
Einleitung: Warum Formschrauben für die Automobilindustrie spezielle Konstruktionslösungen erfordern

Zierleistenschrauben sind speziell entwickelte Gewindebefestigungen, die dekorative und schützende Zierleisten – im Folgenden als Zierleisten bezeichnet – an Karosserieteilen befestigen. Seitenschutzleisten, Radlaufverbreiterungen, Schwellerverkleidungen, Windschutzscheibenblenden und Dachrinnenabdeckungen benötigen diese Spezialschrauben für eine zuverlässige und dauerhafte Befestigung.
Im Gegensatz zu Standard-Gewindeschneidschrauben müssen Formschrauben für die Automobilindustrie gleichzeitig unter kontinuierlichen Fahrbahnvibrationen zuverlässig klemmen, korrosiven Einflüssen wie Streusalz und Autowaschmitteln standhalten und sich optisch in angrenzende lackierte oder verchromte Oberflächen einfügen. Dieser ingenieurtechnische Leitfaden fasst Maßangaben, Materialvergleiche, Beschichtungsvergleiche und Strategien zur Fehlervermeidung für Beschaffungsingenieure und Tier-1-Konstrukteure zusammen, die Formschrauben für die Automobilindustrie in Erstausrüsterqualität spezifizieren.
Auswahl der Kopfgeometrie und des Antriebssystems
Das Kopfprofil einer Spritzgießschraube bestimmt die Kraftverteilung auf der Spritzgießoberfläche. Die Wahl der Antriebsaufnahme beeinflusst zudem die Effizienz der Montagelinie – ein Herausrutschen der Schraube während der motorisierten Montage erhöht die Nacharbeitsquote und die Lohnkosten pro Fahrzeug.
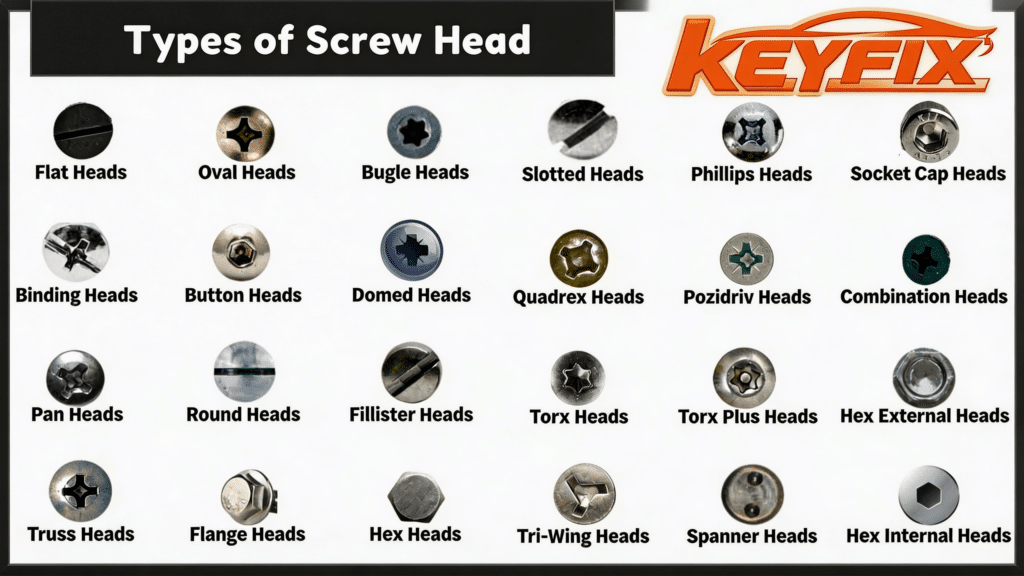
| Kopfkonfiguration | Laufwerkstyp | Waschmaschinendetails | Primäre Formanwendung |
|---|---|---|---|
| Phillips Oval | #2 Kreuzschlitz | Lose Senkscheibe | Seitenschutzleiste, Schwellerverkleidung |
| Flachkopf-Unterlegscheibe | Phillips #2 | Integrierte Flachlagerscheibe | Kotflügelkantenleiste, Türzierleiste |
| Sechskantflansch mit Vertiefung | 8 mm / 10 mm Innensechskant | Eingebauter Sechskantflansch | Radlaufverbreiterung, Unterbodenschutz |
| Torx-Pfanne | T-20 oder T-25 Sternaussparung | Feststehende SEMS-Unterlegscheibe | Dachrelingabdeckung, B-Säulenverkleidung |
| Truss Head | Phillips- oder Schlitzschraubendreher | Extra breiter Kopf, keine Unterlegscheibe erforderlich | Kennzeicheneinfassung, Kofferraumdeckelzierleiste |
| Flaches Profil | Torx T-15 | bündig versenkt | Windschutzscheiben-Einfassungsleiste, A-Säulenverkleidung |
Europäische und koreanische Fahrzeugplattformen setzen zunehmend auf Torx-Schrauben für Formteile, da die sechsfach verzahnte Geometrie des Gewindes ein Herausdrehen beim automatisierten, drehmomentgesteuerten Eindrehen nahezu vollständig verhindert. Daten aus Montagewerken zeigen, dass der Wechsel von Phillips zu Torx die Nachbearbeitung von Schraubendreherbits um etwa 15–20 Prozent pro Schicht reduziert, was zu messbaren Durchsatzsteigerungen in Produktionslinien mit hohem Durchsatz führt.
Gewindearchitektur zur Formteilbefestigung
Bei Formschrauben für die Automobilindustrie werden überwiegend selbstschneidende Gewindeformen verwendet, die ihr eigenes Gegengewinde in vorgestanzte Bleche oder spritzgegossene Kunststoffaufnahmen schneiden oder formen. Das Gewindeprofil beeinflusst direkt die Auszugsfestigkeit, das Anzugsmoment und das Risiko von Substratrissen.
| Thread-Parameter | SAE-Typischer Bereich | Typischer metrischer Bereich | Technische Bedeutung |
|---|---|---|---|
| Hauptdurchmesser | #6 (3,50 mm) bis #14 (6,30 mm) | M3.5 bis M6.3 | Bestimmt den Scherquerschnitt an der Gewindewurzel |
| Tonhöhe | 18 TPI bis 32 TPI | 1,06 mm bis 1,81 mm | Eine feinere Teilung erhöht die Drehmomentreserve bei dünnen Paneelen |
| Punkttyp | Typ A (Gimlet) / Typ B (Stumpf) | Gemäß DIN 7981 | Typ B eignet sich für dickere Stahluntergründe. |
| Enge Länge | 12,7 mm bis 38,1 mm | 15 mm bis 35 mm | Muss die kombinierte Dicke von Formteil und Platte überschreiten |
| Hi-Lo-Gewindeverhältnis | 0,65 bis 0,75 | 0,65 bis 0,75 | Wechselnde Erhebungen reduzieren die Radialspannung in Polymervorsprüngen |
Die Geometrie von Hi-Lo-Gewinden gewinnt zunehmend an Bedeutung, da Automobilhersteller gestanzte Stahl-Formteile durch spritzgegossene PA66-GF30-Halterungen ersetzen. Auszugstests zeigen, dass Hi-Lo-Schrauben für die Automobilindustrie in glasfaserverstärktem Polyamid eine um 25–30 Prozent höhere Haltekraft erzielen als herkömmliche Gewinde mit einfacher Gewindesteigung. Dies liegt daran, dass der niedrigere Gewindescheitel die radiale Verschiebung reduziert und die Ausbreitung von Mikrorissen unter zyklischer thermischer Belastung minimiert.
Vergleich der Materialzusammensetzung
Die Wahl der Basislegierung bestimmt Zugfestigkeit, Dauerfestigkeit und Beschichtungsverträglichkeit. Bei der Materialwahl muss ein Gleichgewicht zwischen Kosten und Korrosionsbelastungsprofil des Zielmarktes für das Fahrzeug gefunden werden.

| Legierungsbezeichnung | Streckgrenze (MPa) | Korrosionsverhalten | Kostenindex | Optimale Anwendung |
|---|---|---|---|---|
| SWRCH 18A (Niedriges C) | 320 – 400 | Erfordert Schutzbeschichtung | 1,0× | Wirtschaftssektor, Exporte aus Ländern mit gemäßigtem Klima |
| SWRCH 22A (Medium C) | 400 – 500 | Erfordert Schutzbeschichtung | 1,1× | Standardmäßige OEM-Außenformteilbefestigung |
| 10B21 Borstahl | 550 – 750 | Muss beschichtet werden; empfindlich gegenüber H₂-Versprödung | 1,15× | Hochleistungs-Radlaufverbreiterungen, LKW-Kotflügelverlängerungen |
| SUS 410 Martensitischer Edelstahl | 420 – 520 | Mäßiger Eigenwiderstand | 2,0× | Fahrzeuge für Küstenmärkte, sichtbare Außenzierleisten |
| Austenitischer Edelstahl SUS 304 | 480 – 600 | Ausgezeichnete Eigenbeständigkeit | 2,5× | Flotten im Premiumsegment und angrenzenden Schifffahrtsbereichen |
| A6061-T6 Aluminium | 240 – 290 | Hervorragend bei anodischer Behandlung | 1,8× | EV-Leichtbauprogramme |
Borstahlsorten (10B21) bieten das beste Verhältnis von Festigkeit zu Kosten für die Befestigung von Strukturformteilen, erfordern jedoch ein Nachglühen bei 190–210 °C innerhalb von vier Stunden, um einen durch Wasserstoff verursachten verzögerten Bruch zu verhindern.
Leistungsbenchmarks für Oberflächenbehandlungen

Die Beschichtung von Formschrauben im Automobilbereich erfüllt eine Doppelfunktion: Korrosionsschutz und ästhetische Integration. Außenliegende Befestigungselemente müssen neben Anforderungen an die Farbanpassung und den Glanzerhalt auch Salzsprühbeständigkeit aufweisen, die typischerweise zwischen 480 Stunden (gemäßigte Klimazonen) und über 1000 Stunden (OEM-Programme in nördlichen Klimazonen) liegen.
| Beschichtungsprozess | Schichtdicke (μm) | Ausdauer im neutralen Salzsprühnebel (Std.) | Verfügbare Oberflächenfarben | ELV-/RoHS-Status |
|---|---|---|---|---|
| Dreiwertige Zink-Elektroplattierung | 8 – 12 | 200 – 400 | Silber, gelb irisierend, schwarz passiviert | Konform |
| Zink-Nickel-Legierung (12–15 % Ni) | 8 – 15 | 720 – 1.000+ | Silbermetallic, Schwarz | Konform |
| DACROMET / Geomet | 6 – 10 | 500 – 1.000 | Silbergrau matt | Konform |
| Kathodische E-Beschichtung (Epoxid) | 15 – 30 | 500 – 750 | Schwarz (lackierbare Grundierung) | Konform |
| Schwarzoxid + Wachsversiegelung | 1 – 3 | 48 – 96 | Satinschwarz | Konform |
| Dekoratives Chrom (dreiwertiges Cr³⁺) | 10 – 25 | 300 – 600 | Spiegelverchromt | Konform |
Die Zink-Nickel-Legierung gilt derzeit als Goldstandard für Schrauben an äußeren Zierleisten von Kraftfahrzeugen gemäß den OEM-Spezifikationen für nördliche Klimazonen. KeyFixPro betreibt spezielle Zink-Nickel- und DACROMET-Beschichtungsanlagen, die Chargen routinemäßig mit über 1.000 Stunden Salzsprühnebeltest gemäß ASTM B117 prüfen.
Fahrzeug-Zonen-Anwendungskartierung
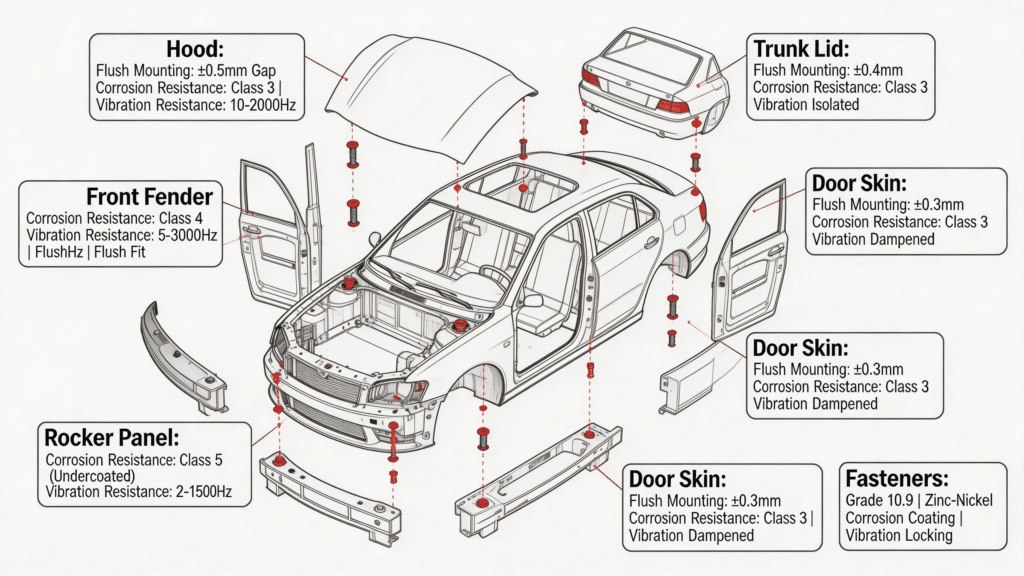
Unterschiedliche Montageorte stellen völlig unterschiedliche Anforderungen an die Belastung, die chemische Zusammensetzung und die Optik der Formbefestigungen.
| Fahrzeugzone | Formteil | Dominanter Stressor | Empfohlene Schraubenkonfiguration |
|---|---|---|---|
| Dachlinie | Regenrinnenabdeckung, Dachgepäckträger-Basisverkleidung | Aerodynamischer Auftrieb, UV-Alterung | Torx-Linsenkopf, Edelstahl 304, Zink-Nickel-Beschichtung |
| Karosserieseite | Schutzleiste, Chrom-Zierband | Steinschlag, Abrieb durch Autowaschbürsten | Ovaler Unterlegscheibenkopf, DACROMET-beschichteter Kohlenstoffstahl |
| Radöffnung | Kotflügelverbreiterung, Spritzschutz | Spritzwasser, Kiesaufprall, Salzablagerungen | Sechskantflansch, Borstahl 10B21, Zn-Ni 15 μm |
| Windschutzscheibenumfang | Zierleiste, Abdeckung | Wassereintritt, Frost-Tau-Wechsel | Flacher Unterlegscheibenkopf mit EPDM-Dichtungsscheibe |
| Schweller/Wippe | Seitenschweller, Einstiegsleistenabdeckung | Bordsteinkante getroffen, Enteisungsmittel verspritzt | Fachwerkkopf, E-Beschichtung + Sekundärversiegelung |
| Heckdeck | Zierleiste für Rückleuchten, Spoilerbasisverkleidung | Vibrationen durch Kofferraumschlag, thermische Zyklen | Torx-Ovalscheibe, Federstahl-Sicherungsscheibe (SEMS) |
Diese zonenbasierte Kartierung unterstreicht ein entscheidendes Prinzip: Keine einzelne Spezifikation für Formschrauben im Automobilbereich kann alle Befestigungspunkte an einem modernen Fahrzeug abdecken. Eine für UV- und Auftriebsbeständigkeit optimierte Dachrelingbefestigung wäre für eine Schwellerverkleidung, bei der Beständigkeit gegen chemische Einflüsse Priorität hat, überdimensioniert.
Maßgenauigkeit: Branchennormen versus KeyFixPro-Leistung
Die Einhaltung von Toleranzen unterscheidet OEM-validierte Formschrauben für die Automobilindustrie von Standardalternativen. Engere Maßtoleranzen reduzieren das Verkanten des Gewindes bei der automatisierten Montage und verringern die Streuung des Anzugsmoments.

| Kritische Dimension | ISO 4759-1 Standardtoleranz | KeyFixPro erreichte Toleranz |
|---|---|---|
| Außengewindedurchmesser | ±0,05 mm | ±0,02 mm |
| Gesamtlänge der Schraube (unterhalb des Kopfes) | ±0,30 mm | ±0,10 mm |
| Kopfhöhe | ±0,10 mm | ±0,05 mm |
| Rundlaufgenauigkeit der integrierten Unterlegscheibe (TIR) | 0,15 mm | 0,05 mm |
| Laufwerksaussparungstiefe | ±0,08 mm | ±0,03 mm |
| Oberflächenrauheit (Ra) | ≤ 3,2 μm | ≤ 1,6 μm |
Diese Präzisionsvorteile resultieren aus der vertikal integrierten Prozesskette von KeyFixPro: Mehrstationige Kaltverformungsanlagen gewährleisten einen kontinuierlichen Materialfluss, Planetengewindewalzen erzeugen Oberflächenrauheiten unter Ra 0,8 μm und STS C-Serie 5-Achs-CNC-Bearbeitungszentren erreichen eine Positionsgenauigkeit von ±0,005 mm. Jede Charge wird einer Koordinatenmessmaschine (KMM) mit einer Auflösung von ±0,001 mm sowie einer optischen Sortierung (100 %) unterzogen – zertifiziert nach IATF 16949 mit dokumentierter Fehlerquote von 0 ppm.
Häufige Fehlerarten und Korrekturmaßnahmen
Das Verständnis der Ausfallursachen von Formschrauben in der Automobilindustrie ermöglicht proaktive Spezifikationsverbesserungen. Die fünf unten aufgeführten Ursachen stellen die häufigsten Gründe aus den Garantie-Rückgabedaten der Originalhersteller dar.
| Beobachteter Fehler | Typische Ursache | Empfohlene Korrekturmaßnahme |
|---|---|---|
| Weiße Rostablagerungen auf dem freiliegenden Kopf | Zinkbeschichtung unterhalb der minimalen effektiven Dicke (< 5 μm) | Zn-Ni-Legierungsbeschichtung ≥ 10 μm mit versiegelter Deckschicht spezifizieren |
| Schraubenkopf zieht sich durch die Formteile | Die Auflagefläche der Unterlegscheibe ist im Verhältnis zur Steifigkeit des Formteils zu klein. | Vergrößern Sie den Außendurchmesser der Unterlegscheibe oder fügen Sie eine Metall-Gegenplatte hinter der Leiste hinzu. |
| Gewindestreifen in Kunststoff-Halterungsansatz | Einadriges Kabel mit grober Teilung aus Nylon oder PA66-GF30 | Übergang zur Hi-Lo-Geometrie für Polymersubstrate |
| Progressive Lockerung unter Straßenvibrationen | Glatter Schaft zu kurz, unzureichende Klemmkraftwartung | Fügen Sie einen mit Gewindesicherung versehenen, mikroverkapselten Patch oder einen gezahnten Flansch hinzu. |
| Galvanische Korrosion an einer Verbindung zwischen ungleichen Metallen | Stahlschraube, die direkt mit der Aluminium-Gehäuseplatte in Kontakt steht | Nichtleitende Trennscheibe einsetzen oder auf Aluminiumbefestigung umsteigen |
Jede Korrekturmaßnahme kann innerhalb eines einzigen PPAP-Revisionszyklus umgesetzt werden. Das Entwicklungsteam von KeyFixPro führt routinemäßig FMEAs während der Vorproduktionsvalidierung durch und identifiziert so Risiken, bevor diese die Montagelinien erreichen.
Fertigungsablauf bei KeyFixPro
KeyFixPro wandelt Rohdraht in fertige Formschrauben für die Automobilindustrie um – durch eine vollständig integrierte Produktionssequenz mit Rückverfolgbarkeit vom Material bis zum Versand.
Kaltumformung Das eingehende Coil-Material wird vor dem Eintritt in die mehrstufigen, progressiven Kaltumformanlagen mittels optischer Emissionsspektrometrie (AMETEK) geprüft. Das Schmieden bei Umgebungstemperatur erhält den ununterbrochenen Faserverlauf und steigert die Scherfestigkeit um 40–60 % gegenüber vergleichbaren bearbeiteten Materialien bei gleichzeitiger Materialausnutzung von 98 %.
Gewinderollen — Flach- und Planetenwalzenschneidanlagen erzeugen Gewindeprofile mit Oberflächenrauheiten am Gewindegrund unter Ra 0,8 μm. Kaltverformte Gewindegrundflächen weisen eine etwa zehnmal höhere Dauerfestigkeit auf als geschnittene Gewinde – ein entscheidender Faktor für Formschrauben, die Millionen von Vibrationszyklen ausgesetzt sind.
CNC-Sekundärbearbeitung — Torx-Vertiefungen, Rändelzonen und Nuten für unverlierbare Unterlegscheiben werden auf 5-Achs-CNC-Bearbeitungszentren gefertigt, wobei eine Positionsgenauigkeit von ±0,005 mm eingehalten wird.
Beschichtung — Eigene Zink-Nickel-, DACROMET- und KTL-Beschichtungsanlagen mit kontinuierlicher Badchemieüberwachung. Jede Chargenfreigabe erfolgt vorab mittels Salzsprühnebeltest.
Inspektion — Koordinatenmessmaschine (KMM) mit einer Genauigkeit von ±0,001 mm, 3D-Scanning und optische Sortierung (100 %) gemäß IATF 16949. Die fertigen Schrauben werden in feuchtigkeitsdichten Verpackungen mit vollständiger digitaler Rückverfolgbarkeit versendet.
Checkliste für Spezifikationen bei Sonderanfertigungen
Ein vollständiges Datenpaket im Angebotsverfahren beschleunigt die technische Prüfung. Nachfolgend sind die wichtigsten Elemente aufgeführt, die die Anwendungstechniker von KeyFixPro für den Start eines kundenspezifischen Programms für Formschrauben im Automobilbereich benötigen.
| Spezifikationsartikel | Benötigte Informationen | Zweck |
|---|---|---|
| Fahrzeugplattformidentität | OEM, Modellbezeichnung, Produktionsjahr | Ermittelt die anwendbaren Prüfnormen (z. B. GMW, VW TL, Toyota TSH) |
| Formgrund | PVC, ABS, TPO, PA66-GF30, Edelstahl, Aluminium | Auswahl der Gewindeform und Berechnung der Klemmkraft |
| Plattenmaterial und -stärke | Baustahl 0,7 mm, Aluminium 6016-T4 1,0 mm, CFK usw. | Legt Spitzenform, Pilotlochdurchmesser und Abstreifdrehmoment fest |
| Korrosionsziel | Salzsprühstunden gemäß OEM-Materialspezifikation | Gibt die Beschichtungstechnologie und die Mindestdicke vor |
| Ästhetisches Finish | Chromspiegel, seidenmatt schwarz, RAL-Farbcode | Definiert Oberflächenbehandlungsverfahren und visuelle Akzeptanzkriterien |
| Jährliche Volumenprognose | Stückzahl pro Jahr, Abrufplan | Optimiert Werkzeuginvestitionen, Kaltumformstationsbelegung und Lieferzeiten |
| Verpackungsanforderungen | Schüttgut, Schalen, Blisterverpackungen, Gurtverpackungen für die automatisierte Zuführung | Gewährleistet Kompatibilität mit den Zuführsystemen der Montagelinie des Kunden. |
Das Team von KeyFixPro, bestehend aus über 20 erfahrenen Ingenieuren für Verbindungselemente, arbeitet mit den Forschungs- und Entwicklungsabteilungen der Kunden im Rahmen der vollständigen PPAP-Dokumentation zusammen – Maßzeichnungen, Materialzertifikate, Prozessfähigkeitsstudien (Cpk ≥ 1,67) – und gewährleistet so einen reibungslosen Übergang jedes kundenspezifischen Programms von der Prototypenfreigabe zur Serienproduktion.
Häufig gestellte Fragen zu Zierleistenschrauben im Automobilbereich
Was unterscheidet Formschrauben für die Automobilindustrie von gewöhnlichen Gewindeschrauben?
Formschrauben für die Automobilindustrie verfügen über integrierte Lagerscheiben, farblich abgestimmte Beschichtungen und präzise kalibrierte Kopfprofile, die flexible oder starre Zierteile ohne Oberflächenverformung fixieren. Herkömmliche Gewindeschrauben weisen diese Merkmale nicht auf und verursachen häufig Dellen oder optische Beeinträchtigungen an sichtbaren Formteilen.
Welche Beschichtung bietet die längste Lebensdauer im praktischen Einsatz bei Befestigungselementen für Außenformteile?
Zink-Nickel-Legierungsbeschichtungen (12–15 % Ni), versiegelt mit dreiwertigem Chromat, erreichen gemäß ASTM B117 konstant über 1.000 Stunden Salzsprühbeständigkeit. Für Radkästen und Unterboden bieten DACROMET/Geomet-Beschichtungen eine vergleichbare Beständigkeit mit zusätzlicher Resistenz gegenüber alkalischen Reinigungsmitteln.
Kann KeyFixPro sowohl imperiale als auch metrische Gewindeformen erzeugen?
Ja. KeyFixPro hält Werkzeugsätze für SAE- (#6 bis #14) und metrische (M3.5 bis M6.3) Gewindeserien bereit und ermöglicht so die Produktion nach zwei Standards in einer einzigen Anlage – ein Vorteil, der von globalen Plattformen geschätzt wird, die die Einhaltung regionaler Gewindeformvorschriften erfordern.
Wie verhindert KeyFixPro die Wasserstoffversprödung bei hochfesten Formschrauben?
Alle Verbindungselemente aus Borstahl und mittelgekohltem Stahl oberhalb der Festigkeitsklasse 10.9 werden obligatorisch innerhalb von vier Stunden nach der Galvanisierung bei 190–210 °C ausgeheizt, um den gelösten atomaren Wasserstoff aus dem Stahlgitter zu entfernen und das Risiko von Spätbrüchen zu eliminieren.