cells hold ±0.001 mm on critical features when grinding follows turning, which is what some medical and aerospace bolt programs require.
When Does Cold Forging Beat CNC Machining on Cost for Custom Bolts?
Cold forging wins on cost once annual volume crosses the tooling break-even point — usually around 5,000 pieces, depending on station count and die complexity.
Three economic levers drive the math:
- Material yield. Cold forging cuts raw material waste by up to 70% versus machining. On expensive alloys — stainless, aluminum, titanium, copper — this dominates the unit cost.
- Cycle time. A multi-station header runs 100–200+ parts per minute. A CNC lathe runs one to five. At 50,000 units a year, the labor and machine-hour delta is enormous.
- Tooling amortization. Cold-heading dies cost real money up front. A complex multi-station tool can run $80,000–$120,000 before the first production part ships. Spread that over 500,000 parts and it’s invisible. Spread it over 5,000 and it’s punishing.
The simplified rule of thumb:
| Annual Volume | Default Process |
|---|---|
| < 2,500 pieces | CNC machining |
| 2,500–10,000 pieces | Run the math both ways |
| 10,000–100,000 pieces | Cold forging (with CNC finishing if needed) |
| > 100,000 pieces | Cold forging, almost always |
⚠️ Common Pitfall: Buyers sometimes lock into CNC pricing on a 50,000/year program because the prototype was machined and “it works.” A side-by-side cold-heading quote on the same part typically reveals 30–50% per-unit savings — and that’s before factoring in the lower scrap rate.
Need help deciding? Send your drawing to Keyfix engineers and we’ll flag whether cold forging, CNC, or hybrid makes economic sense for your volume and tolerance — usually within 48 hours, no obligation.
What Geometries Can Cold Forging Not Produce?
Cold heading has hard geometric limits. You cannot displace metal everywhere a CNC tool can reach.
Cold forging cannot directly produce:
- Internal threads
- True undercuts
- Blind holes with complex profiles
- Acute interior angles under 90°
External threads come from thread rolling after heading, which works well — but anything inside the bolt or any sharp re-entrant feature needs a cutting tool downstream.
Diameter is the other ceiling. Cold heading is generally limited to bolts under M36 in commercial production. Above that, forming loads outrun the press, and most manufacturers shift to hot forging — a tradeoff allowed under standards such as BS 4190 and ISO 898-1, which let manufacturers select the forming method.
Bolt length matters too. Above 200–300 mm, hot forging gives better material flow and lower buckling risk than cold heading.
Which Materials Cold-Forge Well?
Cold forming requires ductility. Brittle or extremely hard alloys crack the workpiece and break the dies.
| Material Class | Cold-Headable | Notes |
|---|---|---|
| Low/medium carbon steel (1010, 1018, 10B21) | ✅ Yes | Workhorse fastener material |
| Alloy steel (SCM435/4140, Grade 10.9 wire) | ✅ Yes | Standard for high-strength bolts |
| Stainless (304, 316, A2/A4) | ✅ Yes | Higher tooling wear; spheroidized wire helps |
| Aluminum (5056, 6061) | ✅ Yes | Common in aerospace and EV |
| Copper / brass | ✅ Yes | Electrical and plumbing fasteners |
| High-carbon / tool steel | ⚠️ Limited | Often requires CNC or hot forging |
| Titanium Grade 5 | ⚠️ Specialty | Cold-formable but tooling-intensive |
| Inconel / superalloys | ❌ No | CNC or hot forging only |
If your spec calls out a material that doesn’t cold-form, the decision is made for you — go CNC.
📋 Spec Tip: If you’re sourcing for a corrosion-critical environment and considering 316 stainless, ask your supplier for spheroidized wire stock. Standard 316 wire work-hardens fast during heading and shortens die life — spheroidized wire holds tolerance longer and reduces tooling cost amortization on your unit price.
When Should You Use a Hybrid Cold Forge + CNC Process?
Hybrid manufacturing is the answer when the part has both volume and a feature cold heading can’t form.
The workflow:
- Cold-forge the bolt to near-net shape — capturing material yield, grain flow, and speed
- CNC-finish only the features that need tight tolerance, threads, or complex internal geometry
The forged blank reduces CNC cycle time on the finish pass while preserving grain structure underneath the cut.
Typical hybrid candidates:
- Shoulder bolts with tight bearing diameters
- Hex bolts with internal drives or cross-holes
- Stepped studs with shoulder undercuts
- Sensor-mount bolts with broached features

At Keyfix, both cold heading and CNC machining run under one IATF 16949 quality system, so the hand-off between processes doesn’t introduce another supplier interface, another lead time, or another PPAP.
How Should You Choose Between Cold Forging and CNC Machining?
Run your part through this checklist before issuing the RFQ:
| Question | Lean Cold Forging | Lean CNC |
|---|---|---|
| Annual volume > 10,000 pieces? | ✅ Yes | ❌ No |
| Tolerance tighter than ±0.025 mm? | ❌ No | ✅ Yes |
| Diameter ≤ M36 and length ≤ 200 mm? | ✅ Yes | Either works |
| Material is ductile (low/medium carbon, stainless, aluminum)? | ✅ Yes | Either works |
| Internal threads, deep blind holes, undercuts? | ❌ No (or hybrid) | ✅ Yes |
| Fatigue-critical loading? | ✅ Yes | Add heat treatment |
| Design still in prototype? | ❌ No | ✅ Yes |
If your answers split — say, high volume and a tight CNC-only feature — the hybrid path usually wins.
Frequently Asked Questions
What’s the typical MOQ for custom cold-forged bolts vs CNC-machined bolts?
Cold forging MOQs typically start at 5,000–10,000 pieces because of tooling amortization. CNC-machined custom bolts can be ordered in quantities as low as 50–100 pieces, which is why CNC is the default for prototypes and short pilot runs. Keyfix offers low-MOQ CNC samples for design validation, then transitions qualified parts to cold heading for production volumes.
How long is the lead time for new tooling?
New cold-heading tooling typically takes 4–8 weeks to design, machine, and trial, depending on station count and feature complexity. CNC machining requires only programming and fixturing, so first samples can ship in 1–2 weeks. Once cold-heading tooling is qualified, repeat orders run on 3–4 week cycles.
What certifications and documentation come with the bolts?
Keyfix operates under IATF 16949 and ISO 9001. Standard documentation includes a 3.1 Mill Test Report on the wire stock, a Certificate of Conformance, and dimensional inspection records. For automotive programs, full PPAP Level 3 packages with FMEA, control plan, and IMDS submission are available on request.
Can you switch a part from CNC to cold forging mid-program?
Yes, and conversion is one of the most common cost-down projects in fastener procurement. The path is: validate the existing CNC design, run a DFM review against cold-heading constraints, cut tooling, run a PPAP submission, then transition. Savings of 30–50% per part are realistic on the right candidates.
Do cold-forged bolts need heat treatment?
Most structural bolts do. Cold forging produces work hardening, but property classes like Grade 8.8, 10.9, and 12.9 require quench-and-temper heat treatment to hit specified tensile and yield values per ISO 898-1. Heat treatment runs in-line after heading and thread rolling.
What surface treatments are available?
Standard finishes include zinc plating, zinc-nickel, Dacromet, hot-dip galvanizing, black oxide, phosphate, and PTFE coating. Selection depends on corrosion class, friction coefficient targets, and assembly torque specs. For automotive under-hood applications, zinc-nickel and Dacromet are the most common.
How do you handle tight-tolerance features that cold heading can’t hit?
The hybrid route. Cold-forge the bolt to near-net shape, then CNC-machine the critical feature — shoulder, bore, undercut, or precision hex — to drawing tolerance. Both processes run in-house at Keyfix under one quality plan, so the part stays on a single PPAP and a single CoC.
Ready to spec your next bolt program?
Send your drawing or sample to the Keyfix engineering team for a DFM review and quote within 48 hours. We’ll flag cold-heading feasibility, recommend a hybrid path if it makes economic sense, and quote tooling and unit cost together so you can run the break-even math before committing.
Author: Keyfix Engineering Team Published: April 25, 2026 Last Updated: April 25, 2026