
Bei der Beschaffung von kundenspezifischen Schrauben spielt die Wahl zwischen Kaltumformung und CNC-Bearbeitung eine entscheidende Rolle. Stückkosten, Dauerfestigkeit, Lieferzeit und Werkzeuginvestitionen. Kaltumformung formt Drahtmaterial unter Druck bei Raumtemperatur und eignet sich hervorragend für die Fertigung großer Stückzahlen ab etwa 5.000 Stück. Die CNC-Bearbeitung trägt Material ab und ist besonders effektiv bei engen Toleranzen, komplexen Geometrien und kleinen Serien.
Dieser Leitfaden vergleicht beide Verfahren direkt miteinander, damit OEM-Ingenieure und Beschaffungsteams die richtige Methode für die jeweilige Schraube auswählen können.


TL;DR – Wichtigste Erkenntnisse
- Kaltumformung reduziert den Rohmaterialverbrauch um bis zu 70% und verbessert die Dauerfestigkeit durch ununterbrochenen Faserverlauf; die CNC-Bearbeitung unterbricht die Faserstruktur, hält aber engere Toleranzen ein.
- Die Toleranzen beim Kaltumformen liegen ungefähr ±0,025 mm auf Durchmesser und ±0,125 mm in Längen; CNC kann halten ±0,01 mm oder besser.
- Der Break-Even-Punkt für Werkzeuge zum Kaltumformen liegt typischerweise bei etwa 5.000 Stück Jahresvolumen.
- Kaltumformung ist im Allgemeinen auf Bolzen unterhalb von beschränkt. M36 (≈1-3/8 Zoll); Bei größeren Abmessungen wird auf Warmumformung oder CNC-Bearbeitung umgestellt.
- Der Hybridpfad — Kaltumformung eines nahezu endkonturnahen Rohlings, anschließend CNC-Bearbeitung kritischer Merkmale — vereint die Kostenvorteile der Umformung mit der Präzision des Schneidens.
Was ist der tatsächliche Unterschied zwischen Kaltumformung Und CNC-Bearbeitung für Bolts?
Kaltumformung (allgemein genannt) kaltes Gefährden Das Schrauben (in der Befestigungsmittelproduktion) ist ein spanloses, endformnahes Verfahren. Eine Drahtspule wird in eine Mehrstationen-Formmaschine eingeführt, und eine Abfolge von Werkzeugen und Stempeln formt das Metall bei Raumtemperatur in die endgültige Bolzengeometrie. Es wird kein Material weggeschnitten.
Die CNC-Bearbeitung funktioniert genau umgekehrt. Man beginnt mit Stangenmaterial, dann fräst eine CNC-Drehmaschine – üblicherweise in Kombination mit angetriebenen Werkzeugen zum Fräsen – alles ab, was nicht die Schraube ist. Der Prozess ist subtraktiv, langsamer pro Teil und erzeugt Späne als Abfall.
Die Schraube, die von einem Krümmer abgenommen wird, sieht ähnlich aus wie eine, die von einer Drehbank kommt. Die innere Metallurgie und die Wirtschaftlichkeit pro Teil sind es jedoch nicht.
💡 Anmerkung des Ingenieurs: Kaltumformung wird im Zusammenhang mit Verbindungselementen manchmal auch als “Kaltstauchen” bezeichnet. Die Begriffe werden in den meisten Gesprächen über die Beschaffung von Verbindungselementen synonym verwendet. Wenn Ihr Lieferant jedoch von “Kaltumformung” spricht, sollten Sie unbedingt überprüfen, ob er tatsächlich eine Mehrstationen-Stauchenmaschine oder nur eine Ein-Stauch-Stauchenmaschine einsetzt, da diese sehr unterschiedliche Leistungsmerkmale aufweisen.
Welcher Prozess erzeugt stärkere Spezialbolzen?
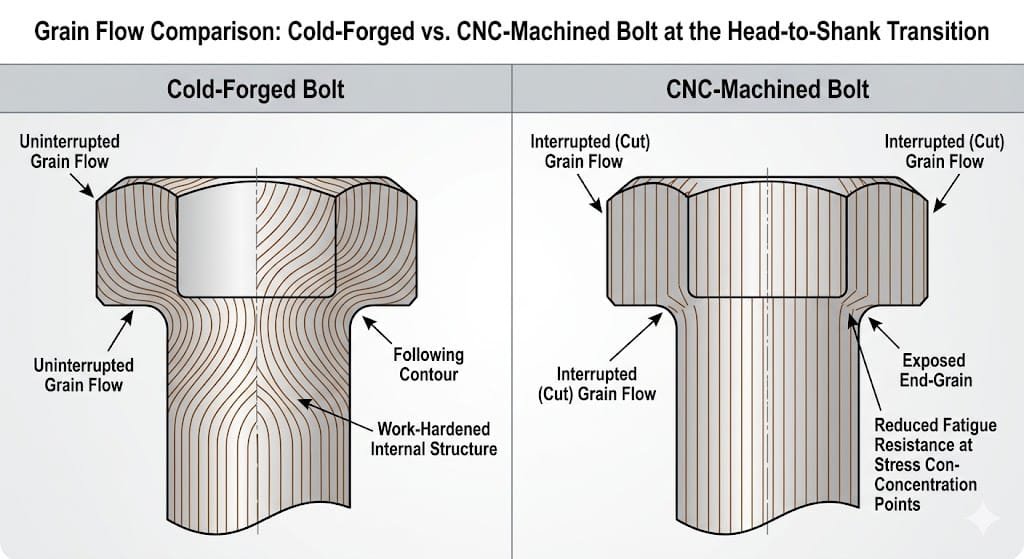
Durch Kaltumformung entstehen festere Schrauben in Anwendungen, die starker Ermüdung ausgesetzt sind., Der Grund dafür ist der Getreidefluss.
Beim Kaltschmieden eines Bolzens verändert sich die Kornstruktur des Metalls. folgt der Kontur des Teils — Steigerung der Dauerfestigkeit und Zähigkeit im Vergleich zu einem bearbeiteten oder gegossenen Äquivalent.
Die CNC-Bearbeitung schneidet gerade durch die Faserrichtung und hinterlässt Stirnholz freigelegt an der Kopf-Schaft-Verbindung — genau dort, wo die Bolzen unter zyklischer Belastung die höchste Spannung erfahren.
Die Kaltverfestigung verstärkt diesen Effekt. Kaltverfestigte Teile erfahren eine ungefähr 10–25% Zunahme der Zugfestigkeit allein durch plastische Verformung, vor jeglicher Wärmebehandlung.
🔧 Keyfix in der Praxis: Crashkritische Schrauben in der Automobilindustrie – wie Sicherheitsgurtverankerungen, Querlenkerschrauben und Klemmen für Elektrofahrzeug-Akkus – werden aus diesem Grund fast immer kaltgeschmiedet. Bei Schrauben für statische Belastungen, beispielsweise in Vorrichtungen oder Lehren, wo Ermüdung keine Rolle spielt, ist die durch die Bearbeitung verursachte Faserunterbrechung selten problematisch.
Welche Toleranzen sind beim Kaltumformen im Vergleich zur CNC-Bearbeitung zu erwarten?
Hier spielt die CNC-Bearbeitung ihre Stärken klar aus. Kaltumformung ist präzise; CNC-Bearbeitung ist präziser.
| Spezifikation | Kaltfront | CNC-Bearbeitung |
|---|---|---|
| Durchmessertoleranz | ±0,025 mm typisch | ±0,01 mm oder enger |
| Längentoleranz | ±0,125 mm typisch | ±0,025 mm typisch |
| Oberflächengüte (Ra) | 1,6–3,2 μm | 0,4–1,6 μm |
| Geometrie-Fähigkeiten | Symmetrische, nahezu endform | Komplexe 3D-Formen, Hinterschneidungen, Innengewinde |
| Ausgangsrate | 100–200 Teile/Minute | 1–5 Teile/Minute |
Wenn in Ihrer Zeichnung ein Schulterdurchmesser von ±0,01 mm angegeben ist, Kaltfront allein reicht nicht aus.. Das ist der Hybridweg, der später erläutert wird – das Rohling wird kaltgeschmiedet, anschließend wird die kritische Oberfläche auf einer CNC-Drehmaschine fertiggedreht.
Bei Keyfix halten unsere CNC-Zellen ±0,001 mm bei kritischen Merkmalen, wenn dem Drehen das Schleifen folgt, was bei einigen Bolzenprogrammen in der Medizin- und Luftfahrtindustrie erforderlich ist.
Wann ist Kaltumformung hinsichtlich der Kosten für kundenspezifische Schrauben der CNC-Bearbeitung überlegen?
Kaltumformung ist kostengünstiger, sobald das Jahresvolumen die Gewinnschwelle für die Werkzeuge überschreitet – üblicherweise um 5.000 Stück, abhängig von der Anzahl der Stationen und der Komplexität des Würfels.
Drei ökonomische Hebel bestimmen die Mathematik:
- Materialausbeute. Kaltumformung reduziert den Rohmaterialverlust um bis zu 70% im Vergleich zur maschinellen Bearbeitung. Bei teuren Legierungen – Edelstahl, Aluminium, Titan, Kupfer – dominiert dies die Stückkosten.
- Zykluszeit. Ein Mehrstationen-Verteiler läuft 100–200+ Teile pro Minute. Eine CNC-Drehmaschine läuft mit ein bis fünf Einheiten. Bei 50.000 Einheiten pro Jahr ist der Unterschied im Arbeits- und Maschinenstundenaufwand enorm.
- Werkzeugamortisation. Kaltumformwerkzeuge verursachen in der Anschaffung hohe Kosten. Ein komplexes Mehrstationenwerkzeug kann lange dauern. $80.000–$120.000 Bevor das erste Serienteil ausgeliefert wird. Verteilt man das auf 500.000 Teile, ist es nicht mehr wahrnehmbar. Verteilt man es auf 5.000 Teile, ist es enorm.
Die vereinfachte Faustregel:
| Jahresvolumen | Standardprozess |
|---|---|
| < 2.500 Stück | CNC-Bearbeitung |
| 2.500–10.000 Stück | Rechne es in beide Richtungen durch. |
| 10.000–100.000 Stück | Kaltumformung (bei Bedarf mit CNC-Bearbeitung) |
| > 100.000 Stück | Kaltumformung, fast immer |
⚠️ Häufige Fehlerquelle: Käufer legen sich manchmal bei einem Programm mit 50.000 Teilen pro Jahr auf CNC-Preise fest, weil der Prototyp gefräst wurde und “funktioniert”. Ein Vergleichsangebot für Kaltumformung desselben Teils zeigt typischerweise Folgendes: Einsparungen von 30–50% pro Einheit — und das noch bevor die niedrigere Ausschussquote berücksichtigt wird.
Brauchen Sie Hilfe bei der Entscheidung? Senden Sie Ihre Zeichnung an die Ingenieure von Keyfix und wir teilen Ihnen mit, ob Kaltumformung, CNC-Bearbeitung oder eine Hybridlösung für Ihr Volumen und Ihre Toleranzen wirtschaftlich sinnvoll ist – in der Regel innerhalb von 48 Stunden, unverbindlich.
Was Geometrien Kann Kaltumformung nicht Ergebnisse liefern?
Kaltverformung hat strenge geometrische Grenzen. Man kann nicht überall dort Metall verdrängen, wo ein CNC-Werkzeug hinkommt.
Durch Kaltumformung lässt sich Folgendes nicht direkt herstellen:
- Innengewinde
- Echte Undercuts
- Sacklöcher mit komplexen Profilen
- Spitze Innenwinkel unter 90°
Externe Threads stammen von Gewinderollen Nach dem Kopfstück, was gut funktioniert – aber alles innerhalb des Bolzens oder jede scharfe, einspringende Stelle erfordert ein Schneidwerkzeug stromabwärts.
Der Durchmesser ist die andere Decke. Das Kaltumformen ist in der kommerziellen Fertigung im Allgemeinen auf Schrauben bis M36 beschränkt. Darüber hinaus übersteigen die Umformkräfte die Kapazität der Presse, und die meisten Hersteller wechseln zum Warmumformen – ein Kompromiss, der durch Normen wie beispielsweise die BS 4190 und ISO 898-1, wodurch die Hersteller das Formgebungsverfahren auswählen können.
Die Bolzenlänge ist ebenfalls wichtig. Oben 200–300 mm, Das Warmumformen bietet einen besseren Materialfluss und ein geringeres Knickrisiko als das Kaltstauchen.
Welche Materialien Kaltschmiedebrunnen?
Kaltumformung erfordert Duktilität. Spröde oder extrem harte Legierungen führen zu Rissen im Werkstück und zum Bruch der Werkzeuge.
| Materialklasse | Kälteempfindlich | Anmerkungen |
|---|---|---|
| Niedrig-/mittelgekohlter Stahl (1010, 1018, 10B21) | ✅ Ja | Hochleistungs-Befestigungsmaterial |
| Legierter Stahl (SCM435/4140, Draht der Güteklasse 10.9) | ✅ Ja | Norm für hochfeste Schrauben |
| Edelstahl (304, 316, A2/A4) | ✅ Ja | Höherer Werkzeugverschleiß; sphäroidisierter Draht hilft |
| Aluminium (5056, 6061) | ✅ Ja | Üblich in der Luft- und Raumfahrt sowie bei Elektrofahrzeugen |
| Kupfer / Messing | ✅ Ja | Befestigungselemente für Elektro- und Sanitärinstallationen |
| Hochkohlenstoffstahl / Werkzeugstahl | ⚠️ Begrenzte Stückzahl | Oftmals erforderlich CNC- oder Warmumformung |
| Titan Grad 5 | ⚠️ Spezialität | Kaltumformbar, aber werkzeugintensiv |
| Inconel / Superlegierungen | ❌ Nein | Nur CNC- oder Warmumformung |
Wenn in Ihrer Spezifikation ein Material gefordert wird, das sich nicht kalt verformen lässt, Die Entscheidung ist für Sie gefallen – setzen Sie auf CNC-Fräsen..
📋 Technischer Tipp: Wenn Sie für eine korrosionskritische Umgebung Material beschaffen und Edelstahl 316 in Betracht ziehen, fragen Sie Ihren Lieferanten nach kugelgehärtetem Draht. Standardmäßiger 316-Draht verfestigt sich beim Stauchen schnell und verkürzt die Werkzeugstandzeit – kugelgehärteter Draht hält die Toleranzen länger und reduziert die Werkzeugkosten, die sich auf Ihren Stückpreis auswirken.
Wann sollte man ein Hybridverfahren aus Kaltumformung und CNC-Bearbeitung anwenden?
Hybridfertigung ist die Antwort, wenn das Teil beide Lautstärke Und Eine charakteristische Kaltüberschrift kann sich nicht bilden.
Der Arbeitsablauf:
- Den Bolzen kalt auf nahezu endformnahe Form schmieden. — Erfassung von Materialausbeute, Kornfluss und Geschwindigkeit
- CNC-Finish nur die Merkmale die enge Toleranzen, Gewinde oder eine komplexe Innengeometrie erfordern
Der geschmiedete Rohling verkürzt die CNC-Zykluszeit beim Endbearbeitungsgang und erhält gleichzeitig die Kornstruktur unterhalb des Schnitts.
Typische Hybridkandidaten:
- Schulterbolzen mit engen Lagerdurchmessern
- Sechskantschrauben mit Innenantrieb oder Kreuzschlitz
- Abgestufte Stollen mit Schulterunterschnitten
- Sensorbefestigungsschrauben mit gerändelten Merkmalen

Bei Keyfix laufen sowohl Kaltumformung als auch CNC-Bearbeitung unter einem Dach. IATF 16949 Qualitätssystem, sodass die Übergabe zwischen den Prozessen keine weitere Lieferantenschnittstelle, keine weitere Vorlaufzeit und kein weiteres PPAP-Verfahren zur Folge hat.
Wie wählt man zwischen Kaltumformung und CNC-Bearbeitung?
Gehen Sie Ihren Teil anhand dieser Checkliste durch, bevor Sie die Angebotsanfrage veröffentlichen:
| Frage | Mageres Kaltumformen | Lean CNC |
|---|---|---|
| Jahresvolumen > 10.000 Stück? | ✅ Ja | ❌ Nein |
| Toleranz enger als ±0,025 mm? | ❌ Nein | ✅ Ja |
| Durchmesser ≤ M36 und Länge ≤ 200 mm? | ✅ Ja | Beides funktioniert |
| Ist das Material duktil (niedrig-/mittelgekohlter Werkstoff, Edelstahl, Aluminium)? | ✅ Ja | Beides funktioniert |
| Innengewinde, tiefe Sacklöcher, Hinterschneidungen? | ❌ Nein (oder Hybrid) | ✅ Ja |
| Ermüdungskritische Belastung? | ✅ Ja | Wärmebehandlung hinzufügen |
| Das Design befindet sich noch im Prototypenstadium? | ❌ Nein | ✅ Ja |
Wenn sich Ihre Antworten aufteilen – sagen wir, hohes Volumen Und eine enge CNC-exklusive Funktion — Der hybride Ansatz setzt sich meist durch.
Häufig gestellte Fragen
Wie hoch ist die typische Mindestbestellmenge für kundenspezifisch kaltgeschmiedete Schrauben im Vergleich zu CNC-gefrästen Schrauben?
Die Mindestbestellmengen für Kaltumformung beginnen typischerweise bei 5.000–10.000 Stück aufgrund der Werkzeugkostenabschreibung. CNC-gefräste Sonderbolzen können in Mengen ab [Anzahl] Stück bestellt werden. 50–100 Stück, Deshalb ist CNC-Fertigung Standard für Prototypen und Kleinserien. Keyfix bietet CNC-Muster mit niedrigen Mindestbestellmengen zur Designvalidierung an und fertigt anschließend qualifizierte Teile im Kaltumformverfahren für die Serienproduktion.
Wie lange ist die Lieferzeit für neue Werkzeuge?
Neue Kaltumformwerkzeuge benötigen typischerweise 4–8 Wochen Die Planung, Bearbeitung und Erprobung erfolgen je nach Anzahl der Stationen und Komplexität der Merkmale. Die CNC-Bearbeitung erfordert lediglich Programmierung und Vorrichtungen, sodass erste Muster versendet werden können. 1–2 Wochen. Sobald die Werkzeuge für das Kaltumformen qualifiziert sind, werden Folgeaufträge bearbeitet. Zyklen von 3–4 Wochen.
Welche Zertifizierungen und Dokumentationen werden mit den Schrauben geliefert?
Keyfix operiert unter IATF 16949 Und ISO 9001. Die Standarddokumentation umfasst einen Werksprüfbericht (Abschnitt 3.1) über das Drahtmaterial, eine Konformitätsbescheinigung und Maßprüfprotokolle. Für Automobilprogramme sind vollständige Dokumente erforderlich. PPAP Stufe 3 Pakete mit FMEA, Kontrollplan und IMDS-Einreichung sind auf Anfrage erhältlich.
Kann man ein Teil während des Programms von CNC-Bearbeitung auf Kaltumformung umstellen?
Ja, und die Umstellung ist eines der häufigsten Kostensenkungsprojekte bei der Beschaffung von Verbindungselementen. Der Ablauf ist wie folgt: Validierung des bestehenden CNC-Designs, Durchführung einer DFM-Prüfung hinsichtlich der Kaltumformungsbeschränkungen, Werkzeugherstellung, PPAP-Einreichung und anschließende Umstellung. Einsparungen von 30–50% pro Teil sind bei den richtigen Kandidaten realistisch.
Müssen kaltgeschmiedete Schrauben wärmebehandelt werden?
Die meisten Konstruktionsbolzen tun dies. Kaltumformung führt zu Kaltverfestigung, aber Eigenschaftsklassen wie Klassenstufen 8.8, 10.9 und 12.9 Um die vorgegebenen Zugfestigkeits- und Streckgrenzenwerte gemäß ISO 898-1 zu erreichen, ist eine Härte- und Anlassbehandlung erforderlich. Die Wärmebehandlung erfolgt inline nach dem Stauchen und Gewindewalzen.
Welche Oberflächenbehandlungen sind möglich?
Standardausstattungen umfassen Verzinkung, Zink-Nickel-Beschichtung, Dacromet-Beschichtung, Feuerverzinkung, Brünierung, Phosphatierung und PTFE-Beschichtung. Die Auswahl hängt von der Korrosionsklasse, den angestrebten Reibungskoeffizienten und den Anzugsmomenten ab. Für Anwendungen im Motorraum von Kraftfahrzeugen sind Zink-Nickel und Dacromet am gebräuchlichsten.
Wie geht man mit eng tolerierten Merkmalen um, die beim Kaltumformen nicht erreicht werden können?
Der Hybridweg. Die Schraube wird kaltgeschmiedet, bis sie nahezu endkonturiert ist, und anschließend wird das kritische Merkmal – Schulter, Bohrung, Hinterschnitt oder Präzisionssechskant – CNC-gefräst, um die Zeichnungstoleranzen einzuhalten. Beide Prozesse werden bei Keyfix intern unter einem einheitlichen Qualitätsplan durchgeführt, sodass das Bauteil nur einen PPAP- und einen CoC-Prozess durchläuft.
Sind Sie bereit, Ihr nächstes Schraubenprogramm zu spezifizieren?
Senden Sie Ihre Zeichnung oder Ihr Muster an die Keyfix-Entwicklungsteam Wir prüfen die Machbarkeit der Kaltumformung und erstellen Ihnen innerhalb von 48 Stunden ein Angebot. Wir prüfen die Wirtschaftlichkeit der Kaltumformung, empfehlen gegebenenfalls einen Hybridansatz und erstellen Ihnen ein Angebot inklusive Werkzeug- und Stückkosten, damit Sie die Gewinnschwelle vor der endgültigen Entscheidung berechnen können.
Autor: Keyfix-Entwicklungsteam Veröffentlicht: 25. April 2026 Letzte Aktualisierung: 25. April 2026