Introduzione: Il problema del fissaggio in spazi confinati

Saper come serrare una vite in spazi ristretti nelle applicazioni automobilistiche è una sfida che si presenta con uguale frequenza agli operatori delle catene di montaggio, ai tecnici dell'assistenza e ai produttori di componenti aftermarket. I veicoli moderni integrano più sottosistemi in ingombri sempre più ridotti: i condotti del turbocompressore si accalcano contro le paratie, i moduli della batteria premono contro il pianale e le strutture multistrato del cruscotto lasciano a malapena spazio per un polpastrello, figuriamoci per un cacciavite o una chiave a bussola tradizionali.
La maggior parte delle linee guida pubblicate su questo argomento si concentra esclusivamente sugli utensili. Sebbene la scelta degli utensili sia importante, essa rappresenta solo metà del problema. L'altra metà, spesso trascurata, è costituita dal fissaggio stesso. Una vite progettata per installazioni in spazi ristretti può trasformare un'operazione di serraggio impossibile in un'operazione di routine.
Questa guida esamina entrambi gli aspetti: le caratteristiche di progettazione delle viti che facilitano l'installazione in spazi ristretti e le tecniche procedurali che garantiscono che ogni elemento di fissaggio raggiunga in modo affidabile il precarico previsto.
Perché gli spazi ristretti sono necessari nella progettazione automobilistica
Prima di risolvere il problema, è utile capire perché persiste. Gli ingegneri automobilistici non creano intenzionalmente posizioni di fissaggio inaccessibili: queste derivano da priorità di progettazione contrastanti.
| Driver di progettazione | Come crea spazi ristretti | Zona veicoli interessati |
|---|---|---|
| Imballaggio aerodinamico | Il vano motore è stato ridotto per diminuire la superficie frontale. | Tubazioni di ingresso del turbocompressore, staffe dell'intercooler |
| Requisiti della struttura di sicurezza in caso di incidente | Strati di rinforzo aggiunti attorno alla cella passeggeri | Rivestimento del montante B, coperture della barra di protezione dagli impatti laterali |
| integrazione delle batterie dei veicoli elettrici | Il vano batteria occupa l'intera superficie inferiore del veicolo. | Viti di fissaggio del modulo al vassoio, elementi di fissaggio della piastra di raffreddamento |
| strati di isolamento NVH | Barriere acustiche inserite tra i pannelli | Traversa del cruscotto, attraversamenti della paratia |
| Norme di sicurezza per i pedoni | Linea del cofano rialzata con struttura ad assorbimento di energia | Alloggiamenti dei fari, supporto griglia-radiatore |
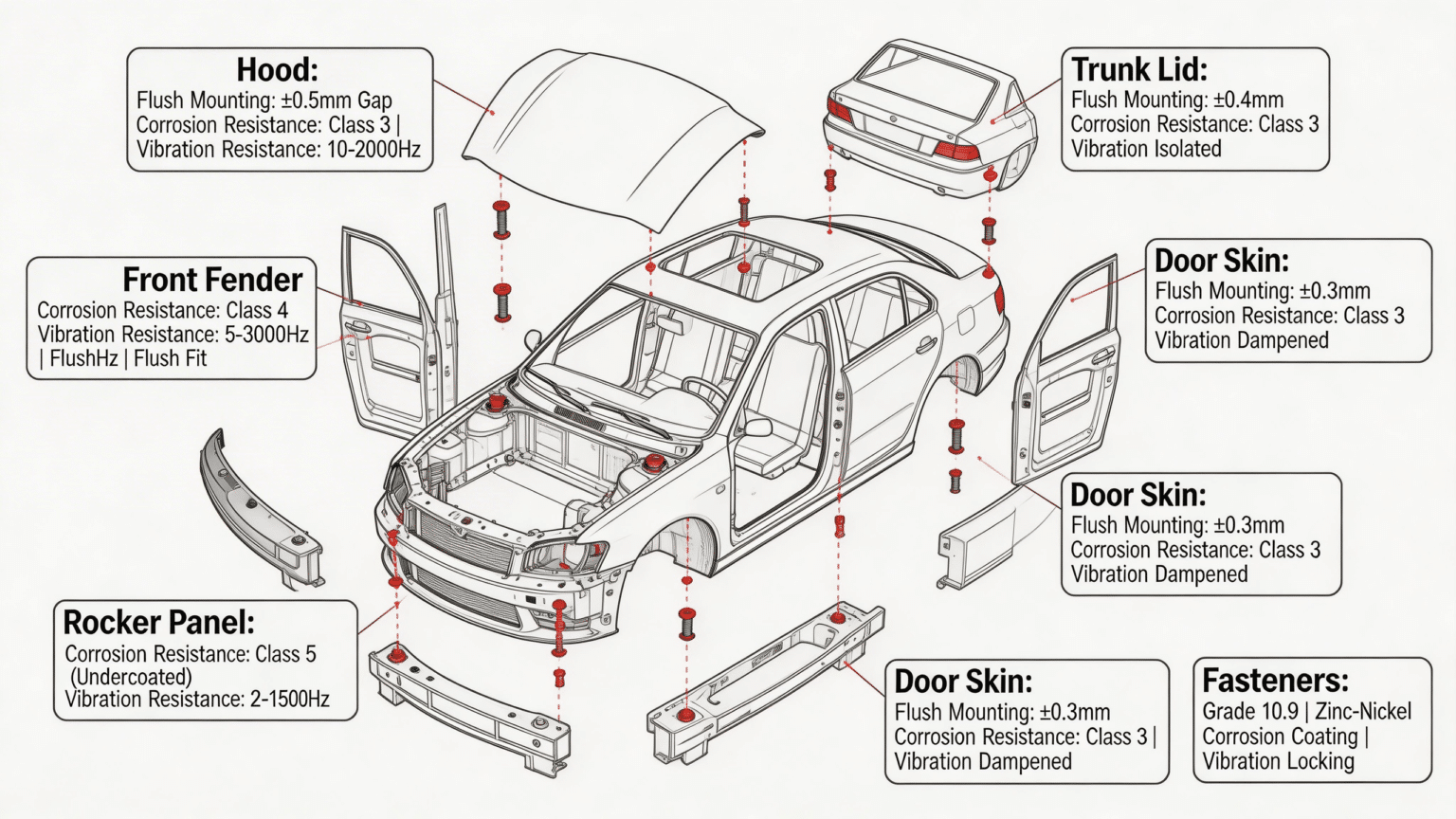
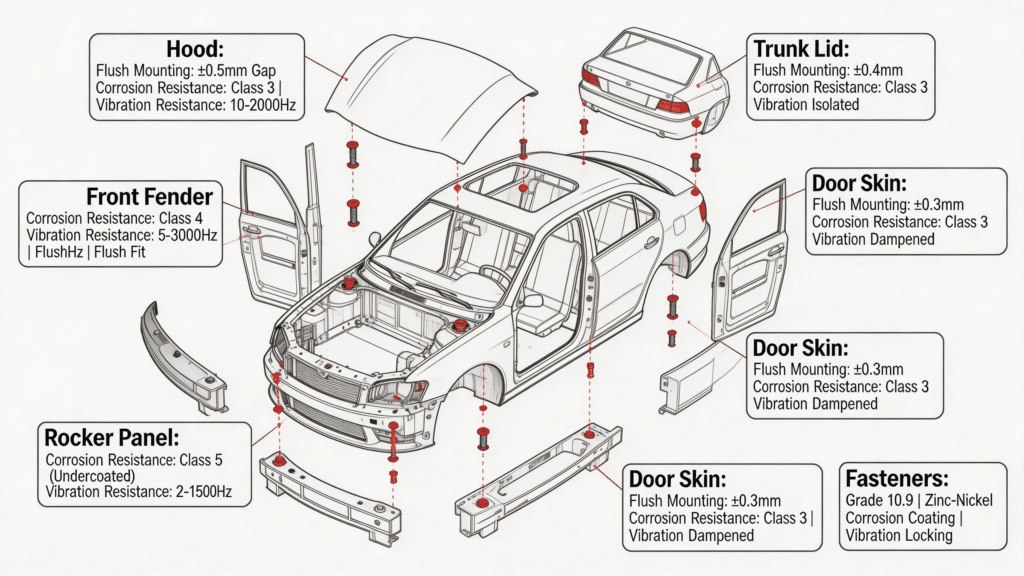
| spazi ristretti dettati dallo stile | Spazi tra i pannelli a filo e linee di chiusura ridotte al minimo. | Accesso alle cerniere della portiera, giunzioni tra parafango e pannello laterale |
Ciascuno scenario prevede il posizionamento degli elementi di fissaggio in punti in cui l'accesso con utensili in linea retta è fisicamente impossibile. La questione di come serrare le viti in assemblaggi automobilistici con spazi ristretti diventa quindi un problema di ingegneria di sistema che abbraccia la progettazione dei giunti, la geometria degli elementi di fissaggio e la metodologia di installazione.
Caratteristiche di progettazione degli elementi di fissaggio che risolvono il problema dell'accesso in spazi ristretti
L'approccio più efficace per il fissaggio in spazi ristretti consiste nel progettare la vite in modo che l'accesso limitato diventi irrilevante. La tabella seguente elenca le caratteristiche di progettazione delle viti specificamente studiate per l'installazione in spazi ristretti nel settore automobilistico.
| Caratteristica di design | Come può essere utile negli spazi ristretti | Gamma di taglie tipiche | Metodo di produzione KeyFixPro |
|---|---|---|---|
| Testa esagonale flangiata (con rondella integrata) | Elimina la necessità di una rondella separata; riduce l'altezza della pila e il numero di componenti. | M5 – M12 | Flangia forgiata a freddo con planarità di ±0,05 mm |
| Testa a bussola a basso profilo | Riduce l'altezza della testa del 40 % rispetto al tappo standard della presa | M4 – M10 | Incavo lavorato a CNC, controllo della profondità di ±0,03 mm |
| Azionamento Torx esterno (a 6 lobi) | Consente un trasferimento di coppia maggiore con un incavo meno profondo rispetto alla bussola esagonale. | M5 – M14 | Profilo a 6 lobi formato a freddo secondo ISO 10664 |
| Lavatrice integrata (SEMS) | La rondella preassemblata rimane sulla vite; è possibile inserirla con una sola mano. | M4 – M12 | Rondella crimpata durante la filettatura |
| Punta del cane / Punta del pilota | Si centra automaticamente nel foro; elimina la difficoltà di allineamento alla cieca | M6 – M16 | Naso da pilota a testa fredda, concentricità ±0,02 mm |
| Toppa bloccafiletti (preapplicata) | Elimina la necessità di un'applicazione adesiva separata in spazi ristretti. | M3 – M12 | Patch in nylon microincapsulato applicato in linea |
| Vite a spalla (gambo a gradini) | Posizionamento preciso senza necessità di spessori; riduce le fasi di assemblaggio. | M5 – M16 | Spalla tornita a CNC, diametro ±0,005 mm |
| Vite con corpo zigrinato | Installazione a pressione per fori ciechi; non è necessaria alcuna rotazione. | M3 – M8 | Motivo a zigrinatura diamantata forgiato a freddo |
Selezionando due o tre di queste caratteristiche in combinazione, la difficoltà di installazione si riduce drasticamente. Una testa esagonale flangiata con rondella integrata e punta a dente di sega consente l'inserimento con una sola mano in un foro cieco, l'avvitamento a tatto e il serraggio finale con una chiave a bussola standard a basso profilo, trasformando un'operazione di tre minuti in un'operazione di quindici secondi.
Analisi dell'accesso agli utensili per zona di sicurezza
Anche con una progettazione ottimizzata dei dispositivi di fissaggio, l'utensile corretto deve essere compatibile con lo spazio disponibile. La tabella seguente classifica i comuni scenari di lavoro in spazi ristretti nel settore automobilistico in base alle dimensioni di spazio misurabile e associa a ciascuno la strategia di utensile più appropriata.
| Categoria di sdoganamento | Spazio verticale | Gioco radiale | Tipi di utensili adatti | Coppia massima raggiungibile |
|---|---|---|---|---|
| Restrizione moderata | 50 – 100 mm sopra la testa | 30+ mm di circonferenza della testa | Cricchetto standard + prolunga corta; avvitatore elettrico | Coppia di serraggio a specifica completa |
| Verticale stretto | 25 – 50 mm sopra la testa | 30+ mm di circonferenza della testa | Cricchetto corto; bussola a basso profilo; cricchetto palmare | Fino a 80 % di specifica (verificare con controllo della coppia) |
| Radiale stretto | 50+ mm sopra la testa | 10 – 30 mm intorno alla testa | Chiave a cricchetto a forchetta; adattatore a zampa di gallina sulla chiave dinamometrica | Coppia di serraggio con specifiche complete (chiave a zampa di gallina calibrata) |
| Doppia restrizione | 25 – 50 mm in verticale, 10 – 30 mm in radiale | Cricchetto corto con testa flessibile; cacciavite ad angolo retto; portainserti sfalsato | Fino a 60 % di specifica; potrebbe richiedere più passaggi | |
| Restrizione estrema | < 25 mm in qualsiasi asse | Punta per azionamento manuale; portapunte magnetico con prolunga; cacciavite angolato speciale | Coppia limitata; valutare soluzioni alternative per la progettazione del giunto. |
Quando lo spazio disponibile rientra nella categoria delle "restrizioni estreme", la soluzione ingegneristica più efficace è spesso quella di riprogettare il giunto piuttosto che ricorrere a utensili sempre più complessi. Sostituire una vite a testa esagonale convenzionale con un elemento di fissaggio Dzus a un quarto di giro, un perno di bloccaggio a baionetta o una clip a scatto può eliminare completamente il problema del serraggio: una strategia ampiamente utilizzata dai principali produttori di apparecchiature originali (OEM) per le finiture interne e i coperchi del vano motore.
Procedura passo passo: come serrare una vite in uno spazio ristretto nei giunti automobilistici
La seguente procedura si applica a qualsiasi installazione di elementi di fissaggio filettati in cui l'accesso con utensili in linea retta è compromesso. Ogni passaggio affronta una specifica modalità di guasto che viene amplificata dalle condizioni di spazio ristretto.
Passaggio 1: Verificare la compatibilità della filettatura prima dell'inserimento.
Negli spazi ristretti, l'avvitamento incrociato è la causa di guasto più comune, poiché il tecnico non può verificare visivamente l'innesto della filettatura. Prima di utilizzare un cacciavite, ruotare manualmente la vite in senso antiorario (direzione di allentamento) fino a percepire un distinto "clic": questo indica che la cresta della filettatura maschio si è inserita nella base della filettatura femmina nel punto di partenza. Solo a questo punto invertire la rotazione in senso orario. Questa tecnica previene l'incidenza di avvitamento incrociato del 15-20% riscontrata negli studi di assemblaggio alla cieca.
Fase 2 — Utilizzare un sistema di ritenzione magnetico o adesivo durante il posizionamento
Inserire una vite in una cavità inaccessibile fa perdere tempo e aumenta il rischio di danni causati da corpi estranei. Per le viti in acciaio ferromagnetico, una punta magnetizzata trattiene la vite durante l'inserimento. Per le viti in acciaio inossidabile o alluminio (non magnetiche), una piccola quantità di grasso lubrificante per filettature o un apposito fermo in gomma per la punta svolgono la stessa funzione.
Passaggio 3: serrare a mano prima di applicare la coppia di serraggio motorizzata.
Avvitare la vite a bassa velocità fino a quando la superficie di appoggio della testa non entra in contatto con il pezzo. Questa condizione di "aderenza" conferma il completo innesto della filettatura e il corretto posizionamento prima di applicare la coppia finale. Passare direttamente all'avvitamento ad alta velocità in un punto cieco rischia di spanare la filettatura o di inclinare la vite prima che venga rilevato un disallineamento.
Fase 4 — Applicare la coppia finale con incrementi controllati
In spazi ristretti dove l'accesso con la chiave dinamometrica è limitato, applicare la coppia finale in due o tre passaggi incrementali anziché in un'unica rampa. Tra un passaggio e l'altro, verificare che la testa della vite non si sia inclinata controllando che il contatto tra la testa e la superficie sia uniforme lungo tutto il perimetro. Per giunzioni critiche, un inserto limitatore di coppia (preimpostato sul valore target) consente di controllare la coppia senza richiedere l'uso della chiave.
Passaggio 5 — Confermare il precarico tramite controllo della coppia o marcatura
Dopo il serraggio, verificare il precarico raggiunto. Nei giunti accessibili, una verifica della coppia di serraggio con una chiave calibrata fornisce una conferma diretta. In spazi estremamente ristretti, dove non è possibile accedere nuovamente, applicare un segno di riferimento (una striscia di pennarello sulla testa della vite e sulla superficie di accoppiamento) che rivelerà qualsiasi successivo allentamento attraverso lo spostamento visibile del segno.
Errori comuni durante il serraggio in spazi ristretti all'interno di un'automobile.
| Errore | Conseguenza | Prevenzione |
|---|---|---|
| Controllo incrociato saltato | Filettature spanate; giunto indebolito che richiede riparazione con inserto filettato Helicoil | Ruotare sempre in senso contrario per sentire prima l'innesto del filo. |
| Utilizzo del giunto universale ad angolo elevato (> 15°) | Lettura della coppia imprecisa di 20–40 %; falsa sensazione di serraggio | Mantenere l'angolo del giunto universale al di sotto di 10°; ricalibrare il piede di gallina |
| Affidamento eccessivo all'avvitatore a impulsi in cavità cieche | Coppia eccessiva o insufficiente senza alcun feedback tattile | Utilizzare un cacciavite con frizione limitatrice di coppia o un inserto per inserti a scatto. |
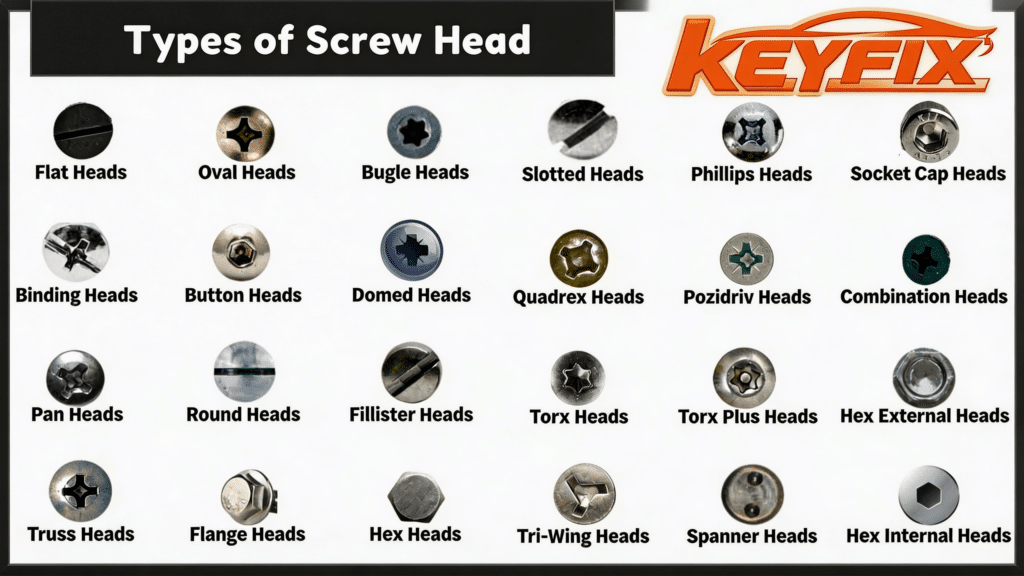
| Scegliere l'incavo di azionamento sbagliato per lo spazio disponibile | Danni da camma alla testa della vite; incavo arrotondato | Abbina il tipo di azionamento allo spazio disponibile: Torx per profilo basso, esagonale per profilo profondo |
| Ignorare la dilatazione termica nel vano motore | Il giunto si allenta dopo i cicli termici nonostante la corretta coppia di serraggio iniziale. | Specificare la toppa di bloccaggio della filettatura o il dado di bloccaggio a coppia prevalente |
| Forzare l'unione di componenti disallineati | Tensione residua nel giunto; innesco di cricche da fatica in corrispondenza del foro del fissaggio. | Allineamento corretto prima del serraggio; utilizzare viti pilota a punta conica. |
Confronto tra sistemi di azionamento a vite per ambienti ad accesso limitato
La profondità dell'incavo di azionamento determina direttamente l'altezza minima dell'utensile necessaria rispetto alla testa della vite: un parametro fondamentale per serrare le viti in spazi ristretti nelle applicazioni automobilistiche.
| Tipo di unità | Altezza minima dell'utensile sopra la testa | Resistenza all'uscita camma | Capacità di coppia (relativa) | Miglior scenario in spazi ristretti |
|---|---|---|---|---|
| Phillips (#2) | 18 – 22 mm | Basso (uscita camma per progettazione) | 1,0× (valore di base) | Solo finiture interne leggere |
| Pozidriv (#2) | 18 – 22 mm | Moderare | 1,1× | Rifiniture interne ed esterne per il mercato europeo |
| Chiave a brugola (Allen) | 10 – 16 mm | Alto | 1,4× | Vano motore, staffe strutturali |
| Torx esterno (a 6 lobi) | 6 – 10 mm | Molto alto | 1,6× | Propulsore a bassissima distanza da terra, batteria per veicoli elettrici |
| Torx interno Plus | 8 – 12 mm | Molto alto | 1,7× | Telaio critico per la sicurezza, resistente alle manomissioni. |
| Flangia esagonale (chiave esterna) | 0 mm (l'utensile si innesta lateralmente) | Non applicabile (impugnatura esterna) | Illimitato (lunghezza della chiave) | Altezza libera zero; accesso solo radiale |
Le viti Torx esterne offrono la migliore combinazione di profilo ribassato e elevata capacità di coppia, ed è proprio per questo che sono diventate la scelta dominante nel fissaggio dei supporti batteria dei veicoli elettrici e nell'assemblaggio dei moderni propulsori. KeyFixPro realizza profili Torx esterni mediante formatura a freddo secondo la norma ISO 10664, con una geometria dei lobi mantenuta entro ±0,02 mm, garantendo un innesto affidabile anche quando l'inserimento dell'utensile è parzialmente cieco.
Quando la riprogettazione dei dispositivi di fissaggio è la soluzione migliore
A volte la soluzione più efficace al problema "come serrare una vite in uno spazio ristretto nel settore automobilistico" è eliminare del tutto l'operazione di serraggio. La tabella seguente elenca le strategie di giunzione alternative che KeyFixPro può realizzare per applicazioni in cui il serraggio convenzionale delle viti non è pratico.
| Concetto di fissaggio alternativo | Metodo di installazione | Accesso necessario | Rimovibile? | Applicazione adatta |
|---|---|---|---|---|
| Perno di fissaggio a pressione | Pressa idraulica o meccanica (pre-assemblaggio) | Solo da un lato, prima della chiusura del pannello. | Sì (rimozione del dado) | Fissaggio della staffa prima del montaggio del corpo |
| Dado autofilettante (tipo PEM) | Pressato in un foglio durante la fase di stampaggio | Non è necessario alcun accesso durante l'assemblaggio finale. | Sì (rimozione della vite) | Staffe per cruscotto, supporti per centralina |
| Clip in plastica a scatto | Inserimento manuale o tramite alimentatore automatico | Un lato, pressione del dito | Riutilizzabile o monouso | Rivestimenti interni, passaggio dei cablaggi |
| Fissaggio a quarto di giro (Dzus) | Rotazione di 90° con utensile a lama piatta | Spazio radiale minimo | SÌ | Pannelli di accesso, coperture di servizio |
| Rivetto cieco (dado a rivetto) | Strumento di regolazione del mandrino di trazione, un lato | Accesso all'arma da un solo lato | Sì (avvitare dopo l'impostazione) | Staffe aftermarket su tubi a sezione chiusa |
KeyFixPro produce prigionieri a pressione, dadi autofilettanti e elementi di fissaggio a pressione personalizzati utilizzando la forgiatura a freddo multistazione con un utilizzo del materiale 98% % e tolleranze di ±0,02 mm. Questi elementi di fissaggio preassemblati rappresentano spesso la soluzione più conveniente quando il problema degli spazi ristretti viene identificato già in fase di progettazione.
Domande frequenti
Qual è la caratteristica più efficace in assoluto per le viti da installare in spazi ristretti nel settore automobilistico?
Una punta a forma di cane (pilota) combinata con una rondella SEMS integrata offre il massimo vantaggio in termini di installazione in spazi ristretti. La punta pilota si autocentra nel foro di accoppiamento eliminando le incertezze di allineamento alla cieca, mentre la rondella integrata elimina la necessità di maneggiare un componente separato: insieme, consentono un inserimento e una filettatura affidabili con una sola mano, basandosi esclusivamente sul feedback tattile.
Posso applicare la coppia di serraggio corretta in uno spazio ristretto senza una chiave dinamometrica?
Sì, utilizzando un inserto limitatore di coppia (chiamato anche asta di coppia o inserto a sgancio rapido) che si disinnesta a un valore di coppia calibrato. Questi inserti sono compatibili con qualsiasi chiave esagonale standard da ¼” e forniscono una precisione di coppia di ±10 % senza richiedere lo spazio necessario per utilizzare una chiave dinamometrica a lunghezza intera.
In che modo KeyFixPro supporta i produttori di apparecchiature originali (OEM) che devono affrontare le sfide del fissaggio in spazi ristretti?
KeyFixPro Un team di oltre 20 ingegneri esperti in elementi di fissaggio collabora con i gruppi di sviluppo prodotto del cliente durante la fase DFA (Design for Assembly). Specificando geometrie di viti personalizzate – teste a basso profilo, rondelle integrate, punte pilota e inserti di bloccaggio della filettatura preapplicati – realizzate tramite forgiatura a freddo e lavorazione CNC secondo i protocolli IATF 16949, KeyFixPro elimina i problemi di installazione in spazi ristretti già in fase di progettazione, anziché in fase di assemblaggio.
KeyFixPro Fondata nel 2000 e certificata IATF 16949 / ISO 9001 / ISO 14001, KeyFixPro progetta soluzioni di fissaggio personalizzate per risolvere le problematiche di assemblaggio automobilistico in spazi ristretti in oltre 20 paesi. Con oltre 50 brevetti, una capacità di ispezione di ±0,001 mm e una catena di produzione verticalmente integrata, KeyFixPro offre la precisione di progettazione dei fissaggi richiesta dalle complesse architetture dei veicoli moderni. Visita il sito www.keyfixpro.com o contatta sales@keyfixpro.com.