Введение: Проблема крепления в замкнутом пространстве

Умение затянуть винт в стесненных условиях в автомобильной промышленности — задача, с которой одинаково часто сталкиваются операторы сборочных линий, сервисные техники и производители запчастей для вторичного рынка. В современных автомобилях размещается больше подсистем в меньших габаритах, чем когда-либо прежде: трубопроводы турбокомпрессора прижимаются к моторным перегородкам, аккумуляторные модули — к днищу кузова, а многослойные конструкции приборной панели оставляют едва достаточно места для кончика пальца, не говоря уже об обычной отвертке или торцевом ключе.
Большинство опубликованных руководств по этой теме сосредоточены исключительно на инструментах. Хотя выбор инструмента важен, он решает лишь половину проблемы. Другая половина — часто упускаемая из виду — это сам крепежный элемент. Винт, предназначенный для установки в условиях ограниченного доступа, может превратить невыполнимую операцию затяжки в обычную.
В данном руководстве рассматриваются обе стороны вопроса: особенности конструкции винтов, облегчающие установку в ограниченном пространстве, и методы, обеспечивающие надежное достижение каждым крепежным элементом заданного предварительного натяжения.
Почему в автомобильном дизайне существуют тесные пространства?
Прежде чем решать проблему, полезно понять, почему она сохраняется. Инженеры-конструкторы автомобилей не создают недоступные места для крепежных элементов намеренно — они возникают из-за конкурирующих приоритетов проектирования.
| Драйвер проектирования | Как это создает тесные пространства | Зона затронутых транспортных средств |
|---|---|---|
| Аэродинамическая упаковка | Моторный отсек уменьшен для снижения лобовой площади. | Впускные патрубки турбокомпрессора, кронштейны интеркулера |
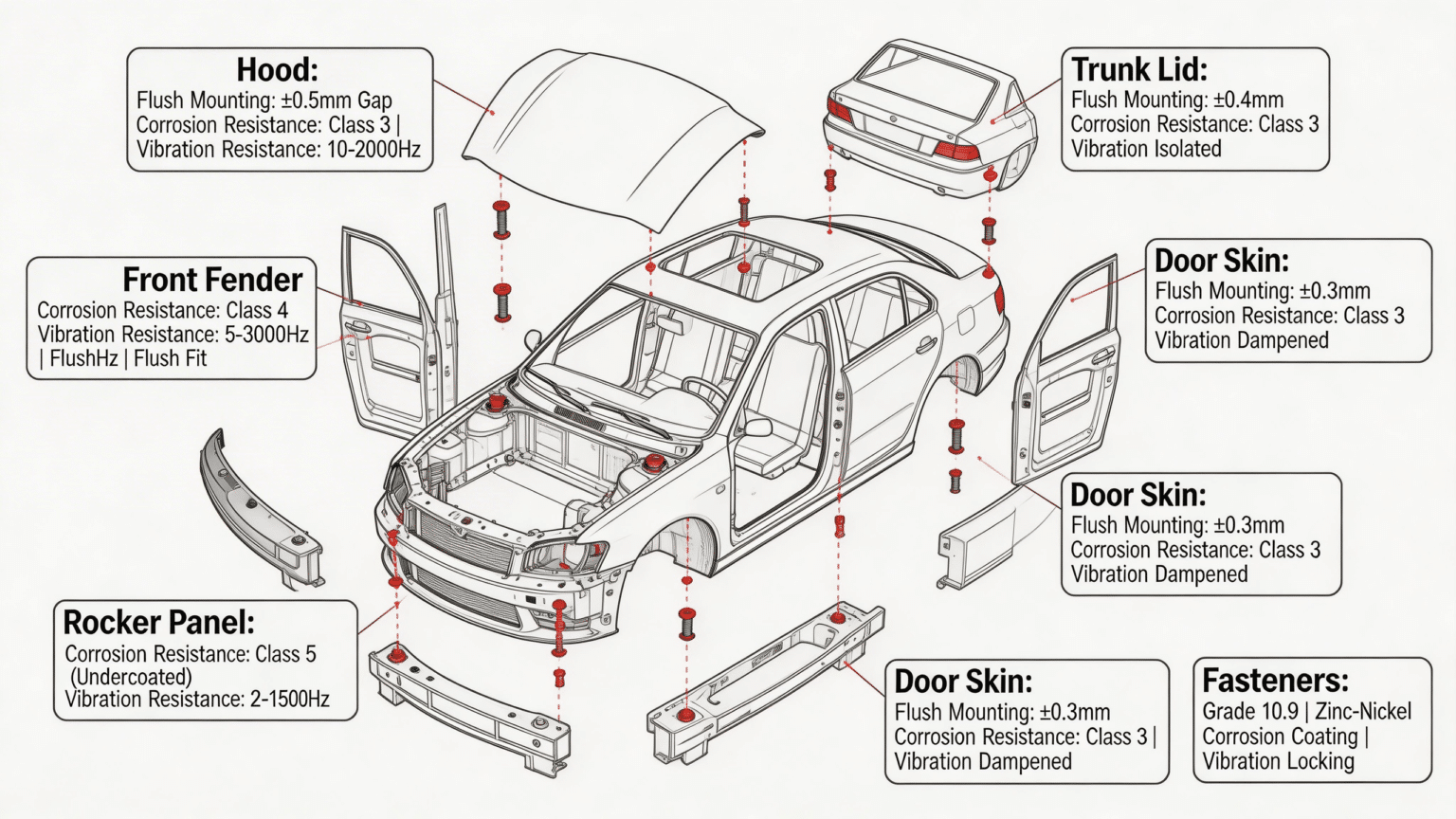
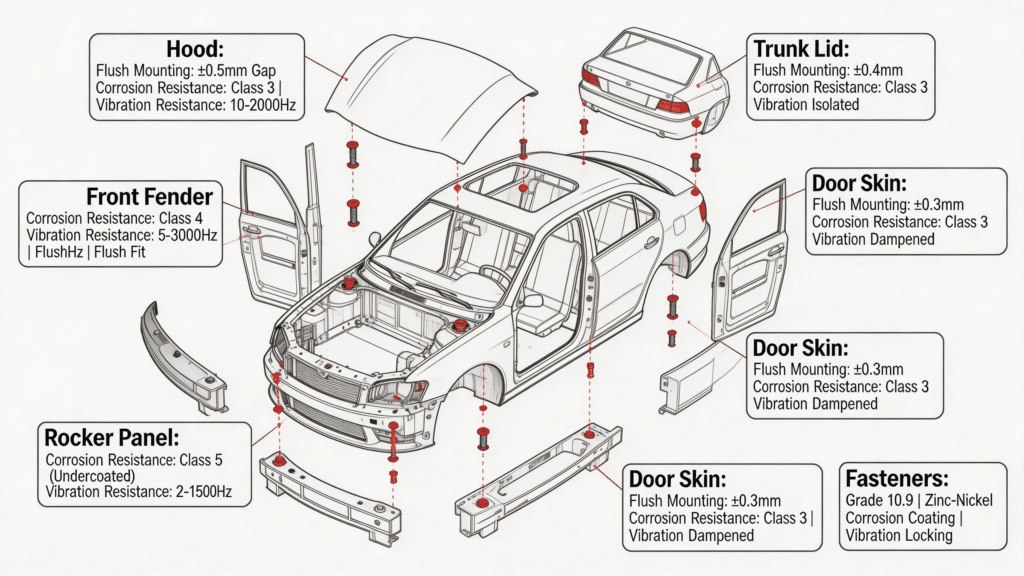
| Требования к конструкции при столкновении | Вокруг пассажирского отсека добавлены усиливающие слои. | Декоративные накладки на центральную стойку кузова, накладки на боковые противоударные балки |
| интеграция аккумуляторов электромобилей | Отсек для аккумулятора занимает всю площадь, занимаемую под днищем автомобиля. | Винты крепления модуля к лотку, крепежные элементы охлаждающей пластины. |
| Слои изоляции NVH | Акустические барьеры, расположенные между панелями. | Поперечная балка приборной панели, отверстия в перегородке моторного отсека |
| Правила безопасности пешеходов | Приподнятая линия капота с энергопоглощающей конструкцией | Корпуса фар, опора решетки радиатора. |
| Узкие промежутки, обусловленные стилем | Зазоры между панелями ровные, а линии стыков минимизированы. | Доступ к дверным петлям, стыки крыла и боковой панели кузова. |
В каждом из сценариев крепежные элементы располагаются в местах, где физически невозможен прямой доступ инструмента. Таким образом, вопрос о том, как затянуть винт в ограниченном пространстве автомобильных узлов, становится системной инженерной задачей, охватывающей конструкцию соединения, геометрию крепежных элементов и методы установки.
Особенности конструкции крепежных элементов, решающие проблему доступа в ограниченном пространстве.
Наиболее эффективный подход к креплению в стесненных условиях — это проектирование винта таким образом, чтобы ограниченный доступ стал неактуальным. В следующей таблице перечислены конструктивные особенности винтов, специально разработанных для установки в ограниченном пространстве в автомобилях.
| Особенность дизайна | Как это помогает в стесненных условиях | Типичный диапазон размеров | Метод производства KeyFixPro |
|---|---|---|---|
| Шестигранная фланцевая головка (со встроенной шайбой) | Исключает необходимость в отдельных стиральных машинах; уменьшает высоту стопки и количество компонентов. | М5 – М12 | Фланец, изготовленный методом холодной ковки, с плоскостностью ±0,05 мм. |
| Низкопрофильная головка торцевого ключа | Уменьшает высоту головки на 40° по сравнению со стандартной головкой торцевого ключа % | М4 – М10 | Углубление, обработанное на станке с ЧПУ, регулировка глубины ±0,03 мм. |
| Внешний привод Torx (6 лепестков) | Позволяет передавать больший крутящий момент при меньшей глубине углубления, чем шестигранный ключ. | М5 – М14 | Профиль из 6 лепестков, полученный методом холодной формовки, согласно стандарту ISO 10664. |
| Встроенная мойка (SEMS) | Предварительно установленная шайба остается на винте; возможна установка одной рукой. | М4 – М12 | Шайба обжата во время накатки резьбы. |
| Наконечник собаки / Пилотный наконечник | Самоцентрирование в отверстии; устраняет трудности с выравниванием вслепую. | М6 – М16 | Носовая часть фюзеляжа, изготовленная методом холодного прессования, с концентричностью ±0,02 мм. |
| Фиксатор резьбы (предварительно нанесен) | Устраняет необходимость в отдельном нанесении клея в стесненных условиях. | М3 – М12 | Микрокапсулированная нейлоновая накладка, применяемая в процессе лечения. |
| Винт с буртиком (ступенчатая головка) | Точное позиционирование без использования прокладок; сокращает количество этапов сборки. | М5 – М16 | Обработанное на станке с ЧПУ плечо, диаметр ±0,005 мм. |
| Винт с рифленым корпусом | Установка методом запрессовки для глухих отверстий; поворот не требуется. | М3 – М8 | Рисунок рифления в виде ромбов, полученный методом холодной ковки. |
Сочетание двух или трех из этих функций значительно упрощает монтаж. Шестигранная головка с фланцем, фиксирующей шайбой и заостренным концом позволяет вставлять ключ в глухое отверстие одной рукой, навинчивать резьбу на ощупь и затягивать ее стандартным низкопрофильным торцевым ключом — превращая трехминутную борьбу в пятнадцатисекундную операцию.
Анализ доступа к инструментам по зонам свободного доступа
Даже при оптимизированной конструкции крепежных элементов правильный инструмент должен соответствовать имеющемуся зазору. В таблице ниже приведена классификация распространенных сценариев работы в условиях ограниченного пространства в автомобильной промышленности по измеряемым размерам зазора и соотнесена соответствующая стратегия выбора инструмента.
| Категория таможенного оформления | Вертикальный зазор | Радиальный зазор | Подходящие типы инструментов | Максимально достижимый крутящий момент |
|---|---|---|---|---|
| Умеренное ограничение | 50–100 мм над головой | 30+ мм вокруг головы | Стандартный трещоточный ключ + короткий удлинитель; гаечный ключ с электроприводом | Полная спецификация крутящего момента |
| Узкая вертикальная | 25–50 мм над головой | 30+ мм вокруг головы | Короткая трещотка; низкопрофильная торцевая головка; ручная трещотка | До 80 % от требуемого значения (проверьте с помощью проверки крутящего момента). |
| Узкий радиальный | 50+ мм над головой | 10–30 мм вокруг головы | Трещоточный ключ с рожковым цанговым зажимом; переходник типа «воронья лапка» на динамометрическом ключе. | Полный крутящий момент (с калибровкой по критерию "воронья лапка") |
| Двойное ограничение | 25–50 мм по вертикали, 10–30 мм по радиусу | Укороченная трещотка с гибкой головкой; угловая отвертка; смещенный держатель бит. | До 60 % от требуемого значения; может потребоваться многоступенчатая модификация. | |
| Чрезмерное ограничение | < 25 мм по любой оси | Насадка для пальцевого привода; магнитный держатель для бит с удлинителем; специальная угловая отвертка. | Ограниченный крутящий момент; рассмотрите альтернативную конструкцию соединения. |
Когда зазор попадает в категорию “крайне ограниченный”, более продуктивным инженерным решением часто является перепроектирование соединения, а не поиск все более экзотических инструментов. Замена обычного винта с шестигранной головкой на винт Dzus с четвертьоборотным креплением, штифт с байонетным замком или защелкивающуюся скобу может полностью устранить проблему затяжки — стратегия, которую крупные производители автомобилей широко используют в отделке салона и в конструкциях под капотом.
Пошаговая инструкция: Как затянуть винт в труднодоступном месте в автомобильных шарнирах
Приведенная ниже процедура применима к любой установке резьбовых крепежных элементов, где затруднен прямой доступ инструмента. Каждый шаг посвящен конкретному типу неисправности, которая усугубляется в условиях ограниченного пространства.
Шаг 1 — Перед установкой проверьте совместимость резьбы.
В условиях ограниченного пространства наиболее распространенной причиной поломки является перекос резьбы, поскольку техник не может визуально подтвердить зацепление резьбы. Прежде чем брать отвертку, вручную поверните винт против часовой стрелки (в направлении ослабления) до отчетливого щелчка — это указывает на то, что вершина наружной резьбы вошла в основание внутренней резьбы в начальной точке. Только после этого поверните винт по часовой стрелке. Этот метод предотвращает 15–20 случаев перекоса резьбы %, зафиксированных в исследованиях по сборке вслепую.
Шаг 2 — Используйте магнитную или клейкую фиксацию при позиционировании.
Ввинчивание винта в труднодоступное отверстие – пустая трата времени и риск повреждения посторонними предметами. Для ферромагнитных стальных винтов намагниченный наконечник бита удерживает крепеж во время ввинчивания. Для винтов из нержавеющей стали или алюминия (немагнитных) ту же функцию выполняет небольшое количество смазки для резьбы или специальный резиновый фиксатор бита.
Шаг 3 — Затяните от руки, прежде чем применять усилие затяжки.
Ввинчивайте винт на низкой скорости до тех пор, пока опорная поверхность головки не коснется заготовки. Это “плотное” зацепление подтверждает полное ввинчивание и правильную посадку перед приложением окончательного момента затяжки. Переход к высокоскоростному ввинчиванию в труднодоступном месте может привести к срыву резьбы или перекосу винта до обнаружения смещения.
Шаг 4 — Приложите окончательный момент затяжки контролируемыми шагами.
В стесненных условиях, где доступ к динамометрическому ключу ограничен, окончательный момент затяжки следует затягивать в два или три этапа, а не за один. Между этапами убедитесь, что головка винта не перекошена, проверив равномерность контакта головки с поверхностью по всему периметру. Для ответственных соединений можно использовать ограничительную насадку (предварительно настроенную на целевое значение), которая обеспечивает контроль момента затяжки без необходимости доступа к гаечному ключу.
Шаг 5 — Подтвердите предварительную нагрузку с помощью проверки крутящего момента или маркировки.
После затяжки подтвердите достигнутое предварительное натяжение. В доступных соединениях прямую проверку можно провести с помощью динамометрического ключа. В крайне стесненных условиях, где повторный доступ нецелесообразен, нанесите контрольную метку (полоску маркером по головке винта и сопрягаемой поверхности), которая выявит любое последующее ослабление по видимому смещению метки.
Распространенные ошибки при затяжке крепежных элементов в ограниченном пространстве автомобиля.
| Ошибка | Последствие | Профилактика |
|---|---|---|
| Пропуск проверки между потоками | Резьба сорвана; ослабленное соединение, требующее ремонта с помощью резьбовой вставки Helicoil. | Всегда сначала вращайте нить в противоположных направлениях, чтобы почувствовать зацепление. |
| Использование карданного шарнира под большим углом (> 15°) | Показания момента затяжки неточны на 20–40 %; ложное ощущение затяжки. | Поддерживайте угол карданного шарнира ниже 10°; выполните повторную калибровку шарнира типа «воронья лапка». |
| Чрезмерная зависимость от ударного шуруповерта в глухой полости | Избыточный или недостаточный крутящий момент без тактильной обратной связи. | Используйте муфту с ограничителем крутящего момента или биту щелчкового типа. |
| Выбор неправильного углубления для привода с учетом имеющегося зазора. | Повреждение головки винта из-за проскальзывания; закругленное углубление. | Подберите тип привода в соответствии с зазором: Torx для низкопрофильных винтов, шестигранник для глубоких винтов. |
| Игнорируя тепловое расширение в моторном отсеке | Соединение ослабевает после циклов нагрева, несмотря на правильный начальный момент затяжки. | Укажите резьбовую фиксирующую накладку или контргайку с заданным моментом затяжки. |
| Принудительное соединение смещенных компонентов. | Остаточные напряжения в соединении; образование усталостных трещин в отверстии для крепежного элемента. | Перед затягиванием выровняйте винты; используйте направляющие винты с заостренным концом. |
Сравнение винтовых приводов для работы в условиях ограниченного доступа
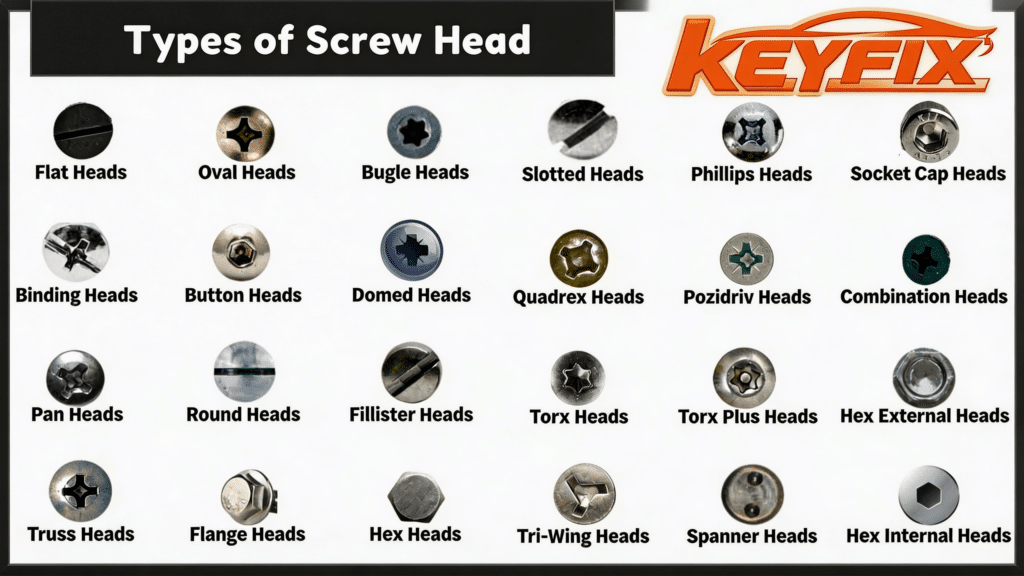
Углубление для привода напрямую определяет минимальную высоту инструмента над головкой винта — критически важный параметр при решении задачи затягивания винта в стесненных условиях в автомобильной промышленности.
| Тип привода | Минимальная высота инструмента над головой | Сопротивление проворачиванию | Крутящий момент (относительный) | Лучший сценарий для ограниченного пространства |
|---|---|---|---|---|
| Филлипс (#2) | 18–22 мм | Низкий (задумка изначально предусматривала отклонение от заданного положения) | 1,0× (исходный уровень) | Только облегченная внутренняя отделка. |
| Позидрив (#2) | 18–22 мм | Умеренный | 1.1× | Внутренняя и внешняя отделка для европейского рынка |
| Шестигранный ключ (Аллен) | 10–16 мм | Высокий | 1,4× | Подкапотное пространство, несущие кронштейны |
| Внешняя торцевая головка Torx (6 граней) | 6–10 мм | Очень высокий | 1,6× | Силовая установка со сверхнизким дорожным просветом, аккумулятор для электромобиля |
| Внутренний Torx Plus | 8–12 мм | Очень высокий | 1,7× | Корпус, отвечающий самым высоким требованиям безопасности, защищен от несанкционированного доступа. |
| Шестигранный фланец (наружный ключ) | 0 мм (инструмент входит сбоку) | Н/Д (внешняя рукоятка) | Неограниченная (длина ключа) | Нулевой вертикальный зазор; доступ только по радиальному направлению. |
Внешние шлицевые головки Torx обеспечивают оптимальное сочетание низкого профиля и высокого крутящего момента, именно поэтому они стали доминирующим выбором при креплении батарейных отсеков электромобилей и в современных силовых агрегатах. Компания KeyFixPro изготавливает профили внешних шлицевых головок Torx методом холодной формовки в соответствии со стандартом ISO 10664 с геометрией лепестков, сохраняющей точность ±0,02 мм, что обеспечивает надежное зацепление даже при частичном введении инструмента вслепую.
Когда перепроектирование крепежных элементов — лучшее решение
Иногда наиболее эффективным решением проблемы “как затянуть винт в стесненном пространстве в автомобиле” является полное исключение операции затяжки. В таблице ниже перечислены альтернативные способы соединения, которые KeyFixPro может изготовить для применений, где традиционная затяжка винтов нецелесообразна.
| Альтернативная концепция крепежа | Способ установки | Требуется доступ. | Съемный? | Подходящее приложение |
|---|---|---|---|---|
| Вставной клинчевый шип | Гидравлический или механический пресс (предварительная сборка) | Только с одной стороны, до закрытия панели. | Да (удаление гайки) | Крепление кронштейна перед сборкой кузова. |
| Самозатягивающаяся гайка (типа PEM) | Вдавливается в лист во время штамповки. | Доступ на этапе окончательной сборки не требуется. | Да (удаление винта) | Кронштейны приборной панели, крепления блока управления двигателем. |
| Пластиковый зажим с защелкой | Вдавливание вручную или с помощью автоматической подачи. | С одной стороны, надавливание пальцем. | Многоразовые или одноразовые | Внутренняя отделка, прокладка жгута проводов |
| Крепежная скоба с четвертьоборотным механизмом (Dzus). | Вращение на 90° с помощью инструмента с плоским лезвием. | Минимальный радиальный зазор | Да | Панели доступа, сервисные крышки |
| Заклёпочная гайка (Rivnut) | Инструмент для установки оправки, с одной стороны. | Доступ к оружию возможен только с одной стороны. | Да (завинчиваясь после установки) | Кронштейны сторонних производителей для труб закрытого сечения |
Компания KeyFixPro производит заклепочные шпильки, самозатягивающиеся гайки и крепежные элементы, изготавливаемые методом запрессовки, с использованием многопозиционной холодной ковки при расходе материала 98 % и допусками ±0,02 мм. Эти крепежные элементы для предварительной сборки часто являются наиболее экономически выгодным решением, когда проблема ограниченного пространства выявляется на этапе проектирования.
Часто задаваемые вопросы
Какое единственное наиболее эффективное крепление винтов при установке в автомобиле в условиях ограниченного пространства?
Наконечник с выемкой (пилотный) в сочетании с фиксированной шайбой SEMS обеспечивает наилучшие преимущества при монтаже в ограниченных пространствах. Пилотный наконечник самоцентрируется в ответном отверстии, исключая необходимость точного выравнивания вслепую, а фиксированная шайба избавляет от необходимости использовать отдельный компонент — вместе они обеспечивают надежную установку и завинчивание одной рукой, полагаясь только на тактильные ощущения.
Можно ли добиться точного затяжки в стесненных условиях без динамометрического ключа?
Да, с помощью вставки с ограничителем крутящего момента (также называемой динамометрическим ключом или отламывающейся битой), которая отсоединяется при заданном значении крутящего момента. Эти вставки подходят для любого стандартного шестигранного ключа на ¼ дюйма и обеспечивают точность крутящего момента ±10 % без необходимости зазора, который требуется для полноразмерного динамометрического ключа.
Как KeyFixPro помогает производителям оборудования справляться с проблемами крепления в ограниченном пространстве?
KeyFixPro Команда из более чем 20 ведущих инженеров по крепежным изделиям сотрудничает с группами разработки продукции клиента на этапе проектирования для сборки (DFA). За счет выбора нестандартной геометрии винтов — низкопрофильных головок, встроенных шайб, направляющих наконечников и предварительно нанесенных резьбовых фиксаторов — изготовленных методом холодной ковки и обработки на станках с ЧПУ в соответствии с протоколами IATF 16949, KeyFixPro устраняет проблемы установки в ограниченном пространстве на этапе проектирования, а не на сборочной линии.
KeyFixPro Компания KeyFixPro, основанная в 2000 году и сертифицированная по стандартам IATF 16949 / ISO 9001 / ISO 14001, разрабатывает индивидуальные решения для крепежных элементов, которые помогают решать задачи сборки автомобилей в условиях ограниченного пространства в более чем 20 странах мира. Обладая более чем 50 патентами, возможностью контроля точности ±0,001 мм и вертикально интегрированной производственной цепочкой, KeyFixPro обеспечивает точность проектирования крепежных элементов, необходимую для сложных современных автомобильных архитектур. Посетите сайт www.keyfixpro.com или свяжитесь с нами по адресу sales@keyfixpro.com.