Choosing a Grade 12.9 custom flange bolt manufacturer is a different conversation from buying off-the-shelf 8.8 or 10.9 hardware. Grade 12.9 sits at the top of the ISO 898-1 strength ladder — 1,220 MPa minimum tensile, 1,080 MPa minimum yield, and hardness of 39–44 HRC. That strength carries real risk: hydrogen embrittlement, brittle fracture, and tight heat-treatment windows. This guide gives OEM engineers and procurement managers the spec, supplier-qualification, and surface-treatment criteria you need before you issue an RFQ.
TL;DR — Key Takeaways
- Grade 12.9 per ISO 898-1 requires minimum 1,220 MPa tensile strength, 1,080 MPa yield, and 39–44 HRC core hardness.
- DIN 6921 is the dimensional standard for metric hex flange bolts; pair it with ISO 898-1 for mechanical class on the drawing.
- Grade 12.9 is highly susceptible to hydrogen embrittlement above 39 HRC — many automotive specs ban electroplated zinc on 12.9 bolts.
- Safe finishes for Grade 12.9 include Dacromet, zinc-nickel (12–16% Ni), and mechanical zinc plating.
- Qualify any Grade 12.9 custom flange bolt manufacturer on IATF 16949, full PPAP capability, and documented baking per ISO 4042.
What Defines a Grade 12.9 Custom Flange Bolt?
A Grade 12.9 custom flange bolt is a medium-carbon alloy steel fastener — typically SCM435, 35CrMo, or AISI 4140 — quenched and tempered to hit the ISO 898-1 property class 12.9 envelope. The “flange” is an integral washer face under the head that distributes clamp load and eliminates a separate washer in the joint.
The “custom” piece usually means modifications the catalog can’t supply: non-standard lengths, special head heights, serrated flange undersides, modified thread specs (M8×1.0 fine instead of 1.25 coarse), drilled-shank lock-wire holes, or proprietary head markings.
| Property | Grade 12.9 Spec (ISO 898-1) |
|---|---|
| Minimum tensile strength | 1,220 MPa (177,000 psi) |
| Minimum yield strength (0.2% proof) | 1,080 MPa (157,000 psi) |
| Core hardness | 39–44 HRC (385–435 HV) |
| Typical material | Alloy steel: Cr ≥0.30%, Ni ≥0.30%, Mo ≥0.20%, V ≥0.10% |
| Heat treatment | Quenched and tempered |
| Marking | “12.9” stamped on head |
The full mechanical property tables are published in ISO 898-1:2013, which most automotive and machinery prints reference directly.
What Standards Should a Grade 12.9 Flange Bolt Manufacturer Hold?
Three standards anchor the quality system. ISO 898-1 governs the bolt’s mechanical properties. DIN 6921 governs the flange head geometry. IATF 16949 governs the supplier’s quality management system for automotive programs.
📋 Spec Tip: A complete Grade 12.9 flange bolt callout on your drawing reads something like: “M10×1.5×40, DIN 6921, Property Class 12.9 per ISO 898-1, Zn-Ni 8 μm per ISO 19598, baked per ISO 4042.” Anything less invites supplier interpretation.
For automotive Tier 1 and Tier 2 programs, IATF 16949 is non-negotiable. It’s the standard that drives PPAP submissions, IMDS material declarations, FMEA documentation, and the SPC data your customer’s quality team will demand. ISO 9001 alone is not enough for production parts on a serialized vehicle program.
For wind energy, aerospace, and pressure-equipment work, additional standards such as EN 14399 (preloaded structural bolting) or NORSOK M-501 may apply on top of ISO 898-1.
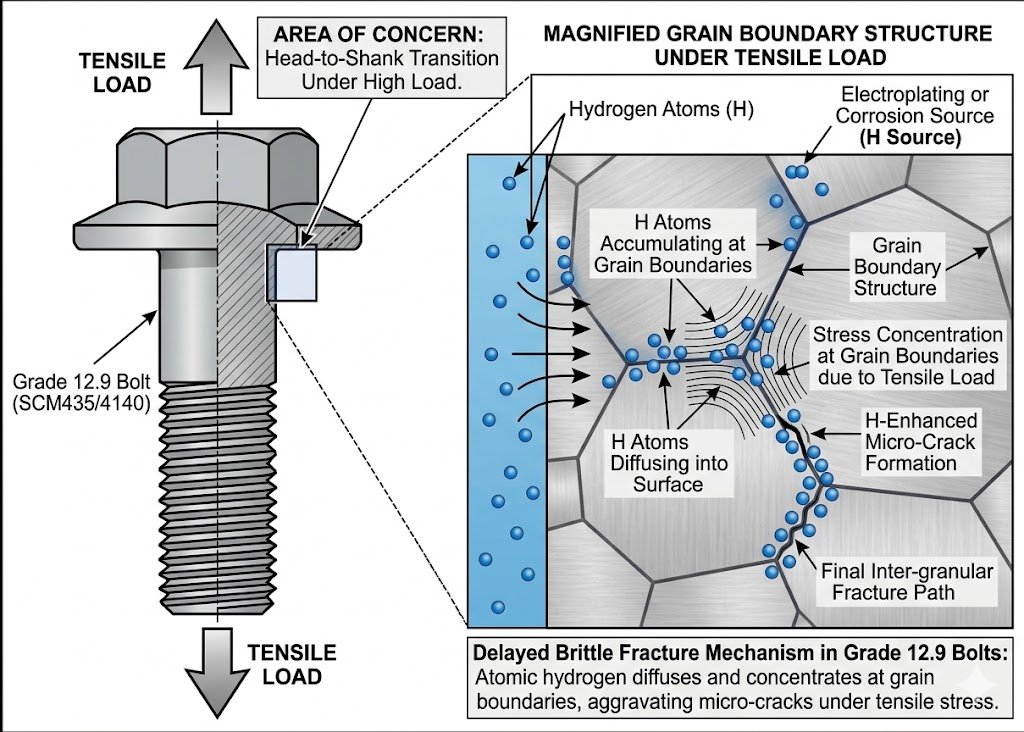
Why Is Hydrogen Embrittlement the #1 Risk for Grade 12.9 Bolts?
Hydrogen embrittlement is the single most common failure mode in Grade 12.9 bolts, and any serious manufacturer designs around it from raw material to final pack-out.
Here’s the mechanism. Atomic hydrogen, introduced during acid pickling or electroplating, diffuses into the steel and concentrates at grain boundaries. Under tensile load, it triggers delayed brittle fracture — sometimes hours, sometimes weeks after installation, with no visible warning.
Susceptibility scales with hardness. Below 35 HRC the risk is low. Between 35–39 HRC it becomes real. Above 39 HRC — exactly where Grade 12.9 lives — it’s a primary design constraint. That’s why some automotive specifications outright prohibit electroplated zinc on Grade 12.9 fasteners and require alternative finishes.
⚠️ Common Pitfall: Specifying “zinc plated” on a Grade 12.9 print without calling out a hydrogen relief bake. The plater will produce parts that pass salt spray and dimensional checks — and fail in the field 2–6 weeks after assembly. Always specify ISO 4042 baking parameters (typically 190–230 °C for 4–24 hours within 4 hours of plating), or switch to a non-embrittling finish.
Which Surface Treatments Work Safely on Grade 12.9 Custom Flange Bolts?
The safe finishes for Grade 12.9 are the ones that either avoid introducing atomic hydrogen or are highly permeable so any absorbed hydrogen can effuse out before the part is loaded.
| Surface Treatment | Hydrogen Risk | Salt Spray Performance | Typical Use Case |
|---|---|---|---|
| Dacromet (zinc-aluminum flake) | None — no acid pickling, no electroplating | 480–1,000 hr to red rust | Automotive chassis, EV battery |
| Zinc-nickel (12–16% Ni) electroplated | Low — Ni layer is hydrogen-permeable | 720+ hr to red rust | Under-hood, high-temp |
| Mechanical zinc plating | None — mechanical impact, no electrolysis | 240–500 hr to red rust | Construction, industrial |
| Hot-dip galvanizing | Generally avoided on 12.9 (thermal hydrogen risk) | 1,000+ hr | Wind energy (10.9 preferred) |
| Standard zinc electroplating | High — generally not recommended | 96–240 hr | Avoid on 12.9 |
| Phosphate + oil | None | <96 hr (oil-dependent) | Engine internals, dry-assembly |
If you’re sourcing for an EV battery tray or an electric drive unit, Dacromet or zinc-nickel are the default choices — both deliver corrosion performance and side-step the hydrogen issue. For dry under-hood applications, phosphate with a friction-modified oil is common because torque-tension consistency matters more than salt spray.
🔧 Keyfix in Practice: All Grade 12.9 flange bolts produced at Keyfix are baked per ISO 4042 within 4 hours of plating when an electroplated finish is specified, and we run notched-bar sustained-load tests per ASTM F606 on production lots to verify the bake worked.
Need help deciding? Send your drawing to Keyfix engineers and we’ll review your Grade 12.9 flange bolt spec, flag any hydrogen-embrittlement red flags, and quote material, finish, and PPAP — usually within 48 hours.
How Do You Qualify a Grade 12.9 Custom Flange Bolt Manufacturer?
Qualifying a Grade 12.9 custom flange bolt manufacturer comes down to four documented capabilities: heat treatment control, plating-and-baking discipline, in-house testing, and traceability.
Heat treatment is where most Grade 12.9 failures originate. The supplier needs an in-line continuous quench-and-temper furnace with calibrated atmosphere control, plus core and surface hardness mapping on every lot. Surface hardness above 435 HV is a reject condition under ISO 898-1, full stop.
Plating and baking discipline is the second filter. Ask for the plater’s process flow, the bake oven thermocouple records, and the time delay from plating to bake. If the supplier subcontracts plating, ask whether the bake happens in-house or at the plater — and how it’s verified.
In-house testing should cover tensile testing per ISO 898-1, hardness on every lot, thread go/no-go gauging, dimensional layout, and surface inspection by optical sorter. For automotive PPAP work, add SPC data on critical features and a Cpk ≥1.33 expectation.
Traceability is the last filter: every Grade 12.9 lot should trace from finished bolt back to wire heat number and 3.1 mill test report. Keyfix maintains this lot-level traceability under IATF 16949, with documentation issued at shipment.
[IMAGE SUGGESTION: Quality engineer using a hardness tester on a Grade 12.9 bolt with mill test report visible on screen, alt text “Grade 12.9 flange bolt hardness verification at IATF 16949 supplier”]
When Should You Specify Grade 12.9 vs 10.9 for Flange Bolts?
Default to Grade 10.9 unless your joint analysis genuinely requires the additional clamp load. Grade 12.9 buys you about 17% more tensile strength than 10.9 (1,220 vs 1,040 MPa), but you pay for it in brittleness, surface-treatment restrictions, and supplier-qualification overhead.
| Application | Recommended Class |
|---|---|
| EV battery clamp, BIW joints | 10.9 (sometimes 8.8) |
| Engine main bearing caps, conrod bolts | 12.9 |
| High-pressure hydraulic flanges | 10.9 or 12.9 |
| Wind turbine tower flange | 8.8 or 10.9 (12.9 generally avoided) |
| Robotics / machine tool spindle | 12.9 |
| General automotive chassis | 8.8 or 10.9 |
💡 Engineer’s Note: For wind turbine support structures, DNVGL-ST-0126 caps bolt property class at 10.9 specifically because the higher hardness of 12.9 doesn’t pair well with long-term outdoor corrosion exposure and hydrogen risk.
Frequently Asked Questions
What’s the typical MOQ for custom Grade 12.9 flange bolts?
For cold-headed production, MOQs typically start at 5,000–10,000 pieces because of tooling amortization. For CNC-machined prototypes or low-volume samples, MOQs can drop to 100–500 pieces. Keyfix offers low-MOQ samples for design validation, then transitions qualified parts to cold heading plus thread rolling for serial production with full PPAP submission.
What’s the lead time on a new Grade 12.9 custom flange bolt program?
New tooling for cold-headed Grade 12.9 flange bolts runs 4–8 weeks, plus 2–3 weeks for heat treatment validation, plating qualification, and PPAP samples. First production shipment usually lands at week 10–14. Repeat orders run on 4–6 week cycles depending on plating subcontractor capacity.
What documentation comes with the bolts?
Standard documentation includes a 3.1 Mill Test Report on the wire stock, hardness and tensile test results per ISO 898-1, dimensional inspection records, plating thickness measurements, and a Certificate of Conformance. For automotive programs, full PPAP Level 3 packages with FMEA, control plan, MSA, and IMDS submission are available on request.
Can you supply Grade 12.9 flange bolts with custom head markings?
Yes. Custom head markings — OEM logos, part-number identifiers, lot codes, or supplier marks — are added at the cold-heading station via punch engraving. Marking depth and clarity hold across heat treatment and plating. Engraving tooling adds a small one-time cost but no per-piece premium once amortized.
What surface treatments do you recommend for Grade 12.9?
Default to Dacromet or zinc-nickel for corrosion-resistant applications, and phosphate + oil for dry under-hood engine assembly. Avoid standard zinc electroplating on Grade 12.9 unless a documented bake per ISO 4042 is part of the routing. For wind energy and structural applications, hot-dip galvanizing requires careful evaluation and is generally pushed to Grade 10.9.
Do you support Incoterms beyond FOB?
Yes — FOB is the default, but CIF, and DDP are all available. For Tier 1 customers running JIT delivery, Keyfix supports consignment stock and bonded warehouse arrangements at major ports in North America and Europe. Export packaging includes VCI corrosion-inhibitor liners as standard for Grade 12.9 shipments.
Send your drawing or sample to the Keyfix engineering team for a DFM review, quote, and PPAP plan within 48 hours. We’ll confirm material, head geometry, heat treatment routing, and the right surface treatment for your service environment — so the bolt that ships matches the joint you designed.