
I connettori per batterie auto realizzati in ottone e alluminio costituiscono la spina dorsale elettrica di ogni sistema automobilistico a 12 V e 48 V. Trasportano Corrente di spunto 500–1.000 A durante l'avviamento del motore, sopravvivere alle temperature sotto il cofano da da -40 °C a +125 °C, e deve resistere ai vapori di acido solforico delle batterie al piombo-acido, mantenendo al contempo una resistenza di contatto inferiore a 0,1 mΩ. Che si tratti di specificare terminali OEM per una nuova piattaforma veicolare o di reperire connettori di ricambio per kit aftermarket, la scelta del materiale tra ottone e alluminio determina la conduttività, la resistenza alla corrosione, il peso e il costo unitario. Questa guida analizza tale decisione con i dettagli tecnici necessari per redigere un disegno e qualificare un fornitore.
In breve: punti chiave
- L'ottone (C36000, C26000) fornisce 28–30 % IACS conduttività e resiste ai vapori di acido solforico senza placcatura; l'alluminio (6061-T6, 1100) consente di risparmiare 60–65 % peso ma richiede una placcatura in stagno o nichel per prevenire la corrosione galvanica a contatto con i cavi di rame.
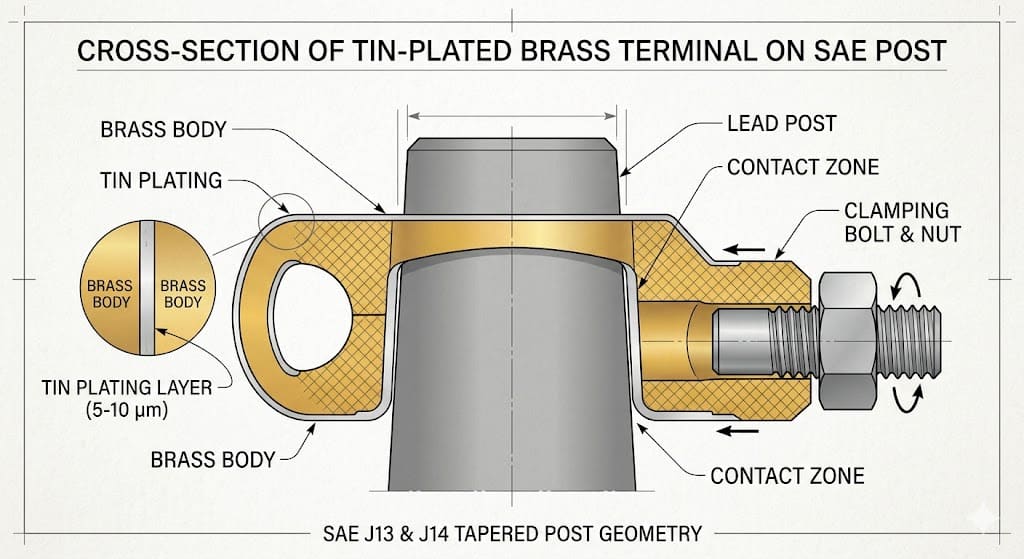
- SAE J13 e SAE J14 definiscono le dimensioni del perno conico per i terminali delle batterie nordamericani: positivo 17,5 mm diametro superiore, negativo 15,9 mm.
- La stampaggio a freddo produce terminali in ottone a 2–3 volte la velocità della lavorazione CNC, con flusso di grana continuo che migliora la durata a fatica nella transizione cavo-crimpatura.
- Resistenza di contatto superiore 0,5 mΩ La sovrapposizione tra terminale e polo provoca una caduta di tensione misurabile durante l'avviamento, sufficiente a impedire l'avviamento a basse temperature.
- I produttori certificati IATF 16949 come Keyfix forniscono PPAP Livello 3 documentazione, convalida della nebbia salina secondo ASTM B117 e test di conducibilità su ogni lotto.

Perché il Materiale Quale scegliere tra ottone e alluminio per i connettori della batteria?
In sostanza, si tratta di tre esigenze contrastanti: conduttività elettrica, resistenza alla corrosione, E costo per terminale. L'ottone vince sui primi due punti. L'alluminio vince per peso e costo della materia prima. Nessuno dei due è universalmente migliore: la scelta giusta dipende dall'applicazione.
Le leghe di ottone (ottone a lavorabilità migliorata C36000, ottone per cartucce C26000) conducono l'elettricità a 28–30 % IACS — circa il doppio della conduttività dell'acciaio al carbonio ma solo un quarto del rame puro. Questo è più che sufficiente per un terminale della batteria che trasporta la corrente di avviamento per 3–5 secondi una alla volta, perché la massa termica di un morsetto in ottone massiccio assorbe il riscaldamento I²R senza un aumento significativo della temperatura.
Le leghe di alluminio (6061-T6, 1100-H14) conducono a 40–62 % IACS — in realtà più alto dell'ottone in termini di massa. Ma il tallone d'Achille dell'alluminio è corrosione galvanica. Quando un terminale in alluminio non rivestito entra in contatto con un capocorda in rame in presenza di elettrolita (nebbia di acido della batteria, umidità del sale stradale), l'alluminio diventa l'anodo sacrificale e si corrode rapidamente. La soluzione: stagnatura (5–10 μm) O nichelatura (8–15 μm) su tutte le superfici di contatto.
| Proprietà | Ottone C36000 | Ottone C26000 | Alluminio 6061-T6 | Alluminio 1100-H14 |
|---|---|---|---|---|
| Conduttività elettrica (% IACS) | 26 | 28 | 40 | 59 |
| Conduttività termica (W/m·K) | 115 | 120 | 167 | 222 |
| Densità (g/cm³) | 8.50 | 8.53 | 2.70 | 2.71 |
| Resistenza allo snervamento (MPa) | 310 | 95–340 | 276 | 117 |
| Valutazione di lavorabilità | 100 (riferimento) | 30 | 70–80 | 50 |
| Corrosione in vapori acidi | Resistente | Resistente | Vulnerabile (necessita di placcatura) | Vulnerabile (necessita di placcatura) |
| Costo relativo dei materiali | 1,0× | 1,1× | 0,4× | 0,3× |
💡 Nota dell'ingegnere: Se stai cercando un sistema mild-hybrid EV 48 V in cui il terminale trasporta 10–15 Un continuo (non impulsi di avviamento da 500 A), l'alluminio diventa molto più interessante: il carico termico a regime è trascurabile e il risparmio di peso è importante per gli obiettivi di efficienza del veicolo.
Quale Terminale Standard Applicabile ai connettori per batterie automobilistiche?
SAE J13 E SAE J14 Sono gli standard di riferimento per i morsetti e i terminali dei cavi delle batterie automobilistiche in Nord America. Definiscono la geometria a cono rastremato che garantisce una pressione di contatto costante e impedisce l'installazione con polarità invertita.
| Standard | Ambito | Dimensioni chiave |
|---|---|---|
| SAE J13 | Morsetti per terminali del cavo della batteria | Foro positivo: 17,5 mm superiore, conicità ~1:9; Foro negativo: 15,9 mm superiore |
| SAE J14 | Dimensioni dei terminali della batteria (sulla batteria) | Perno positivo: diametro superiore 17,5 mm, base 19,5 mm; Perno negativo: diametro superiore 15,9 mm, base 17,9 mm |
| JIS D 5301 | Dimensioni dei terminali della batteria giapponesi (più piccoli rispetto agli standard SAE) | Positivo: 14,7 mm superiore; Negativo: 13,1 mm superiore |
| DIN 72311 | Terminali di batteria europei | Dimensioni dei perni e dei morsetti per batterie di tipo DIN |
| SAE J1171 | Terminali per batterie marine | Materiali resistenti alla corrosione, componenti in acciaio inossidabile |
| IEC 60254-1 | Terminali per batterie di trazione (carrelli elevatori, veicoli elettrici) | Terminali a bullone, prigionieri M8–M10 |
Se il tuo prodotto viene spedito sia al mercato nordamericano che a quello giapponese, avrai bisogno di terminali che siano adatti entrambe le misure dei pali SAE e JIS — sia tramite design di morsetti regolabili che tramite SKU separati. La differenza dimensionale è piccola (2,8 mm sul polo positivo), ma un morsetto SAE su un perno JIS non raggiungerà la pressione di contatto necessaria per una conduttività affidabile.
⚠️ Errore comune: Specificare un singolo morsetto “universale” per i perni SAE e JIS spesso si traduce in un accoppiamento lasco sul perno JIS più piccolo. La resistenza di contatto aumenta da Da 0,1 mΩ a 1,0+ mΩ, Ciò può causare una caduta di tensione e potenziali problemi di avviamento. L'utilizzo di morsetti dedicati per il positivo e il negativo, conformemente alla normativa, rappresenta la scelta ingegneristica più sicura.

Come vengono fabbricati i terminali per batterie in ottone e alluminio?
Esistono tre processi principali per la produzione di connettori per batterie automobilistiche, ognuno dei quali è adatto a diverse geometrie, volumi e requisiti di tolleranza.
Stampaggio a freddo (forgiatura a freddo) forma il corpo del terminale da filo di ottone o alluminio in un connettore progressivo a più stazioni. Il materiale fluisce sotto pressione a temperatura ambiente, producendo un flusso continuo di fibre attraverso le alette di crimpatura del cavo e la sezione di post-morsetto. Questa continuità delle fibre è importante: è il motivo per cui i terminali stampati a freddo resistono fessurazione da fatica nella transizione di crimpatura migliore degli equivalenti lavorati. La stampatura a freddo inoltre non spreca quasi nessun materiale: l'utilizzo tipico è 95–98 %, contro 40–60 % per la lavorazione CNC della stessa geometria da barra piena.
Lavorazione CNC taglia i corpi terminali da barre di ottone o alluminio su torni di tipo svizzero o centri di tornitura-fresatura. È il processo giusto per produzioni a basso volume (meno di 5.000 pezzi), geometrie interne complesse o prototipi. I terminali CNC possono contenere ±0,005 mm sulle dimensioni critiche del foro: più strette di quelle che si ottengono tipicamente con la stampatura a freddo senza operazioni secondarie.
Stampaggio e formatura produce terminali a schema piatto (terminali ad anello, terminali a bandiera, barre collettrici) da nastro di ottone o alluminio. La stampatura progressiva funziona a 100–300 colpi al minuto, Questo lo rende il processo più veloce per i connettori a sezione sottile. È il metodo utilizzato per la maggior parte dei terminali ad anello e dei capicorda per i cavi di collegamento tra batteria e motorino di avviamento.
| Processo di produzione | Tipo di terminale ottimale | Volume tipico | Tolleranza | Utilizzo dei materiali | Tempo di ciclo |
|---|---|---|---|---|---|
| Testa fredda | Terminali a morsetto, terminali imbullonati | 10.000 – 1.000.000+ | ±0,05 mm (come orientato); ±0,02 mm con lavorazione CNC secondaria | 95–98 % | 60–120 pezzi/min |
| Lavorazione CNC (tipo svizzero) | Profili di alesaggio complessi, prototipo, basso volume | 1 – 10.000 | ±0,005 mm | 40–60 % | 2–5 min/pz |
| Stampaggio progressivo | Terminali ad anello, barre collettrici piatte, terminali a bandiera | 50.000 – 5.000.000+ | ±0,10 mm | 75–85 % (con scarti della striscia portante) | 100–300 pezzi/min |
| Pressofusione (zinco o alluminio) | Alloggiamenti decorativi per morsetti, coperture aftermarket | 5.000 – 500.000 | ±0,10 mm | 85–90 % | 15–30 secondi/ciclo |
Keyfix gestisce collettori a freddo multistazione, centri CNC a 5 assi serie C STS (contenenti ±0,005 mm), e presse per stampaggio progressivo da 50-300 tonnellate, che coprono l'intero spettro di processo, dai prototipi di pezzi singoli alle produzioni di milioni di pezzi. I terminali in ottone stampati a freddo prodotti a Keyfix beneficiano del flusso continuo di grano che fornisce 40–60 % maggiore resistenza al taglio rispetto alle alette di crimpatura del cavo rispetto alle equivalenti lavorate meccanicamente.
🔧 Keyfix in pratica: Per un recente programma OEM che richiede 250.000 morsetti a vite SAE in ottone all'anno, Il team di ingegneri di Keyfix ha raccomandato la stampatura a freddo per il corpo del morsetto con una seconda operazione di alesatura CNC per mantenere la tolleranza di conicità di ±0,02 mm. Questo approccio ibrido ha ridotto il costo unitario di 35 % rispetto alla lavorazione CNC completa, mantenendo al contempo la specifica di resistenza di contatto al di sotto di 0,1 mΩ.
Quali trattamenti superficiali proteggono i connettori dei terminali della batteria?
L'ambiente sotto il cofano è ostile ai contatti elettrici: vapore di acido solforico dalle batterie al piombo-acido, nebbia salina stradale dai passaruota, spray refrigerante, e cicli termici. Il trattamento superficiale deve proteggere dalla corrosione senza degradare la conduttività elettrica all'interfaccia di contatto.
| Trattamento | Materiale di base | Spessore (μm) | Resistenza al contatto Impatto | Durata in nebbia salina (ore) | Beneficio principale |
|---|---|---|---|---|---|
| Stagnatura (elettroplaccatura) | Ottone, alluminio | 5–10 | Aumento minimo | 200–500 | Saldabilità, barriera galvanica |
| Nichelatura (elettrolitica) | Ottone, alluminio, acciaio | 10–25 | Lieve aumento (0,02–0,05 mΩ) | 500–1.000 | Resistenza all'usura, resistenza agli acidi |
| lega stagno-nichel | Ottone | 5–15 | Minimo | 500–750 | Saldatura combinata + usura |
| stagnatura a caldo | Rame, ottone | 15–40 | Minimo | 300–600 | Barriera spessa, autoriparante |
| Zinco-nichel (12–15 % Ni) | Componenti in acciaio (bulloni, dadi) | 8–15 | N/D (superficie senza contatto) | 720–1.000+ | Protezione degli elementi di fissaggio |
| Conversione del cromato | Alluminio | 0,5–2 | Minimo | 96–336 | conservazione della conduttività |
| Placcatura in argento | Ottone, rame | 3–8 | Miglioramento (μΩ inferiore) | Basso (ossidazione) | Massima conduttività per le barre collettrici dei veicoli elettrici |
Per terminali in ottone, stagnatura a 5–10 μm È la specifica OEM più comune. È conforme alla direttiva RoHS (a differenza delle saldature stagno-piombo a base di piombo ancora utilizzate in alcuni terminali aftermarket), fornisce una superficie saldabile e crea una barriera galvanica tra il corpo in ottone e il polo in piombo della batteria.
Per terminali in alluminio, nichelatura a 10–15 μm è essenziale quando il terminale entra in contatto con i capicorda del cavo in rame. Senza questa barriera, la corrosione galvanica tra alluminio (−1,66 V) e rame (−0,34 V) in serie galvanica inizia entro 48–72 ore in un ambiente con nebbia salina.
Keyfix's Le linee interne di trattamento superficiale forniscono stagnatura e nichelatura con spessore verificato da fluorescenza a raggi X (XRF) su ogni lotto di produzione. I rivestimenti zinco-nichel sulla ferramenta in acciaio (bulloni terminali, dadi a farfalla) sono validati secondo Oltre 1.000 ore Nebulizzazione di sale neutro secondo ASTM B117.
Come si testa il funzionamento dei terminali della batteria?
Quattro test definiscono se un connettore per batteria soddisfa i requisiti OEM. Se il fornitore non è in grado di fornire i dati per tutti e quattro i test, non si dispone di informazioni sufficienti per approvare il componente.
Test di resistenza al contatto — Misura la caduta di tensione attraverso l'interfaccia terminale-polo a una corrente specificata (in genere 100 A CC). Intervallo accettabile: ≤ 0,1 mΩ per i nuovi terminali, ≤ 0,5 mΩ dopo l'invecchiamento ambientale.
prova di forza di trazione — Misura la forza assiale necessaria per separare il terminale dal polo della batteria. I terminali a morsetto di tipo SAE dovrebbero resistere ≥ 100 N forza di trazione quando serrato alla coppia specificata.
Test di ciclo termico — Sottopone il giunto terminale assemblato a cicli da -40 °C a +125 °C (in genere 500-1.000 cicli) e rimisura la resistenza di contatto. Un criterio di superamento: aumento della resistenza di contatto ≤ 50 % dal valore iniziale.
Test di nebbia salina (ASTM B117) — Espone il terminale rivestito a 5 % Nebbia di NaCl a 35 °C per la durata specificata. Requisiti tipici OEM per i terminali sotto il cofano: 480–1.000 ore senza ruggine rossa sui componenti in acciaio o prodotti di corrosione bianchi sull'alluminio.
| Test | Metodo | Criterio di superamento | Apparecchiature di misurazione |
|---|---|---|---|
| Resistenza al contatto | Misurazione Kelvin a 4 fili a 100 A CC | ≤ 0,1 mΩ iniziale; ≤ 0,5 mΩ dopo l'invecchiamento | Micro-ohmmetro + alimentatore CC |
| forza di trazione | Prova di trazione assiale sul terminale assemblato | ≥ 100 N (tipo di morsetto SAE) | Macchina universale per prove di trazione |
| Ciclo termico | −40 °C / +125 °C, 500–1.000 cicli | ΔR ≤ 50 % iniziale | Camera climatica + micro-ohmmetro |
| Spray salino | ASTM B117, 5 % NaCl, 35 °C | Nessuna traccia di ruggine rossa tra le 480 e le 1.000 ore. | cabina in nebbia salina |
| Estrazione crimpata | Trazione di trazione sul cavo crimpato al terminale | ≥ forza di trazione nominale per sezione del cavo (ad esempio, ≥ 2,5 kN per 4 AWG) | Tester di trazione con morsetto per cavi |
| Resistenza alle vibrazioni | Vibrazioni casuali secondo le specifiche SAE J2380 o OEM | Nessuna frattura, ΔR ≤ 25 % dopo il test | Agitatore vibrante + accelerometro |
Hai bisogno di aiuto per scegliere tra ottone e alluminio per il tuo progetto?
Invia il tuo disegno del terminale a Gli ingegneri applicativi di Keyfix — eseguiranno una revisione DFM e segnaleranno la combinazione di materiale, processo e placcatura che soddisfa i tuoi obiettivi di conduttività, corrosione e costo. I tempi di consegna sono in genere 48 ore. Email: sales@keyfixpro.com
Quali sono le differenze tra i terminali della batteria originali (OEM) e quelli aftermarket?
Questa distinzione è più importante di quanto la maggior parte degli acquirenti si renda conto. I terminali OEM sono specificati per soddisfare i requisiti elettrici, termici e di vibrazione del costruttore del veicolo per un 15 anni / 250.000 km durata di progettazione. I terminali aftermarket sono spesso progettati per una fascia di prezzo, non si tratta di una specifica di prestazione.
| Attributo | Terminale di qualità OEM | Terminale aftermarket |
|---|---|---|
| Tracciabilità dei materiali | Completo: certificato del mulino al numero di colata | Parziale o assente |
| Tolleranza dimensionale (alesaggio) | ±0,02–0,05 mm | ±0,10–0,30 mm |
| Resistenza di contatto (nuova) | ≤ 0,1 mΩ verificato | Non testato di solito |
| Spessore della placcatura | Controllo ±1 μm, verificato tramite XRF | Solo ispezione visiva |
| Validazione della nebbia salina | 480–1.000 ore secondo ASTM B117 | 96–200 ore (se testato) |
| Documentazione PPAP | Livello 3 con studi Cpk | Non disponibile |
| Obiettivo di vita previsto | 15 anni / 250.000 km | 2-5 anni in genere |
| Costo unitario (morsetto in ottone M6) | $0.80–$1.50 | $0.15–$0.40 |
Il divario di costo è reale: i terminali aftermarket possono essere 5 volte più economico. Ma per i programmi OEM in cui un guasto sul campo innesca richieste di garanzia, richiami o indagini sulla sicurezza, il terminale verificato secondo le specifiche si ripaga molte volte. Il rischio di approvvigionamento con terminali di qualità aftermarket nelle applicazioni OEM non è la differenza di costo $0.50, ma il $50.000+ costo di richiamo per veicolo quando i terminali corrosi causano guasti elettrici sul campo.
📋 Suggerimento specifico: Quando si disegna un disegno di un terminale di batteria per uso OEM, è necessario indicare direttamente sul disegno la resistenza di contatto (≤ 0,1 mΩ a 100 A), lo spessore della placcatura con la relativa tolleranza (ad esempio, Sn 8 ±2 μm) e il requisito di resistenza alla nebbia salina (ad esempio, 720 ore secondo ASTM B117). Note generiche come "deve essere resistente alla corrosione" lasciano troppo spazio all'interpretazione.
Quale tipo di connettore per batteria è più adatto alla tua applicazione?
La progettazione del terminale dipende dal tipo di batteria, dal metodo di collegamento del cavo e dal fatto che l'utente finale lo installi o lo rimuova durante il funzionamento.
| Tipo di design | Attacco del cavo | Compatibilità post | Strumento necessario | Migliore applicazione |
|---|---|---|---|---|
| Morsetto per montante superiore (tipo a bullone) | Capocorda passante per cavi | Posta conica SAE/JIS | Chiave da 10 mm | Veicolo passeggeri standard OEM |
| Morsetto per montante superiore (a sgancio rapido) | Compressione della leva o del dado a farfalla | Posta conica SAE/JIS | Nessuno (azionato manualmente) | Servizi post-vendita, settore nautico e flotte aziendali. |
| Bullone del montante laterale | Bullone M8 in filettatura incassata | Batteria con terminali laterali in stile GM | Chiave a bussola da 5/16″ o 8 mm | veicoli GM, alcuni commerciali |
| Terminale ad anello (a crimpare) | Barilotto di crimpatura su cavo a trefoli | Perno filettato (M6, M8, M10) | Chiave dinamometrica | Industriale, elettrico, autocarro pesante |
| Terminale a bandiera (ad angolo retto) | Inserimento della linguetta o avvitato | linguetta piatta o perno | Chiave o innesto a pressione | Spazi compatti, motocicletta |
| Connettore della barra di distribuzione | Perno multiplo imbullonato | Terminali cellulari prismatici | Chiave dinamometrica | Interconnessioni dei moduli batteria dei veicoli elettrici |
Per gli interconnettori dei moduli batteria dei veicoli elettrici, un segmento emergente che sta rimodellando il mercato dei connettori per batterie. Barre collettrici in alluminio con nichelatura vengono sempre più specificati per ridurre il peso del pacco. Queste barre collettrici collegano celle prismatiche in serie, trasportando correnti continue di 100–300 A a 400 V o 800 V. I requisiti di tolleranza sono più stringenti rispetto ai terminali tradizionali da 12 V: ±0,05 mm sulle posizioni dei fori dei bulloni e sulla planarità entro 0,10 mm su una lunghezza di 200 mm.
Keyfix produce sia i tradizionali terminali della batteria da 12 V che i connettori della barra bus EV utilizzando le sue capacità combinate di stampaggio a freddo, CNC e stampaggio. L'intera catena di processo, dalla bobina di ottone o alluminio in ingresso verificata da AMETEK OES attraverso terminali finiti e placcati ispezionati da CMM a ±0,001 mm — rimane sotto un unico tetto certificato IATF 16949.
Quali informazioni bisogna specificare nel disegno dei terminali della batteria?
Un disegno ben fatto previene malintesi tra il team di ingegneri e il produttore. Ecco cosa deve essere presente su ogni schema dei terminali della batteria.
| Richiesta di disegno | Cosa specificare | Perché è importante |
|---|---|---|
| Materiale | Designazione della lega (ad esempio, ottone C36000, alluminio 6061-T6) | Controlla la conduttività, la lavorabilità e il comportamento alla corrosione. |
| Dimensioni del foro | Diametro interno + angolo di conicità, con tolleranza | Determina l'adattamento del perno e la pressione di contatto |
| Placcatura | Tipo, spessore ± tolleranza, area di copertura | Controlla la durata della corrosione e la resistenza al contatto |
| Resistenza al contatto | Resistenza massima in mΩ alla corrente specificata (ad esempio, ≤ 0,1 mΩ a 100 A) | Garantisce le prestazioni elettriche |
| Spray salino | Ore e standard (ad esempio, 720 ore secondo ASTM B117) | Convalida la protezione dalla corrosione |
| Pietra di coppia | Coppia di serraggio del bullone/dado in Nm | Garantisce una forza di serraggio senza eccessiva compressione. |
| Gamma di calibro dei cavi | AWG o gamma mm² accetta la crimpatura | Garantisce la compatibilità sul campo |
| Conformità RoHS | RoHS 3 (UE 2015/863) e restrizioni specifiche sulle sostanze | Necessario per l'accesso al mercato UE |
⚠️ Errore comune: Omettere l'intervallo di sezione del cavo dal disegno porta a terminali che si adattano perfettamente al polo della batteria ma non possono ospitare il cavo dell'installatore. Specificare il sezione trasversale minima e massima del filo (ad esempio, 16–50 mm² o 6–1/0 AWG) per evitare reclami relativi al montaggio sul campo.
Come fai? Qualificarsi Cerchi un produttore di terminali per batterie in Cina?
La qualificazione di un fornitore di connettori per batterie automobilistiche segue la stessa logica di audit di qualsiasi componente elettrico critico per la sicurezza. Ecco la checklist che distingue i produttori in grado di fornire componenti OEM dai semplici fornitori di massa.

| Punto di controllo | Requisiti minimi | Stato Keyfix |
|---|---|---|
| Sistema di qualità | IATF 16949 (settore automobilistico) o ISO 9001 | Certificazione IATF 16949 + ISO 9001 |
| Verifica del materiale | Spettroscopia OES o XRF su lotti di ottone/alluminio in entrata | AMETEK OES su 100 % di calori |
| Controllo dimensionale | Macchina di misura a coordinate (CMM) con precisione di ±0,001 mm | Macchina di misura a coordinate (CMM) dedicata in una sala metrologica a temperatura controllata. |
| Verifica della placcatura | Misurazione dello spessore tramite XRF per lotto | Analisi XRF interna su ogni lotto rivestito. |
| Test di resistenza al contatto | Micro-ohmmetro + alimentatore CC, ≤ 0,1 mΩ per lotto | Disponibile su campioni di produzione e PPAP |
| Capacità di resistenza alla nebbia salina | Camera ASTM B117 in loco | Interno; convalidato per oltre 1.000 ore |
| Implementazione SPC | Cpk ≥ 1,33 sulle dimensioni critiche del foro | Cpk ≥ 1,67 mantenuto, SPC in tempo reale |
| Preparazione al PPAP | Livello minimo 3 | Livello 3–5 con tracciabilità digitale |
| Conformità ambientale | Conformità alle normative RoHS 3 e REACH e rendicontazione sui minerali provenienti da zone di conflitto. | Documentazione completa sulla conformità |
| Capacità per volumi automobilistici | Oltre 100.000 terminali al mese in modo continuativo | Stampaggio a freddo multilinea + CNC + stampaggio |
Il campus verticalmente integrato di Keyfix copre ogni fase, dalla bobina grezza al terminale finito e placcato: stampaggio a freddo, lavorazione secondaria CNC, trattamento termico, stagnatura/nichelatura e ispezione ottica automatizzata, il tutto sotto un unico sistema di qualità IATF 16949. Questa integrazione elimina i ritardi di coordinamento e le lacune di tracciabilità che si verificano quando più subfornitori gestiscono fasi diverse della produzione.
Quali sono i fattori che guidano i cambiamenti nella progettazione dei terminali delle batterie?
Tre cambiamenti del mercato stanno ridefinendo le aspettative degli OEM e dei fornitori di primo livello nei confronti dei produttori di connettori per batterie.
sistemi mild-hybrid a 48 V si stanno diffondendo sulle piattaforme veicolari europee e asiatiche. Questi sistemi aggiungono una seconda batteria (agli ioni di litio, tipicamente da 0,5-1,0 kWh) accanto alla tradizionale batteria al piombo da 12 V. Il terminale da 48 V deve gestire correnti di avviamento inferiori Ma correnti continue più elevate rispetto a una pinza standard da 12 V — e deve soddisfare il Norma automobilistica LV 148 per distanze di isolamento superficiale e di sicurezza a 48 V CC.
Obblighi senza piombo stanno spingendo l'industria ad abbandonare i tradizionali terminali per batterie al piombo a favore di terminali in ottone stagnato o rame. Questo cambiamento ha ripercussioni sulla progettazione dei terminali: il contatto piombo-piombo (tradizionale) presenta caratteristiche di attrito e deformazione molto diverse rispetto al contatto ottone-ottone o ottone-stagno, il che richiede profili di serraggio riprogettati per ottenere una pressione di contatto equivalente.
Architetture dei pacchi batteria dei veicoli elettrici stanno guidando la domanda di connettori per barre collettrici in alluminio che interconnettono le celle prismatiche all'interno dei moduli. Questi connettori trasportano 100–300 A continuo a 400–800 V, creando nuovi requisiti per rivestimenti isolanti elettrici, giunti bullonati a coppia controllata, E connessioni saldate al laser che non esisteva nel mondo a 12 V.
Per i produttori che operano sia nel settore dei veicoli con motore a combustione interna (ICE) tradizionali che in quello dei veicoli a energia alternativa, l'implicazione pratica è chiara: un unico fornitore di terminali per batterie deve ora possedere competenze in materia di stampaggio a freddo dell'ottone (12 V), lavorazione CNC dell'alluminio (48 V) e stampaggio di precisione dell'alluminio (barre collettrici per veicoli elettrici). La catena di produzione verticalmente integrata di Keyfix, che comprende tutti e tre i processi sotto la supervisione della norma IATF 16949, le consente di supportare gli OEM nella transizione tra le diverse architetture di propulsione senza frammentare la propria base di fornitori.
Domande frequenti
Qual è la quantità minima d'ordine (MOQ) per i terminali per batterie personalizzati?
Per i terminali in ottone o alluminio lavorati a CNC, il MOQ di Keyfix parte da 500 pezzi per la convalida del prototipo. Le produzioni a freddo iniziano a 10.000 pezzi per variante, con riduzioni di costo per ordini superiori a 50.000, 100.000 e 500.000 pezzi. Gli utensili per la formatura a freddo vengono generalmente ammortizzati sul primo ordine di produzione.
Quali certificazioni possiede Keyfix per la produzione di connettori per batterie automobilistiche?
Keyfix tiene IATF 16949 E ISO 9001 Certificazioni, con ambito di applicazione che comprende terminali e elementi di fissaggio elettrici stampati a freddo, lavorati a CNC e tranciati. La documentazione completa PPAP Livello 3, inclusi layout dimensionale, certificati di conformità dei materiali, report sullo spessore della placcatura e studi Cpk, è standard per ogni nuovo codice articolo.
Keyfix è in grado di produrre terminali per batterie sia in ottone che in alluminio sulla stessa linea di produzione?
Sì. Le linee di stampaggio a freddo e CNC di Keyfix gestiscono sia leghe di ottone (C36000, C26000) che leghe di alluminio (6061, 1100) con set di utensili dedicati. Il cambio di materiale include la pulizia completa e la verifica del primo articolo per prevenire la contaminazione incrociata. Il materiale in entrata per entrambe le famiglie viene verificato da AMETEK OES prima di entrare in produzione.
Quali sono i tempi di consegna previsti per un nuovo programma terminale personalizzato?
Tempistiche tipiche: 2-3 settimane per la revisione DFM e la quotazione, 3-4 settimane per la realizzazione di prototipi e primi articoli, e 4-6 settimane per la produzione dopo l'approvazione PPAP. Il servizio di prototipazione accelerata può consegnare i primi campioni in 10 giorni lavorativi. Il trasporto aereo è disponibile per le consegne urgenti.
Keyfix fornisce la documentazione di conformità RoHS e REACH?
Sì. Tutti i materiali terminali in ottone e alluminio sono Conforme alla direttiva RoHS 3 (Direttiva UE 2015/863) e Keyfix fornisce la completa divulgazione dei materiali secondo il formato IMDS (International Material Data System) per i programmi OEM. La segnalazione REACH SVHC (Sostanze estremamente preoccupanti) viene aggiornata annualmente.
Quali opzioni di placcatura sono disponibili per i terminali in ottone delle batterie?
Opzioni standard: stagno (5–10 μm), nichel (10–25 μm), E lega stagno-nichel (5–15 μm). La placcatura in argento (3–8 μm) è disponibile per applicazioni EV che richiedono la massima conduttività. Tutti gli spessori di placcatura sono verificati da XRF su ogni lotto di produzione, con certificati inclusi nei pacchetti PPAP.
Keyfix è in grado di fornire morsettiere e cavi già assemblati?
Keyfix produce il componente terminale; l'assemblaggio del cavo (crimpatura, termoretrazione, sovrastampaggio) è disponibile tramite partner di livello inferiore consolidati all'interno della catena di fornitura di Keyfix. I cavi con terminali assemblati e testati possono essere spediti come un unico pacchetto con tracciabilità completa, dalla forgiatura del terminale al test di estrazione della crimpatura del cavo.
Quali rapporti di ispezione vengono spediti con ogni ordine?
Ogni lotto di produzione viene spedito con un Certificato di conformità (CoC) che comprende dimensioni, materiale, spessore della placcatura e ispezione visiva. Per i programmi PPAP, la documentazione aggiuntiva include il layout dimensionale (rapporto CMM), i dati Cpk/SPC, i certificati del produttore del materiale, i rapporti XRF della placcatura, le misurazioni della resistenza di contatto e i risultati del test in nebbia salina.
Se il tuo prossimo progetto riguarda connettori per batterie in ottone o alluminio, che si tratti di un morsetto SAE da 12 V, di un terminale da 48 V o di una barra di distribuzione per veicoli elettrici, invia il tuo disegno a Il team di ingegneri applicativi di Keyfix. Eseguiranno una revisione DFM gratuita, consiglieranno la combinazione ottimale di materiale, processo e placcatura e invieranno un preventivo dettagliato entro 48 ore. Contattali. sales@keyfixpro.com Oppure visita www.keyfixpro.com per iniziare la conversazione.
Autore: Team di ingegneri Keyfix Pubblicato: 17 maggio 2026 Ultimo aggiornamento: 17 maggio 2026