
Automotive body screws are specialized fasteners designed for vehicle body assembly, securing panels, trim, and structural components. These screws must withstand vibration, weather exposure, and thermal cycling while maintaining secure connections throughout vehicle life. As an IATF 16949 certified China automotive screws manufacturer, Keyfix delivers precision body screws engineered for demanding automotive body applications worldwide.











Product Introduction: Automotive Body Screws Explained
Understanding Body Screw Requirements
Automotive body screws face unique challenges including exposure to weather, road salt, and temperature extremes, constant vibration from driving and road conditions, assembly into sheet metal (0.8-3.0mm thickness), aesthetic requirements for visible applications, and compatibility with automated assembly lines. These fasteners must provide reliable engagement in thin materials, superior corrosion resistance, vibration-resistant connections, and long-term durability.
Body assembly encompasses exterior panels, inner structure reinforcement, door and fender mounting, hood and trunk hinges, and body-to-frame connections. Each application requires optimized screw specifications for material, environment, and loading conditions.
Why Choose Custom Automotive Body Screws?
Custom manufacturing from a specialized China automotive factory allows you to specify thread designs for specific sheet metal gauges, point styles for material hardness, precise lengths for component thickness, advanced corrosion protection coatings, head styles for aerodynamics or appearance, and drive types for assembly efficiency. Modern vehicle body construction demands fasteners exceeding standard specifications for performance, durability, and manufacturing efficiency.
Manufacturing Technologies
CNC Machining provides precision manufacturing for complex body screw designs, offers tight tolerances (±0.01mm) for critical applications, enables prototyping and small to medium production runs, and produces superior surface finish for aesthetic requirements. CNC machining is ideal for specialty body screws, custom geometries, and high-precision applications requiring exact specifications.
Cold Heading produces high-strength body screws through work hardening, creates consistent point and thread geometry for reliable performance, enables cost-effective high-volume production meeting automotive demands, and provides excellent material utilization with minimal waste. Cold heading is the primary method for mass production of automotive body screws, delivering millions of consistent fasteners for assembly lines worldwide.
Thread Rolling generates precise work-hardened threads with superior fatigue resistance, smooth surfaces for consistent installation, enhanced pull-out strength in sheet metal, and no material waste during production.
Heat Treatment optimizes hardness (typically HRC 32-45) for penetration and thread forming, ensures consistent mechanical properties across batches, and provides necessary strength while maintaining ductility preventing breakage during installation.
Material and Coating Selection

Carbon Steel (1018, 1022) provides adequate strength with cost-effectiveness, excellent formability for manufacturing, and compatibility with protective coatings. Carbon steel serves most body applications with appropriate surface treatment.
Stainless Steel (410, 304) offers superior corrosion resistance for severe environments, attractive appearance for visible applications, and no coating requirements. Stainless steel serves premium vehicles and highly corrosive environments.
Advanced Coatings including zinc-flake coating (Geomet, Dacromet) for maximum underbody protection (1000+ hours salt spray), zinc plating for economical protection (240-480 hours), zinc-nickel for enhanced resistance (500-720 hours), and black phosphate for lubricity and appearance.
Popular Specifications for Automotive Body Screws
Body Screw Types and Applications
| Screw Type | Thread Design | Sheet Metal Range | Key Features | Primary Applications |
|---|---|---|---|---|
| Type B | Thread-cutting, sharp edges | 0.8-2.5mm | Precise threads, clean cutting | Body panels, fenders, doors |
| Type F | Thread-forming, lobed | 1.0-3.0mm | No material removal, stronger | Structural reinforcement, brackets |
| Type 17 | Self-drilling point | 0.8-2.0mm | No pre-drilling required | Quick assembly, repair applications |
| Hex Washer | Thread-forming or cutting | 1.5-3.0mm | Integrated washer, high torque | Underbody, structural mounting |
| Flange Head | Thread-forming | 1.0-2.5mm | Built-in washer, vibration resistance | Body-to-frame, high-stress areas |
Common Size Specifications
| Application Area | Typical Sizes | Length Range | Material Preference |
|---|---|---|---|
| Outer Body Panels | #10, #12, M4.2, M4.8 | 16-25mm | Zinc-flake coated steel |
| Inner Structure | #10, #12, M4.8 | 16-30mm | Zinc plated or zinc-flake |
| Door/Fender Mounting | #12, #14, M5, M6 | 20-40mm | High-strength with coating |
| Underbody Panels | #12, #14, M5, M6 | 16-35mm | Zinc-flake or stainless steel |
| Trim Attachment | #8, #10, M3.5, M4 | 12-20mm | Aesthetic coating, sometimes stainless |
Head Style Selection for Body Applications
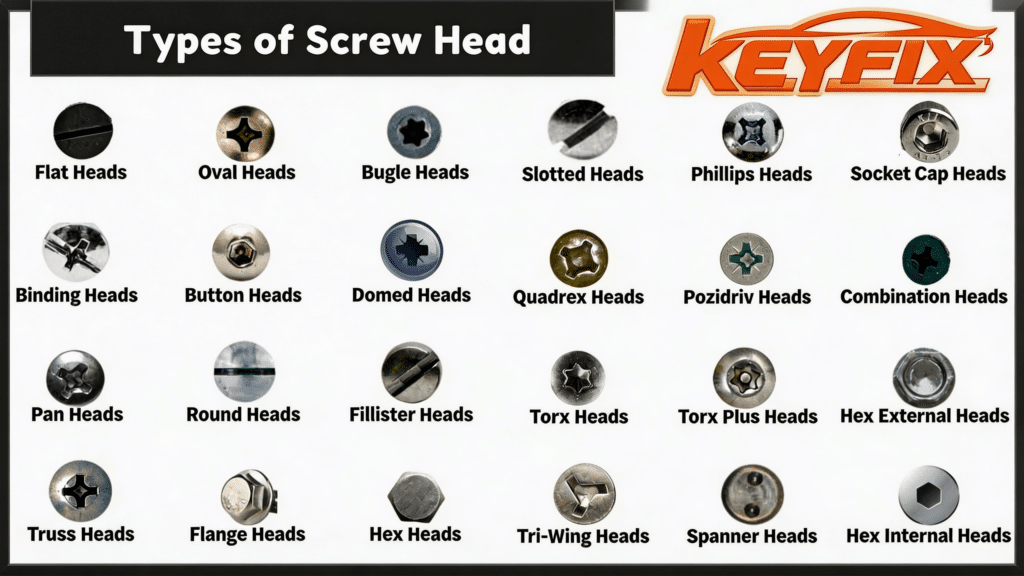
Hex Washer Head features integrated washer for maximum bearing area, prevents pull-through in thin sheet metal, provides high torque capability, and serves underbody and structural applications. This is the most common head style for automotive body assembly.
Flange Head offers built-in washer distributing load, superior vibration resistance, professional appearance, and serves body-to-frame connections and high-stress mounting points.
Pan Head provides traditional rounded appearance, adequate bearing surface, versatile compatibility, and serves general body panel attachment and interior structural connections.
Flat Head (Countersunk) allows flush mounting for aerodynamic surfaces, requires countersunk holes, provides smooth exterior finish, and serves hood, trunk, and exterior panels where protrusion must be minimized.
Button Head offers low-profile attractive appearance, smooth rounded edges, adequate torque capability, and serves visible body trim and decorative applications.
Drive Type Selection
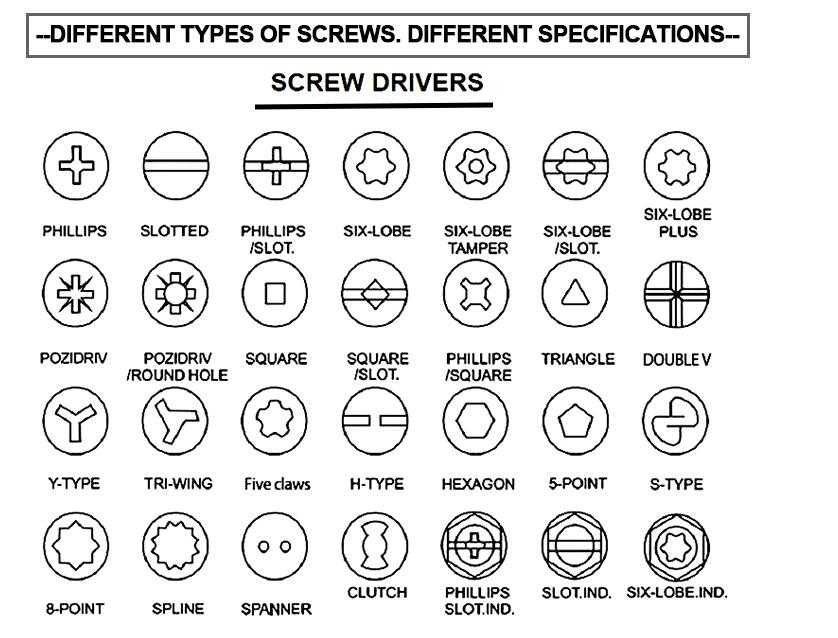
| Drive Type | Torque Capability | Assembly Speed | Tool Wear | Body Applications |
|---|---|---|---|---|
| Hex Washer (External) | Very High | Fast | Low | Underbody, structural, high-volume |
| Torx (T20, T25, T30) | Excellent | Fast | Very Low | Modern body assembly, automation |
| Phillips #2, #3 | Moderate | Moderate | Moderate | General assembly, repair |
| Hex Socket | Excellent | Moderate | Low | Tight spaces, precision applications |
Applications: Where Automotive Body Screws Excel
Exterior Body Panel Assembly
Applications include fender mounting to body structure, door skin attachment to inner frame, hood and trunk panel fastening, rocker panel installation, and body side molding attachment. Requirements emphasize maximum corrosion protection for weather exposure, vibration resistance preventing panel loosening, flush mounting for aerodynamics when needed, high shear strength for structural integrity, and efficient automated assembly capability.
Underbody and Floor Pan
Components serve floor pan reinforcement attachment, heat shield mounting, underbody protection panels, exhaust system shielding, and fuel tank protection. Requirements demand superior corrosion resistance (zinc-flake coating mandatory), high strength for structural connections, extreme vibration resistance, proven salt spray testing (1000+ hours), and compatibility with underbody coatings.
Door and Closure Assembly
Applications include door hinge mounting, door inner structure reinforcement, striker plate attachment, door panel reinforcement, and weatherstrip retention. Requirements prioritize high shear and tensile strength for safety, fatigue resistance for repeated operation, precise tolerances for proper alignment, corrosion resistance for longevity, and quiet operation without squeaks.
Hood and Trunk Lid
Components serve hinge mounting points, inner panel reinforcement, latch mechanism attachment, sound deadening material retention, and trim piece fastening. Requirements include countersunk options for smooth surfaces, corrosion resistance for moisture exposure, vibration resistance during operation, adequate strength for repeated cycling, and aesthetic considerations for visible areas.
Body-to-Frame Connections
Applications include body mount locations, subframe attachment points, cross-member connections, structural reinforcement joints, and chassis integration. Requirements demand maximum strength (grade 8.8 or higher), precise torque specifications for safety, excellent fatigue resistance, superior corrosion protection, and complete material traceability.
Wheel Well and Fender Liner
Components serve fender liner attachment, wheel well protection, mud flap mounting, inner fender reinforcement, and splash shield installation. Requirements emphasize maximum corrosion protection from road salt, high strength for stone impact resistance, vibration resistance in harsh environment, easy service and replacement, and proven durability testing.
Inspection Methods for Automotive Body Screws
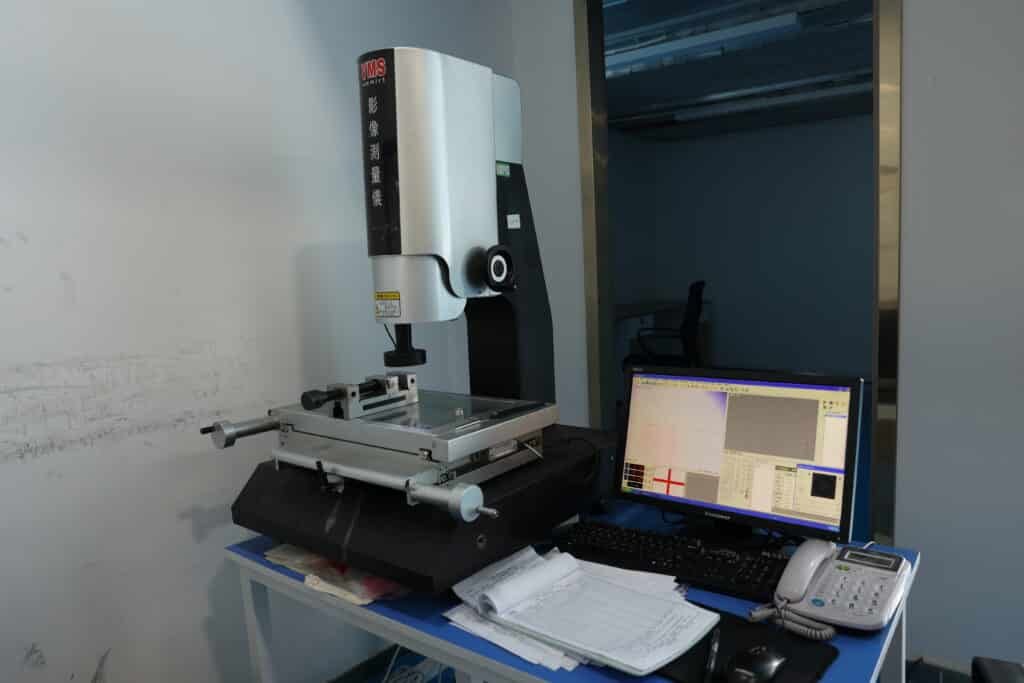
Dimensional Verification
Thread Measurement using optical comparators verifies pitch, diameter, and profile to specifications. Point Geometry inspection confirms angle and sharpness for proper penetration into sheet metal. Head Dimensions verification ensures bearing surface area, height specifications, and drive depth requirements.
Performance Testing Standards
| Test Type | Purpose | Standard Method | Acceptance Criteria |
|---|---|---|---|
| Driving Torque | Installation force | ISO 6789, customer spec | Within ±20% of target |
| Stripping Torque | Thread strength | ISO 10666 | Minimum 2x driving torque |
| Pull-Out Force | Holding strength | Customer specification | 1000-3500N depending on size |
| Shear Strength | Lateral load resistance | ASTM F606 | Meet grade requirements |
| Salt Spray Testing | Corrosion resistance | ASTM B117, GMW 3044 | 720-1000 hours no red rust |
| Vibration Testing | Loosening resistance | ISO 16130 | No loosening after test cycles |

Material and Coating Analysis
Hardness Testing verifies heat treatment (typically HRC 32-45 for body screws), ensures batch consistency, and confirms penetration capability. Chemical Composition Analysis using optical emission spectrometry (OES) verifies material grade and ensures traceability.
Coating Thickness Measurement using X-ray fluorescence (XRF) confirms zinc or zinc-flake coating meets specifications (typically 8-15μm), validates corrosion protection capability, and ensures automotive standards compliance.
Functional Assembly Testing
Sheet Metal Installation Testing validates performance in actual body gauges, confirms no damage to panels during installation, verifies consistent driving behavior, and ensures proper seating without over-penetration.
Weathering Simulation includes UV exposure for finish stability, humidity cycling for corrosion resistance, thermal cycling (-40°C to +80°C), and accelerated aging validation ensuring long-term performance.
Statistical Process Control
Real-time SPC monitoring tracks critical dimensions including thread pitch, point angle, head dimensions, identifies process variations before defects occur, supports Cpk capability studies (typically >1.33 for automotive body applications), and provides complete PPAP documentation for automotive programs.
Frequently Asked Questions
What makes body screws different from general automotive screws?
Body screws face more severe environmental exposure than interior screws, must engage reliably in thin sheet metal (0.8-3.0mm), require maximum corrosion protection for underbody and exterior use, need vibration resistance for mobile body panels, often require aesthetic considerations for visible applications, and must withstand thermal cycling from -40°C to +80°C. Body screws typically feature specialized coatings (zinc-flake), optimized thread designs for sheet metal, and head styles providing large bearing areas preventing pull-through.
How do I select between Type B and Type F screws for body panels?
Type B (thread-cutting) screws feature sharp edges cutting precise threads, ideal for harder sheet metals and materials requiring clean thread formation, better for thinner materials (0.8-1.5mm), and suitable when some material removal is acceptable. Type F (thread-forming) screws feature lobed design displacing material without cutting, optimal for ductile steel (1.0-3.0mm), provide stronger threads through cold forming, offer superior pull-out strength and vibration resistance, and are preferred for structural body connections. For critical underbody and structural applications, Type F generally performs better.
What corrosion protection is required for different body areas?
Requirements vary significantly by exposure. Interior body structure typically uses zinc plating (240-480 hours salt spray). Exterior body panels require zinc-flake coating (720+ hours). Underbody, wheel wells, and rocker panels demand maximum protection with advanced zinc-flake coatings (1000+ hours salt spray testing). Highly corrosive environments (coastal, snow belt) may specify stainless steel or enhanced zinc-flake formulations. We recommend coating based on vehicle market, expected service life, and warranty requirements, conducting salt spray testing per ASTM B117 and automotive OEM standards like GMW 3044.
Can body screws be reused during repairs?
Generally no for self-tapping body screws. Thread-cutting and thread-forming screws create threads during initial installation. Removal damages both the screw threads and formed threads in sheet metal, significantly reducing pull-out strength and reliability. Reuse risks panel separation, water intrusion, and safety issues. For repair work, always use new screws. Some structural bolted connections using machine screws with weld nuts can be reused if torque specifications are verified and threads show no damage.
Do you meet IATF 16949 requirements for automotive body screws?
Yes, Keyfix maintains IATF 16949 certification specifically for automotive manufacturing including body screws. Our quality system ensures rigorous process controls with statistical process control (SPC), complete traceability from raw material through finished parts, PPAP documentation including dimensional reports, material certifications, and performance test results, driving torque and pull-out testing in customer-specified sheet metal gauges, salt spray testing per ASTM B117 and automotive standards (GMW 3044, VW PV 1210), vibration testing per ISO 16130, and compliance with OEM-specific requirements. We regularly supply Tier 1 body assembly suppliers and OEMs globally.
What are typical lead times for automotive body screws?
For standard configurations with common coatings, prototypes require 2-3 weeks including first article inspection. Custom designs or special coatings need 3-4 weeks for tooling and coating process development. Initial production runs take 3-4 weeks for setup, quality validation, and capability studies. Once established and validated, repeat orders are fulfilled in 2-3 weeks depending on quantity and coating requirements. We maintain strategic inventory for high-volume automotive customers supporting just-in-time delivery schedules, kanban programs, and sequence delivery when required.
Keyfix: Your Trusted China Automotive Body Screws Factory
IATF 16949 Certified Manufacturer Since 2007
Established in 2007, Keyfix specializes in automotive body screws for global OEMs and Tier 1 suppliers. Our China factory features advanced cold heading equipment, precision thread rolling machines, comprehensive coating facilities including zinc-flake application, heat treatment systems, and complete quality systems with IATF 16949 certification. We deliver body screws meeting stringent automotive requirements with full PPAP support and JIT delivery.
Start Your Automotive Body Screws Project Today
Whether developing new vehicle bodies, optimizing production assembly, or requiring a qualified automotive supplier, Keyfix delivers the corrosion resistance and reliability your body applications demand. Contact us with your specifications for material recommendations, coating selection, and comprehensive quotations with performance testing data.
Contact Keyfix today—your trusted IATF 16949 certified China automotive body screws manufacturer for durability and performance.