Introduction : Le problème de la fixation en espace confiné

Dans les applications automobiles, le serrage des vis dans des espaces restreints représente un défi constant pour les opérateurs de chaînes de montage, les techniciens d'entretien et les préparateurs. Les véhicules modernes intègrent plus de sous-systèmes que jamais dans des espaces réduits : les conduites du turbocompresseur sont entassées contre le tablier, les modules de batterie sont proches du plancher et la structure multicouche du tableau de bord laisse à peine assez de place pour un doigt, sans parler d'un tournevis ou d'une douille classique.
La plupart des guides publiés sur ce sujet se concentrent exclusivement sur l'outillage. Si le choix de l'outil est important, il ne représente que la moitié du problème. L'autre moitié, souvent négligée, concerne la fixation elle-même. Une vis conçue pour une installation dans des espaces restreints peut transformer une opération de serrage impossible en une simple formalité.
Ce guide examine les deux aspects : les caractéristiques de conception des vis qui facilitent l’installation dans des espaces confinés, et les techniques procédurales qui garantissent que chaque fixation atteint sa précharge cible de manière fiable.
Pourquoi les espaces restreints existent-ils dans la conception automobile ?
Avant de résoudre le problème, il est utile de comprendre pourquoi il persiste. Les ingénieurs automobiles ne créent pas intentionnellement des emplacements de fixation inaccessibles ; ceux-ci résultent de priorités de conception concurrentes.
| Pilote de conception | Comment cela crée des espaces restreints | Zone de véhicule concernée |
|---|---|---|
| emballage aérodynamique | Le compartiment moteur a été réduit pour diminuer la surface frontale. | Tuyauterie d'admission du turbo, supports d'échangeur |
| exigences relatives à la structure de collision | Des couches de renforcement ont été ajoutées autour de la cellule passagers. | Garniture de montant B, protections de traverses latérales |
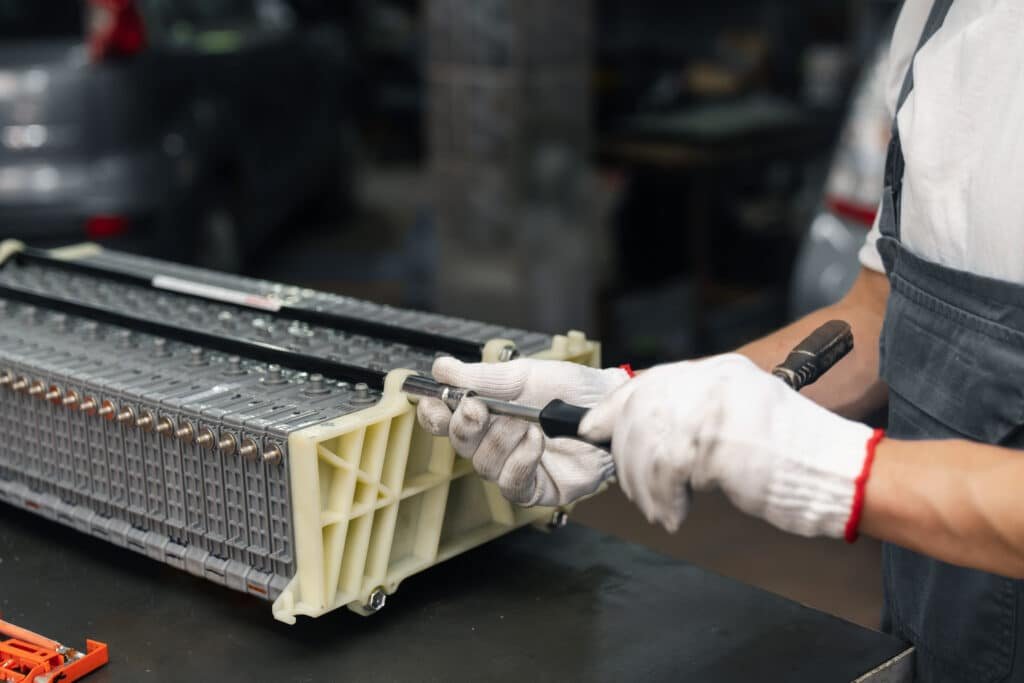
| intégration des batteries pour véhicules électriques | Le plateau de la batterie occupe toute la surface sous le châssis. | Vis de fixation du module au plateau, fixations de la plaque de refroidissement |
| couches d'isolation NVH | Barrières acoustiques prises en sandwich entre les panneaux | Traverse transversale du tableau de bord, traversées du pare-feu |
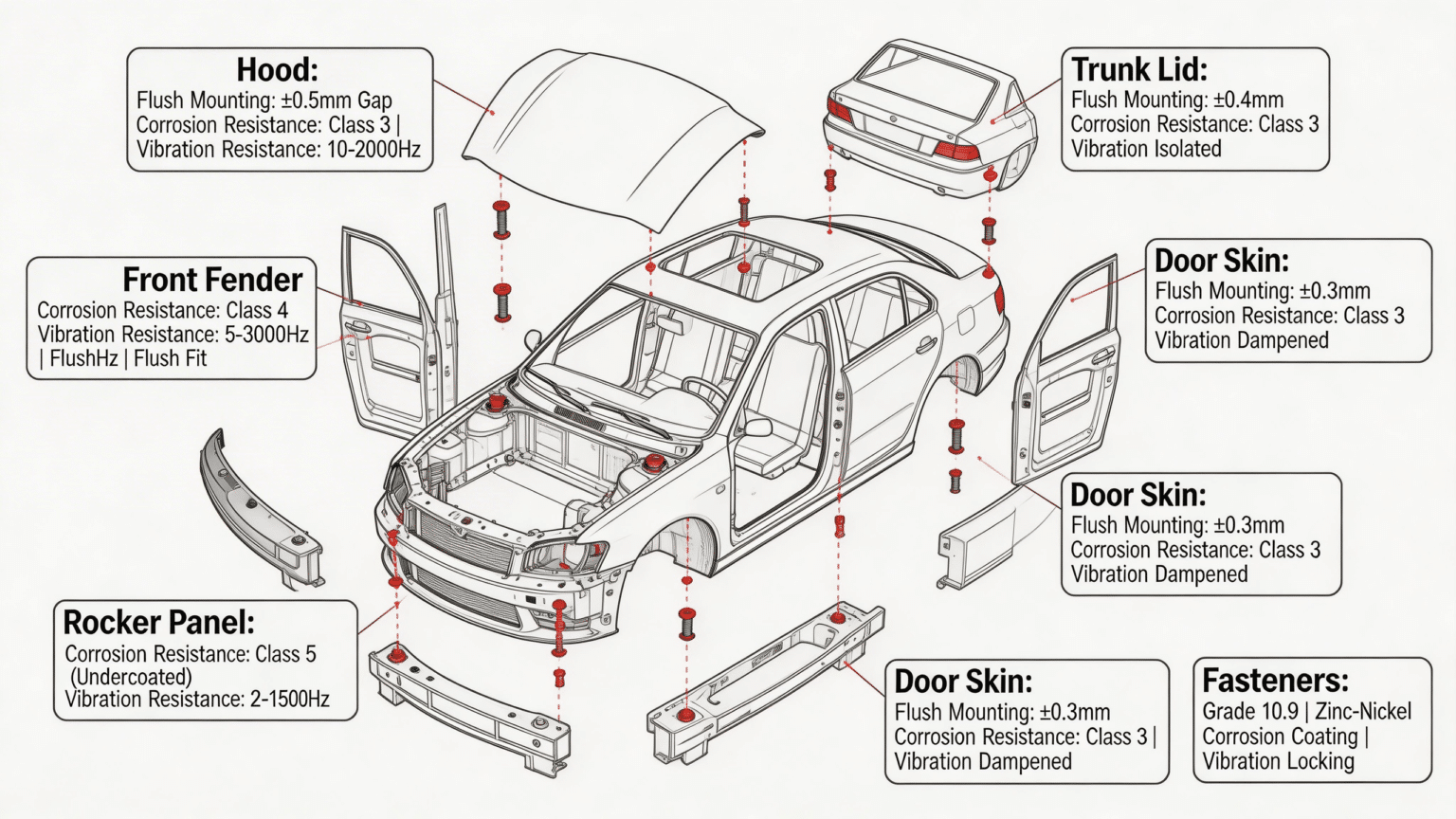
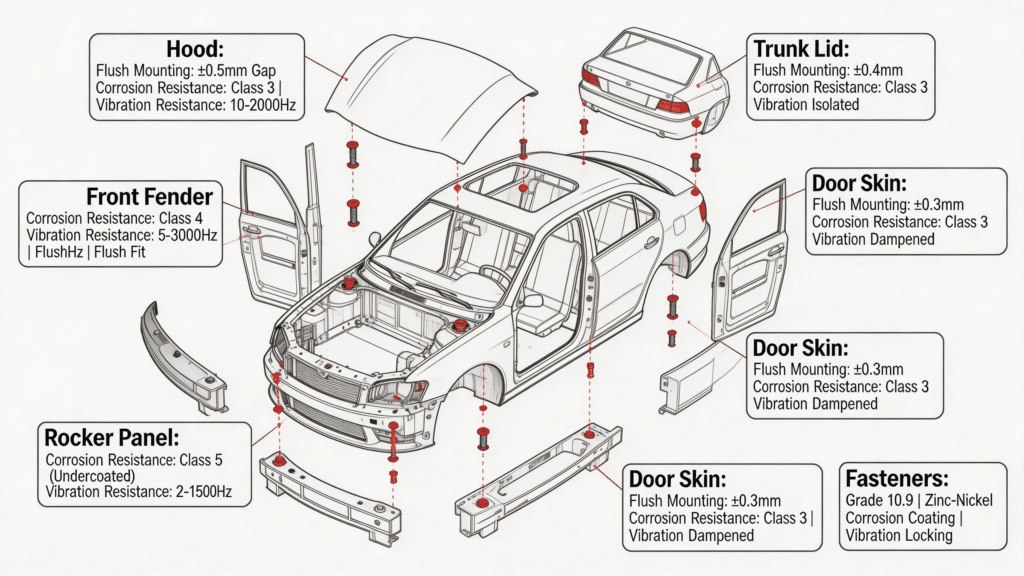
| Règlementation relative à la sécurité des piétons | Ligne de capot surélevée avec structure absorbant l'énergie | Boîtiers de phares, support de calandre au radiateur |
| Des espaces réduits axés sur le style | Espacement affleurant entre les panneaux et lignes de fermeture réduites au minimum | Accès aux charnières de porte, joints entre l'aile et le panneau latéral. |
Dans chaque scénario, les fixations sont placées dans des endroits où l'accès direct aux outils est physiquement impossible. La question du serrage des vis dans les espaces restreints des assemblages automobiles devient donc un problème d'ingénierie système qui englobe la conception des joints, la géométrie des fixations et la méthode d'installation.
Caractéristiques de conception des fixations qui facilitent l'accès aux espaces confinés
Pour une fixation optimale dans les espaces restreints, la conception de la vis permet de s'affranchir des contraintes d'accès. Le tableau ci-dessous répertorie les caractéristiques de conception des vis spécifiquement adaptées aux installations automobiles dans des espaces confinés.
| Fonctionnalité de conception | Comment cela aide dans les espaces restreints | Gamme de tailles typiques | Méthode de fabrication KeyFixPro |
|---|---|---|---|
| Tête à bride hexagonale (rondelle intégrée) | Élimine la machine à laver séparée ; réduit la hauteur de la pile et le nombre de composants | M5 – M12 | Bride forgée à froid avec une planéité de ±0,05 mm |
| Tête de douille à profil bas | Réduit la hauteur de la tête de 40 mm (%) par rapport à un capuchon de douille standard. | M4 – M10 | Évidement usiné CNC, contrôle de profondeur ±0,03 mm |
| Entraînement Torx externe (6 lobes) | Permet un transfert de couple plus élevé avec un logement moins profond qu'une douille hexagonale | M5 – M14 | Profilé à 6 lobes formé à froid selon la norme ISO 10664 |
| Laveuse captive (SEMS) | La rondelle pré-assemblée reste sur la vis ; insertion possible d'une seule main | M4 – M12 | Rondelle sertie lors du roulage du fil |
| Pointe de chien / pointe de pilote | S'auto-centre dans le trou ; élimine les difficultés d'alignement à l'aveugle | M6 – M16 | Nez de pilote à tête froide, concentricité ±0,02 mm |
| Patch de blocage de filetage (pré-appliqué) | Élimine le besoin d'application d'adhésif séparée dans les zones exiguës | M3 – M12 | Patch en nylon micro-encapsulé appliqué en ligne |
| Vis à épaulement (tige étagée) | Positionnement précis sans calage ; réduit les étapes d'assemblage | M5 – M16 | Épaulement usiné CNC, diamètre ±0,005 mm |
| Vis à corps moleté | Installation par pression pour trous borgnes ; aucune rotation nécessaire | M3 – M8 | Motif de moletage en losange forgé à froid |
La combinaison de deux ou trois de ces caractéristiques simplifie considérablement l'installation. Une tête à bride hexagonale avec rondelle intégrée et pointe de centrage permet une insertion d'une seule main dans un trou borgne, un filetage au toucher et un serrage final au couple avec une douille standard extra-plate, transformant ainsi une opération de trois minutes en une intervention de quinze secondes.
Analyse de l'accès aux outils par zone de dégagement
Même avec une conception de fixation optimisée, l'outil approprié doit correspondre à l'espace disponible. Le tableau ci-dessous catégorise les situations courantes d'espace restreint dans l'automobile selon leurs dimensions d'espace mesurables et associe à chacune la stratégie d'outillage appropriée.
| Catégorie de liquidation | Dégagement vertical | Jeu radial | Types d'outils adaptés | Couple maximal atteignable |
|---|---|---|---|---|
| Restriction modérée | 50 à 100 mm au-dessus de la tête | 30+ mm autour de la tête | Cliquet standard + rallonge courte ; visseuse électrique | couple de serrage spécifié en détail |
| Étroite verticale | 25 à 50 mm au-dessus de la tête | 30+ mm autour de la tête | Cliquet court ; douille à profil bas ; cliquet de paume | Jusqu'à 80 % de la spécification (à vérifier avec un audit de couple) |
| Radial étroit | 50+ mm au-dessus de la tête | 10 à 30 mm autour de la tête | Clé à cliquet ouverte ; adaptateur à fourche sur clé dynamométrique | Couple de serrage complet (clé à molette calibrée) |
| Double restriction | 25 à 50 mm vertical, 10 à 30 mm radial | Cliquet court à tête flexible ; tournevis à angle droit ; porte-embout coudé | Jusqu'à 60 % de spécifications ; peut nécessiter plusieurs étapes | |
| Restriction extrême | < 25 mm dans n'importe quel axe | Embout de tournevis à doigt ; porte-embout magnétique avec rallonge ; tournevis coudé spécial | Couple limité ; envisager une autre conception d’articulation |
Lorsque le jeu atteint un niveau extrêmement faible, la solution la plus efficace consiste souvent à repenser la conception de l'assemblage plutôt qu'à recourir à des outils toujours plus sophistiqués. Remplacer une vis à tête hexagonale creuse classique par une vis Dzus à quart de tour, une goupille à baïonnette ou un clip à enclenchement peut résoudre complètement le problème de serrage ; une stratégie largement employée par les grands constructeurs automobiles pour les garnitures intérieures et les protections sous capot.
Procédure étape par étape : Comment serrer une vis dans des espaces restreints (joints automobiles)
La procédure suivante s'applique à toute installation de fixation filetée lorsque l'accès direct aux outils est impossible. Chaque étape traite d'un mode de défaillance spécifique amplifié par les espaces restreints.
Étape 1 — Vérifier la compatibilité du filetage avant l'insertion
Dans les espaces restreints, le filetage croisé est la principale cause de défaillance, car le technicien ne peut pas vérifier visuellement l'engagement des filets. Avant d'utiliser un tournevis, dévissez manuellement la vis en la tournant dans le sens antihoraire jusqu'à entendre un “ clic ” distinct : cela indique que le sommet du filetage mâle s'est engagé dans le fond du filetage femelle. Dévissez ensuite en sens horaire. Cette technique permet d'éviter le taux d'incidence de filetage croisé de 15 à 20 % constaté lors d'études d'assemblage à l'aveugle.
Étape 2 — Utiliser une fixation magnétique ou adhésive lors du positionnement
Lâcher une vis dans une cavité inaccessible est une perte de temps et risque d'endommager le filetage. Pour les vis en acier ferromagnétique, un embout aimanté maintient la vis en place pendant l'insertion. Pour les vis en acier inoxydable ou en aluminium (non magnétiques), une petite quantité de graisse lubrifiante pour filetage ou un guide-embout en caoutchouc adapté remplit la même fonction.
Étape 3 — Serrer à la main avant d'appliquer le couple motorisé
Vissez à faible vitesse jusqu'à ce que la surface d'appui de la tête de vis entre en contact avec la pièce. Ce serrage initial confirme l'engagement complet du filetage et le bon positionnement de la vis avant d'appliquer le couple final. Passer directement à un vissage à grande vitesse dans une zone difficile d'accès risque d'endommager le filetage ou de désaligner la vis avant même de détecter un défaut d'alignement.
Étape 4 — Appliquer le couple final par incréments contrôlés
Dans les espaces restreints où l'accès à une clé dynamométrique est limité, appliquez le couple final en deux ou trois passes progressives plutôt qu'en une seule rampe. Entre chaque passe, vérifiez que la tête de vis n'a pas bougé en contrôlant le contact uniforme entre la tête et la surface sur tout le périmètre. Pour les assemblages critiques, un embout de limitation de couple (préréglé sur la valeur cible) permet de contrôler le couple sans avoir besoin d'utiliser une clé.
Étape 5 — Confirmer la précharge par un contrôle du couple ou un marquage
Après serrage, vérifiez la précharge obtenue. Sur les assemblages accessibles, un contrôle du couple à l'aide d'une clé dynamométrique étalonnée permet une vérification directe. Dans les espaces extrêmement restreints où l'accès est impossible, effectuez un marquage (trait de feutre indélébile sur la tête de vis et la surface de contact) qui révélera tout desserrage ultérieur par un déplacement visible du marquage.
Erreurs courantes lors du serrage dans des espaces automobiles restreints
| Erreur | Conséquence | Prévention |
|---|---|---|
| Ignorer la vérification croisée des fils | Filetage endommagé ; joint fragilisé nécessitant une réparation par insert fileté. | Toujours effectuer une rotation inverse pour sentir d'abord l'engagement du fil. |
| Utilisation d'un joint universel à angle élevé (> 15°) | Lecture du couple imprécise de 20 à 40 % ; fausse impression de serrage. | Maintenir l'angle du joint universel en dessous de 10° ; recalibrer la patte de couronne |
| Utilisation excessive d'une visseuse à percussion dans une cavité borgne | Couple excessif ou insuffisant sans retour tactile | Utilisez un outil de commande d'embrayage à limitation de couple ou un embout à cliquet. |
| Choisir un logement d'entraînement inadapté au dégagement disponible | Dommages causés par le dévissage de la tête de vis ; cavité arrondie | Adaptez le type d'entraînement au dégagement : Torx pour les profils bas, hexagonal pour les profils profonds. |
| Négliger la dilatation thermique dans le compartiment moteur | L'articulation se desserre après les cycles de chauffe malgré un couple initial correct. | Spécifiez le type de produit utilisé : patch de blocage de filetage ou écrou de blocage à couple de serrage. |
| Forcer l'assemblage de composants mal alignés | Contraintes résiduelles dans l'assemblage ; amorçage de fissure de fatigue au niveau du trou de fixation | Alignement correct avant serrage ; utiliser des vis de guidage à pointe de chien |
Comparaison des systèmes d'entraînement par vis pour les environnements à accès restreint
Le logement de l'outil détermine directement la hauteur minimale requise au-dessus de la tête de vis — un paramètre essentiel pour résoudre le problème du serrage des vis dans les applications automobiles à espace restreint.
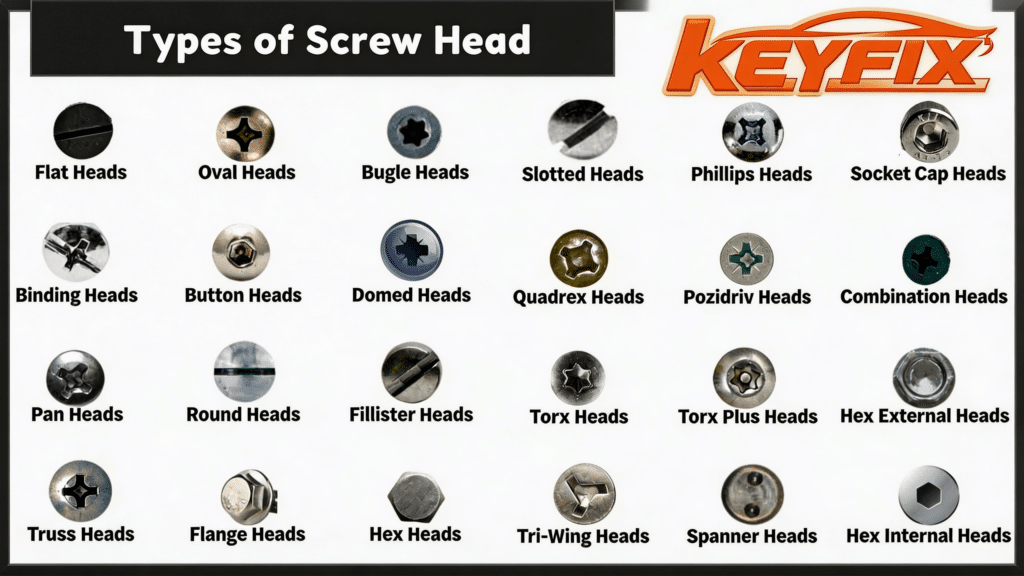
| Type de lecteur | Hauteur minimale de l'outil au-dessus de la tête | Résistance au dérapage | Capacité de couple (relative) | Meilleur scénario en espace restreint |
|---|---|---|---|---|
| Phillips (#2) | 18 – 22 mm | Bas (came-out par conception) | 1,0× (ligne de base) | Garniture intérieure légère uniquement |
| Pozidriv (#2) | 18 – 22 mm | Modéré | 1,1× | Garnitures intérieures et extérieures pour le marché européen |
| Douille hexagonale (Allen) | 10 – 16 mm | Haut | 1,4× | Compartiment moteur, supports structurels |
| Torx externe (6 lobes) | 6 – 10 mm | Très haut | 1,6× | Groupe motopropulseur à garde au sol ultra-basse, batterie pour véhicule électrique |
| Torx Plus interne | 8 – 12 mm | Très haut | 1,7× | Châssis critique pour la sécurité, résistant au vandalisme |
| Bride hexagonale (clé extérieure) | 0 mm (l'outil s'engage latéralement) | N/A (poignée externe) | Illimité (longueur de la clé) | Dégagement vertical nul ; accès radial uniquement |
Les empreintes Torx externes offrent le meilleur compromis entre faible encombrement et couple élevé, ce qui explique leur popularité croissante pour la fixation des plateaux de batteries de véhicules électriques et l'assemblage des groupes motopropulseurs modernes. KeyFixPro façonne à froid les profils Torx externes selon la norme ISO 10664 avec une géométrie des lobes précise à ±0,02 mm, garantissant un engagement fiable de l'outil même en cas d'insertion partiellement aveugle.
Quand la refonte des fixations est la meilleure solution
Parfois, la solution la plus efficace au problème de serrage des vis dans les espaces restreints des véhicules consiste à supprimer complètement l'opération de serrage. Le tableau ci-dessous présente des solutions d'assemblage alternatives que KeyFixPro peut fabriquer pour les applications où le serrage conventionnel des vis est impossible.
| Concept de fixation alternatif | Méthode d'installation | Accès requis | Amovible? | Application appropriée |
|---|---|---|---|---|
| Goujon de serrage à pression | Presse hydraulique ou mécanique (pré-assemblage) | Un seul côté, avant la fermeture du panneau | Oui (retrait de l'écrou) | Fixation du support avant assemblage de la carrosserie |
| Écrou autosertisseur (type PEM) | Pressé en feuille lors de la phase d'estampage | Aucun accès nécessaire lors de l'assemblage final | Oui (retrait de la vis) | Supports de tableau de bord, supports d'ECU |
| Clip en plastique à enclenchement | Alimentation manuelle ou automatisée | D'un côté, pression des doigts | Réutilisable ou à usage unique | Garniture intérieure, cheminement des faisceaux de câbles |
| Attache quart de tour (Dzus) | rotation à 90° avec outil à lame plate | Jeu radial minimal | Oui | Panneaux d'accès, plaques de service |
| Écrou à riveter aveugle (Rivnut) | Outil de réglage du mandrin de traction, un côté | Accès à l'arme d'un seul côté | Oui (à visser après réglage) | Supports de rechange pour tubes à section fermée |
KeyFixPro fabrique des goujons à sertir, des écrous auto-sertisseurs et des fixations à pression sur mesure par forgeage à froid multi-stations avec un taux d'utilisation de matériau de 98 % (%) et des tolérances de ±0,02 mm. Ces fixations pré-assemblées constituent souvent la solution la plus économique lorsque le problème d'espace restreint est identifié dès la phase de conception.
Foire aux questions
Quelle est la caractéristique de vis la plus efficace pour une installation automobile dans des espaces restreints ?
L'embout pilote, associé à une rondelle SEMS intégrée, offre un avantage considérable lors de l'installation dans les espaces restreints. L'embout pilote se centre automatiquement dans l'alésage correspondant, éliminant ainsi les approximations d'alignement, tandis que la rondelle intégrée dispense de la manipulation d'un composant supplémentaire. Ensemble, ils permettent une insertion et un vissage fiables d'une seule main, par simple retour tactile.
Est-il possible d'obtenir un couple précis dans un espace restreint sans clé dynamométrique ?
Oui, en utilisant un embout limiteur de couple (également appelé embout de sécurité ou embout de rupture) qui se désengage à une valeur de couple calibrée. Ces embouts s'adaptent à tous les tournevis hexagonaux standard de 6,35 mm (¼") et offrent une précision de couple de ±10 Ω·m sans nécessiter l'encombrement d'une clé dynamométrique classique.
Comment KeyFixPro aide-t-il les équipementiers à relever les défis liés aux fixations dans des espaces restreints ?
KeyFixPro Une équipe de plus de 20 ingénieurs en fixation expérimentés collabore avec les équipes de développement produit du client lors de la phase de conception pour l'assemblage (DFA). En spécifiant des géométries de vis sur mesure (têtes profilées, rondelles intégrées, embouts de guidage et pastilles de frein-filet pré-appliquées), fabriquées par forgeage à froid et usinage CNC selon les protocoles IATF 16949, KeyFixPro élimine les problèmes d'installation en espace restreint dès la conception, et non sur la chaîne de montage.
KeyFixPro Fondée en 2000 et certifiée IATF 16949 / ISO 9001 / ISO 14001, KeyFixPro conçoit des solutions de fixation sur mesure répondant aux exigences d'assemblage automobile dans des espaces restreints, et ce dans plus de 20 pays. Forte de plus de 50 brevets, d'une capacité d'inspection au ±0,001 mm et d'une chaîne de production intégrée, KeyFixPro offre la précision de conception de fixations requise par les architectures complexes des véhicules modernes. Visitez www.keyfixpro.com ou contactez sales@keyfixpro.com.