
Lorsqu'il s'agit de se procurer des boulons sur mesure, le choix entre le forgeage à froid et l'usinage CNC est déterminant. coût unitaire, résistance à la fatigue, délai de livraison et investissement en outillage. Le forgeage à froid permet de mettre en forme des fils sous pression à température ambiante et excelle dans les productions en grande série, supérieures à environ [valeur manquante]. 5 000 pièces. L'usinage CNC enlève de la matière et excelle dans les tolérances serrées, les géométries complexes et les petites séries.
Ce guide compare les deux processus point par point afin que les ingénieurs et les équipes d'approvisionnement des équipementiers puissent associer la méthode appropriée au boulon adéquat.


En bref — Points clés à retenir
- Le forgeage à froid réduit le gaspillage de matières premières par jusqu'à 70% et améliore la résistance à la fatigue grâce à un flux de grains ininterrompu ; l’usinage CNC interrompt la structure des grains mais maintient des tolérances plus serrées.
- Les tolérances de forgeage à froid sont approximativement ±0,025 mm sur les diamètres et ±0,125 mm sur les longueurs ; la CNC peut maintenir ±0,01 mm ou mieux.
- Le seuil de rentabilité des outils de frappe à froid se situe généralement autour de 5 000 pièces volume annuel.
- Le forgeage à froid est généralement limité aux boulons situés sous M36 (≈1-3/8 po); les plus grandes tailles sont désormais réalisées par forgeage à chaud ou usinage CNC.
- Le voie hybride — forger à froid une ébauche quasi-nette, puis usiner par commande numérique les éléments critiques — permet de bénéficier à la fois des avantages économiques du formage et de la précision de la découpe.
Quelle est la différence réelle entre Forgeage à froid et Usinage CNC pour les boulons ?
Le forgeage à froid (communément appelé tête froide Le procédé de fabrication de fixations par emboutissage sans copeaux, permettant d'obtenir des pièces quasi-finies, consiste à introduire une bobine de fil dans une machine à plusieurs stations, puis à utiliser une séquence de matrices et de poinçons pour façonner le métal à température ambiante et lui donner la géométrie finale du boulon. Aucun matériau n'est découpé.
L'usinage CNC est l'inverse. On part d'une barre, puis un tour CNC — généralement associé à des outils motorisés pour le fraisage — enlève tout ce qui n'est pas le boulon. Le processus est procédé soustractif, plus lent par pièce, et produit des copeaux comme rebuts.
Le boulon qui se fixe sur un collecteur d'échappement ressemble à celui qui sort d'un tour. En revanche, la métallurgie interne et le coût unitaire sont différents.
💡 Note de l'ingénieur : Le forgeage à froid est parfois appelé “ frappe à froid ” lorsqu'il s'agit spécifiquement de fixations. Ces termes sont généralement utilisés indifféremment lors des discussions relatives à l'achat de fixations. Toutefois, si votre fournisseur parle de “ forgeage à froid ”, vérifiez bien s'il utilise une presse à frappe multiple ou une simple presse à frappe unique, car les capacités de ces machines sont très différentes.
Quel processus produit le plus fort Boulons sur mesure?
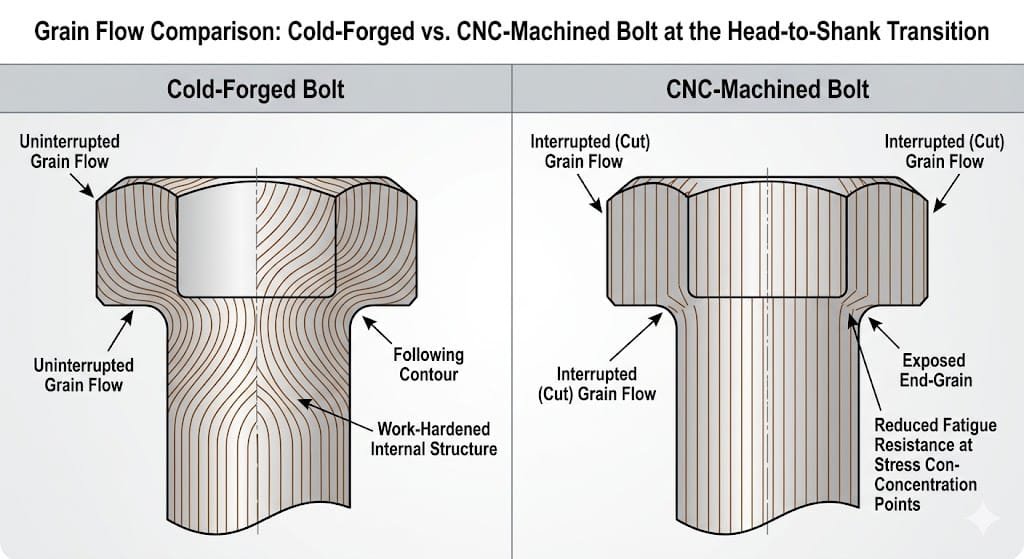
Le forgeage à froid permet de produire des boulons plus résistants dans les applications critiques en fatigue., et la raison en est le flux des grains.
Lorsqu'on forge à froid un boulon, la structure granulaire du métal suit le contour de la partie — augmentation de la résistance à la fatigue et de la ténacité par rapport à une pièce usinée ou moulée équivalente.
L'usinage CNC coupe directement le fil du bois, laissant fibres de bout exposées au niveau du filet tête-jambe — précisément là où les boulons subissent une contrainte maximale sous charge cyclique.
L'écrouissage accentue cet effet. Les pièces durcies à froid acquièrent une augmentation d'environ 10 à 25% de la résistance à la traction par déformation plastique seule, avant tout traitement thermique.
🔧 Keyfix en pratique : Les boulons automobiles critiques en cas de collision — fixations de ceintures de sécurité, boulons de bras de suspension, colliers de fixation de batteries de véhicules électriques — sont presque toujours forgés à froid pour cette raison. Pour les fixations ou les boulons de gabarit soumis à des charges statiques, où la fatigue n'est pas un problème, l'interruption du grain due à l'usinage est rarement problématique.
Quelles tolérances peut-on attendre du forgeage à froid par rapport à l'usinage CNC ?
C'est là que l'usinage CNC l'emporte haut la main. Le frappement à froid est précis ; l'usinage CNC est plus précis.
| Spécification | Tête froide | Usinage CNC |
|---|---|---|
| Tolérance de diamètre | ±0,025 mm typique | ±0,01 mm ou plus serré |
| Tolérance de longueur | ±0,125 mm typique | ±0,025 mm typique |
| État de surface (Ra) | 1,6–3,2 μm | 0,4–1,6 μm |
| Capacité géométrique | Forme symétrique, quasi-nette | 3D complexe, contre-dépouilles, filetages internes |
| Taux de production | 100 à 200 parties/minute | 1 à 5 parties/minute |
Si votre dessin indique un diamètre d'épaulement à ±0,01 mm, Un simple coup de marteau à froid ne suffira pas.. C’est le procédé hybride que nous aborderons plus loin : forger à froid l’ébauche, puis usiner la surface critique sur un tour CNC.
Chez Keyfix, nos cellules CNC contiennent ±0,001 mm sur les caractéristiques critiques lorsque le meulage suit le tournage, ce qu'exigent certains programmes de boulonnage médicaux et aérospatiaux.
Dans quels cas le forgeage à froid est-il plus avantageux que l'usinage CNC en termes de coût pour les boulons sur mesure ?
Le forgeage à froid devient plus avantageux en termes de coûts une fois que le volume annuel dépasse le seuil de rentabilité de l'outillage, généralement autour de 5 000 pièces, en fonction du nombre de stations et de la complexité des dés.
Trois leviers économiques déterminent ces calculs :
- Rendement en matériaux. Le forgeage à froid réduit le gaspillage de matières premières jusqu'à 70% par rapport à l'usinage. Sur les alliages coûteux — acier inoxydable, aluminium, titane, cuivre — c'est ce dernier qui représente la majeure partie du coût unitaire.
- Durée du cycle. Un collecteur multi-stations fonctionne 100 à 200+ parties par minute. Un tour à commande numérique produit de un à cinq unités. À 50 000 unités par an, l’écart en termes de main-d’œuvre et d’heures machine est considérable.
- Amortissement de l'outillage. Les matrices de frappe à froid représentent un investissement initial important. Un outil complexe à plusieurs stations peut fonctionner. $80 000–$120 000 Avant même l'expédition de la première pièce produite. Réparti sur 500 000 pièces, ce problème est imperceptible. Réparti sur 5 000 pièces, il devient critique.
La règle empirique simplifiée :
| Volume annuel | Processus par défaut |
|---|---|
| < 2 500 pièces | Usinage CNC |
| 2 500 à 10 000 pièces | Faites le calcul dans les deux sens. |
| 10 000 à 100 000 pièces | Forgeage à froid (avec finition CNC si nécessaire) |
| > 100 000 pièces | Le forgeage à froid, presque toujours |
⚠️ Piège courant : Il arrive que les acheteurs optent pour un tarif CNC pour un programme de 50 000 pièces par an, car le prototype a été usiné et “ fonctionne ”. Une comparaison directe avec un devis d'usinage par frappe à froid pour la même pièce révèle généralement… 30–50% économies par unité — et ce, sans même tenir compte du taux de rebut plus faible.
Besoin d'aide pour vous décider ? Envoyez votre dessin aux ingénieurs de Keyfix et nous vous indiquerons si le forgeage à froid, l'usinage CNC ou une solution hybride est économiquement avantageux pour votre volume et vos tolérances – généralement sous 48 heures, sans engagement.
Quoi Géométries Le forgeage à froid peut-il ne pas produire ?
Le forgeage à froid présente des limites géométriques strictes. Il est impossible de déplacer du métal partout où un outil CNC peut atteindre.
Le forgeage à froid ne peut pas produire directement :
- Filetages internes
- De véritables contre-dépouilles
- Trous borgnes à profils complexes
- Angles intérieurs aigus inférieurs à 90°
Les fils externes proviennent de enfilage après le dressage, qui fonctionne bien, mais tout ce qui se trouve à l'intérieur du boulon ou toute forme rentrante pointue nécessite un outil de coupe en aval.
Le diamètre est l'autre plafond. Le forgeage à froid est généralement limité aux boulons de taille inférieure à M36 en production industrielle. Au-delà, les contraintes de formage dépassent la capacité de la presse, et la plupart des fabricants optent pour le forgeage à chaud – un compromis autorisé par des normes telles que… BS 4190 et ISO 898-1, qui permettent aux fabricants de choisir la méthode de formage.
La longueur des boulons est également importante. Au-dessus 200–300 mm, Le forgeage à chaud offre une meilleure fluidité des matériaux et un risque de flambage plus faible que le forgeage à froid.
Lequel Matériels Puits Cold-Forge ?
Le formage à froid requiert de la ductilité. Les alliages cassants ou extrêmement durs fissurent la pièce et cassent les matrices.
| Classe de matériaux | Tête froide | Notes |
|---|---|---|
| Acier à faible/moyen carbone (1010, 1018, 10B21) | ✅ Oui | matériau de fixation robuste |
| Acier allié (SCM435/4140, fil de nuance 10.9) | ✅ Oui | Norme pour les boulons à haute résistance |
| Acier inoxydable (304, 316, A2/A4) | ✅ Oui | Usure accrue des outils ; le fil sphéroïdisé est utile |
| Aluminium (5056, 6061) | ✅ Oui | Courant dans l'aérospatiale et les véhicules électriques |
| Cuivre / laiton | ✅ Oui | Fixations électriques et de plomberie |
| Acier à haute teneur en carbone / acier à outils | ⚠️ Limité | Nécessite souvent un usinage CNC ou un forgeage à chaud. |
| Titane Grade 5 | ⚠️ Spécialité | Formable à froid mais nécessitant un outillage important |
| Inconel / superalliages | ❌ Non | CNC ou forgeage à chaud uniquement |
Si votre cahier des charges mentionne un matériau qui ne se forme pas à froid, La décision est prise pour vous : optez pour la CNC..
📋 Conseil technique : Si vous recherchez des matériaux pour un environnement critique en matière de corrosion et que vous envisagez l'acier inoxydable 316, demandez à votre fournisseur du fil sphéroïdisé. Le fil 316 standard s'écrouit rapidement lors du forgeage, ce qui réduit la durée de vie de la matrice. Le fil sphéroïdisé, quant à lui, conserve mieux les tolérances et diminue l'amortissement des coûts d'outillage, ce qui réduit le coût unitaire.
Quand faut-il utiliser un procédé hybride de forgeage à froid et de commande numérique par ordinateur (CNC) ?
La fabrication hybride est la solution lorsque la pièce a les deux volumes et une caractéristique de frappe à froid ne peut pas se former.
Le flux de travail :
- Forger à froid le boulon jusqu'à une forme quasi-définitive — capter le rendement en matière, le débit des grains et la vitesse
- Finition CNC uniquement pour les fonctions qui nécessitent des tolérances serrées, des filetages ou une géométrie interne complexe
L'ébauche forgée réduit le temps de cycle CNC lors de la passe de finition tout en préservant la structure du grain sous la coupe.
Candidats hybrides typiques :
- Boulons à épaulement avec diamètres d'appui réduits
- Boulons hexagonaux avec entraînement interne ou trous transversaux
- Clou étagé avec contre-dépouille d'épaulement
- Boulons de fixation du capteur avec caractéristiques brochées

Chez Keyfix, le forgeage à froid et l'usinage CNC sont tous deux réalisés sous une même direction. IATF 16949 système qualité, de sorte que le passage d'un processus à l'autre n'introduise pas une autre interface fournisseur, un autre délai de livraison ou un autre PPAP.
Comment choisir entre le forgeage à froid et l'usinage CNC ?
Avant d'émettre la demande de prix, veuillez vérifier votre pièce en suivant cette liste de contrôle :
| Question | Forgeage à froid allégé | CNC allégée |
|---|---|---|
| Volume annuel > 10 000 pièces ? | ✅ Oui | ❌ Non |
| Tolérance plus stricte que ±0,025 mm ? | ❌ Non | ✅ Oui |
| Diamètre ≤ M36 et longueur ≤ 200 mm ? | ✅ Oui | Les deux fonctionnent |
| Le matériau est-il ductile (faible/moyen carbone, acier inoxydable, aluminium) ? | ✅ Oui | Les deux fonctionnent |
| Filetages internes, trous borgnes profonds, contre-dépouilles ? | ❌ Non (ou hybride) | ✅ Oui |
| Charge critique en matière de fatigue ? | ✅ Oui | Ajouter un traitement thermique |
| Conception encore au stade de prototype ? | ❌ Non | ✅ Oui |
Si vos réponses se divisent — par exemple, volume élevé et une fonctionnalité CNC précise — la voie hybride l'emporte généralement.
Foire aux questions
Quel est le MOQ typique pour les boulons forgés à froid sur mesure par rapport aux boulons usinés CNC ?
Les quantités minimales de commande pour le forgeage à froid commencent généralement à partir de 5 000 à 10 000 pièces en raison de l'amortissement de l'outillage. Les boulons sur mesure usinés CNC peuvent être commandés en quantités aussi faibles que 50 à 100 pièces, C’est pourquoi l’usinage CNC est privilégié pour les prototypes et les petites séries pilotes. Keyfix propose des échantillons CNC en faible quantité minimale pour la validation de la conception, puis transforme les pièces qualifiées en pièces forgées à froid pour la production en série.
Quel est le délai de livraison pour les nouveaux outils ?
Les nouveaux outils de frappe à froid nécessitent généralement un délai de fabrication plus long. 4 à 8 semaines La conception, l'usinage et les essais dépendent du nombre de stations et de la complexité des caractéristiques. L'usinage CNC ne nécessite que la programmation et le montage, ce qui permet d'expédier les premiers échantillons rapidement. 1 à 2 semaines. Une fois l'outillage de frappe à froid qualifié, les commandes répétées sont traitées. cycles de 3 à 4 semaines.
Quelles certifications et documentations accompagnent les boulons ?
Keyfix fonctionne sous IATF 16949 et ISO 9001. La documentation standard comprend un rapport d'essai de 3,1 mm sur le fil, un certificat de conformité et les rapports d'inspection dimensionnelle. Pour les programmes automobiles, la documentation complète est fournie. Niveau 3 du PPAP Des packages comprenant l'AMDEC, le plan de contrôle et la soumission IMDS sont disponibles sur demande.
Est-il possible de passer d'une pièce usinée par CNC à une pièce forgée à froid en cours de programme ?
Oui, et la conversion est l'un des projets de réduction des coûts les plus courants dans l'approvisionnement en fixations. Le processus est le suivant : valider la conception CNC existante, effectuer une analyse de fabricabilité (DFM) en fonction des contraintes de frappe à froid, fabriquer l'outillage, soumettre un dossier PPAP, puis procéder à la transition. Économies de 30–50% par pièce sont réalistes quant aux bons candidats.
Les boulons forgés à froid nécessitent-ils un traitement thermique ?
La plupart des boulons de structure le font. Le forgeage à froid produit un écrouissage, mais des classes de propriétés comme Niveaux 8.8, 10.9 et 12.9 Un traitement thermique de trempe et de revenu est nécessaire pour atteindre les valeurs de résistance à la traction et de limite d'élasticité spécifiées selon la norme ISO 898-1. Le traitement thermique est effectué en ligne après le frappe et le roulage du filetage.
Quels traitements de surface sont disponibles ?
Les finitions standard comprennent zingage, zinc-nickel, Dacromet, galvanisation à chaud, oxyde noir, phosphatation et revêtement PTFE. Le choix dépend de la classe de corrosion, des objectifs de coefficient de frottement et des spécifications de couple de serrage. Pour les applications sous capot automobile, les alliages zinc-nickel et Dacromet sont les plus courants.
Comment gérer les caractéristiques à tolérances serrées que le forgeage à froid ne peut pas atteindre ?
La méthode hybride. Le boulon est forgé à froid jusqu'à une forme quasi-définitive, puis usiné par commande numérique la caractéristique critique (épaulement, alésage, gorge ou hexagone de précision) selon les tolérances du dessin. Ces deux procédés sont réalisés en interne chez Keyfix, conformément à un plan qualité unique ; la pièce reste donc sous un seul PPAP et un seul certificat de conformité.
Prêt à spécifier votre prochain programme de boulonnage ?
Envoyez votre dessin ou échantillon à L'équipe d'ingénierie de Keyfix Pour une analyse de fabricabilité et un devis sous 48 heures, nous évaluerons la faisabilité du forgeage à froid, recommanderons une solution hybride si elle est économiquement avantageuse et vous fournirons un devis incluant l'outillage et le coût unitaire afin que vous puissiez calculer le seuil de rentabilité avant de vous engager.
Auteur: Équipe d'ingénierie Keyfix Publié : 25 avril 2026 Dernière mise à jour : 25 avril 2026