
Car battery connectors made from brass and aluminum are the electrical backbone of every 12 V and 48 V automotive system. They carry 500–1,000 A inrush current during engine cranking, survive under-hood temperatures from −40 °C to +125 °C, and must resist sulfuric acid vapor from lead-acid batteries — all while maintaining contact resistance below 0.1 mΩ. Whether you’re specifying OEM terminals for a new vehicle platform or sourcing replacement connectors for aftermarket kits, the material choice between brass and aluminum determines conductivity, corrosion life, weight, and unit cost. This guide breaks down that decision with the spec-level detail you need to write a drawing and qualify a supplier.
TL;DR – Wichtigste Erkenntnisse
- Brass (C36000, C26000) delivers 28–30 % IACS conductivity and resists sulfuric acid vapor without plating; aluminum (6061-T6, 1100) saves 60–65 % weight but requires tin or nickel plating to prevent galvanic corrosion against copper cables.
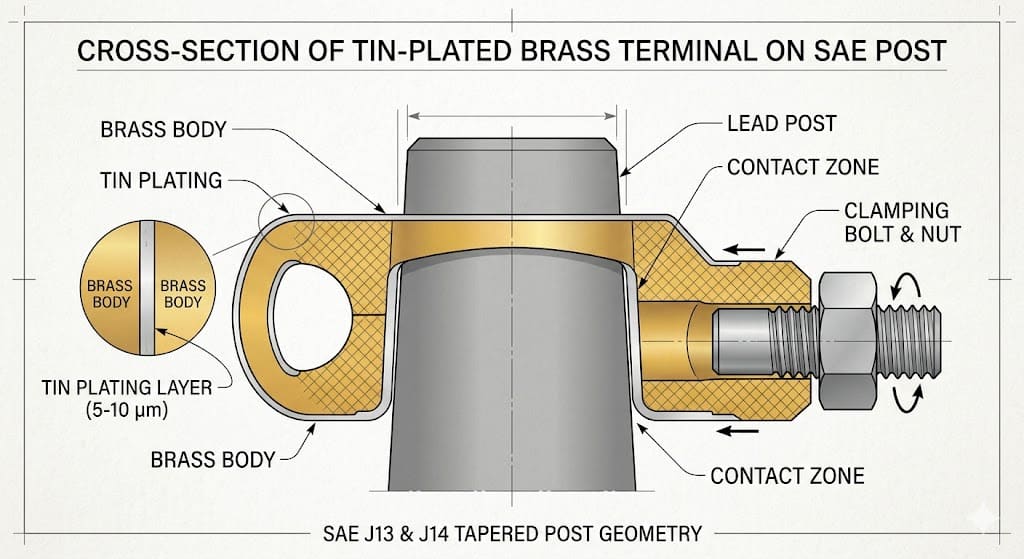
- SAE J13 and SAE J14 define the tapered-post dimensions for North American battery terminals: positive 17.5 mm top diameter, negative 15.9 mm.
- Cold heading produces brass terminals at 2–3× the speed of CNC machining, with continuous grain flow that improves fatigue life at the cable-crimp transition.
- Contact resistance above 0.5 mΩ at the terminal-to-post interface causes measurable voltage drop during cranking — enough to trigger no-start conditions in cold weather.
- IATF 16949–certified manufacturers like Keyfix provide PPAP Stufe 3 documentation, salt-spray validation per ASTM B117, and conductivity testing on every lot.

Why Does the Material Choice Between Brass and Aluminum Matter for Battery Connectors?
It comes down to three competing requirements: electrical conductivity, corrosion endurance, Und cost-per-terminal. Brass wins on the first two. Aluminum wins on weight and raw material cost. Neither is universally better — the right choice depends on the application.
Brass alloys (C36000 free-cutting brass, C26000 cartridge brass) conduct electricity at 28–30 % IACS — roughly twice the conductivity of carbon steel but only a quarter of pure copper. That’s more than enough for a battery terminal carrying cranking current for 3–5 seconds at a time, because the thermal mass of a solid brass clamp absorbs the I²R heating without significant temperature rise.
Aluminum alloys (6061-T6, 1100-H14) conduct at 40–62 % IACS — actually higher than brass on a per-mass basis. But aluminum’s Achilles’ heel is galvanic corrosion. When an uncoated aluminum terminal contacts a copper cable lug in the presence of electrolyte (battery acid mist, road salt moisture), the aluminum becomes the sacrificial anode and corrodes rapidly. The fix: tin plating (5–10 μm) oder nickel plating (8–15 μm) on all contact surfaces.
| Eigentum | Messing C36000 | Messing C26000 | Aluminium 6061-T6 | Aluminum 1100-H14 |
|---|---|---|---|---|
| Electrical conductivity (% IACS) | 26 | 28 | 40 | 59 |
| Thermal conductivity (W/m·K) | 115 | 120 | 167 | 222 |
| Dichte (g/cm³) | 8.50 | 8.53 | 2.70 | 2.71 |
| Yield strength (MPa) | 310 | 95–340 | 276 | 117 |
| Machinability rating | 100 (reference) | 30 | 70–80 | 50 |
| Corrosion in acid vapor | Resistant | Resistant | Vulnerable (needs plating) | Vulnerable (needs plating) |
| Relative material cost | 1,0× | 1,1× | 0.4× | 0.3× |
💡 Anmerkung des Ingenieurs: If you’re sourcing for an EV 48 V mild-hybrid system where the terminal carries 10–15 A continuous (not 500 A cranking pulses), aluminum becomes much more attractive — the steady-state thermal load is negligible, and the weight saving matters for vehicle efficiency targets.
What Terminal Standards Apply to Automotive Battery Connectors?
SAE J13 Und SAE J14 are the governing standards for North American automotive battery posts and cable terminals. They define the tapered-cone geometry that ensures consistent contact pressure and prevents reverse-polarity installation.
| Standard | Umfang | Key Dimensions |
|---|---|---|
| SAE J13 | Battery cable terminal clamps | Positive bore: 17.5 mm top, taper ~1:9; Negative bore: 15.9 mm top |
| SAE J14 | Battery post dimensions (on the battery) | Positive post: 17.5 mm top dia., 19.5 mm base; Negative post: 15.9 mm top, 17.9 mm base |
| JIS D 5301 | Japanese battery post dimensions (smaller than SAE) | Positive: 14.7 mm top; Negative: 13.1 mm top |
| DIN 72311 | European battery terminals | Post and clamp dimensions for DIN-type batteries |
| SAE J1171 | Marine battery terminals | Corrosion-resistant materials, stainless hardware |
| IEC 60254-1 | Traction battery terminals (forklifts, EVs) | Bolt-on terminals, M8–M10 studs |
If your product ships to both North American and Japanese markets, you’ll need terminals that accommodate both SAE and JIS post sizes — either through adjustable clamp designs or separate SKUs. The dimensional difference is small (2.8 mm on the positive post), but a SAE clamp on a JIS post won’t achieve the contact pressure needed for reliable conductivity.
⚠️ Häufige Fehlerquelle: Specifying a single “universal” clamp for SAE and JIS posts often results in a loose fit on the smaller JIS post. Contact resistance rises from 0.1 mΩ to 1.0+ mΩ, causing voltage drop and potential no-start conditions. Dedicated positive and negative clamps per standard are the safer engineering choice.

How Are Brass and Aluminum Battery Terminals Manufactured?
Three primary processes produce automotive battery connectors, each suited to different geometries, volumes, and tolerance requirements.
Cold heading (cold forging) forms the terminal body from brass or aluminum wire in a multi-station progressive header. The material flows under pressure at room temperature, producing continuous grain flow through the cable-crimp ears and the post-clamp section. This grain continuity matters — it’s the reason cold-headed terminals resist fatigue cracking at the crimp transition better than machined equivalents. Cold heading also wastes almost no material: typical utilization is 95–98 %, versus 40–60 % for CNC machining of the same geometry from bar stock.
CNC-Bearbeitung cuts terminal bodies from brass or aluminum rod on Swiss-type lathes or mill-turn centers. It’s the right process for low-volume runs (under 5,000 pieces), complex internal geometries, or prototypes. CNC terminals can hold ±0,005 mm on critical bore dimensions — tighter than cold heading typically achieves without secondary operations.
Stamping and forming produces flat-pattern terminal designs (ring terminals, flag terminals, bus bars) from brass or aluminum strip. Progressive stamping runs at 100–300 strokes per minute, making it the fastest process for thin-section connectors. It’s how most ring terminals and battery-to-starter cable lugs are produced.
| Herstellungsprozess | Optimal Terminal Type | Typisches Volumen | Toleranz | Material Utilization | Zykluszeit |
|---|---|---|---|---|---|
| Kalte Richtung | Clamp-type post terminals, bolted terminals | 10,000 – 1,000,000+ | ±0,05 mm (wie abgebildet); ±0,02 mm mit sekundärer CNC-Bearbeitung | 95–98 % | 60–120 pcs/min |
| CNC machining (Swiss-type) | Complex bore profiles, prototype, low-volume | 1 – 10.000 | ±0,005 mm | 40–60 % | 2–5 min/pc |
| Progressive stamping | Ring terminals, flat bus bars, flag terminals | 50,000 – 5,000,000+ | ±0,10 mm | 75–85 % (with carrier strip waste) | 100–300 pcs/min |
| Die casting (zinc or aluminum) | Decorative clamp housings, aftermarket covers | 5,000 – 500,000 | ±0,10 mm | 85–90 % | 15–30 sec/cycle |
Keyfix operates multi-station cold headers, STS C-series 5-axis CNC centers (holding ±0,005 mm), and 50–300 tonne progressive stamping presses — covering the full process spectrum from prototype single-pieces through million-piece production runs. Cold-headed brass terminals produced at Keyfix benefit from continuous grain flow that delivers 40–60 % higher shear strength at the cable-crimp ears compared to machined equivalents.
🔧 Keyfix in der Praxis: For a recent OEM program requiring 250,000 brass SAE clamp terminals per year, Keyfix’s engineering team recommended cold heading for the clamp body with a secondary CNC bore operation to hold the ±0.02 mm taper tolerance. This hybrid approach cut unit cost by 35 % versus full CNC, while maintaining the contact-resistance spec below 0.1 mΩ.
What Surface Treatments Protect Battery Terminal Connectors?
The under-hood environment is brutal for electrical contacts: sulfuric acid vapor from lead-acid batteries, road salt mist from the wheel wells, coolant spray, and thermal cycling. Surface treatment must protect against corrosion without degrading electrical conductivity at the contact interface.
| Behandlung | Grundmaterial | Dicke (μm) | Contact Resistance Impact | Salt Spray Life (hrs) | Primary Benefit |
|---|---|---|---|---|---|
| Tin plating (electroplated) | Brass, aluminum | 5–10 | Minimal increase | 200–500 | Solderability, galvanic barrier |
| Nickel plating (electroless) | Brass, aluminum, steel | 10–25 | Slight increase (0.02–0.05 mΩ) | 500–1.000 | Wear resistance, acid resistance |
| Tin-nickel alloy | Messing | 5–15 | Minimal | 500–750 | Combined solder + wear |
| Hot-dip tinning | Copper, brass | 15–40 | Minimal | 300–600 | Thick barrier, self-healing |
| Zink-Nickel (12–15 % Ni) | Steel hardware (bolts, nuts) | 8–15 | N/A (non-contact surface) | 720–1.000+ | Fastener protection |
| Chromate conversion | Aluminium | 0.5–2 | Minimal | 96–336 | Conductivity preservation |
| Versilberung | Brass, copper | 3–8 | Improvement (lower μΩ) | Low (tarnishes) | Maximum conductivity for EV busbars |
For brass terminals, tin plating at 5–10 μm is the most common OEM specification. It’s RoHS-compliant (unlike the lead-based tin-lead solders still used in some aftermarket terminals), provides a solderable surface, and creates a galvanic barrier between the brass body and the lead battery post.
For aluminum terminals, nickel plating at 10–15 μm is essential when the terminal contacts copper cable lugs. Without this barrier, galvanic corrosion between aluminum (−1.66 V) and copper (−0.34 V) in the galvanic series begins within 48–72 hours in a salt-spray environment.
Keyfix in-house surface treatment lines deliver tin plating and nickel plating with thickness verified by X-ray fluorescence (XRF) on every production lot. Zinc-nickel coatings on steel hardware (terminal bolts, wing nuts) are validated to Mehr als 1000 Stunden neutral salt spray per ASTM B117.
How Do You Test Battery Terminal Performance?
Four tests define whether a battery connector meets OEM requirements. If your supplier can’t provide data for all four, you don’t have enough information to approve the part.
Contact resistance test — Measures the voltage drop across the terminal-to-post interface at a specified current (typically 100 A DC). Acceptable range: ≤ 0.1 mΩ for new terminals, ≤ 0.5 mΩ after environmental aging.
Pull-off force test — Measures the axial force required to separate the terminal from the battery post. SAE-type clamp terminals should resist ≥ 100 N pull-off force when tightened to the specified torque.
Thermal cycling test — Subjects the assembled terminal-post joint to −40 °C to +125 °C cycles (typically 500–1,000 cycles) and re-measures contact resistance. A pass criterion: contact resistance increase ≤ 50 % from the initial value.
Salt spray test (ASTM B117) — Exposes the coated terminal to 5 % NaCl mist at 35 °C for the specified duration. Typical OEM requirement for under-hood terminals: 480–1,000 hours without red rust on steel components or white corrosion products on aluminum.
| Prüfen | Verfahren | Pass Criterion | Measurement Equipment |
|---|---|---|---|
| Contact resistance | 4-wire Kelvin measurement at 100 A DC | ≤ 0.1 mΩ initial; ≤ 0.5 mΩ post-aging | Micro-ohmmeter + DC power supply |
| Pull-off force | Axial tensile test on assembled terminal-post | ≥ 100 N (SAE clamp type) | Universeller Zugprüfer |
| Thermische Zyklen | −40 °C / +125 °C, 500–1,000 cycles | ΔR ≤ 50 % of initial | Climate chamber + micro-ohmmeter |
| Salznebel | ASTM B117, 5 % NaCl, 35 °C | No red rust at 480–1,000 hr | Salzsprühschrank |
| Crimp pull-out | Tensile pull on crimped cable-to-terminal | ≥ rated pull per cable gauge (e.g., ≥ 2.5 kN for 4 AWG) | Tensile tester with cable grip |
| Vibrationsbeständigkeit | Random vibration per SAE J2380 or OEM spec | No fracture, ΔR ≤ 25 % after test | Vibration shaker + accelerometer |
Need help deciding between brass and aluminum for your program?
Send your terminal drawing to Keyfix’s application engineers — they’ll run a DFM review and flag the material, process, and plating combination that meets your conductivity, corrosion, and cost targets. Turnaround is typically 48 Stunden. E-Mail: sales@keyfixpro.com
What Are the Differences Between OEM and Aftermarket Battery Terminals?
This distinction matters more than most buyers realize. OEM terminals are specified to meet the vehicle manufacturer’s electrical, thermal, and vibration requirements for a 15-year / 250,000 km design life. Aftermarket terminals are often designed to a Preis, not a performance spec.
| Attribute | OEM-Grade Terminal | Aftermarket Terminal |
|---|---|---|
| Materialrückverfolgbarkeit | Full: mill certificate to heat number | Partial or none |
| Dimensional tolerance (bore) | ±0.02–0.05 mm | ±0.10–0.30 mm |
| Contact resistance (new) | ≤ 0.1 mΩ verified | Not typically tested |
| Plating thickness | Controlled ±1 μm, XRF-verified | Nur Sichtprüfung |
| Salt spray validation | 480–1,000 hr per ASTM B117 | 96–200 hr (if tested) |
| PPAP-Dokumentation | Level 3 with Cpk studies | Not available |
| Design life target | 15 years / 250,000 km | 2–5 years typical |
| Unit cost (M6 brass clamp) | $0.80–$1.50 | $0.15–$0.40 |
The cost gap is real — aftermarket terminals can be 5× cheaper. But for OEM programs where a field failure triggers warranty claims, recalls, or safety investigations, the spec-verified terminal pays for itself many times over. The procurement risk with aftermarket-grade terminals in OEM applications isn’t the $0.50 cost difference — it’s the $50,000+ per-vehicle recall cost when corroded terminals cause electrical failures in the field.
📋 Technischer Tipp: When writing a battery terminal drawing for OEM use, call out contact resistance (≤ 0.1 mΩ at 100 A), plating thickness with tolerance (e.g., Sn 8 ±2 μm), and salt spray requirement (e.g., 720 hr per ASTM B117) directly on the print. Generic notes like “must be corrosion resistant” leave too much room for interpretation.
Which Battery Connector Design Suits Your Application?
The terminal design depends on the battery type, the cable attachment method, and whether the end user will install or remove it in service.
| Design Type | Cable Attachment | Post Compatibility | Tool Required | Beste Anwendung |
|---|---|---|---|---|
| Top-post clamp (bolt type) | Bolt-through cable lug | SAE / JIS tapered post | 10 mm wrench | Standard passenger vehicle OEM |
| Top-post clamp (quick-release) | Lever or wing-nut compression | SAE / JIS tapered post | None (hand-operated) | Aftermarket, marine, fleet service |
| Side-post bolt | M8 bolt into recessed thread | GM-style side-post battery | 5/16″ or 8 mm socket | GM vehicles, some commercial |
| Ring terminal (crimped) | Crimp barrel on stranded cable | Threaded stud (M6, M8, M10) | Torque wrench | Industrial, EV, heavy truck |
| Flag terminal (right-angle) | Tab insertion or bolted | Flat tab or stud | Wrench or push-fit | Compact spaces, motorcycle |
| Bus bar connector | Bolted multi-stud | Prismatic cell terminals | Torque wrench | EV battery module interconnects |
For EV battery module interconnects — an emerging segment that’s reshaping the battery connector market — aluminum bus bars with nickel plating are increasingly specified to reduce pack weight. These bus bars connect prismatic cells in series, carrying continuous currents of 100–300 A at 400 V or 800 V. The tolerance requirements are tighter than traditional 12 V terminals: ±0.05 mm on bolt-hole positions and flatness within 0.10 mm over 200 mm length.
Keyfix produces both traditional 12 V battery terminals and EV bus bar connectors using its combined cold-heading, CNC, and stamping capabilities. The full process chain — from incoming brass or aluminum coil verified by AMETEK OES through finished, plated terminals inspected by CMM bei ±0,001 mm — stays under one IATF 16949–certified roof.
What Should You Specify on Your Battery Terminal Drawing?
A well-written drawing prevents misinterpretation between your engineering team and the manufacturer. Here’s what belongs on every battery terminal print.
| Zeichnungsaufruf | Was anzugeben ist | Warum es wichtig ist |
|---|---|---|
| Material | Alloy designation (e.g., C36000 brass, 6061-T6 aluminum) | Controls conductivity, machinability, corrosion behavior |
| Bore dimensions | Inner diameter + taper angle, with tolerance | Determines post fit and contact pressure |
| Plating | Type, thickness ± tolerance, coverage area | Controls corrosion life and contact resistance |
| Contact resistance | Max mΩ at specified current (e.g., ≤ 0.1 mΩ at 100 A) | Ensures electrical performance |
| Salznebel | Hours and standard (e.g., 720 hr per ASTM B117) | Validates corrosion protection |
| Torque spec | Bolt/nut torque in Nm | Ensures clamp force without over-compression |
| Cable gauge range | AWG or mm² range the crimp accepts | Ensures field compatibility |
| RoHS compliance | RoHS 3 (EU 2015/863) and specific substance restrictions | Erforderlich für den EU-Marktzugang |
⚠️ Häufige Fehlerquelle: Omitting the cable gauge range from the drawing leads to terminals that fit the battery post perfectly but can’t accommodate the installer’s cable. Specify the minimum and maximum wire cross-section (e.g., 16–50 mm² or 6–1/0 AWG) to avoid field fitment complaints.
How Do You Qualifizieren a Battery Terminal Manufacturer in China?
Qualifying a supplier for automotive battery connectors follows the same audit logic as any safety-critical electrical component. Here’s the checklist that separates OEM-capable manufacturers from commodity shops.

| Prüfpunkt | Mindestanforderung | Keyfix-Status |
|---|---|---|
| Qualitätssystem | IATF 16949 (automotive) or ISO 9001 | IATF 16949 + ISO 9001 certified |
| Materialprüfung | OES or XRF on incoming brass/aluminum lots | AMETEK OES auf 100 % von Wärmemengen |
| Dimensionskontrolle | CMM with ±0.001 mm capability | Dedicated CMM in temp-controlled metrology room |
| Plating verification | XRF thickness measurement per lot | In-house XRF on every coated lot |
| Contact resistance testing | Micro-ohmmeter + DC source, ≤ 0.1 mΩ per lot | Available on production and PPAP samples |
| Salzsprühbeständigkeit | ASTM B117 chamber on-site | Intern entwickelt; validiert bis über 1.000 Stunden |
| SPC-Implementierung | Cpk ≥ 1.33 on critical bore dimensions | Cpk ≥ 1,67 aufrechterhalten, Echtzeit-SPC |
| PPAP-Bereitschaft | Mindestens Stufe 3 | Stufe 3–5 mit digitaler Rückverfolgbarkeit |
| Einhaltung von Umweltauflagen | RoHS 3, REACH, conflict minerals reporting | Vollständige Konformitätsdokumentation |
| Capacity for automotive volumes | 100K+ terminals per month sustained | Multi-line cold heading + CNC + stamping |
Keyfix’s vertically integrated campus covers every step from raw coil to finished, plated terminal — cold heading, CNC secondary machining, heat treatment, tin/nickel plating, and automated optical inspection — all under a single IATF 16949 quality system. This integration eliminates the coordination delays and traceability gaps that occur when multiple sub-suppliers handle different stages of production.
What’s Driving Change in Battery Terminal Design?
Three market shifts are reshaping what OEMs and Tier 1 suppliers expect from battery connector manufacturers.
48 V mild-hybrid systems are proliferating across European and Asian vehicle platforms. These systems add a second battery (lithium-ion, typically 0.5–1.0 kWh) alongside the traditional 12 V lead-acid. The 48 V terminal must handle lower cranking currents but higher continuous currents than a standard 12 V clamp — and it must meet the LV 148 automotive standard for creepage and clearance distances at 48 V DC.
Lead-free mandates are pushing the industry away from traditional lead battery posts toward tin-plated brass or copper posts. This shift ripples into terminal design: lead-to-lead contact (traditional) has very different friction and deformation characteristics than brass-to-brass or brass-to-tin contact, requiring redesigned clamp profiles to achieve equivalent contact pressure.
EV battery pack architectures are driving demand for aluminum bus bar connectors that interconnect prismatic cells within modules. These connectors carry 100–300 A continuous at 400–800 V, creating new requirements for electrical isolation coatings, torque-controlled bolt joints, Und laser-welded connections that didn’t exist in the 12 V world.
For manufacturers serving both legacy ICE and new-energy vehicle programs, the practical implication is clear: a single battery terminal supplier now needs competency across brass cold heading (12 V), aluminum CNC machining (48 V), and precision aluminum stamping (EV bus bars). Keyfix’s vertically integrated production chain — spanning all three processes under IATF 16949 governance — positions it to support OEMs transitioning across powertrain architectures without fragmenting their supply base.
Häufig gestellte Fragen
What’s the minimum order quantity (MOQ) for custom battery terminals?
For CNC-machined brass or aluminum terminals, Keyfix’s MOQ starts at 500 pieces zur Prototypenvalidierung. Kaltstart-Produktionsläufe beginnen bei 10.000 Stück per variant, with cost reductions at 50K, 100K, and 500K+ tiers. Tooling for cold heading is typically amortized over the first production order.
What certifications does Keyfix hold for automotive battery connector production?
Keyfix hält IATF 16949 Und ISO 9001 certifications, with the scope covering cold-headed, CNC-machined, and stamped electrical terminals and fasteners. Full PPAP Level 3 documentation — including dimensional layout, material CoCs, plating thickness reports, and Cpk studies — is standard for every new part number.
Can Keyfix produce both brass and aluminum battery terminals on the same production line?
Yes. Keyfix’s cold heading and CNC lines handle both brass alloys (C36000, C26000) and aluminum alloys (6061, 1100) with dedicated tooling sets. Material changeover includes full cleaning and first-article verification to prevent cross-contamination. Incoming material for both families is verified by AMETEK OES before entering production.
What lead time should I expect for a new custom terminal program?
Typischer Zeitablauf: 2–3 Wochen für DFM-Prüfung und Angebot, 3–4 Wochen for prototype tooling and first articles, and 4–6 Wochen for production after PPAP approval. Expedited prototype service can deliver first samples in 10 business days. Air freight is available for urgent deliveries.
Does Keyfix provide RoHS and REACH compliance documentation?
Yes. All brass and aluminum terminal materials are RoHS 3 compliant (EU Directive 2015/863), and Keyfix provides full material disclosure per IMDS (International Material Data System) format for OEM programs. REACH SVHC (Substances of Very High Concern) reporting is updated annually.
What plating options are available for brass battery terminals?
Standard options: tin (5–10 μm), nickel (10–25 μm), Und tin-nickel alloy (5–15 μm). Silver plating (3–8 μm) is available for EV applications requiring maximum conductivity. All plating thicknesses are verified by XRF on every production lot, with certificates included in PPAP packages.
Can Keyfix supply assembled terminal-plus-cable assemblies?
Keyfix manufactures the terminal component; cable assembly (crimping, heat-shrink, overmolding) is available through established sub-tier partners within Keyfix’s supply chain. Assembled and tested cable-terminal assemblies can ship as a single-source package with full traceability from terminal forging through cable crimp pull-out testing.
What inspection reports ship with each order?
Every production lot ships with a Certificate of Conformance (CoC) covering dimensions, material, plating thickness, and visual inspection. For PPAP programs, additional documentation includes dimensional layout (CMM report), Cpk/SPC data, material mill certificates, plating XRF reports, contact resistance measurements, and salt spray test results.
If your next project involves brass or aluminum battery connectors — whether it’s a 12 V SAE clamp, a 48 V terminal, or an EV bus bar — send your drawing to Keyfix's Anwendungsentwicklungsteam. They’ll run a free DFM review, recommend the optimal material-process-plating combination, and return a detailed quotation within 48 hours. Contact sales@keyfixpro.com oder besuchen Sie www.keyfixpro.com um das Gespräch zu beginnen.
Autor: Keyfix-Entwicklungsteam Veröffentlicht: 17. Mai 2026 Letzte Aktualisierung: 17. Mai 2026