
Разъемы автомобильных аккумуляторов, изготовленные из латуни и алюминия, являются электрической основой любой автомобильной системы на 12 В и 48 В. Они обеспечивают передачу сигнала. Пусковой ток 500–1000 А выдерживать температуру под капотом во время запуска двигателя от −40 °C до +125 °C, и должен противостоять парам серной кислоты от свинцово-кислотных аккумуляторов — при этом поддерживая контактное сопротивление ниже определенного уровня. 0,1 мОм. Независимо от того, выбираете ли вы OEM-клеммы для новой автомобильной платформы или закупаете сменные разъемы для комплектов вторичного рынка, выбор материала между латунью и алюминием определяет проводимость, срок службы от коррозии, вес и себестоимость единицы продукции. В этом руководстве подробно разбирается этот вопрос на уровне технических характеристик, необходимых для составления чертежа и выбора поставщика.
Краткое содержание — Основные выводы
- Латунь (C36000, C26000) обеспечивает 28–30 % IACS проводимость и устойчив к парам серной кислоты без покрытия; алюминий (6061-T6, 1100) экономит 60–65 % вес но требует нанесения оловянного или никелевого покрытия для предотвращения гальванической коррозии медных кабелей.
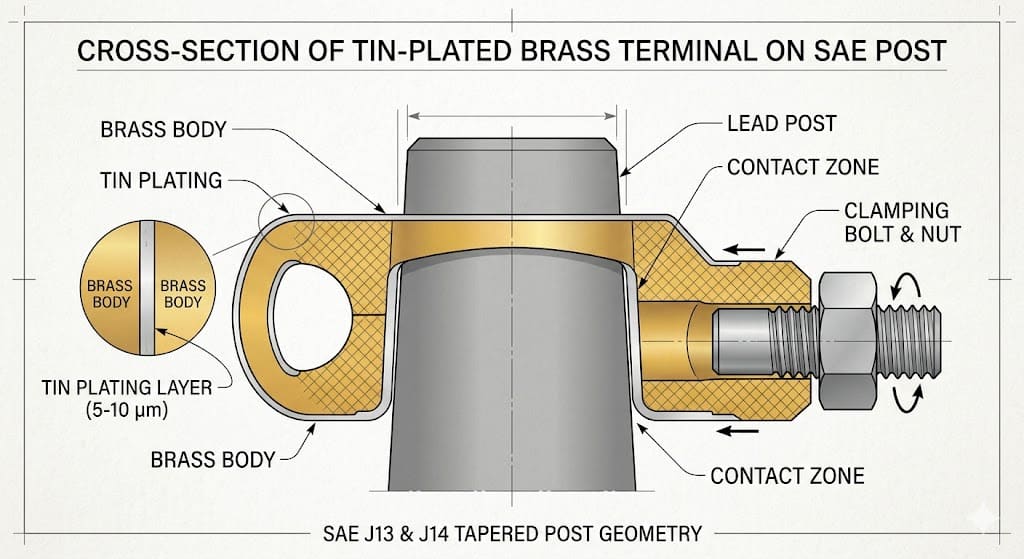
- Стандарты SAE J13 и SAE J14 определяют размеры конических клемм для североамериканских аккумуляторных батарей: положительная 17,5 мм верхний диаметр, отрицательный 15,9 мм.
- Холодная штамповка позволяет изготавливать латунные клеммы. В 2–3 раза быстрее Обработка на станках с ЧПУ с непрерывным потоком зерна, что повышает усталостную прочность в месте соединения кабеля и обжима.
- Контактное сопротивление выше 0,5 мОм На стыке клеммы и контакта происходит измеримое падение напряжения во время запуска двигателя — достаточное для того, чтобы вызвать проблемы с запуском в холодную погоду.
- Производители, сертифицированные по стандарту IATF 16949, такие как Keyfix, предоставляют PPAP Уровень 3 документация, проверка на устойчивость к солевому туману в соответствии со стандартом ASTM B117 и тестирование электропроводности каждой партии.

Почему это Материал Выбор между латунью и алюминием имеет значение для аккумуляторных разъемов?
В итоге сводятся три противоречащих друг другу требования: электропроводность, коррозионная стойкость, и стоимость за терминал. Латунь выигрывает по первым двум параметрам. Алюминий выигрывает по весу и стоимости сырья. Ни один из них не является универсально лучше — правильный выбор зависит от области применения.
Латунные сплавы (латунь C36000 для легкой резки, латунь C26000 для патронов) проводят электричество при 28–30 % IACS — примерно вдвое выше проводимость углеродистой стали, но лишь вчетверо выше, чем у чистой меди. Этого более чем достаточно для клеммы аккумулятора, по которой протекает пусковой ток. 3–5 секунд за раз, поскольку тепловая масса прочного латунного зажима поглощает I²R-нагрев без значительного повышения температуры.
Алюминиевые сплавы (6061-T6, 1100-H14) проводят электричество при 40–62 % IACS — на самом деле, в пересчете на единицу массы он выше, чем латунь. Но ахиллесова пята алюминия — это... гальваническая коррозия. Когда непокрытый алюминиевый контакт соприкасается с медным кабельным наконечником в присутствии электролита (алюминиевая кислота, влага от дорожной соли), алюминий становится жертвенным анодом и быстро корродирует. Решение: оловянное покрытие (5–10 мкм) или никелирование (8–15 мкм) на всех контактных поверхностях.
| Свойство | Латунь C36000 | Латунь C26000 | Алюминий 6061-Т6 | Алюминий 1100-H14 |
|---|---|---|---|---|
| Электропроводность (% IACS) | 26 | 28 | 40 | 59 |
| Теплопроводность (Вт/м·К) | 115 | 120 | 167 | 222 |
| Плотность (г/см³) | 8.50 | 8.53 | 2.70 | 2.71 |
| Предел текучести (МПа) | 310 | 95–340 | 276 | 117 |
| рейтинг обрабатываемости | 100 (справочник) | 30 | 70–80 | 50 |
| Коррозия в кислотных парах | Устойчивый | Устойчивый | Уязвимый (требует покрытия) | Уязвимый (требует покрытия) |
| Относительная стоимость материалов | 1.0× | 1.1× | 0,4× | 0,3× |
💡 Примечание инженера: Если вы ищете 48-вольтовую мягкую гибридную систему для электромобилей, где клемма передает... 10–15 А непрерывный (а не импульсы пускового тока 500 А), алюминий становится гораздо более привлекательным — установившаяся тепловая нагрузка незначительна, а экономия веса имеет значение для достижения целевых показателей эффективности автомобиля.
Какой терминал? Стандарты Подходит ли это для автомобильных аккумуляторных разъемов?
SAE J13 и SAE J14 Это стандарты, регулирующие конструкцию клемм автомобильных аккумуляторов и кабельных разъемов в Северной Америке. Они определяют конусообразную геометрию, которая обеспечивает постоянное контактное давление и предотвращает установку с обратной полярностью.
| Стандарт | Объем | Ключевые параметры |
|---|---|---|
| SAE J13 | Клеммные зажимы кабеля аккумулятора | Положительный диаметр канала ствола: 17,5 мм сверху, конусность ~1:9; Отрицательный диаметр канала ствола: 15,9 мм сверху |
| SAE J14 | Размеры клемм аккумулятора (на аккумуляторе) | Положительный штифт: диаметр верхней части 17,5 мм, диаметр основания 19,5 мм; Отрицательный штифт: диаметр верхней части 15,9 мм, диаметр основания 17,9 мм. |
| JIS D 5301 | Размеры клемм японских аккумуляторов (меньше, чем по стандарту SAE). | Положительный полюс: верхняя часть 14,7 мм; Отрицательный полюс: верхняя часть 13,1 мм |
| DIN 72311 | Европейские аккумуляторные терминалы | Размеры стоек и зажимов для батарей типа DIN |
| SAE J1171 | клеммы морских аккумуляторных батарей | Коррозионностойкие материалы, фурнитура из нержавеющей стали. |
| МЕК 60254-1 | Клеммы тяговых аккумуляторов (погрузчики, электромобили) | Крепёжные клеммы, шпильки M8–M10 |
Если ваша продукция поставляется как на североамериканский, так и на японский рынки, вам потребуются терминалы, поддерживающие различные виды транспорта. размеры штифтов SAE и JIS — либо за счет регулируемых зажимных конструкций, либо за счет отдельных артикулов. Разница в размерах невелика (2,8 мм на положительном выводе), но зажим SAE на стойке JIS не обеспечит необходимого контактного давления для надежной проводимости.
⚠️ Распространённая ошибка: Использование единого “универсального” зажима для стоек SAE и JIS часто приводит к неплотному прилеганию к меньшей по размеру стойке JIS. Контактное сопротивление возрастает от от 0,1 мОм до 1,0+ мОм, Это приводит к падению напряжения и потенциальной невозможности запуска. Использование специальных положительных и отрицательных клемм в соответствии со стандартом является более безопасным инженерным решением.

Как производятся латунные и алюминиевые клеммы для аккумуляторных батарей?
Для производства автомобильных аккумуляторных разъемов используются три основных процесса, каждый из которых подходит для различных геометрических форм, объемов и требований к допускам.
Холодная штамповка (холодная ковка) Изготавливается корпус клеммы из латунной или алюминиевой проволоки в многопозиционном прогрессивном коллекторе. Материал течет под давлением при комнатной температуре, обеспечивая непрерывный поток зерна через обжимные выступы кабеля и секцию зажима. Эта непрерывность зерна имеет значение — именно поэтому клеммы, изготовленные методом холодной штамповки, обладают высокой прочностью. усталостное растрескивание в месте перехода обжима Лучше, чем механически обработанные аналоги. Холодная штамповка также практически не приводит к потерям материала: типичное применение составляет 95–98 %, по сравнению с 40–60 % для обработки на станках с ЧПУ той же геометрии из прутка.
Обработка на станках с ЧПУ Вырезает корпуса клемм из латунного или алюминиевого прутка на токарных станках швейцарского типа или фрезерно-токарных центрах. Это подходящий процесс для мелкосерийное производство (менее 5000 штук), сложные внутренние геометрические формы или прототипы. Терминалы ЧПУ могут удерживать ±0,005 мм по критически важным размерам отверстий — более плотные, чем те, которые обычно достигаются при холодной штамповке без дополнительных операций.
Штамповка и формовка Производит клеммные колодки с плоским профилем (кольцевые клеммы, клеммы-флажки, шины) из латунной или алюминиевой полосы. Последовательная штамповка осуществляется при температуре... 100–300 ударов в минуту, Это делает данный процесс самым быстрым для тонкостенных разъемов. Именно так изготавливается большинство кольцевых клемм и наконечников для кабелей от аккумулятора до стартера.
| Производственный процесс | Оптимальный тип терминала | Типичный объем | Допуск | Использование материалов | Время цикла |
|---|---|---|---|---|---|
| Холодная головка | Клеммы зажимного типа, болтовые клеммы | 10 000 – 1 000 000+ | ±0,05 мм (в исходном состоянии); ±0,02 мм с использованием вторичного ЧПУ | 95–98 % | 60–120 шт/мин |
| Обработка на станках с ЧПУ (швейцарского типа) | Сложные профили отверстий, прототип, мелкосерийное производство. | 1 – 10 000 | ±0,005 мм | 40–60 % | 2–5 мин/шт. |
| Последовательная штамповка | Кольцевые клеммы, плоские шины, клеммы для флагов. | 50 000 – 5 000 000+ | ±0,10 мм | 75–85 % (с отходами несущей полосы) | 100–300 шт/мин |
| Литье под давлением (цинк или алюминий) | Декоративные корпуса зажимов, крышки для вторичного рынка | 5000 – 500000 | ±0,10 мм | 85–90 % | 15–30 сек/цикл |
Keyfix эксплуатирует многопозиционные прессы для холодной штамповки, 5-осевые обрабатывающие центры с ЧПУ серии STS C (удерживающие устройства). ±0,005 мм), а также прогрессивные штамповочные прессы мощностью 50–300 тонн — охватывающие весь спектр технологических процессов, от изготовления прототипов отдельных изделий до серийного производства миллионов изделий. Латунные клеммы, изготовленные методом холодной штамповки на заводе Keyfix, выигрывают от непрерывного потока зерна, обеспечивающего... 40–60 % более высокая прочность на сдвиг в местах обжима кабеля по сравнению с обработанными на станке аналогами.
🔧 Keyfix на практике: Для недавней программы OEM, требующей 250 000 латунных клеммных зажимов стандарта SAE в год, Инженерная группа Keyfix рекомендовала использовать холодную штамповку для корпуса зажима с последующей обработкой на станке с ЧПУ для обеспечения допуска конусности ±0,02 мм. Такой гибридный подход позволил снизить себестоимость единицы продукции на 35 % по сравнению с полностью ЧПУ-обработкой, при этом удельное контактное сопротивление остается ниже 0,1 мОм.
Какие методы обработки поверхности защищают клеммы аккумулятора?
Условия под капотом крайне неблагоприятны для электрических контактов: пары серной кислоты из свинцово-кислотных батарей, туман из дорожной соли из колесных арок, спрей охлаждающей жидкости, а также термические циклы. Обработка поверхности должна защищать от коррозии, не ухудшая при этом электропроводность в месте контакта.
| Уход | Базовый материал | Толщина (мкм) | Ударное сопротивление контакта | Срок службы при воздействии солевого тумана (часы) | Основное преимущество |
|---|---|---|---|---|---|
| Лужение (электролитическое покрытие) | Латунь, алюминий | 5–10 | Минимальное увеличение | 200–500 | Паяемость, гальванический барьер |
| Никелирование (химическое никелирование) | Латунь, алюминий, сталь | 10–25 | Незначительное увеличение (0,02–0,05 мОм) | 500–1000 | Износостойкость, кислотостойкость |
| Олово-никелевый сплав | Латунь | 5–15 | Минимальный | 500–750 | Комбинированная пайка + износ |
| горячее лужение | Медь, латунь | 15–40 | Минимальный | 300–600 | Прочный барьер, самовосстановление |
| Цинк-никель (12–15 % Ni) | Стальные крепежные элементы (болты, гайки) | 8–15 | Н/Д (бесконтактная поверхность) | 720–1000+ | Защита крепежа |
| Преобразование хромата | Алюминий | 0,5–2 | Минимальный | 96–336 | сохранение проводимости |
| Серебряное покрытие | Латунь, медь | 3–8 | Улучшение (снижение мкОм) | Низкий уровень (потемнение) | Максимальная проводимость для шин электромобилей |
Для латунных клемм, лужение толщиной 5–10 мкм Это наиболее распространенная спецификация OEM-производителей. Она соответствует требованиям RoHS (в отличие от свинцовых припоев на основе олова и свинца, которые до сих пор используются в некоторых клеммах вторичного рынка), обеспечивает поверхность для пайки и создает гальванический барьер между латунным корпусом и свинцовым контактом аккумуляторной батареи.
Для алюминиевых клемм, никелирование толщиной 10–15 мкм Этот барьер необходим, когда клемма контактирует с медными кабельными наконечниками. Без него начинается гальваническая коррозия между алюминием (−1,66 В) и медью (−0,34 В) в гальваническом ряду. 48–72 часа в условиях воздействия солевых брызг.
Keyfix Собственные линии обработки поверхности обеспечивают лужение и никелирование с подтвержденной толщиной покрытия. Рентгенофлуоресцентный анализ (XRF) на каждой производственной партии. Цинково-никелевые покрытия на стальных крепежных элементах (клеммы, гайки-барашки) проходят проверку на соответствие стандартам. Более 1000 часов Нейтральный солевой туман согласно ASTM B117.
Как проверить работоспособность клемм аккумулятора?
Соответствие разъема аккумулятора требованиям производителя определяется четырьмя тестами. Если ваш поставщик не может предоставить данные по всем четырем тестам, у вас недостаточно информации для утверждения детали.
Тест контактного сопротивления — Измеряет падение напряжения на контактной площадке между клеммой и штекером при заданном токе (обычно) 100 А постоянного токаДопустимый диапазон: ≤ 0,1 мОм для новых терминалов, ≤ 0,5 мОм после старения под воздействием окружающей среды.
Испытание на усилие отрыва — Измеряет осевую силу, необходимую для отсоединения клеммы от клеммы аккумулятора. Клеммы типа SAE должны выдерживать такое усилие. ≥ 100 Н усилие отрыва при затяжке с заданным крутящим моментом.
Испытание на термоциклирование — Подвергает собранное соединение концевой стойки воздействию Циклы от −40 °C до +125 °C (обычно 500–1000 циклов) и повторно измеряет контактное сопротивление. Критерий прохождения теста: увеличение контактного сопротивления. ≤ 50 % от начального значения.
Испытание солевым туманом (ASTM B117) — Подвергает контакт покрытому контакту воздействию 5 % Туман NaCl при 35 °C на указанный срок. Типичные требования производителя оборудования к клеммам под капотом: 480–1000 часов без красной ржавчины на стальных компонентах и белых продуктов коррозии на алюминии.
| Тест | Метод | Критерий прохождения | Измерительное оборудование |
|---|---|---|---|
| Контактное сопротивление | Четырехпроводное измерение Кельвина при постоянном токе 100 А | ≤ 0,1 мОм в исходном состоянии; ≤ 0,5 мОм после старения | Микроомметр + источник постоянного тока |
| Сила отрыва | Осевое испытание на растяжение собранного клеммного штыря | ≥ 100 Н (зажим типа SAE) | Универсальный тензометр |
| Термоциклирование | −40 °C / +125 °C, 500–1000 циклов | ΔR ≤ 50 % начального | Климатическая камера + микроомметр |
| Солевые брызги | ASTM B117, 5 % NaCl, 35 °C | Отсутствие красной ржавчины при 480–1000 часах | Камера для солевого тумана |
| Обжимной вырыв | Натяжение при обжиме кабеля к клемме | ≥ номинальная сила натяжения на единицу сечения кабеля (например, ≥ 2,5 кН для 4 AWG) | Испытательный стенд для определения прочности на растяжение с кабельным зажимом |
| Устойчивость к вибрации | Случайная вибрация в соответствии со стандартом SAE J2380 или спецификациями производителя оборудования. | Отсутствие перелома, ΔR ≤ 25 % после теста | Вибровибратор + акселерометр |
Нужна помощь в выборе между латунью и алюминием для вашей программы?
Отправьте схему вашего терминала по адресу: Инженеры-разработчики приложений компании Keyfix — Они проведут анализ DFM (проектирование с учетом технологичности) и выберут комбинацию материала, процесса и покрытия, которая соответствует вашим целевым показателям проводимости, коррозионной стойкости и стоимости. Срок выполнения обычно составляет 48 часов. Электронная почта: sales@keyfixpro.com
В чём разница между оригинальными и неоригинальными клеммами аккумулятора?
Это различие имеет большее значение, чем большинство покупателей осознают. Клеммы OEM-производителя разработаны с учетом требований производителя автомобиля к электрическим, тепловым и вибрационным характеристикам. 15 лет / 250 000 км Срок службы. Клеммы, продаваемые на вторичном рынке, часто проектируются с учетом определенного срока службы. ценовой диапазон, Это не техническая характеристика.
| Атрибут | Терминал OEM-класса | Терминал для послепродажного обслуживания |
|---|---|---|
| отслеживаемость материалов | Полный текст: сертификат завода-изготовителя к номеру плавки | Частично или нет |
| Допуск на размеры (диаметр отверстия) | ±0,02–0,05 мм | ±0,10–0,30 мм |
| Контактное сопротивление (новое) | ≤ 0,1 мОм подтверждено | Обычно не тестируется |
| Толщина покрытия | Контрольная погрешность ±1 мкм, подтверждено рентгенофлуоресцентным анализом. | Только визуальный осмотр |
| Проверка устойчивости к солевому туману | 480–1000 часов согласно ASTM B117 | 96–200 часов (при проведении анализа) |
| Документация PPAP | Уровень 3 с изучением CPK | Нет в наличии |
| Целевой показатель жизни при проектировании | 15 лет / 250 000 км | типичный возраст 2–5 лет |
| Стоимость единицы (латунный зажим M6) | $0.80–$1.50 | $0.15–$0.40 |
Разница в стоимости реальна — терминалы сторонних производителей могут быть В 5 раз дешевле. Однако для OEM-программ, где отказ в полевых условиях влечет за собой гарантийные претензии, отзывы продукции или расследования по вопросам безопасности, сертифицированный по техническим характеристикам терминал окупается многократно. Риск при закупке терминалов вторичного рынка в OEM-приложениях заключается не в разнице в стоимости $0.50, а в... Стоимость отзыва одного автомобиля составляет более 10 000 долларов США ($). когда коррозия клемм приводит к электрическим сбоям в работе оборудования.
📋 Совет специалиста: При составлении чертежа клемм аккумуляторной батареи для использования производителями оборудования необходимо указывать непосредственно на чертеже контактное сопротивление (≤ 0,1 мОм при 100 А), толщину покрытия с допуском (например, Sn 8 ±2 мкм) и требования к солевому туману (например, 720 часов согласно ASTM B117). Общие примечания типа “должна быть коррозионностойкой” оставляют слишком много места для интерпретации.
Какой тип разъема аккумулятора подходит для вашего применения?
Конструкция терминала зависит от типа батареи, способа подключения кабеля, а также от того, будет ли конечный пользователь устанавливать или снимать его в процессе эксплуатации.
| Тип дизайна | Кабельное крепление | Совместимость постов | Необходимый инструмент | Лучшее приложение |
|---|---|---|---|---|
| Зажим для верхней стойки (болтового типа) | Сквозной кабельный наконечник | Конический штифт SAE/JIS | гаечный ключ на 10 мм | Стандартный пассажирский автомобиль OEM |
| Зажим верхней стойки (быстросъемный) | Рычаг или гайка-барашек для сжатия | Конический штифт SAE/JIS | Нет (ручное управление) | Послепродажное обслуживание, морское обслуживание, обслуживание флота |
| Болт боковой стойки | Болт M8 в резьбовое углубление | Аккумулятор с боковыми клеммами, как у автомобилей GM. | торцевой ключ на 5/16″ или 8 мм | Автомобили GM, в том числе коммерческие. |
| Кольцевой клеммный наконечник (обжатый) | Обжимной цилиндр на многожильном кабеле | Резьбовая шпилька (M6, M8, M10) | Динамометрический ключ | Промышленные автомобили, электромобили, большегрузные автомобили |
| Терминал с флагом (под прямым углом) | Вставка язычка или болтовое крепление | Плоский язычок или шпилька | Гаечный ключ или защелкивающийся соединитель | Компактные пространства, мотоцикл |
| Соединитель шины | Многошпилечное крепление на болтах | Призматические клеточные терминали | Динамометрический ключ | Соединения модулей аккумуляторных батарей электромобилей |
Что касается межсоединений модулей аккумуляторных батарей электромобилей — нового сегмента, который меняет рынок аккумуляторных разъемов — алюминиевые шины с никелевым покрытием Все чаще их используют для снижения веса батарейного блока. Эти шины соединяют призматические элементы последовательно, передавая... непрерывные токи 100–300 А При напряжении 400 В или 800 В. Требования к допускам жестче, чем у традиционных 12-вольтовых клемм: ±0,05 мм в местах расположения болтовых отверстий и плоскостность в пределах допустимых отклонений. 0,10 мм на длине 200 мм.
Keyfix производит Как традиционные клеммы 12-вольтовых батарей, так и разъемы шин электромобилей, благодаря комбинированным возможностям холодной штамповки, ЧПУ и штамповки. Полная технологическая цепочка — от поступающей латунной или алюминиевой катушки, проверенная АМЕТЕК ОЭС через готовые, покрытые металлом клеммы, проверенные КИМ с точностью ±0,001 мм — все помещения находятся под одной крышей, сертифицированной по стандарту IATF 16949.
Что следует указать на схеме клемм аккумуляторной батареи?
Грамотно составленный чертеж предотвращает недопонимание между вашей инженерной командой и производителем. Вот что должно быть на каждом чертеже клемм аккумулятора.
| Обозначение рисунка | Что указать | Почему это важно |
|---|---|---|
| Материал | Обозначение сплава (например, латунь C36000, алюминий 6061-T6) | Контролирует проводимость, обрабатываемость и коррозионную стойкость. |
| Размеры отверстия | Внутренний диаметр + угол конусности с допуском | Определяет посадку и контактное давление. |
| Гальваническое покрытие | Тип, толщина ± допуск, площадь покрытия | Контролирует коррозионный стойкость и контактное сопротивление. |
| Контактное сопротивление | Максимальное сопротивление в мОм при заданном токе (например, ≤ 0,1 мОм при 100 А) | Обеспечивает электрические характеристики |
| Солевые брызги | Часы и стандарт (например, 720 часов по ASTM B117) | Подтверждает защиту от коррозии |
| спецификация момента затяжки | Момент затяжки болтов/гаек в Нм | Обеспечивает усилие зажима без чрезмерного сжатия. |
| Диапазон сечения кабеля | Диапазон AWG или мм², который принимает обжимной инструмент. | Обеспечивает совместимость с полевыми условиями |
| соответствие требованиям RoHS | Соответствие директиве RoHS 3 (ЕС 2015/863) и ограничениям на конкретные вещества. | Необходимо для доступа на рынок ЕС. |
⚠️ Распространённая ошибка: Если не указать диапазон сечения кабеля на чертеже, это приведет к тому, что клеммы идеально подойдут к клеммам аккумулятора, но не смогут вместить кабель, установленный монтажником. Укажите... минимальное и максимальное сечение проволоки (например, 16–50 мм² или 6–1/0 AWG), чтобы избежать нареканий по поводу монтажа в полевых условиях.
Как вы это делаете? Соответствовать требованиям Производитель аккумуляторных клемм в Китае?
Проверка поставщика автомобильных аккумуляторных разъемов проводится по той же логике, что и проверка любого другого критически важного электрического компонента. Вот контрольный список, который отличает производителей, способных работать с OEM-производителями, от обычных поставщиков.

| Точка аудита | Минимальные требования | Статус исправления ключей |
|---|---|---|
| Система качества | IATF 16949 (автомобильная промышленность) или ISO 9001 | Сертифицировано по стандартам IATF 16949 и ISO 9001. |
| Проверка материалов | Анализ поступающих партий латуни/алюминия методом оптической эмиссионной спектроскопии (OES) или рентгенофлуоресцентного анализа (XRF). | AMETEK OES на 100 % плавках |
| Контроль размеров | Координатно-измерительная машина с возможностью измерения ±0,001 мм. | Специализированная координатно-измерительная машина в метрологической комнате с регулируемой температурой. |
| Проверка покрытия | Измерение толщины методом рентгенофлуоресцентного анализа (XRF) для каждой партии. | Внутреннее рентгенофлуоресцентное исследование каждой партии с покрытием. |
| Испытание контактного сопротивления | Микроомметр + источник постоянного тока, сопротивление ≤ 0,1 мОм на партию. | Доступно для производственных образцов и образцов PPAP. |
| Возможность воздействия солевого тумана | Камера ASTM B117 на месте | Разработано внутри компании; проверено в течение более 1000 часов. |
| Реализация SPC | Cpk ≥ 1,33 по критическим размерам отверстия | Поддерживается значение Cpk ≥ 1,67, SPC в реальном времени. |
| готовность к применению PPAP | Минимум 3-й уровень | Уровни 3–5 с цифровой отслеживаемостью |
| Соответствие экологическим нормам | RoHS 3, REACH, отчетность по конфликтным минералам | Полный комплект документов, подтверждающих соответствие требованиям. |
| Производственная мощность для автомобильных объемов | Поддержание стабильного уровня более 100 000 терминалов в месяц. | Многолинейная холодная штамповка + ЧПУ + штамповка |
Вертикально интегрированный производственный комплекс Keyfix охватывает все этапы производства, от заготовки до готовых, покрытых гальваническим покрытием клемм: холодную штамповку, вторичную обработку на станках с ЧПУ, термообработку, лужение/никелирование и автоматизированный оптический контроль — все в рамках единой системы контроля качества IATF 16949. Такая интеграция устраняет задержки в координации и пробелы в отслеживаемости, возникающие при работе нескольких субподрядчиков на разных этапах производства.
Что движет изменениями в конструкции клемм аккумуляторных батарей?
Три рыночных изменения меняют ожидания производителей оригинального оборудования и поставщиков первого уровня от производителей аккумуляторных разъемов.
48-вольтовые мягкие гибридные системы Эти системы получают широкое распространение на европейских и азиатских автомобильных платформах. В дополнение к традиционной 12-вольтовой свинцово-кислотной батарее устанавливается вторая батарея (литий-ионная, обычно 0,5–1,0 кВт·ч). Клемма 48 В должна выдерживать нагрузку. более низкие пусковые токи но более высокие непрерывные токи чем стандартные 12-вольтовые клещи — и они должны соответствовать Автомобильный стандарт LV 148 для расстояний утечки и зазоров при напряжении 48 В постоянного тока.
Обязательства по отказу от свинца Эти факторы подталкивают отрасль к отказу от традиционных свинцовых клемм аккумуляторов в пользу луженых латунных или медных клемм. Этот сдвиг распространяется и на конструкцию клемм: контакт между свинцами (традиционный) имеет совершенно иные характеристики трения и деформации, чем контакт латуни с латунью или латуни с оловом, что требует перепроектирования профилей зажимов для достижения эквивалентного контактного давления.
Архитектуры аккумуляторных батарей для электромобилей Они стимулируют спрос на алюминиевые шинные соединители, которые соединяют призматические ячейки внутри модулей. Эти соединители обеспечивают передачу 100–300 А непрерывный при напряжении 400–800 В, что создает новые требования к электроизоляционные покрытия, болтовые соединения с регулируемым крутящим моментом, и соединения, сваренные лазером Такого не существовало в мире 12-вольтовых систем.
Для производителей, работающих как с традиционными двигателями внутреннего сгорания, так и с программами разработки автомобилей на новых источниках энергии, практическое значение очевидно: теперь одному поставщику клемм для батарей необходимы компетенции в области холодной штамповки латуни (12 В), обработки алюминия на станках с ЧПУ (48 В) и прецизионной штамповки алюминия (шины для электромобилей). Вертикально интегрированная производственная цепочка Keyfix, охватывающая все три процесса в соответствии с требованиями стандарта IATF 16949, позволяет компании поддерживать OEM-производителей, переходящих на новые архитектуры силовых агрегатов, без фрагментации их базы поставщиков.
Часто задаваемые вопросы
Каков минимальный объем заказа (MOQ) для изготовления клемм для аккумуляторов на заказ?
Для клемм из латуни или алюминия, изготовленных на станках с ЧПУ, минимальный объем заказа в Keyfix начинается от 500 штук для проверки прототипа. Производство методом холодного прессования начинается в 10 000 штук за каждый вариант, с уменьшением затрат на уровнях 50 тыс., 100 тыс. и 500 тыс.+. Оснастка для холодной штамповки обычно амортизируется в течение первого производственного заказа.
Какие сертификаты имеет компания Keyfix для производства автомобильных аккумуляторных разъемов?
Кейфикс держит IATF 16949 и ISO 9001 Сертификаты распространяются на электрические клеммы и крепежные элементы, изготовленные методом холодной штамповки, обработки на станках с ЧПУ и штамповки. Полный комплект документации PPAP уровня 3, включая габаритные размеры, сертификаты соответствия материалов, отчеты о толщине покрытия и исследования CPK, является стандартным для каждого нового артикула.
Может ли компания Keyfix производить на одной производственной линии как латунные, так и алюминиевые клеммы для аккумуляторов?
Да. Линии холодной штамповки и ЧПУ компании Keyfix обрабатывают как латунные сплавы (C36000, C26000), так и алюминиевые сплавы (6061, 1100) с использованием специализированных наборов инструментов. Смена материала включает в себя полную очистку и проверку первого образца для предотвращения перекрестного загрязнения. Поступающий материал для обоих семейств проверяется с помощью АМЕТЕК ОЭС перед началом производства.
Какой срок следует ожидать для новой пользовательской терминальной программы?
Типичный график: 2–3 недели для проверки DFM и составления сметы, 3–4 недели для прототипирования оснастки и изготовления первых образцов, и 4–6 недель Производство начинается после утверждения PPAP. Ускоренная услуга по изготовлению прототипов позволяет получить первые образцы в течение... 10 рабочих дней. Для срочных доставок возможна авиаперевозка.
Предоставляет ли компания Keyfix документацию, подтверждающую соответствие требованиям RoHS и REACH?
Да. Все клеммные материалы из латуни и алюминия подходят. Соответствует требованиям RoHS 3. (Директива ЕС 2015/863), и Keyfix предоставляет полную информацию о материалах в формате IMDS (Международная система данных о материалах) для программ OEM. Отчетность по SVHC (веществам, вызывающим особую озабоченность) в соответствии с регламентом REACH обновляется ежегодно.
Какие варианты покрытия доступны для латунных клемм аккумуляторных батарей?
Стандартные опции: олово (5–10 мкм), никель (10–25 мкм), и олово-никелевый сплав (5–15 мкм). Для применения в электромобилях, требующих максимальной проводимости, доступно серебряное покрытие (3–8 мкм). Толщина всех покрытий проверяется. Рентгенофлуоресцентный анализ на каждой производственной партии, с сертификатами, включенными в пакеты PPAP.
Может ли компания Keyfix поставлять собранные клеммные узлы с кабелями?
Компания Keyfix производит клеммные компоненты; сборка кабеля (обжим, термоусадка, литье под давлением) доступна через проверенных партнеров-субподрядчиков в цепочке поставок Keyfix. Собранные и протестированные кабельные клеммные узлы могут поставляться в виде единого комплекта от одного поставщика с полной прослеживаемостью от ковки клемм до испытаний на вырыв кабеля при обжиме.
Какие протоколы проверки прилагаются к каждому заказу?
Каждая производственная партия поставляется с Сертификат соответствия (CoC) Документация включает в себя размеры, материал, толщину покрытия и визуальный осмотр. Для программ PPAP дополнительная документация включает в себя разметку размеров (отчет CMM), данные Cpk/SPC, сертификаты производителя материала, отчеты рентгенофлуоресцентного анализа покрытия, измерения контактного сопротивления и результаты испытаний на солевое распыление.
Если ваш следующий проект связан с латунными или алюминиевыми аккумуляторными разъемами — будь то зажим SAE на 12 В, клемма на 48 В или шина для электромобиля — отправьте свой чертеж по адресу: Команда инженеров-разработчиков приложений компании Keyfix. Они проведут бесплатный анализ DFM (проектирование с учетом технологичности), порекомендуют оптимальное сочетание материала, процесса и покрытия и предоставят подробное коммерческое предложение в течение 48 часов. Свяжитесь с нами. sales@keyfixpro.com или посетите www.keyfixpro.com чтобы начать разговор.
Автор: Команда инженеров Keyfix Опубликовано: 17 мая 2026 г. Последнее обновление: 17 мая 2026 г.