Einleitung: Das Befestigungsproblem in beengten Räumen

Das Festziehen von Schrauben in beengten Fahrzeugumgebungen stellt eine Herausforderung dar, der sich Montagearbeiter, Servicetechniker und Teilehändler gleichermaßen häufig stellen müssen. Moderne Fahrzeuge beherbergen mehr Subsysteme auf immer kleinerem Raum – Turboladerleitungen drängen sich an die Spritzwand, Batteriemodule drücken gegen den Fahrzeugboden, und mehrschichtige Armaturenbrettstrukturen lassen kaum Platz für eine Fingerspitze, geschweige denn für einen herkömmlichen Schraubendreher oder eine Stecknuss.
Die meisten veröffentlichten Anleitungen zu diesem Thema konzentrieren sich ausschließlich auf das Werkzeug. Die Werkzeugauswahl ist zwar wichtig, deckt aber nur die halbe Wahrheit ab. Die andere Hälfte – oft übersehen – ist das Befestigungselement selbst. Eine Schraube, die für die Montage auf engstem Raum konzipiert ist, kann einen scheinbar unmöglichen Anziehvorgang in eine Routinearbeit verwandeln.
Dieser Leitfaden untersucht beide Seiten: die Konstruktionsmerkmale der Schrauben, die die Montage in beengten Räumen erleichtern, und die Verfahrenstechniken, die sicherstellen, dass jedes Befestigungselement zuverlässig seine Zielvorspannung erreicht.
Warum beengte Platzverhältnisse im Automobildesign existieren
Bevor man das Problem löst, ist es hilfreich zu verstehen, warum es weiterhin besteht. Fahrzeugingenieure schaffen unzugängliche Befestigungspunkte nicht absichtlich – sie entstehen durch konkurrierende Konstruktionsprioritäten.
| Designtreiber | Wie es enge Räume schafft | betroffene Fahrzeugzone |
|---|---|---|
| Aerodynamische Verpackung | Der Motorraum wurde verkleinert, um die Stirnfläche zu reduzieren. | Turbolader-Einlassrohre, Ladeluftkühlerhalterungen |
| Anforderungen an die Crashstruktur | Um die Fahrgastzelle wurden Verstärkungsschichten hinzugefügt | Verkleidung der B-Säule, Abdeckungen für Seitenaufprallschutz |
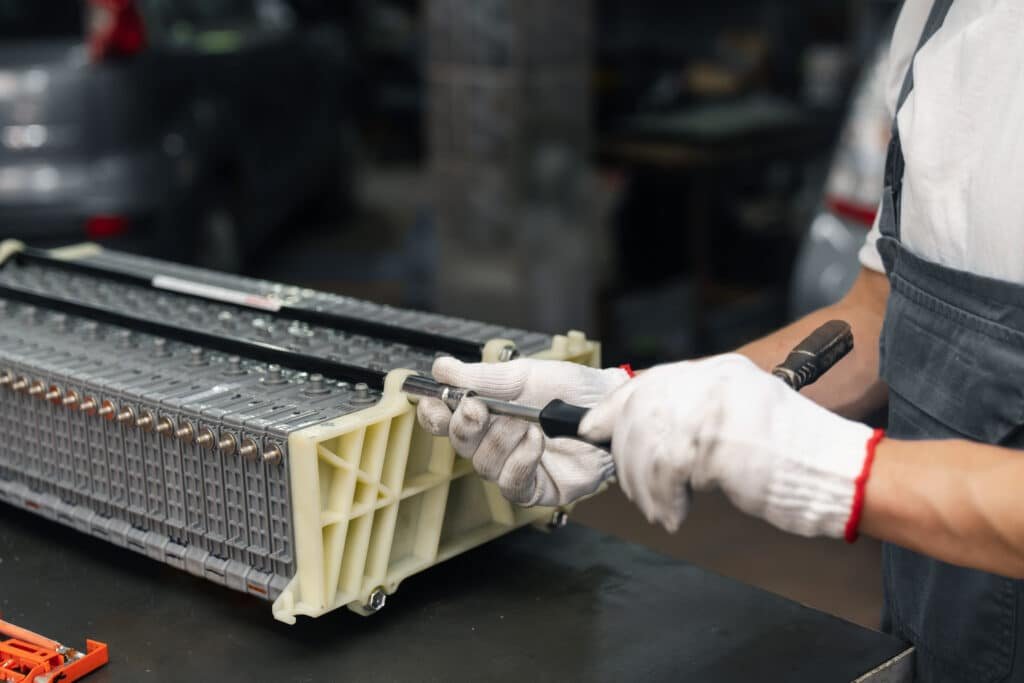
| Integration der EV-Batterie | Die Batteriehalterung beansprucht die gesamte Unterbodenfläche. | Modul-zu-Tray-Schrauben, Befestigungselemente für Kühlplatten |
| NVH-Isolationsschichten | Akustikbarrieren, die zwischen Paneelen eingebettet sind | Querträger im Armaturenbrett, Durchdringungen der Spritzwand |
| Fußgängersicherheitsvorschriften | Erhöhte Motorhaubenlinie mit energieabsorbierender Struktur | Scheinwerfergehäuse, Kühlergrill-zu-Kühler-Halterung |
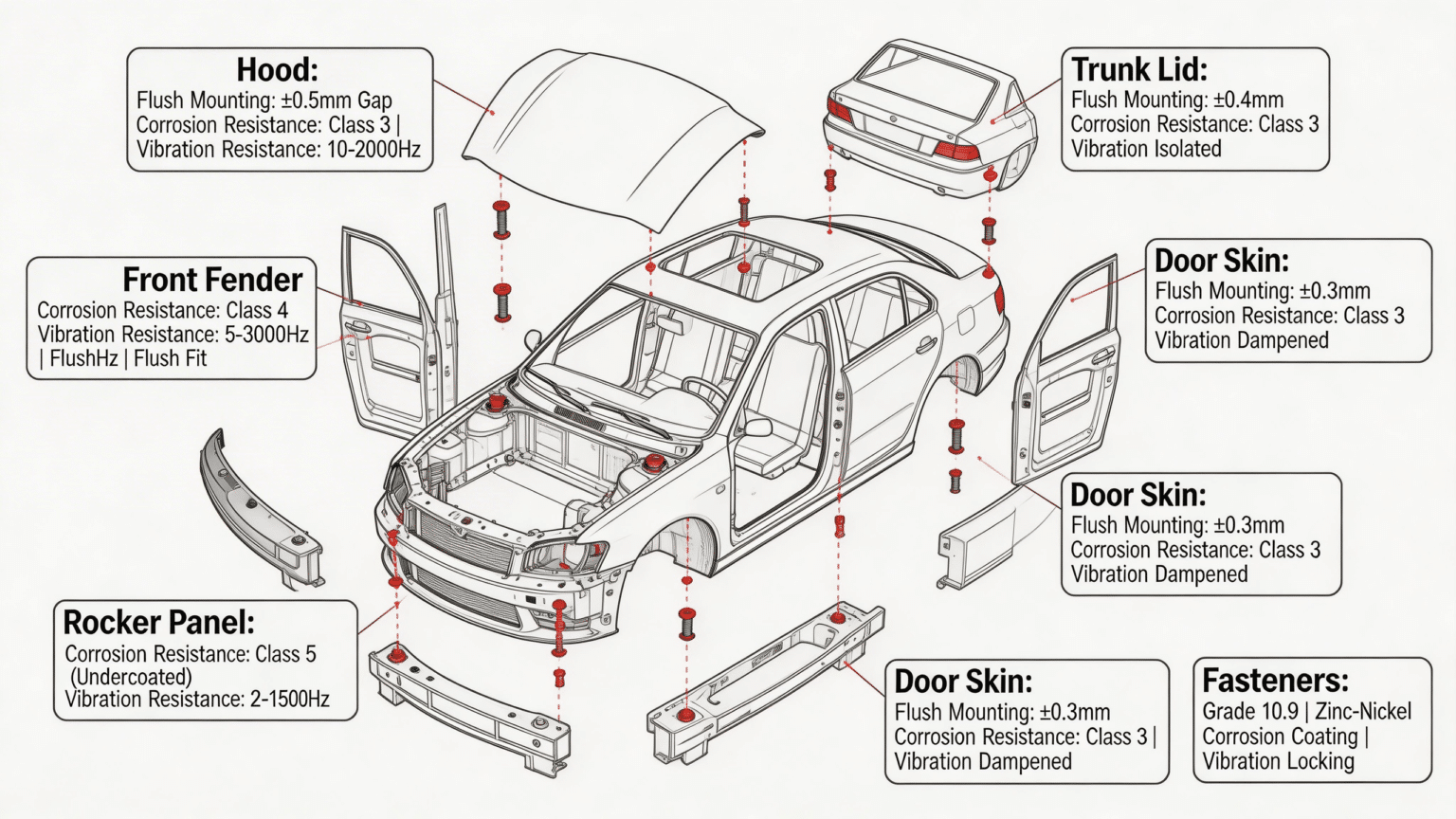
| Stylingorientierte enge Spalten | Bündige Spaltmaße und minimierte Fugen | Zugang zu den Türscharnieren, Verbindungen zwischen Kotflügel und Seitenwand |
In jedem Szenario befinden sich die Befestigungselemente an Stellen, die mit Werkzeugen nicht geradlinig erreichbar sind. Die Frage, wie Schrauben in beengten Automobilbaugruppen angezogen werden können, wird daher zu einem systemtechnischen Problem, das die Konstruktion von Verbindungen, die Geometrie der Befestigungselemente und die Montagemethodik umfasst.
Befestigungskonstruktionsmerkmale, die den Zugang in beengten Räumen ermöglichen
Die effektivste Methode zur Befestigung in beengten Räumen besteht darin, die Schraube so zu konstruieren, dass der eingeschränkte Zugang keine Rolle mehr spielt. Die folgende Tabelle listet Konstruktionsmerkmale von Schrauben auf, die speziell für den beengten Einbau in Kraftfahrzeugen entwickelt wurden.
| Designmerkmal | Wie es in engen Räumen hilft | Typischer Größenbereich | KeyFixPro-Herstellungsmethode |
|---|---|---|---|
| Sechskantflanschkopf (mit integrierter Unterlegscheibe) | Ersetzt die separate Unterlegscheibe; reduziert die Stapelhöhe und die Anzahl der Bauteile. | M5 – M12 | Kaltgeschmiedeter Flansch mit einer Planheit von ±0,05 mm |
| Flacher Innensechskantkopf | Reduziert die Kopfhöhe um 40 % im Vergleich zu einer Standard-Innensechskantmutter | M4 – M10 | CNC-gefräste Aussparung, Tiefenkontrolle ±0,03 mm |
| Externer Torx-Antrieb (6-Lappen) | Ermöglicht eine höhere Drehmomentübertragung bei flacherer Aussparung als bei einem Sechskant-Steckschlüssel. | M5 – M14 | Kaltgeformtes 6-Lappen-Profil nach ISO 10664 |
| Feststehende Unterlegscheibe (SEMS) | Die vormontierte Unterlegscheibe bleibt auf der Schraube; Einsetzen mit einer Hand möglich | M4 – M12 | Unterlegscheibe beim Einfädeln verbogen |
| Dog-Point / Pilot Tip | Selbstzentrierend im Loch; beseitigt mühsames Ausrichten im Blindflug | M6 – M16 | Kaltkopf-Pilotennase, ±0,02 mm Konzentrizität |
| Gewindesicherungsflicken (vorinstalliert) | Erübrigt die separate Anwendung von Klebstoff in beengten Bereichen | M3 – M12 | Mikroverkapselter Nylonflicken, der inline angebracht wird |
| Schulterschraube (abgestufter Schaft) | Präzise Positionierung ohne Unterlegscheiben; reduziert Montageschritte | M5 – M16 | CNC-gedrehte Schulter, ±0,005 mm Durchmesser |
| Rändelschraube | Einpressmontage für Sacklöcher; keine Drehung erforderlich | M3 – M8 | Kaltgeschmiedetes Diamanträndelmuster |
Die Kombination von zwei oder drei dieser Merkmale reduziert den Montageaufwand erheblich. Ein Sechskantflanschkopf mit unverlierbarer Unterlegscheibe und Greiferspitze ermöglicht das einhändige Einführen in ein Sackloch, das Gewindeschneiden allein nach Gefühl und das abschließende Anziehen mit einer handelsüblichen Flachstecknuss – wodurch ein dreiminütiger Kampf in fünfzehn Sekunden erledigt ist.
Werkzeugzugangsanalyse nach Freiraumzone
Selbst bei optimierter Befestigungskonstruktion muss das richtige Werkzeug zum verfügbaren Bauraum passen. Die folgende Tabelle kategorisiert gängige beengte Platzverhältnisse im Automobilbereich anhand ihrer messbaren Bauraumabmessungen und ordnet jedem Szenario die passende Werkzeugstrategie zu.
| Freigabekategorie | Vertikale Durchfahrtshöhe | Radialspiel | Geeignete Werkzeugtypen | Maximal erreichbares Drehmoment |
|---|---|---|---|---|
| Mäßige Einschränkung | 50 – 100 mm über dem Kopf | 30+ mm Umfang am Kopf | Standard-Ratsche + kurze Verlängerung; motorisierter Steckschlüssel | Vollständige Spezifikation Drehmoment |
| Schmale Vertikale | 25 – 50 mm über dem Kopf | 30+ mm Umfang am Kopf | Kurze Ratsche; flache Stecknuss; Handratsche | Bis zu 80 % der Spezifikation (mit Drehmomentprüfung verifizieren) |
| Schmaler Radial | 50+ mm über dem Kopf | 10 – 30 mm Umfang am Kopf | Maulschlüssel mit Ratsche; Gabelkopfadapter am Drehmomentschlüssel | Vollständiges Drehmoment (kalibrierter Krähenfuß) |
| Doppelte Beschränkung | 25–50 mm vertikal, 10–30 mm radial | Kurzknarre mit flexiblem Kopf; Winkelschraubendreher; versetzter Bithalter | Bis zu 60 % der Spezifikation; möglicherweise sind mehrere Schritte erforderlich. | |
| Extreme Einschränkung | < 25 mm in jeder Achse | Fingerantriebsbit; magnetischer Bithalter mit Verlängerung; spezieller abgewinkelter Schraubendreher | Begrenztes Drehmoment; alternative Gelenkkonstruktion in Betracht ziehen. |
Bei extrem beengten Platzverhältnissen ist es oft sinnvoller, die Verbindung neu zu konstruieren, anstatt aufwendigere Werkzeuge einzusetzen. Der Austausch einer herkömmlichen Innensechskantschraube gegen einen Dzus-Verschluss mit Vierteldrehung, einen Bajonettverschluss oder einen Schnappverschluss kann das Problem des Festziehens vollständig beheben – eine Strategie, die große OEMs häufig bei Innenverkleidungen und Motorraumabdeckungen anwenden.
Schritt-für-Schritt-Anleitung: Wie man Schrauben in beengten Kfz-Gelenken festzieht
Das folgende Verfahren gilt für alle Gewindebefestigungen, bei denen der Zugang mit Werkzeugen in gerader Linie eingeschränkt ist. Jeder Schritt behandelt einen spezifischen Fehlermodus, der durch beengte Platzverhältnisse verstärkt wird.
Schritt 1 – Thread-Kompatibilität vor dem Einfügen prüfen
In beengten Räumen ist das Verkanten des Gewindes die häufigste Fehlerursache, da der Techniker den Gewindeeingriff nicht visuell überprüfen kann. Bevor Sie einen Schraubendreher verwenden, drehen Sie die Schraube manuell gegen den Uhrzeigersinn (Lösen), bis ein deutliches Klicken zu spüren ist – dies zeigt an, dass der Gewindegang des Außengewindes am Anfangspunkt in den Gewindegrund des Innengewindes eingerastet ist. Erst dann drehen Sie die Schraube wieder im Uhrzeigersinn. Diese Technik verhindert die in Studien zur Blindmontage dokumentierte Häufigkeit von 15–20 % Verkanten des %-Gewindes.
Schritt 2 – Magnetische oder klebende Fixierung während der Positionierung verwenden
Das Hineinfallen einer Schraube in eine unzugängliche Vertiefung kostet Zeit und birgt die Gefahr von Fremdkörperschäden. Bei ferromagnetischen Stahlschrauben hält eine magnetisierte Bitspitze das Befestigungselement beim Eindrehen fest. Bei Edelstahl- oder Aluminiumschrauben (nicht magnetisch) genügt ein kleiner Tropfen Gewindeschmierfett oder ein speziell dafür vorgesehener Bithalter aus Gummi.
Schritt 3 – Vor dem Anlegen des Drehmoments handfest anziehen
Drehen Sie die Schraube mit niedriger Drehzahl ein, bis die Auflagefläche des Schraubenkopfes das Werkstück berührt. Dieser “feste” Sitz bestätigt den vollständigen Gewindeeingriff und den korrekten Sitz, bevor das endgültige Drehmoment aufgebracht wird. Ein sofortiges Eindrehen mit hoher Drehzahl an einer schwer zugänglichen Stelle birgt die Gefahr, das Gewinde zu beschädigen oder die Schraube zu verkanten, bevor eine Fehlausrichtung erkannt wird.
Schritt 4 – Enddrehmoment in kontrollierten Schritten anbringen
In beengten Bereichen, wo der Zugang mit einem Drehmomentschlüssel eingeschränkt ist, sollte das endgültige Drehmoment in zwei oder drei Teilschritten anstatt in einem Zug aufgebracht werden. Zwischen den Durchgängen ist zu prüfen, ob der Schraubenkopf verkantet ist, indem der gleichmäßige Kontakt zwischen Kopf und Oberfläche entlang des Umfangs abgetastet wird. Bei kritischen Verbindungen ermöglicht ein Drehmomentbegrenzungs-Bit (voreingestellt auf den Zielwert) die Drehmomentkontrolle ohne Zugang mit einem Drehmomentschlüssel.
Schritt 5 – Vorspannung durch Drehmomentprüfung oder Markierung bestätigen
Nach dem Festziehen die erreichte Vorspannung prüfen. Bei zugänglichen Verbindungen ermöglicht eine Drehmomentprüfung mit einem kalibrierten Drehmomentschlüssel die direkte Kontrolle. In extrem beengten Bereichen, wo ein erneuter Zugang nicht möglich ist, eine Markierung anbringen (z. B. einen Streifen mit einem Lackstift über Schraubenkopf und Gegenfläche), die ein späteres Lösen durch sichtbare Verschiebung der Markierung erkennbar macht.
Häufige Fehler beim Festziehen in beengten Kfz-Bereichen
| Fehler | Folge | Verhütung |
|---|---|---|
| Threadübergreifende Prüfung wird übersprungen | Beschädigtes Gewinde; geschwächte Verbindung, die eine Reparatur mit Gewindeeinsätzen erfordert | Drehen Sie immer gegen den Uhrzeigersinn, um zuerst den Fadeneingriff zu spüren. |
| Verwendung eines Universalgelenks bei großem Winkel (> 15°) | Drehmomentanzeige um 20–40 % ungenau; falsches Gefühl von Festigkeit | Den Winkel des Universalgelenks unter 10° halten; den Gelenkhebel neu kalibrieren. |
| Zu starkes Vertrauen in den Schlagschrauber in Hohlräumen | Über- oder Unterdrehmoment ohne haptisches Feedback | Verwenden Sie einen Drehmomentbegrenzer mit Kupplung oder einen Klick-Bit-Einsatz. |
| Wahl der falschen Laufwerksaussparung für den verfügbaren Freiraum | Beschädigung des Schraubenkopfes durch Überdrehen; abgerundete Aussparung | Antriebsart an Freiraum anpassen: Torx für flache Profile, Sechskant für tiefe Profile |
| Die Wärmeausdehnung im Motorraum wird vernachlässigt. | Das Gelenk lockert sich nach Wärmezyklen trotz korrektem Anfangsdrehmoment. | Verwenden Sie eine Gewindesicherung oder eine Sicherungsmutter mit vorherrschendem Drehmoment. |
| Zusammenpressen von nicht ausgerichteten Bauteilen | Eigenspannungen in der Verbindung; Ermüdungsrissbildung am Befestigungsloch | Vor dem Festziehen korrekte Ausrichtung sicherstellen; Zentrierschrauben mit Zapfen verwenden. |
Vergleich von Schraubantrieben für Umgebungen mit eingeschränktem Zugang
Die Antriebsaussparung bestimmt direkt die minimale Werkzeughöhe über dem Schraubenkopf – ein entscheidender Parameter bei der Lösung des Problems des Schraubenanziehens in beengten Automobilanwendungen.
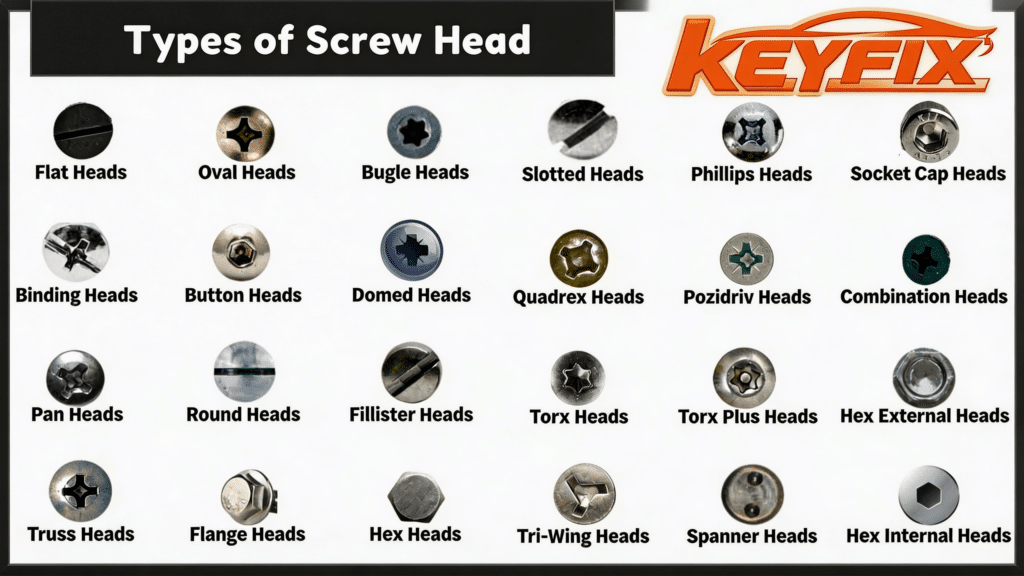
| Laufwerkstyp | Minimale Werkzeughöhe über dem Kopf | Cam-Out-Widerstand | Drehmomentkapazität (relativ) | Bestes Szenario für beengte Verhältnisse |
|---|---|---|---|---|
| Phillips (#2) | 18 – 22 mm | Niedrig (durch die Nockenwelle konstruktionsbedingt) | 1,0× (Ausgangswert) | Nur leichte Innenausstattung |
| Pozidriv (#2) | 18 – 22 mm | Mäßig | 1,1× | Interieur- und Exterieurausstattung für den europäischen Markt |
| Innensechskant (Inbus) | 10 – 16 mm | Hoch | 1,4× | Motorraum, Strukturhalterungen |
| Außen-Torx (6-Lappen) | 6 – 10 mm | Sehr hoch | 1,6× | Antriebsstrang mit extrem geringer Bodenfreiheit, EV-Batterie |
| Innentorx Plus | 8 – 12 mm | Sehr hoch | 1,7× | Sicherheitskritisches Chassis, manipulationssicher |
| Sechskantflansch (Außenschlüssel) | 0 mm (Werkzeug greift von der Seite ein) | Nicht verfügbar (externer Griff) | Unbegrenzt (Schlüssellänge) | Keine vertikale Durchfahrtshöhe; nur radialer Zugang. |
Außentorx-Schraubendreher bieten die optimale Kombination aus flacher Bauform und hohem Drehmoment. Genau deshalb sind sie die erste Wahl für die Befestigung von Batterieträgern in Elektrofahrzeugen und die Montage moderner Antriebsstränge. KeyFixPro kaltverformt Außentorx-Profile gemäß ISO 10664 mit einer Toleranz der Nockengeometrie von ±0,02 mm. Dies gewährleistet einen zuverlässigen Eingriff des Schraubendrehers, selbst bei teilweise verdecktem Werkzeugeinsatz.
Wann eine Neugestaltung der Verbindungselemente die bessere Lösung ist
Manchmal ist die effektivste Lösung für das Problem “Schrauben in beengten Verhältnissen im Automobilbereich festziehen” der Verzicht auf das Festziehen selbst. Die folgende Tabelle listet alternative Verbindungsstrategien auf, die KeyFixPro für Anwendungen fertigen kann, bei denen das herkömmliche Festziehen von Schrauben unpraktisch ist.
| Alternatives Befestigungskonzept | Installationsmethode | Zugriff erforderlich | Abnehmbar? | Geeignete Anwendung |
|---|---|---|---|---|
| Einpress-Clinch-Bolzen | Hydraulische oder mechanische Presse (Vormontage) | Nur eine Seite, vor dem Schließen der Verkleidung. | Ja (Mutternentfernung) | Befestigung der Halterung vor der Karosseriemontage |
| Selbstsichernde Mutter (PEM-Bauart) | Wird während des Stanzvorgangs zu einem Blech gepresst | Bei der Endmontage ist kein Zugang erforderlich. | Ja (Schraubenentfernung) | Halterungen für die Instrumententafel, Steuergerätehalterungen |
| Schnappverschluss aus Kunststoff | Manuelles Einschieben oder automatische Zuführung | Eine Seite, Fingerdruck | Wiederverwendbar oder Einweg | Innenausstattung, Kabelbaumführung |
| Vierteldrehverschluss (Dzus) | 90°-Drehung mit Flachklingenwerkzeug | Minimales Radialspiel | Ja | Zugangsklappen, Serviceabdeckungen |
| Blindnietmutter (Rivnut) | Zugdorn-Einstellwerkzeug, einseitig | Waffenzugang nur von einer Seite | Ja (nach dem Einstellen einschrauben) | Nachrüsthalterungen an geschlossenen Rohren |
KeyFixPro fertigt Einpressbolzen, selbstsichernde Muttern und kundenspezifische Einpressbefestigungen mittels Mehrstationen-Kaltumformung mit einem Materialeinsatz von 98 % % und Toleranzen von ±0,02 mm. Diese vormontierten Befestigungselemente sind häufig die kostengünstigste Lösung, wenn bereits in der Konstruktionsphase beengte Platzverhältnisse erkannt werden.
Häufig gestellte Fragen
Welche Schraubeneigenschaft ist für die Montage in beengten Fahrzeugen am effektivsten?
Eine Führungsspitze in Kombination mit einer unverlierbaren SEMS-Unterlegscheibe bietet den größten Montagevorteil in beengten Räumen. Die Führungsspitze zentriert sich selbst im Gegenloch und macht so ein Ausrichten aus Blindbohrungen überflüssig. Die unverlierbare Unterlegscheibe macht die Handhabung eines separaten Bauteils überflüssig – zusammen ermöglichen sie ein zuverlässiges Einführen und Einschrauben mit nur einer Hand, allein durch taktiles Feedback.
Kann ich in einem beengten Raum ohne Drehmomentschlüssel ein präzises Drehmoment erzielen?
Ja, mithilfe eines Drehmomentbegrenzungs-Bits (auch Drehmomentstab oder Abreißbit genannt), das sich bei einem kalibrierten Drehmomentwert löst. Diese Einsätze passen auf jeden Standard-¼"-Sechskant-Schraubendreher und bieten eine Drehmomentgenauigkeit von ±10 %, ohne den Freiraum zu benötigen, den ein Drehmomentschlüssel in voller Länge erfordert.
Wie unterstützt KeyFixPro OEMs bei der Bewältigung von Befestigungsherausforderungen auf engstem Raum?
KeyFixPro's Ein Team von über 20 erfahrenen Verbindungstechnikern arbeitet während der DFA-Phase (Design for Assembly) eng mit den Produktentwicklungsgruppen unserer Kunden zusammen. Durch die Spezifizierung kundenspezifischer Schraubengeometrien – mit flachen Köpfen, integrierten Unterlegscheiben, Zentrierspitzen und vorapplizierten Gewindesicherungen – die mittels Kaltumformung und CNC-Bearbeitung gemäß IATF 16949-Protokollen gefertigt werden, beseitigt KeyFixPro Montageprobleme in beengten Räumen bereits in der Konstruktionsphase anstatt erst in der Montage.
KeyFixPro KeyFixPro – gegründet im Jahr 2000 und zertifiziert nach IATF 16949, ISO 9001 und ISO 14001 – entwickelt kundenspezifische Verbindungselemente für die anspruchsvollen Herausforderungen der Automobilmontage in über 20 Ländern. Mit über 50 Patenten, einer Prüfgenauigkeit von ±0,001 mm und einer vertikal integrierten Produktionskette liefert KeyFixPro die Präzision im Verbindungselementdesign, die komplexe moderne Fahrzeugarchitekturen erfordern. Besuchen Sie www.keyfixpro.com oder kontaktieren Sie uns unter sales@keyfixpro.com.