
Les connecteurs de batterie automobile en laiton et en aluminium constituent l'élément électrique de base de tout système automobile 12 V et 48 V. Ils transportent Courant d'appel de 500 à 1 000 A pendant le démarrage du moteur, survivre aux températures sous le capot de −40 °C à +125 °C, et doit résister aux vapeurs d'acide sulfurique des batteries au plomb-acide, tout en maintenant une résistance de contact inférieure à 10 Ω. 0,1 mΩ. Que vous spécifiiez des bornes d'origine pour une nouvelle plateforme de véhicule ou que vous recherchiez des connecteurs de remplacement pour des kits adaptables, le choix du matériau (laiton ou aluminium) détermine la conductivité, la résistance à la corrosion, le poids et le coût unitaire. Ce guide détaille ce choix avec les spécifications techniques nécessaires à la réalisation d'un schéma et à la sélection d'un fournisseur.
En bref — Points clés à retenir
- Le laiton (C36000, C26000) offre 28–30 % Conductivité IACS et résiste aux vapeurs d'acide sulfurique sans placage ; l'aluminium (6061-T6, 1100) permet de réaliser des économies Poids 60–65 % mais nécessite un placage à l'étain ou au nickel pour prévenir la corrosion galvanique des câbles en cuivre.
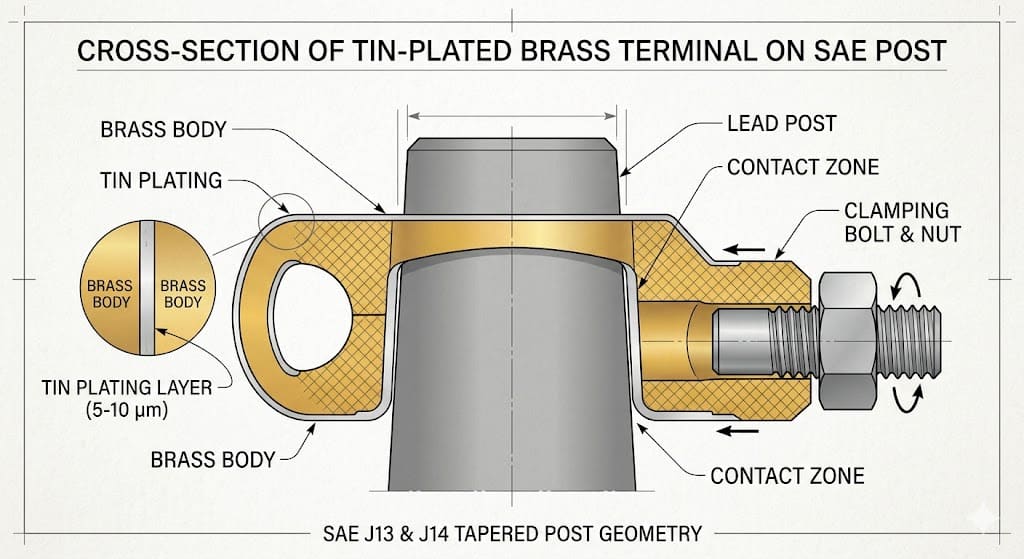
- Les normes SAE J13 et SAE J14 définissent les dimensions des bornes coniques des batteries nord-américaines : positives 17,5 mm diamètre supérieur, négatif 15,9 mm.
- Le forgeage à froid produit des bornes en laiton à 2 à 3 fois la vitesse de l'usinage CNC, avec un flux de grain continu qui améliore la durée de vie en fatigue au niveau de la transition câble-sertissage.
- Résistance de contact supérieure 0,5 mΩ Un défaut d'interface entre la borne et le poteau provoque une chute de tension mesurable lors du démarrage, suffisante pour empêcher le démarrage par temps froid.
- Les fabricants certifiés IATF 16949 comme Keyfix proposent Niveau 3 du PPAP documentation, validation au brouillard salin selon la norme ASTM B117 et tests de conductivité sur chaque lot.

Pourquoi le Matériel Le choix entre le laiton et l'aluminium est-il important pour les connecteurs de batterie ?
En résumé, il s'agit de trois exigences concurrentes : conductivité électrique, endurance à la corrosion, et coût par terminal. Le laiton l'emporte sur les deux premiers points. L'aluminium, quant à lui, est plus léger et moins cher en termes de coût des matières premières. Aucun des deux n'est universellement meilleur : le choix optimal dépend de l'application.
Les alliages de laiton (laiton de décolletage C36000, laiton pour cartouches C26000) conduisent l'électricité à 28–30 % IACS — environ deux fois la conductivité de l'acier au carbone, mais seulement un quart de celle du cuivre pur. C'est largement suffisant pour une borne de batterie transportant le courant de démarrage pendant 3 à 5 secondes à la fois, car la masse thermique d'une pince en laiton massif absorbe le chauffage I²R sans augmentation significative de la température.
Les alliages d'aluminium (6061-T6, 1100-H14) conduisent à 40–62 % IACS — en réalité, plus élevé que le laiton à masse égale. Mais le talon d'Achille de l'aluminium est corrosion galvanique. Lorsqu'une borne en aluminium non revêtue entre en contact avec une cosse de câble en cuivre en présence d'électrolyte (brouillard d'acide de batterie, humidité due au sel de déneigement), l'aluminium devient l'anode sacrificielle et se corrode rapidement. La solution : étamage (5–10 μm) ou nickelage (8–15 μm) sur toutes les surfaces de contact.
| Propriété | Laiton C36000 | Laiton C26000 | Aluminium 6061-T6 | Aluminium 1100-H14 |
|---|---|---|---|---|
| Conductivité électrique (% IACS) | 26 | 28 | 40 | 59 |
| Conductivité thermique (W/m·K) | 115 | 120 | 167 | 222 |
| Densité (g/cm³) | 8.50 | 8.53 | 2.70 | 2.71 |
| Limite d'élasticité (MPa) | 310 | 95–340 | 276 | 117 |
| Indice d'usinabilité | 100 (référence) | 30 | 70–80 | 50 |
| Corrosion en milieu acide et vapeurs | Résistant | Résistant | Vulnérable (nécessite un plaquage) | Vulnérable (nécessite un plaquage) |
| Coût relatif des matériaux | 1,0× | 1,1× | 0,4× | 0,3× |
💡 Note de l'ingénieur : Si vous recherchez un système hybride léger 48 V pour véhicule électrique dont le terminal est compatible avec les batteries, sachez que ce système peut contenir des données. 10–15 Un continu (et non pas des impulsions de démarrage de 500 A), l'aluminium devient beaucoup plus intéressant : la charge thermique en régime permanent est négligeable et le gain de poids est important pour les objectifs d'efficacité du véhicule.
Quel terminal Normes Appliquer aux connecteurs de batterie automobile ?
SAE J13 et SAE J14 Ces normes régissent les bornes de batteries et les cosses de câbles automobiles en Amérique du Nord. Elles définissent la géométrie conique qui assure une pression de contact constante et empêche l'installation en polarité inversée.
| Standard | Portée | Dimensions clés |
|---|---|---|
| SAE J13 | pinces de bornes de câble de batterie | Alésage positif : 17,5 mm en haut, conicité ~1:9 ; Alésage négatif : 15,9 mm en haut |
| SAE J14 | Dimensions des bornes de la batterie (sur la batterie) | Poteau positif : diamètre supérieur 17,5 mm, diamètre de base 19,5 mm ; Poteau négatif : diamètre supérieur 15,9 mm, diamètre de base 17,9 mm |
| JIS D 5301 | Dimensions des bornes de batterie japonaises (plus petites que les bornes SAE) | Positif : 14,7 mm en haut ; Négatif : 13,1 mm en haut |
| DIN 72311 | bornes de batterie européennes | Dimensions des bornes et des fixations pour batteries de type DIN |
| SAE J1171 | bornes de batterie marine | Matériaux résistants à la corrosion, quincaillerie en acier inoxydable |
| CEI 60254-1 | Bornes de batteries de traction (chariots élévateurs, véhicules électriques) | Bornes à boulonner, goujons M8–M10 |
Si votre produit est expédié à la fois vers les marchés nord-américain et japonais, vous aurez besoin de terminaux compatibles. dimensions des poteaux SAE et JIS — soit par le biais de systèmes de serrage réglables, soit par des références distinctes. La différence dimensionnelle est faible (2,8 mm sur le poteau positif), mais une pince SAE sur un poteau JIS ne permettra pas d'atteindre la pression de contact nécessaire à une conductivité fiable.
⚠️ Piège courant : Spécifier un seul collier “ universel ” pour les montants SAE et JIS entraîne souvent un jeu excessif sur le montant JIS, plus petit. La résistance de contact augmente. 0,1 mΩ à 1,0+ mΩ, Cela peut entraîner une chute de tension et des problèmes de démarrage. L'utilisation de bornes positives et négatives dédiées, conformes aux normes, constitue une solution plus sûre.

Comment sont fabriquées les bornes de batterie en laiton et en aluminium ?
Trois procédés principaux permettent de fabriquer les connecteurs de batteries automobiles, chacun étant adapté à des géométries, des volumes et des exigences de tolérance différents.
Frappe à froid (forgeage à froid) Le corps de la borne est formé à partir de fil de laiton ou d'aluminium dans un collecteur progressif multi-stations. Le matériau s'écoule sous pression à température ambiante, assurant un flux continu de matière à travers les oreilles de sertissage du câble et la section de serrage du poteau. Cette continuité de matière est essentielle : c'est ce qui explique la résistance des bornes formées à froid. fissuration par fatigue à la transition du sertissage meilleure que les pièces usinées équivalentes. Le frappement à froid ne gaspille pratiquement aucun matériau : le taux d’utilisation typique est de 95–98 %, contre 40–60 % pour l’usinage CNC de la même géométrie à partir de barres.
Usinage CNC découpe les corps de bornes à partir de barres de laiton ou d'aluminium sur des tours de type suisse ou des centres de tournage-fraisage. C'est le procédé approprié pour séries à faible volume (moins de 5 000 pièces), des géométries internes complexes ou des prototypes. Les terminaux CNC peuvent contenir ±0,005 mm sur les dimensions critiques de l'alésage — plus précises que celles généralement obtenues par frappe à froid sans opérations secondaires.
Estampage et formage Elle produit des bornes à profil plat (bornes annulaires, bornes à drapeau, barres omnibus) à partir de bandes de laiton ou d'aluminium. L'emboutissage progressif s'effectue à 100 à 300 coups par minute, Ce procédé est donc le plus rapide pour les connecteurs à section mince. C'est ainsi que sont fabriquées la plupart des cosses à œillet et des cosses de câble reliant la batterie au démarreur.
| Processus de fabrication | Type de terminal optimal | Volume typique | Tolérance | Utilisation des matériaux | Temps de cycle |
|---|---|---|---|---|---|
| tête froide | Bornes à vis de type pince, bornes boulonnées | 10 000 – 1 000 000+ | ±0,05 mm (à l'état brut) ; ±0,02 mm avec usinage CNC secondaire | 95–98 % | 60 à 120 pièces/min |
| Usinage CNC (type suisse) | Profils d'alésage complexes, prototype, faible volume | 1 – 10 000 | ±0,005 mm | 40–60 % | 2 à 5 min/pièce |
| Estampage progressif | Bornes annulaires, barres omnibus plates, bornes à drapeau | 50 000 – 5 000 000+ | ±0,10 mm | 75–85 % (avec déchets de bande porteuse) | 100 à 300 pièces/min |
| Moulage sous pression (zinc ou aluminium) | Boîtiers de fixation décoratifs, couvercles de rechange | 5 000 – 500 000 | ±0,10 mm | 85–90 % | 15 à 30 secondes par cycle |
Keyfix exploite des presses à froid multi-stations, des centres d'usinage CNC 5 axes de la série C de STS (maintien) ±0,005 mm) et des presses d'emboutissage progressives de 50 à 300 tonnes, couvrant l'ensemble du processus, des prototypes unitaires aux productions en série de plusieurs millions d'unités. Les bornes en laiton frappées à froid produites chez Keyfix bénéficient d'un flux de grain continu qui assure 40–60 % résistance au cisaillement plus élevée au niveau des cosses à sertir par rapport aux équivalents usinés.
🔧 Keyfix en pratique : Pour un programme OEM récent nécessitant 250 000 cosses à sertir en laiton SAE par an, L'équipe d'ingénierie de Keyfix a recommandé le forgeage à froid du corps de la pince, suivi d'un alésage CNC pour garantir une tolérance de conicité de ±0,02 mm. Cette approche hybride a permis de réduire le coût unitaire de 35 % par rapport à une CNC complète, tout en maintenant la spécification de résistance de contact en dessous de 0,1 mΩ.
Quels traitements de surface protègent les connecteurs des bornes de batterie ?
L'environnement sous le capot est impitoyable pour les contacts électriques : vapeurs d'acide sulfurique à partir de batteries au plomb-acide, brouillard de sel de déneigement depuis les passages de roues, aérosol de liquide de refroidissement, et les cycles thermiques. Le traitement de surface doit protéger contre la corrosion sans dégrader la conductivité électrique à l'interface de contact.
| Traitement | Matériau de base | Épaisseur (μm) | Impact de résistance de contact | Durée de vie en brouillard salin (heures) | Avantage principal |
|---|---|---|---|---|---|
| Étamage (électroplaqué) | Laiton, aluminium | 5–10 | Augmentation minimale | 200–500 | Soudabilité, barrière galvanique |
| Nickelage (électrolytique) | Laiton, aluminium, acier | 10–25 | Légère augmentation (0,02–0,05 mΩ) | 500–1 000 | Résistance à l'usure, résistance aux acides |
| alliage étain-nickel | Laiton | 5–15 | Minimal | 500–750 | Soudure combinée + usure |
| Étainage à chaud | cuivre, laiton | 15–40 | Minimal | 300–600 | Barrière épaisse, auto-réparatrice |
| Zinc-nickel (12–15 % Ni) | Quincaillerie en acier (boulons, écrous) | 8–15 | N/A (surface sans contact) | 720 à 1 000+ | Protection des fixations |
| Conversion du chromate | Aluminium | 0,5–2 | Minimal | 96–336 | préservation de la conductivité |
| Placage argent | Laiton, cuivre | 3–8 | Amélioration (μΩ inférieur) | Faible (ternit) | Conductivité maximale pour les barres omnibus de véhicules électriques |
Pour les bornes en laiton, étamage à 5–10 μm Il s'agit de la spécification OEM la plus courante. Elle est conforme à la directive RoHS (contrairement aux soudures étain-plomb à base de plomb encore utilisées dans certaines bornes de rechange), offre une surface soudable et crée une barrière galvanique entre le corps en laiton et la borne en plomb de la batterie.
Pour les bornes en aluminium, nickelage à 10–15 μm est essentiel lorsque la borne entre en contact avec les cosses de câble en cuivre. Sans cette barrière, la corrosion galvanique entre l'aluminium (−1,66 V) et le cuivre (−0,34 V) dans la série galvanique commence en quelques secondes. 48 à 72 heures dans un environnement de brouillard salin.
Keyfix Les lignes de traitement de surface internes permettent le plaquage à l'étain et au nickel avec une épaisseur vérifiée par Fluorescence X (XRF) sur chaque lot de production. Les revêtements zinc-nickel sur la quincaillerie en acier (boulons de raccordement, écrous papillon) sont validés à Plus de 1 000 heures brouillard salin neutre selon la norme ASTM B117.
Comment tester les performances des bornes de batterie ?
Quatre tests permettent de déterminer si un connecteur de batterie répond aux exigences du constructeur. Si votre fournisseur ne peut pas fournir les données pour les quatre tests, vous ne disposez pas des informations suffisantes pour approuver la pièce.
test de résistance de contact — Mesure la chute de tension à l'interface borne-potentiel à un courant spécifié (généralement 100 A CCPlage acceptable : ≤ 0,1 mΩ pour les nouveaux terminaux, ≤ 0,5 mΩ après le vieillissement environnemental.
test de force d'arrachement — Mesure la force axiale nécessaire pour séparer la borne de la borne de la batterie. Les bornes à pince de type SAE doivent résister ≥ 100 N force d'arrachement lors du serrage au couple spécifié.
test de cyclage thermique — Soumet le joint terminal-poteau assemblé à cycles de −40 °C à +125 °C (généralement 500 à 1 000 cycles) et mesure à nouveau la résistance de contact. Critère de réussite : augmentation de la résistance de contact ≤ 50 % à partir de la valeur initiale.
Test au brouillard salin (ASTM B117) — Expose la borne revêtue à Brumeux de NaCl 5 % à 35 °C pour la durée spécifiée. Exigences typiques des constructeurs automobiles concernant les bornes sous le capot : 480 à 1 000 heures sans rouille rouge sur les composants en acier ni produits de corrosion blancs sur l'aluminium.
| Test | Méthode | Critère de réussite | Équipement de mesure |
|---|---|---|---|
| résistance de contact | Mesure Kelvin à 4 fils à 100 A CC | ≤ 0,1 mΩ initial ; ≤ 0,5 mΩ après vieillissement | Micro-ohmmètre + alimentation CC |
| Force d'arrachement | Essai de traction axiale sur poteau terminal assemblé | ≥ 100 N (type de pince SAE) | testeur de traction universel |
| cyclage thermique | −40 °C / +125 °C, 500 à 1 000 cycles | ΔR ≤ 50 % de l'initial | Chambre climatique + micro-ohmmètre |
| Embruns salés | ASTM B117, 5 % NaCl, 35 °C | Absence de rouille rouge entre 480 et 1 000 heures | cabine de brouillard salin |
| sertir à tirer | Traction de traction sur le câble serti à la borne | ≥ force de traction nominale par calibre de câble (par exemple, ≥ 2,5 kN pour 4 AWG) | Testeur de traction avec pince à câble |
| endurance aux vibrations | Vibrations aléatoires conformes aux spécifications SAE J2380 ou aux spécifications du constructeur | Aucune fracture, ΔR ≤ 25 % après le test | vibreur + accéléromètre |
Vous avez besoin d'aide pour choisir entre le laiton et l'aluminium pour votre projet ?
Envoyez votre schéma de terminal à Les ingénieurs d'application de Keyfix Ils effectueront une analyse de fabricabilité (DFM) et identifieront la combinaison de matériaux, de procédés et de placage qui répond à vos objectifs de conductivité, de corrosion et de coût. Le délai d'exécution est généralement de [délai à préciser]. 48 heures. Courriel : sales@keyfixpro.com
Quelles sont les différences entre les bornes de batterie d'origine et celles de rechange ?
Cette distinction est plus importante que la plupart des acheteurs ne le pensent. Les bornes d'origine sont spécifiées pour répondre aux exigences électriques, thermiques et vibratoires du constructeur automobile. 15 ans / 250 000 km durée de vie prévue. Les bornes de rechange sont souvent conçues pour une durée de vie prévue. prix, pas une spécification de performance.
| Attribut | Terminal de qualité OEM | Terminal de rechange |
|---|---|---|
| traçabilité des matériaux | Intégral : certificat d'usine pour le numéro de chauffe | Partiel ou aucun |
| Tolérance dimensionnelle (alésage) | ±0,02–0,05 mm | ±0,10–0,30 mm |
| Résistance de contact (nouveau) | ≤ 0,1 mΩ vérifié | Pas généralement testé |
| Épaisseur du placage | Contrôlé à ±1 μm, vérifié par XRF | Inspection visuelle uniquement |
| Validation au brouillard salin | 480 à 1 000 heures selon la norme ASTM B117 | 96 à 200 heures (si testé) |
| Documentation PPAP | Niveau 3 avec études Cpk | Pas disponible |
| Durée de vie cible de conception | 15 ans / 250 000 km | 2 à 5 ans en moyenne |
| Coût unitaire (collier de serrage en laiton M6) | $0,80–$1,50 | $0,15–$0,40 |
L'écart de coût est bien réel — les terminaux de rechange peuvent être 5 fois moins cher. Mais pour les programmes OEM où une défaillance sur le terrain entraîne des demandes de garantie, des rappels ou des enquêtes de sécurité, le terminal conforme aux spécifications est largement rentabilisé. Le risque lié à l'approvisionnement en terminaux de rechange pour les applications OEM ne réside pas dans la différence de coût du $0.50, mais dans… Coût du rappel de plus de 50 000 $ par véhicule ($) lorsque des bornes corrodées provoquent des pannes électriques sur le terrain.
📋 Conseil technique : Lors de la conception d'un schéma de bornes de batterie pour un équipementier, indiquez clairement sur le plan la résistance de contact (≤ 0,1 mΩ à 100 A), l'épaisseur du placage avec sa tolérance (par exemple, Sn 8 ±2 μm) et la résistance au brouillard salin (par exemple, 720 h selon la norme ASTM B117). Les mentions génériques telles que “ doit être résistant à la corrosion ” sont trop ambiguës.
Quel type de connecteur de batterie convient à votre application ?
La conception du terminal dépend du type de batterie, du mode de fixation du câble et du fait que l'utilisateur final l'installe ou le retire en service.
| Type de conception | Fixation du câble | Compatibilité des publications | Outil requis | Meilleure application |
|---|---|---|---|---|
| Collier de serrage supérieur (type boulon) | Cosse de câble traversante | Poteau conique SAE/JIS | clé de 10 mm | constructeur automobile standard pour véhicules de tourisme |
| Collier de serrage supérieur (à dégagement rapide) | compression par levier ou écrou papillon | Poteau conique SAE/JIS | Aucun (à commande manuelle) | Service après-vente, maritime et de flotte |
| Boulon de poteau latéral | Vis M8 dans filetage encastré | Batterie à bornes latérales de type GM | douille de 5/16″ ou 8 mm | Véhicules GM, certains véhicules commerciaux |
| Cosse annulaire (sertie) | Sertir le barillet sur le câble multibrins | Goujon fileté (M6, M8, M10) | Clé dynamométrique | Camion industriel, électrique, poids lourd |
| Terminal à drapeau (angle droit) | Insertion de languette ou boulonné | languette plate ou goujon | Clé ou emboîtement | Espaces compacts, moto |
| Connecteur de barre omnibus | goujons multiples boulonnés | Bornes cellulaires prismatiques | Clé dynamométrique | interconnexions des modules de batterie de véhicules électriques |
Pour les interconnexions des modules de batteries de véhicules électriques — un segment émergent qui remodèle le marché des connecteurs de batteries — barres omnibus en aluminium avec placage nickel Elles sont de plus en plus souvent spécifiées pour réduire le poids des packs. Ces barres omnibus relient des cellules prismatiques en série, transportant courants continus de 100 à 300 A à 400 V ou 800 V. Les exigences de tolérance sont plus strictes que pour les bornes 12 V traditionnelles : ±0,05 mm sur la position des trous de fixation et la planéité. 0,10 mm sur une longueur de 200 mm.
Keyfix produit Elle fabrique à la fois des bornes de batterie 12 V traditionnelles et des connecteurs de barre omnibus pour véhicules électriques, grâce à ses capacités combinées de frappe à froid, d'usinage CNC et d'emboutissage. La chaîne de processus complète, depuis la bobine de laiton ou d'aluminium entrante vérifiée par AMETEK OES des bornes finies et plaquées sont inspectées par CMM à ±0,001 mm — reste sous un même toit certifié IATF 16949.
Que devez-vous indiquer sur votre schéma des bornes de batterie ?
Un schéma bien réalisé évite les malentendus entre votre équipe d'ingénierie et le fabricant. Voici ce qui doit figurer sur chaque schéma des bornes de batterie.
| Appel à dessin | Que spécifier | Pourquoi c'est important |
|---|---|---|
| Matériel | Désignation de l'alliage (ex. laiton C36000, aluminium 6061-T6) | Contrôle la conductivité, l'usinabilité et le comportement à la corrosion. |
| Dimensions de l'alésage | Diamètre intérieur + angle de conicité, avec tolérance | Détermine l'ajustement du poteau et la pression de contact |
| Placage | Type, épaisseur ± tolérance, surface couverte | Contrôle la durée de vie en cas de corrosion et la résistance de contact |
| résistance de contact | Résistance maximale en mΩ au courant spécifié (par exemple, ≤ 0,1 mΩ à 100 A) | Garantit les performances électriques |
| Embruns salés | Heures et norme (par exemple, 720 h selon la norme ASTM B117) | Valide la protection contre la corrosion |
| Spécifications de couple | Couple de serrage des boulons/écrous en Nm | Assure une force de serrage sans surcompression |
| Gamme de calibres de câbles | La plage de calibre AWG ou mm² acceptée par la cosse | Assure la compatibilité sur le terrain |
| Conformité RoHS | RoHS 3 (UE 2015/863) et restrictions spécifiques relatives aux substances | Nécessaire pour l'accès au marché de l'UE |
⚠️ Piège courant : Omettre la plage de calibre de câble des bornes du schéma qui s'adaptent parfaitement à la borne de la batterie, mais qui ne peuvent pas accueillir le câble de l'installateur. Spécifiez le section transversale minimale et maximale du fil (par exemple, 16–50 mm² ou 6–1/0 AWG) pour éviter les plaintes concernant l’installation sur le terrain.
Comment faites-vous ? Qualifier Un fabricant de bornes de batterie en Chine ?
La qualification d'un fournisseur de connecteurs de batteries automobiles suit la même logique d'audit que pour tout composant électrique critique pour la sécurité. Voici la liste de contrôle qui distingue les fabricants capables de fournir des équipementiers des fournisseurs de produits de base.

| Point d'audit | Exigences minimales | État de Keyfix |
|---|---|---|
| Système qualité | IATF 16949 (automobile) ou ISO 9001 | Certifié IATF 16949 + ISO 9001 |
| Vérification des matériaux | Analyse OES ou XRF des lots de laiton/aluminium entrants | AMETEK OES sur 100 % de chaleurs |
| Contrôle dimensionnel | Machine à mesurer tridimensionnelle (MMT) avec une capacité de ±0,001 mm | Machine de mesure tridimensionnelle dédiée dans une salle de métrologie à température contrôlée |
| vérification du plaquage | Mesure d'épaisseur XRF par lot | Analyse XRF interne sur chaque lot revêtu |
| Test de résistance de contact | Micro-ohmmètre + source CC, ≤ 0,1 mΩ par lot | Disponible sur échantillons de production et PPAP |
| capacité de brouillard salin | Chambre ASTM B117 sur site | Formation interne ; validée pour plus de 1 000 heures. |
| Mise en œuvre du SPC | Cpk ≥ 1,33 sur les dimensions d'alésage critiques | Cpk ≥ 1,67 maintenu, SPC en temps réel |
| Préparation PPAP | Niveau 3 minimum | Niveau 3 à 5 avec traçabilité numérique |
| Conformité environnementale | Déclaration relative aux RoHS 3, REACH et aux minerais de conflit | Documentation de conformité complète |
| Capacité pour les volumes automobiles | Plus de 100 000 terminaux par mois de manière continue | Frappe à froid multiligne + CNC + estampage |
Le site de production intégré verticalement de Keyfix couvre l'ensemble des étapes, de la bobine brute au terminal plaqué fini : frappe à froid, usinage secondaire CNC, traitement thermique, étamage/nickelage et contrôle optique automatisé, le tout sous un système qualité unique conforme à la norme IATF 16949. Cette intégration élimine les délais de coordination et les lacunes de traçabilité qui surviennent lorsque plusieurs sous-traitants interviennent à différentes étapes de la production.
Qu’est-ce qui motive l’évolution de la conception des bornes de batterie ?
Trois évolutions du marché redéfinissent les attentes des équipementiers et des fournisseurs de premier rang vis-à-vis des fabricants de connecteurs de batterie.
Systèmes hybrides légers 48 V Ces systèmes se répandent sur les plateformes de véhicules européens et asiatiques. Ils ajoutent une seconde batterie (lithium-ion, généralement de 0,5 à 1,0 kWh) à la batterie plomb-acide traditionnelle de 12 V. La borne 48 V doit supporter cette tension. courants de démarrage plus faibles mais courants continus plus élevés qu'une pince ampèremétrique standard de 12 V — et elle doit répondre aux normes Norme automobile LV 148 pour les distances de fuite et d'isolement à 48 V CC.
Obligations relatives à l'absence de plomb L'industrie s'oriente de plus en plus vers des bornes en laiton étamé ou en cuivre, délaissant ainsi les bornes en plomb traditionnelles. Cette évolution a des répercussions sur la conception des bornes : le contact plomb-plomb (traditionnel) présente des caractéristiques de friction et de déformation très différentes de celles du contact laiton-laiton ou laiton-étain, ce qui nécessite une redéfinition du profil des pinces pour obtenir une pression de contact équivalente.
architectures de batteries pour véhicules électriques Ces facteurs stimulent la demande en connecteurs de barres omnibus en aluminium qui interconnectent les cellules prismatiques au sein des modules. Ces connecteurs transportent 100–300 A continu à 400–800 V, créant de nouvelles exigences pour revêtements d'isolation électrique, assemblages boulonnés à couple contrôlé, et connexions soudées au laser qui n'existait pas dans le monde du 12 V.
Pour les constructeurs qui fournissent à la fois des véhicules thermiques traditionnels et des véhicules à énergies nouvelles, la conséquence pratique est évidente : un fournisseur unique de bornes de batterie doit désormais maîtriser le frappe à froid du laiton (12 V), l’usinage CNC de l’aluminium (48 V) et l’emboutissage de précision de l’aluminium (barres omnibus pour véhicules électriques). La chaîne de production verticalement intégrée de Keyfix, qui couvre ces trois procédés conformément à la norme IATF 16949, lui permet d’accompagner les constructeurs automobiles dans leur transition vers de nouvelles architectures de groupes motopropulseurs sans fragmenter leur base d’approvisionnement.
Foire aux questions
Quelle est la quantité minimale de commande (MOQ) pour les bornes de batterie personnalisées ?
Pour les bornes en laiton ou en aluminium usinées CNC, la quantité minimale de commande (MOQ) de Keyfix commence à 500 pièces pour la validation du prototype. Les séries de production à froid commencent à 10 000 pièces par variante, avec des réductions de coûts aux paliers de 50 000, 100 000 et plus de 500 000 unités. L’outillage pour le forgeage à froid est généralement amorti sur la première commande de production.
Quelles certifications Keyfix détient-elle pour la production de connecteurs de batteries automobiles ?
Keyfix détient IATF 16949 et ISO 9001 Les certifications couvrent les bornes et fixations électriques formées à froid, usinées CNC et estampées. Une documentation PPAP de niveau 3 complète — incluant les schémas dimensionnels, les certificats de conformité des matériaux, les rapports d'épaisseur de placage et les études Cpk — est systématiquement fournie pour chaque nouvelle référence.
Keyfix peut-il produire des bornes de batterie en laiton et en aluminium sur la même ligne de production ?
Oui. Les lignes de frappe à froid et d'usinage CNC de Keyfix traitent les alliages de laiton (C36000, C26000) et d'aluminium (6061, 1100) grâce à des outillages dédiés. Le changement de matériau comprend un nettoyage complet et un contrôle du premier article afin d'éviter toute contamination croisée. Les matériaux entrants pour les deux familles sont contrôlés par AMETEK OES avant d'entrer en production.
Quel délai dois-je prévoir pour un nouveau programme de terminal personnalisé ?
Chronologie type : 2 à 3 semaines pour examen et devis DFM, 3 à 4 semaines pour l'outillage prototype et les premiers articles, et 4 à 6 semaines pour la production après approbation PPAP. Le service de prototypage accéléré peut livrer les premiers échantillons en 10 jours ouvrables. Le fret aérien est disponible pour les livraisons urgentes.
Keyfix fournit-il une documentation de conformité aux normes RoHS et REACH ?
Oui. Tous les matériaux des bornes en laiton et en aluminium sont Conforme à la directive RoHS 3 Conformément à la directive européenne 2015/863, Keyfix fournit une déclaration complète des matériaux selon le format IMDS (Système international de données sur les matériaux) pour les programmes des équipementiers. Le rapport REACH relatif aux substances extrêmement préoccupantes (SVHC) est mis à jour annuellement.
Quelles sont les options de placage disponibles pour les bornes de batterie en laiton ?
Options standard : étain (5–10 μm), nickel (10–25 μm), et alliage étain-nickel (5–15 μm). Un placage argent (3–8 μm) est disponible pour les applications de véhicules électriques nécessitant une conductivité maximale. Toutes les épaisseurs de placage sont vérifiées par XRF sur chaque lot de production, avec des certificats inclus dans les dossiers PPAP.
Keyfix peut-il fournir des ensembles terminal-câble assemblés ?
Keyfix fabrique le terminal ; le câblage (sertissage, gainage thermorétractable, surmoulage) est assuré par des sous-traitants agréés au sein de sa chaîne d’approvisionnement. Les câbles et terminaux assemblés et testés peuvent être expédiés en un seul colis, avec une traçabilité complète, du forgeage du terminal jusqu’aux tests d’arrachement du sertissage.
Quels rapports d'inspection sont inclus avec chaque commande ?
Chaque lot de production est expédié avec un Certificat de conformité (CoC) Le processus couvre les dimensions, le matériau, l'épaisseur du placage et l'inspection visuelle. Pour les programmes PPAP, la documentation supplémentaire comprend le plan dimensionnel (rapport CMM), les données Cpk/SPC, les certificats d'usine du matériau, les rapports XRF du placage, les mesures de résistance de contact et les résultats du test au brouillard salin.
Si votre prochain projet implique des connecteurs de batterie en laiton ou en aluminium (qu'il s'agisse d'une pince SAE 12 V, d'une borne 48 V ou d'une barre omnibus pour véhicule électrique), envoyez votre schéma à L'équipe d'ingénierie applicative de Keyfix. Ils réaliseront une analyse DFM gratuite, vous recommanderont la combinaison optimale matériau-procédé-placage et vous fourniront un devis détaillé sous 48 heures. Contactez-nous sales@keyfixpro.com ou visitez www.keyfixpro.com pour entamer la conversation.
Auteur: Équipe d'ingénierie Keyfix Publié : 17 mai 2026 Dernière mise à jour : 17 mai 2026