
Введение: Почему для изготовления автомобильных формовочных винтов требуются специализированные инженерные решения?

Автомобильные крепежные винты — это специально разработанные резьбовые крепежные элементы, которые фиксируют декоративные и защитные накладки (в совокупности называемые молдингами) на кузовных панелях автомобиля. Защитные накладки на боковины кузова, расширители колесных арок, накладки на пороги, декоративные накладки на лобовое стекло и накладки на водоотводные желоба крыши — все это надежно и долговечно крепится с помощью этих специализированных винтов.
В отличие от обычных саморезов, автомобильные формовочные винты должны одновременно обеспечивать надежное зажимание при постоянной вибрации в дорожном покрытии, выдерживать воздействие коррозионных веществ, от дорожной соли до химикатов для автомоек, и визуально сливаться с прилегающими окрашенными или хромированными поверхностями. Это ориентированное на инженеров руководство объединяет данные о размерах, эталонные характеристики материалов, сравнение покрытий и стратегии предотвращения отказов для инженеров по закупкам и проектировщиков первого уровня, выбирающих автомобильные формовочные винты на уровне качества OEM-производителей.
Выбор геометрии головки блока цилиндров и системы привода.
Профиль головки автомобильного литьевого винта определяет распределение усилия по поверхности детали. Выбор углубления для привода также влияет на эффективность сборочной линии — проскальзывание при механической установке напрямую увеличивает количество доработок и затраты на рабочую силу на один автомобиль.
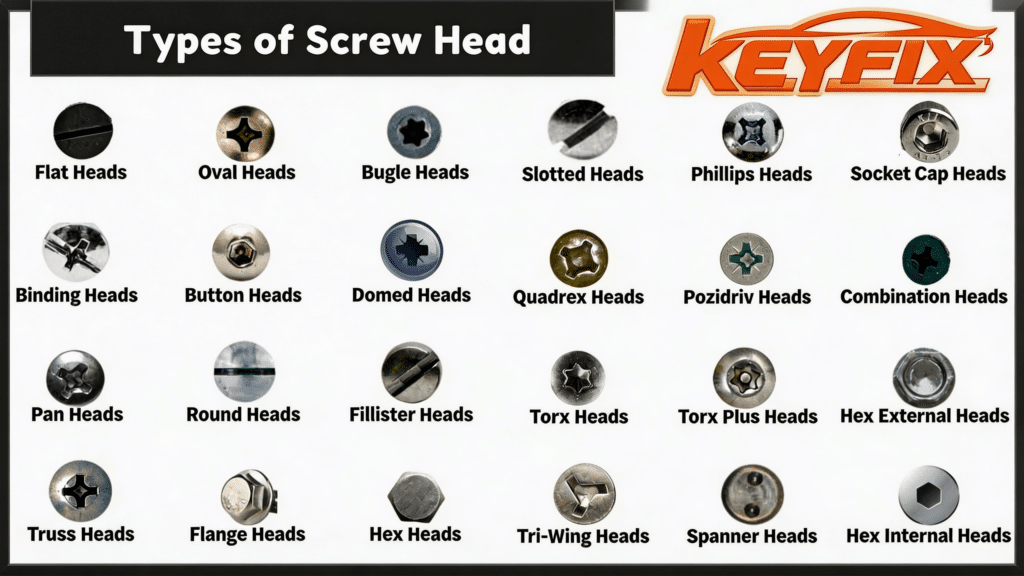
| Конфигурация головы | Тип привода | Детали стиральной машины | Первичное применение формования |
|---|---|---|---|
| Филлипс Овал | #2 Крестообразное углубление | Свободно расположенная потайная шайба | Защитная накладка на боковину кузова, декоративная накладка на порог. |
| Плоская верхняя головка шайбы | Филлипс #2 | Встроенная плоская подшипниковая шайба | Накладка на кромку крыла, декоративная планка на дверь |
| Шестигранный фланец с углублением | шестигранный ключ 8 мм / 10 мм | Встроенный шестигранный фланец | Расширитель колесной арки, защитный кожух днища |
| Torx Pan | Звездчатая выемка Т-20 или Т-25 | Встроенная стиральная машина SEMS | Накладка на рейлинг крыши, молдинг центральной стойки. |
| Головка фермы | Крестовая отвертка или шлицевая | Сверхширокая головка, шайба не требуется | Окантовка номерного знака, декоративная накладка на крышку багажника |
| Низкопрофильная квартира | Torx T-15 | Утопленная заподлицо зенкованная | Декоративная накладка на лобовое стекло, накладка на переднюю стойку. |
На европейских и корейских автомобильных платформах все чаще используются винты с шестигранным шлицем Torx, поскольку шестигранная геометрия углубления практически исключает проскальзывание при автоматической установке с контролем крутящего момента. Данные, собранные на сборочных заводах, показывают, что переход от Phillips к Torx снижает количество случаев доработки отверткой примерно на 15–20 процентов за смену, что приводит к ощутимому увеличению производительности на линиях с большим объемом производства.
Архитектура резьбы для удержания при формовании
В автомобильных самонарезающих винтах в подавляющем большинстве случаев используется самонарезающая резьба, которая нарезает или формирует собственную ответную резьбу в предварительно пробитых листовых металлах или литом под давлением пластиковых выступах. Профиль резьбы напрямую определяет сопротивление вырыванию, крутящий момент и риск растрескивания подложки.
| Параметр потока | Типичный диапазон SAE | Типичный диапазон метрических единиц | Инженерное значение |
|---|---|---|---|
| Большой диаметр | #6 (3,50 мм) до #14 (6,30 мм) | от М3.5 до М6.3 | Определяет поперечное сечение сдвига у основания резьбы. |
| Подача | от 18 до 32 зубцов на дюйм | от 1,06 мм до 1,81 мм | Более мелкий шаг спирали увеличивает запас прочности по крутящему моменту в тонких панелях. |
| Тип точки | Тип А (болтушка) / Тип В (тупой) | По стандарту DIN 7981 | Тип B подходит для стальных оснований большей толщины. |
| Длина зацепления | от 12,7 мм до 38,1 мм | от 15 мм до 35 мм | Толщина должна превышать суммарную толщину профиля и панели. |
| Высоко-низкое передаточное отношение нити | от 0,65 до 0,75 | от 0,65 до 0,75 | Чередующиеся гребни уменьшают радиальное напряжение в полимерных выступах. |
Геометрия резьбы с высоким и низким шагом становится все более важной, поскольку автопроизводители заменяют штампованные стальные крепежные элементы на изготовленные методом литья под давлением фиксаторы из PA66-GF30. Испытания на вырыв показывают, что автомобильные винты с высоким и низким шагом обеспечивают на 25–30 процентов большую силу удержания в стекловолокнистом полиамиде по сравнению с обычными однозаходными резьбами, поскольку более низкий гребень резьбы уменьшает радиальное смещение и минимизирует распространение микротрещин при циклической термической нагрузке.
Сравнение состава материалов
Выбор базового сплава определяет прочность на растяжение, усталостную долговечность и совместимость с покрытием. При выборе материала необходимо учитывать баланс между стоимостью и коррозионной стойкостью, характерными для целевого рынка транспортных средств.

| Обозначение сплава | Предел текучести (МПа) | Коррозионное поведение | Индекс стоимости | Наиболее подходящее применение |
|---|---|---|---|---|
| SWRCH 18A (Низкая C) | 320 – 400 | Требуется защитное покрытие. | 1.0× | Экономический сегмент, экспорт в страны с умеренным климатом |
| SWRCH 22A (Средняя C) | 400 – 500 | Требуется защитное покрытие. | 1.1× | Стандартное крепление наружной молдинговой накладки OEM. |
| 10Б21 Борная сталь | 550 – 750 | Необходимо наличие покрытия; чувствительно к охрупчиванию под воздействием H₂. | 1,15× | Усиленные расширители колесных арок, удлинители крыльев для грузовиков |
| Нержавеющая сталь SUS 410 мартенситная | 420 – 520 | Умеренное собственное сопротивление | 2.0× | Автомобили для прибрежного рынка, открытая внешняя отделка. |
| Аустенитная нержавеющая сталь SUS 304 | 480 – 600 | Превосходное внутреннее сопротивление | 2,5× | Флоты премиум-сегмента, смежные с морским флотом. |
| Алюминий A6061-T6 | 240 – 290 | Превосходные результаты после анодной обработки. | 1,8× | Программы облегчения кузова электромобилей |
Сталь марки 10B21 с содержанием бора обеспечивает наилучшее соотношение прочности и стоимости для крепления конструкционных элементов, но требует последующей термообработки при температуре 190–210 °C в течение четырех часов для предотвращения замедленного разрушения, вызванного водородом.
Критерии эффективности обработки поверхностей

Покрытие выполняет двойную функцию для автомобильных крепежных элементов: защиту от коррозии и эстетическую составляющую. Крепежные элементы, устанавливаемые на открытом воздухе, должны соответствовать стандартам соответствия цвета и сохранения блеска, а также требованиям к устойчивости к солевому туману, которые обычно составляют от 480 часов (в регионах с умеренным климатом) до более 1000 часов (в программах OEM-производителей для северных регионов).
| Процесс нанесения покрытия | Толщина слоя (мкм) | Устойчивость к нейтральному солевому туману (часы) | Доступные цвета отделки | Статус ELV / RoHS |
|---|---|---|---|---|
| Электролитическое покрытие из трехвалентного цинка | 8–12 | 200 – 400 | Серебристый, желтый переливающийся, черный пассивированный | Соответствует требованиям |
| Цинково-никелевый сплав (12–15 % Ni) | 8 – 15 | 720 – 1000+ | Серебристый металлик, черный | Соответствует требованиям |
| Дакромет / Геомет | 6–10 | 500 – 1000 | Серебристо-серый матовый | Соответствует требованиям |
| Катодное электрофорезное покрытие (эпоксидная смола) | 15 – 30 | 500 – 750 | Черный (грунтовка, пригодная для покраски) | Соответствует требованиям |
| Черный оксид + восковой герметик | 1 – 3 | 48 – 96 | Сатиновый черный | Соответствует требованиям |
| Декоративный хром (трехвалентный Cr³⁺) | 10 – 25 | 300 – 600 | Зеркальный хром | Соответствует требованиям |
Покрытие из цинково-никелевого сплава в настоящее время является золотым стандартом для винтов наружной отделки автомобильных деталей в соответствии со спецификациями OEM-производителей, работающих в северных климатических зонах. Компания KeyFixPro использует специализированные линии по нанесению цинково-никелевого покрытия и DACROMET, которые регулярно проверяют партии на устойчивость к воздействию нейтрального солевого тумана в течение более 1000 часов в соответствии со стандартом ASTM B117.
Сопоставление зон применения транспортных средств
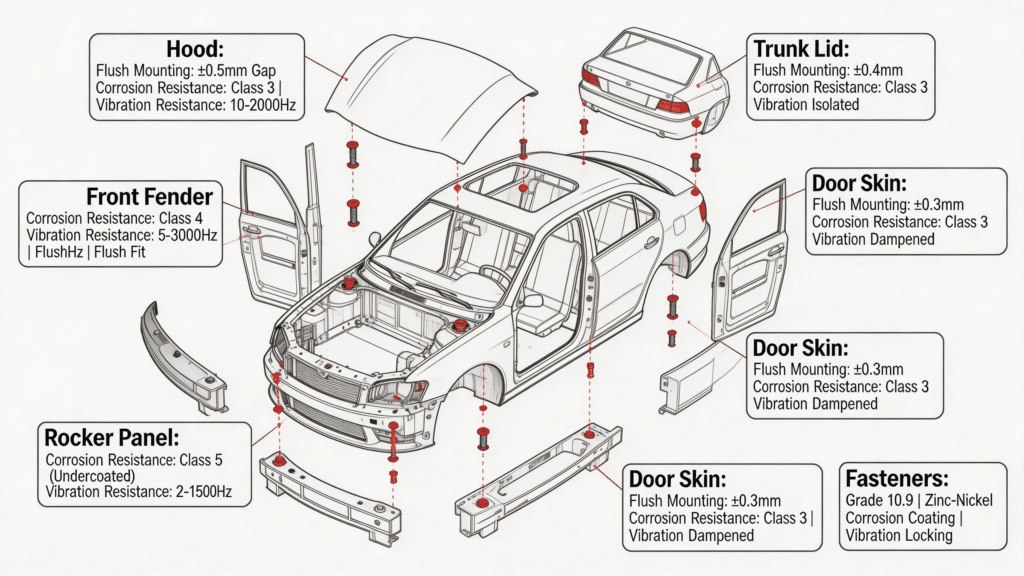
Различные места крепления предъявляют совершенно разные требования к крепежным элементам литьевого производства, касающиеся нагрузки, химического состава и внешнего вида.
| Зона для транспортных средств | Формованный компонент | Доминирующий стрессовый фактор | Рекомендуемая конфигурация винтов |
|---|---|---|---|
| Линия крыши | Защитный кожух водоотводного желоба, декоративная накладка основания багажника на крыше | Аэродинамическая подъемная сила, УФ-старение | Отвертка Torx с плоской головкой, нержавеющая сталь SUS 304, цинково-никелевое покрытие. |
| Боковая сторона кузова | Защитная полоса, хромированная декоративная полоса | Удары от камней, истирание щеткой автомойки | Овальная головка шайбы, углеродистая сталь с покрытием DACROMET |
| Отверстие для колеса | Расширители крыльев, брызговик | Загрязнение дорог песком, бомбардировка гравием, накопление соли. | Шестигранный фланец, бористая сталь 10B21, цинк-никелевый сплав 15 мкм |
| Периметр ветрового стекла | Декоративная накладка, крышка кожуха | Проникновение воды, циклы замерзания-оттаивания | Плоская шайба с уплотнительной шайбой из EPDM. |
| Качающийся порог / Подоконник | Боковая юбка, накладка на порог | Забастовка у обочины, брызги противогололедного средства | Головка фермы, электрофорезное покрытие + дополнительный герметик |
| Задняя палуба | Декоративная накладка на задние фонари, отделка основания спойлера. | Вибрация при резком ударе туловища, термоциклирование | Овальная пружинная стальная шайба Torx для SEMS-штифтов |
Такое зональное сопоставление подчеркивает важнейший принцип: ни одна единая спецификация автомобильных крепежных винтов не может удовлетворить потребности каждой точки крепления на современном автомобиле. Крепежный элемент для рейлингов крыши, оптимизированный для устойчивости к ультрафиолетовому излучению и отрыву, был бы избыточно сложным для порога, где приоритет отдается устойчивости к химическому воздействию.
Точность размеров: отраслевые стандарты и возможности KeyFixPro.
Контроль допусков отличает проверенные производителями автомобильные винты от аналогов массового производства. Более жесткие размерные диапазоны уменьшают перекрестное завинчивание во время автоматизированной сборки и сужают разброс моментов затяжки.

| Критическое измерение | Стандарт ISO 4759-1 Допуск | KeyFixPro Достигнутый Допуск |
|---|---|---|
| Основной диаметр резьбы | ±0,05 мм | ±0,02 мм |
| Общая длина винта (под головкой) | ±0,30 мм | ±0,10 мм |
| Высота головы | ±0,10 мм | ±0,05 мм |
| Встроенная концентричность наружного диаметра шайбы (TIR) | 0,15 мм | 0,05 мм |
| Глубина углубления для привода | ±0,08 мм | ±0,03 мм |
| Шероховатость поверхности (Ra) | ≤ 3,2 мкм | ≤ 1,6 мкм |
Эти преимущества в точности обусловлены вертикально интегрированной технологической цепочкой KeyFixPro: многопозиционные холодные штамповочные машины, обеспечивающие непрерывный поток зерна, планетарные резьбонарезные ролики, обеспечивающие чистоту поверхности менее Ra 0,8 мкм, и 5-осевые обрабатывающие центры с ЧПУ серии STS C, обеспечивающие точность позиционирования ±0,005 мм. Каждая партия проходит проверку на координатно-измерительной машине с разрешением ±0,001 мм, а также 100-кратную оптическую сортировку % — сертифицировано по стандартам IATF 16949 с документально подтвержденным отсутствием дефектов на производстве (0 PPM).
Типичные виды отказов и методы их устранения
Понимание причин выхода из строя автомобильных крепежных винтов в процессе эксплуатации позволяет заблаговременно улучшать технические характеристики. Пять приведенных ниже вариантов представляют собой наиболее частые причины, выявленные на основе данных о возвратах по гарантии от производителей оригинального оборудования.
| Наблюдаемый отказ | Типичная первопричина | Рекомендуемые корректирующие меры |
|---|---|---|
| На открытой головке блока цилиндров видны белые отложения ржавчины. | Цинковое покрытие имеет толщину ниже минимальной эффективной толщины (< 5 мкм). | Укажите толщину цинково-никелевого сплава ≥ 10 мкм с герметичным верхним покрытием. |
| Головка винта протаскивается сквозь молдинг. | Площадь опоры шайбы слишком мала по сравнению с жесткостью при литье. | Увеличьте внешний диаметр шайбы или добавьте металлическую опорную пластину за молдингом. |
| Резьбовые полоски в пластиковом фиксаторе | Однослойная крупнозернистая смола из нейлона или PA66-GF30 | Переход к геометрии резьбы hi-lo для полимерных подложек |
| Постепенное ослабление сцепления под воздействием вибрации дорожного покрытия. | Гладкий хвостовик слишком короткий, недостаточное поддержание зажимной нагрузки. | Добавьте микрокапсулированную накладку с фиксатором резьбы или зубчатый фланец. |
| Гальваническая коррозия в соединениях разнородных металлов | Стальной винт непосредственно контактирует с алюминиевой панелью кузова. | Вставьте непроводящую барьерную шайбу или выключатель в алюминиевый крепеж. |
Каждое корректирующее действие может быть реализовано в рамках одного цикла пересмотра PPAP. Инженерная команда KeyFixPro регулярно проводит FMEA во время предпроизводственной валидации, выявляя риски до того, как они достигнут сборочных линий.
Производственный процесс в KeyFixPro
Компания KeyFixPro превращает необработанную проволоку в готовые автомобильные литейные винты с помощью полностью интегрированной производственной цепочки с отслеживанием происхождения материала от сырья до отгрузки.
Холодная ковка — Поступающая рулонная заготовка проверяется с помощью оптической эмиссионной спектрометрии AMETEK перед поступлением в многопозиционные прогрессивные холоднопрессы. Ковка при комнатной температуре сохраняет непрерывный поток зерна, повышая прочность на сдвиг на 40–60 % по сравнению с механически обработанными аналогами, при этом обеспечивая 98 % коэффициента использования материала.
Накатка нити — Плоские и планетарные ролики формируют профили резьбы с чистотой поверхности корня ниже Ra 0,8 мкм. Холоднообработанные корни обладают усталостной прочностью примерно в десять раз выше, чем нарезанная резьба, что имеет решающее значение для литьевых шнеков, подвергающихся миллионам циклов вибрации.
Вторичная обработка на станках с ЧПУ — Углубления для Torx, рифленые зоны и канавки для шайб обрабатываются на 5-осевых станках с ЧПУ с обеспечением точности позиционирования ±0,005 мм.
Покрытие — Собственные линии цинк-никелевого покрытия, DACROMET и электрофорезного нанесения покрытий с непрерывным контролем химического состава раствора. Перед выпуском каждой партии проводится валидация на устойчивость к солевому туману.
Проверка — КИМ с точностью ±0,001 мм, 3D-сканирование и оптическая сортировка 100 % в соответствии с протоколами IATF 16949. Готовые винты поставляются в влагозащитной упаковке с полной цифровой отслеживаемостью.
Контрольный список технических требований для индивидуальных заказов
Полный пакет данных на этапе составления коммерческого предложения ускоряет инженерную проверку. Ниже перечислены ключевые элементы, необходимые инженерам-разработчикам KeyFixPro для запуска программы по созданию нестандартных автомобильных литьевых винтов.
| Спецификация | Необходимая информация | Цель |
|---|---|---|
| Идентификация платформы транспортного средства | OEM-производитель, обозначение модели, год выпуска | Определяет применимые стандарты испытаний (например, GMW, VW TL, Toyota TSH). |
| Формовочная основа | ПВХ, АБС, ТПО, ПА66-GF30, нержавеющая сталь, алюминий | Выбор формы резьбы и расчет зажимной нагрузки. Направляющие. |
| Материал и толщина панели | Низкоуглеродистая сталь 0,7 мм, алюминий 6016-T4 1,0 мм, углепластик и т. д. | Задает стиль точки заточки, диаметр направляющего отверстия и целевой момент затяжки ленты. |
| Цель по коррозии | Время работы в солевом тумане в соответствии со спецификацией материала производителя. | Определяет технологию нанесения покрытия и минимальную толщину. |
| Эстетическая отделка | Хромированное зеркало, матовый черный цвет, цвет кузова по коду RAL. | Определяет процесс обработки поверхности и критерии визуальной приемки. |
| Прогнозируемый годовой объем | Количество единиц в год, график выполнения заказов | Оптимизирует инвестиции в оснастку, распределение станций для холодной штамповки и сроки выполнения заказа. |
| Требования к упаковке | Навалом, в лотках, блистерах, на ленте и катушках для автоматической подачи. | Обеспечивает совместимость с системами подачи на сборочной линии клиента. |
Команда KeyFixPro, состоящая из более чем 20 ведущих инженеров по крепежным изделиям, сотрудничает с научно-исследовательскими группами клиентов, предоставляя полный пакет документации PPAP — чертежи размеров, сертификаты материалов, исследования технологических возможностей (Cpk ≥ 1,67) — обеспечивая плавный переход каждой индивидуальной программы от утверждения прототипа к серийному производству.
Часто задаваемые вопросы об автомобильных крепежных винтах
Чем отличаются автомобильные саморезы от обычных саморезов?
Автомобильные саморезы для литья имеют встроенные подшипниковые шайбы, цветное покрытие и точно откалиброванные профили головок, предназначенные для удержания гибких или жестких элементов без деформации поверхности. Обычные саморезы не обладают этими усовершенствованиями и часто вызывают образование вмятин или ухудшение внешнего вида видимых поверхностей литья.
Какое покрытие обеспечивает самый длительный срок службы крепежных элементов наружных молдингов в полевых условиях?
Покрытие из цинково-никелевого сплава (12–15 % Ni), герметизированное трехвалентным хроматом, стабильно выдерживает более 1000 часов воздействия солевого тумана согласно стандарту ASTM B117. Для колесных арок и днища кузова покрытия DACROMET / Geomet обеспечивают сопоставимую износостойкость с повышенной устойчивостью к щелочным чистящим средствам.
Может ли KeyFixPro изготавливать резьбу как в дюймовой, так и в метрической системе?
Да. Компания KeyFixPro предлагает наборы инструментов для резьбы SAE (от #6 до #14) и метрической (от M3.5 до M6.3) шкалы, что позволяет осуществлять производство по двум стандартам в рамках одного предприятия — это ценно для глобальных платформ, требующих соответствия региональным требованиям к форме резьбы.
Как KeyFixPro предотвращает водородное охрупчивание высокопрочных литьевых винтов?
Все крепежные изделия из бористой стали и среднеуглеродистой стали выше класса 10.9 проходят обязательную термообработку после нанесения покрытия при температуре 190–210 °C в течение четырех часов после электролитического осаждения, что позволяет удалить растворенный атомарный водород из кристаллической решетки стали и исключить риск замедленного разрушения.