
Introducción: ¿Por qué los tornillos para moldeo de automóviles requieren ingeniería especializada?

Los tornillos para molduras de automóviles son sujetadores roscados diseñados específicamente para fijar las molduras decorativas y protectoras (conocidas colectivamente como molduras) a los paneles de la carrocería. Las molduras de protección lateral, los guardabarros, los embellecedores de los faldones laterales, los embellecedores del parabrisas y las cubiertas de los vierteaguas del techo dependen de estos tornillos especializados para una fijación fiable y duradera.
A diferencia de los tornillos autorroscantes comunes, los tornillos para moldeo automotriz deben proporcionar una sujeción fiable incluso bajo vibraciones constantes en carretera, resistir agentes corrosivos como la sal de carretera y los productos químicos de lavado de coches, e integrarse visualmente con las superficies pintadas o cromadas adyacentes. Esta guía, centrada en la ingeniería, recopila datos dimensionales, referencias de materiales, comparaciones de recubrimientos y estrategias de prevención de fallos para ingenieros de compras y diseñadores de primer nivel que especifican tornillos para moldeo automotriz con estándares de calidad OEM.
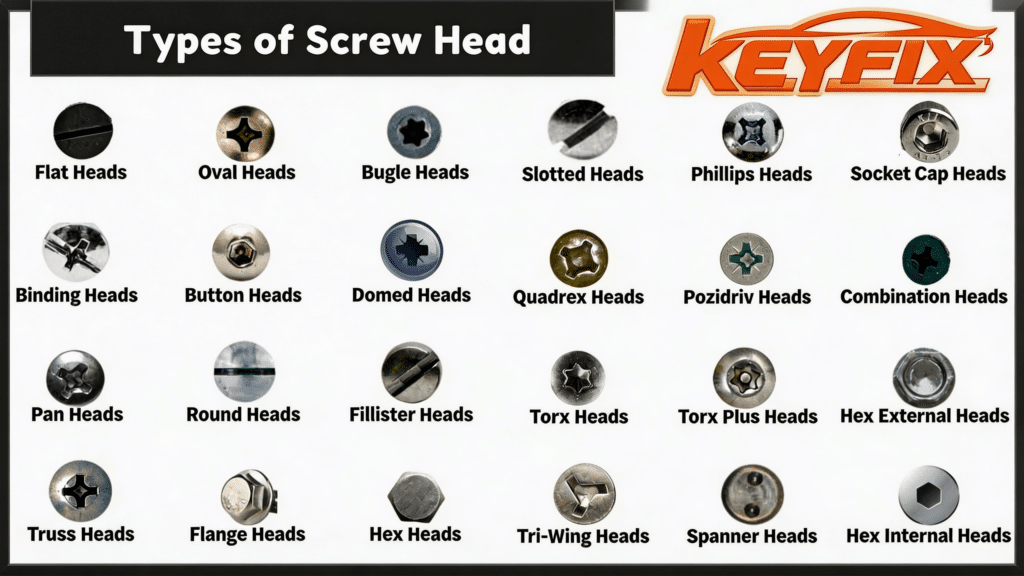
Selección de la geometría del cabezal y del sistema de transmisión
El perfil de la cabeza de un tornillo para moldeo automotriz determina cómo se distribuye la fuerza sobre la superficie moldeada. La elección del hueco de accionamiento también afecta la eficiencia de la línea de montaje: los fallos de alineación durante la instalación motorizada aumentan directamente las tasas de retrabajo y el costo de mano de obra por vehículo.
| Configuración de la cabeza | Tipo de unidad | Detalle de la lavadora | Aplicación de moldeo primario |
|---|---|---|---|
| Óvalo Phillips | #2 Rebaje transversal | Arandela avellanada suelta | Tira protectora lateral de la carrocería, embellecedor del panel lateral |
| Cabezal de arandela de parte superior plana | Phillips #2 | Arandela plana integrada | Moldura del borde del guardabarros, tira decorativa de la puerta |
| Brida hexagonal hendida | Casquillo hexagonal de 8 mm / 10 mm | Brida hexagonal integrada | Guardabarros ensanchado, protector contra salpicaduras de los bajos del vehículo |
| Sartén Torx | Rebaje de estrella T-20 o T-25 | Lavadora SEMS cautiva | Cubierta del riel del techo, moldura del pilar B |
| Cabeza de armadura | Phillips o ranurado | Cabezal extra ancho, no necesita arandela. | Marco de la matrícula, adorno de la tapa del maletero |
| Plano de perfil bajo | Torx T-15 | Avellanado a ras | Moldura del embellecedor del parabrisas, cubierta del pilar A |
Las plataformas de vehículos europeas y coreanas están adoptando cada vez más los tornillos de moldeo automotriz con accionamiento Torx, ya que la geometría de la ranura de seis lóbulos prácticamente elimina el deslizamiento durante la inserción automatizada con control de torque. Los datos de campo recopilados en las plantas de ensamblaje sugieren que el cambio de Phillips a Torx reduce los incidentes de retrabajo de la punta del destornillador en aproximadamente un 15-20 por ciento por turno, lo que se traduce en ganancias de productividad cuantificables en líneas de alto volumen.
Arquitectura de rosca para la retención de moldes
Los tornillos para moldeo automotriz emplean mayoritariamente roscas autorroscantes que cortan o forman sus propias roscas en piezas de chapa metálica preperforadas o en piezas de plástico moldeadas por inyección. El perfil de la rosca influye directamente en la resistencia a la extracción, el par de apriete y el riesgo de agrietamiento del sustrato.
| Parámetro del hilo | Rango típico SAE | Rango típico métrico | Importancia para la ingeniería |
|---|---|---|---|
| Diámetro mayor | #6 (3,50 mm) a #14 (6,30 mm) | M3.5 a M6.3 | Determina la sección transversal de corte en la raíz de la rosca. |
| Paso | De 18 TPI a 32 TPI | 1,06 mm a 1,81 mm | Un paso más fino aumenta el margen de par de la tira en paneles delgados. |
| Tipo de punto | Tipo A (puño) / Tipo B (punta roma) | Según DIN 7981 | El tipo B es adecuado para sustratos de acero de mayor espesor. |
| Longitud comprometida | de 12,7 mm a 38,1 mm | De 15 mm a 35 mm | Debe superar el espesor combinado de la moldura y el panel. |
| Relación de rosca alta-baja | 0,65 a 0,75 | 0,65 a 0,75 | Las crestas alternas reducen la tensión radial en los salientes de polímero. |
La geometría de rosca de paso alto-bajo se ha vuelto cada vez más importante a medida que los fabricantes de automóviles reemplazan los clips de moldeo de acero estampado con retenedores de PA66-GF30 moldeados por inyección. Las pruebas de extracción demuestran que los tornillos de moldeo automotriz de paso alto-bajo ofrecen una fuerza de retención entre un 25 y un 30 por ciento mayor en poliamida reforzada con fibra de vidrio en comparación con las roscas de roscado convencionales de paso único, debido a que la cresta de rosca inferior reduce el desplazamiento radial y minimiza la propagación de microfisuras bajo carga térmica cíclica.
Comparación de la composición de los materiales
La selección de la aleación base determina la capacidad de tracción, la vida útil a la fatiga y la compatibilidad con el recubrimiento. La elección del material debe equilibrar el costo con el perfil de exposición a la corrosión del mercado objetivo del vehículo.

| Designación de aleación | Límite elástico (MPa) | Comportamiento de corrosión | Índice de costos | Aplicación de ajuste óptimo |
|---|---|---|---|---|
| SWRCH 18A (Do bajo) | 320 – 400 | Requiere revestimiento protector. | 1.0× | Segmento económico, exportaciones de clima moderado |
| SWRCH 22A (Medio C) | 400 – 500 | Requiere revestimiento protector. | 1.1× | Fijación de moldura exterior estándar del fabricante de equipos originales (OEM). |
| Acero al boro 10B21 | 550 – 750 | Debe estar recubierto; sensible a la fragilización por H₂. | 1,15× | Extensiones de guardabarros reforzadas para camiones |
| Acero inoxidable martensítico SUS 410 | 420 – 520 | Resistencia inherente moderada | 2.0× | Vehículos para mercados costeros, molduras exteriores expuestas |
| Acero inoxidable austenítico SUS 304 | 480 – 600 | Excelente resistencia inherente | 2,5× | Flotas del segmento premium, vinculadas al sector marítimo. |
| Aluminio A6061-T6 | 240 – 290 | Excelente con tratamiento anódico | 1.8× | Programas de carrocerías ligeras para vehículos eléctricos |
Los aceros al boro (10B21) ofrecen la mejor relación resistencia-coste para la fijación de moldes estructurales, pero requieren un horneado posterior al recubrimiento a 190-210 °C en un plazo de cuatro horas para evitar la fractura retardada inducida por hidrógeno.
Parámetros de referencia de rendimiento en el tratamiento de superficies

El recubrimiento cumple una doble función en los tornillos de moldeo para automóviles: actúa como barrera contra la corrosión y como elemento estético. Los elementos de fijación montados en el exterior deben cumplir con los estándares de igualación de color y retención de brillo, además de cumplir con los objetivos de resistencia a la corrosión por niebla salina, que suelen oscilar entre 480 horas (mercados de clima templado) y más de 1000 horas (programas de fabricantes de equipos originales para climas del norte).
| Proceso de recubrimiento | Espesor de la capa (μm) | Resistencia a la niebla salina neutra (horas) | Colores de acabado disponibles | Estado ELV/RoHS |
|---|---|---|---|---|
| Electrodeposición de zinc trivalente | 8 – 12 | 200 – 400 | Plata, amarillo iridiscente, negro pasivado | Obediente |
| Aleación de zinc-níquel (12–15 % Ni) | 8 – 15 | 720 – 1000+ | Plata metalizado, negro | Obediente |
| DACROMET / Geomet | 6 – 10 | 500 – 1.000 | Gris plateado mate | Obediente |
| Recubrimiento electroforético catódico (epoxi) | 15 – 30 | 500 – 750 | Negro (imprimación para pintar) | Obediente |
| Óxido negro + sellador de cera | 1 – 3 | 48 – 96 | Negro satinado | Obediente |
| Cromo decorativo (Cr³⁺ trivalente) | 10 – 25 | 300 – 600 | Cromo espejo | Obediente |
El recubrimiento de aleación de zinc-níquel representa el estándar de oro actual para tornillos de molduras exteriores de automóviles según las especificaciones de los fabricantes de equipos originales (OEM) para climas fríos. KeyFixPro opera líneas dedicadas de zinc-níquel y DACROMET que validan rutinariamente los lotes con más de 1000 horas de prueba de niebla salina neutra según la norma ASTM B117.
Mapeo de la aplicación de zonas vehiculares
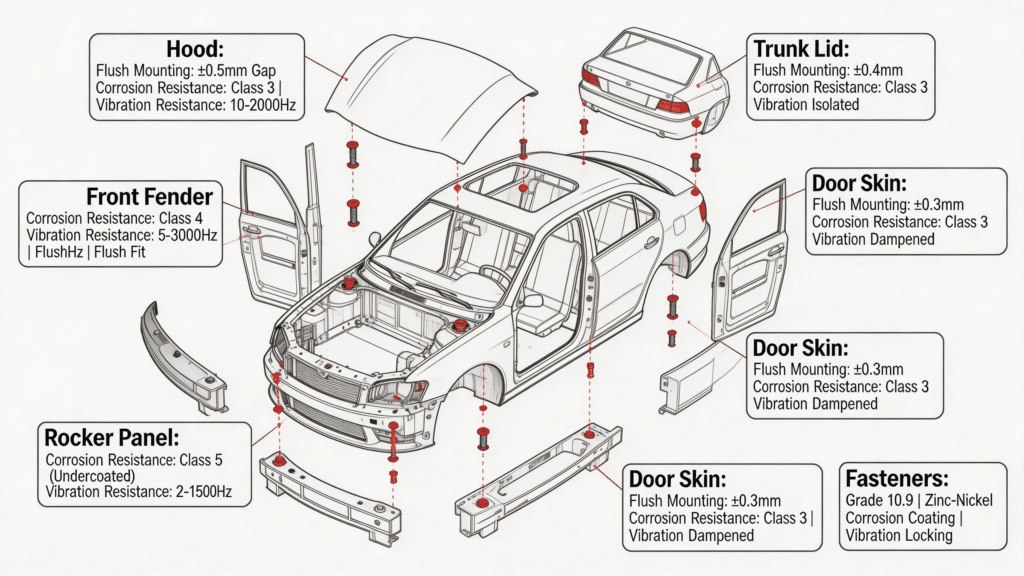
Los distintos puntos de montaje imponen exigencias de carga, químicas y visuales muy diferentes a los elementos de fijación de las molduras.
| Zona de vehículos | Componente de moldeo | Factor estresante dominante | Configuración de tornillos recomendada |
|---|---|---|---|
| Línea del techo | Cubierta del canal de goteo, embellecedor de la base del portaequipajes del techo | Elevación aerodinámica, envejecimiento por rayos UV | Tornillo Torx de cabeza plana, acero inoxidable SUS 304, recubrimiento de zinc-níquel. |
| Lado del cuerpo | Tira protectora, banda decorativa cromada | Impacto de piedras, abrasión del cepillo del lavado de autos | Cabezal de arandela ovalado, acero al carbono con revestimiento DACROMET |
| Apertura de la rueda | Guardabarros ensanchado, revestimiento protector contra salpicaduras | Salpicaduras de la carretera, bombardeo de grava, acumulación de sal | Brida hexagonal, acero al boro 10B21, Zn-Ni 15 μm |
| Perímetro del parabrisas | Moldura de revestimiento, cubierta del capó | Intrusión de agua, ciclo de congelación y descongelación | Cabezal de arandela plana con arandela de sellado de EPDM |
| Balancín / Umbral | Faldón lateral, cubierta de la placa del umbral | Golpe contra el bordillo, salpicadura de producto químico descongelante | Cabezal de la cercha, recubrimiento electroforético + sellador secundario |
| Cubierta trasera | Embellecedor de la luz trasera, moldura de la base del alerón | Vibración por impacto del maletero, ciclo térmico | Arandela SEMS ovalada de acero para muelles Torx |
Este mapeo por zonas subraya un principio fundamental: ninguna especificación de tornillo para molduras de automóviles puede servir para todos los puntos de fijación de un vehículo moderno. Un sujetador para rieles de techo optimizado para la resistencia a los rayos UV y a la elevación sería excesivo para un panel lateral inferior, donde la tolerancia a la inmersión química es prioritaria.
Precisión dimensional: Normas de la industria frente a la capacidad de KeyFixPro
El control de tolerancias distingue los tornillos para moldeo automotriz validados por el fabricante de equipos originales (OEM) de las alternativas genéricas. Las tolerancias dimensionales más ajustadas reducen el roscado cruzado durante el ensamblaje automatizado y minimizan la dispersión del par de apriete.

| Dimensión crítica | Tolerancia estándar ISO 4759-1 | KeyFixPro alcanzó la tolerancia |
|---|---|---|
| Diámetro mayor de la rosca | ±0,05 mm | ±0,02 mm |
| Longitud total del tornillo (debajo de la cabeza) | ±0,30 mm | ±0,10 mm |
| Altura de la cabeza | ±0,10 mm | ±0,05 mm |
| Concentricidad del diámetro exterior de la arandela integrada (TIR) | 0,15 mm | 0,05 mm |
| Profundidad del hueco de accionamiento | ±0,08 mm | ±0,03 mm |
| Rugosidad superficial (Ra) | ≤ 3,2 μm | ≤ 1,6 μm |
Estas ventajas de precisión se derivan de la cadena de procesos integrada verticalmente de KeyFixPro: cabezales de corte en frío de múltiples estaciones que mantienen un flujo continuo de grano, rodillos de rosca planetarios que producen acabados sub-Ra 0,8 μm y centros CNC de 5 ejes de la serie C de STS con una precisión de posicionamiento de ±0,005 mm. Cada lote se somete a una verificación con CMM con una resolución de ±0,001 mm, además de una clasificación óptica % de 100 muestras, certificada según las normas IATF 16949 con un historial documentado de 0 PPM de defectos de campo.
Modos de fallo comunes e ingeniería correctiva
Comprender cómo fallan los tornillos de moldeo para automóviles durante su uso permite mejorar proactivamente las especificaciones. Los cinco modos que se describen a continuación representan las causas raíz más frecuentes, según los datos de devoluciones en garantía de los fabricantes de equipos originales (OEM).
| Fallo observado | Causa raíz típica | Medida correctiva recomendada |
|---|---|---|
| Depósito de óxido blanco en la cabeza expuesta | Recubrimiento de zinc por debajo del espesor efectivo mínimo (< 5 μm) | Especificar recubrimiento de aleación de Zn-Ni ≥ 10 μm con capa superior sellada. |
| La cabeza del tornillo se sale de la moldura. | La superficie de apoyo de la arandela es demasiado pequeña en relación con la rigidez del molde. | Aumentar el diámetro exterior de la arandela o añadir una placa de refuerzo metálica detrás de la moldura. |
| Tiras roscadas en el soporte de retención de plástico | Cable monofilar de paso grueso en nylon o PA66-GF30 | Transición a geometría de rosca de alta y baja altura para sustratos de polímero |
| Aflojamiento progresivo debido a la vibración de la carretera | Vástago liso demasiado corto, mantenimiento insuficiente de la carga de sujeción | Añada un parche microencapsulado de fijación de roscas o una brida dentada. |
| Corrosión galvánica en la unión de metales diferentes | Tornillo de acero en contacto directo con el panel de carrocería de aluminio | Inserte una arandela de barrera no conductora o cambie a un sujetador de aluminio. |
Cada acción correctiva puede implementarse dentro de un único ciclo de revisión PPAP. El equipo de ingeniería de KeyFixPro realiza habitualmente análisis FMEA durante la validación previa a la producción, identificando los riesgos antes de que lleguen a las líneas de montaje.
Flujo de trabajo de fabricación en KeyFixPro
KeyFixPro transforma la varilla de alambre en bruto en tornillos de moldeo para automóviles terminados mediante una secuencia de producción totalmente integrada con trazabilidad desde el material hasta el envío.
Forja en frío — La materia prima en bobinas se verifica mediante espectrometría de emisión óptica AMETEK antes de ingresar a los cabezales de conformado en frío progresivos de múltiples estaciones. El forjado a temperatura ambiente preserva el flujo de grano ininterrumpido, lo que aumenta la resistencia al corte entre 40 y 60 % con respecto a los equivalentes mecanizados, al tiempo que se logra una utilización del material del 98 %.
Laminado de roscas — Los rodillos planos y planetarios generan perfiles de rosca con acabados superficiales en la raíz inferiores a Ra 0,8 μm. Las raíces trabajadas en frío presentan una resistencia a la fatiga aproximadamente diez veces mayor que las roscas cortadas, lo cual es decisivo para los tornillos de moldeo sometidos a millones de ciclos de vibración.
Mecanizado secundario CNC — Los huecos Torx, las zonas moleteadas y las ranuras para arandelas cautivas se mecanizan en centros CNC de 5 ejes, manteniendo una precisión de posicionamiento de ±0,005 mm.
Revestimiento — Líneas propias de zinc-níquel, DACROMET y recubrimiento electroforético con monitorización continua de la química del baño. La validación mediante prueba de niebla salina precede a la liberación de cada lote.
Inspección — Medición por coordenadas (CMM) con precisión de ±0,001 mm, escaneo 3D y clasificación óptica % al 100% según los protocolos IATF 16949. Los tornillos terminados se envían en embalajes con barrera contra la humedad y con trazabilidad digital completa.
Lista de verificación de especificaciones para pedidos personalizados
Un paquete de datos completo en la etapa de cotización acelera la revisión de ingeniería. A continuación, se detallan los elementos clave que los ingenieros de aplicaciones de KeyFixPro necesitan para lanzar un programa personalizado de tornillos para moldeo automotriz.
| Elemento de especificación | Información necesaria | Objetivo |
|---|---|---|
| Identidad de la plataforma del vehículo | Fabricante de equipos originales (OEM), designación del modelo, año de producción | Determina las normas de prueba aplicables (por ejemplo, GMW, VW TL, Toyota TSH). |
| Sustrato de moldeo | PVC, ABS, TPO, PA66-GF30, acero inoxidable, aluminio | Guías para la selección de la forma de la rosca y el cálculo de la carga de apriete. |
| Material y calibre del panel | Acero dulce de 0,7 mm, aluminio 6016-T4 de 1,0 mm, CFRP, etc. | Establece el estilo de punta, el diámetro del orificio piloto y el par de apriete objetivo. |
| Objetivo de corrosión | horas de prueba de niebla salina según la especificación del material del fabricante | Dictan la tecnología de recubrimiento y el espesor mínimo. |
| Acabado estético | Espejo cromado, negro satinado, código RAL del color de la carrocería | Define el proceso de tratamiento de la superficie y los criterios de aceptación visual. |
| Proyección de volumen anual | Piezas por año, calendario de pedidos | Optimiza la inversión en herramientas, la asignación de estaciones de cabezales en frío y el tiempo de entrega. |
| Requisitos de embalaje | A granel, en bandeja, blíster, en cinta y carrete para alimentación automatizada. | Garantiza la compatibilidad con los sistemas de alimentación de la línea de montaje del cliente. |
El equipo de KeyFixPro, compuesto por más de 20 ingenieros sénior especializados en fijaciones, colabora con los grupos de I+D de los clientes mediante la documentación PPAP completa (diseños dimensionales, certificados de materiales, estudios de capacidad de proceso [Cpk ≥ 1,67]), lo que garantiza que cada programa personalizado pase sin problemas de la aprobación del prototipo a la producción en volumen.
Preguntas frecuentes sobre tornillos para molduras de automóviles
¿Qué diferencia a los tornillos para molduras de automóviles de los tornillos autorroscantes comunes?
Los tornillos para molduras de automoción incorporan arandelas de apoyo integradas, recubrimientos del mismo color y perfiles de cabeza calibrados con precisión, diseñados para sujetar molduras flexibles o rígidas sin deformar la superficie. Los tornillos autorroscantes comunes carecen de estas características y suelen provocar abolladuras o deterioro estético en las superficies visibles de las molduras.
¿Qué recubrimiento ofrece la mayor vida útil en campo para los elementos de fijación de molduras exteriores?
El recubrimiento de aleación de zinc-níquel (12–15 % Ni) sellado con cromato trivalente supera sistemáticamente las 1000 horas de prueba de niebla salina según la norma ASTM B117. Para los pasos de rueda y los bajos del vehículo, los recubrimientos DACROMET/Geomet ofrecen una durabilidad comparable con mayor resistencia a los agentes de limpieza alcalinos.
¿Puede KeyFixPro generar roscas tanto en sistema imperial como métrico?
Sí. KeyFixPro dispone de juegos de herramientas para las series de roscas SAE (de #6 a #14) y métricas (de M3.5 a M6.3), lo que permite la producción con doble estándar en una misma instalación, algo muy valorado por las plataformas globales que requieren el cumplimiento de las normas regionales de forma de rosca.
¿Cómo previene KeyFixPro la fragilización por hidrógeno en tornillos de moldeo de alta resistencia?
Todos los elementos de fijación de acero al boro y de carbono medio de clase superior a 10.9 se someten a un horneado posterior al recubrimiento obligatorio a 190–210 °C dentro de las cuatro horas posteriores al electrodepósito, lo que elimina el hidrógeno atómico disuelto de la red cristalina del acero y elimina el riesgo de fractura retardada.