
Quando si cercano bulloni personalizzati, la scelta tra forgiatura a freddo e lavorazione CNC determina costo unitario, prestazioni in termini di fatica, tempi di consegna e investimento in attrezzature. La forgiatura a freddo modella il materiale in filo sotto pressione a temperatura ambiente ed eccelle nelle produzioni ad alto volume superiori a circa 5.000 pezzi. La lavorazione CNC asporta materiale ed è ideale per tolleranze ristrette, geometrie complesse e piccole serie.
Questa guida confronta direttamente entrambi i processi, in modo che gli ingegneri OEM e i team di approvvigionamento possano abbinare il metodo giusto al bullone giusto.


In breve: punti chiave
- La forgiatura a freddo riduce lo spreco di materia prima fino a 70% e migliora la resistenza alla fatica grazie al flusso ininterrotto delle fibre; la lavorazione CNC interrompe la struttura delle fibre ma mantiene tolleranze più strette.
- Le tolleranze della forgiatura a freddo sono approssimativamente ±0,025 mm sui diametri e ±0,125 mm sulle lunghezze; il CNC può contenere ±0,01 mm o meglio.
- Il punto di pareggio per gli utensili per la formatura a freddo si attesta in genere intorno a 5.000 pezzi volume annuo.
- La testata a freddo è generalmente limitata ai bulloni sotto M36 (≈1-3/8 pollici); Per le taglie più grandi si ricorre alla forgiatura a caldo o alla lavorazione CNC.
- IL percorso ibrido — forgiatura a freddo di un grezzo quasi definitivo, quindi finitura CNC delle caratteristiche critiche — cattura il vantaggio in termini di costi della formatura e la precisione del taglio.
Qual è la differenza reale tra Forgiatura a freddo E Lavorazione CNC Per i bulloni?
Forgiatura a freddo (comunemente chiamata testata a freddo La tranciatura (nella produzione di elementi di fissaggio) è un processo senza trucioli, che produce pezzi quasi a forma definitiva. Una bobina di filo viene alimentata in una macchina di alimentazione a più stazioni e una sequenza di matrici e punzoni deforma il metallo a temperatura ambiente, conferendogli la geometria finale del bullone. Non viene rimosso alcun materiale.
La lavorazione CNC è l'opposto. Si parte da una barra di materiale grezzo, quindi un tornio CNC, solitamente abbinato a utensili motorizzati per la fresatura, taglia via tutto ciò che non è il bullone. Il processo è sottrattivo, più lento per ogni pezzo, e produce trucioli come scarti.
Il bullone che esce da un collettore di scarico è simile a uno che esce da un tornio. La metallurgia interna e i costi per singolo pezzo, però, sono diversi.
💡 Nota dell'ingegnere: La forgiatura a freddo viene talvolta chiamata "stampaggio a freddo" quando applicata specificamente agli elementi di fissaggio. I termini sono intercambiabili nella maggior parte delle conversazioni relative all'approvvigionamento di elementi di fissaggio, ma se il vostro fornitore parla di "forgiatura a freddo", verificate attentamente se utilizza effettivamente una pressa a più stazioni o semplicemente una pressa a singolo colpo, che ha caratteristiche molto diverse.
Quale processo produce risultati migliori? Bulloni personalizzati?
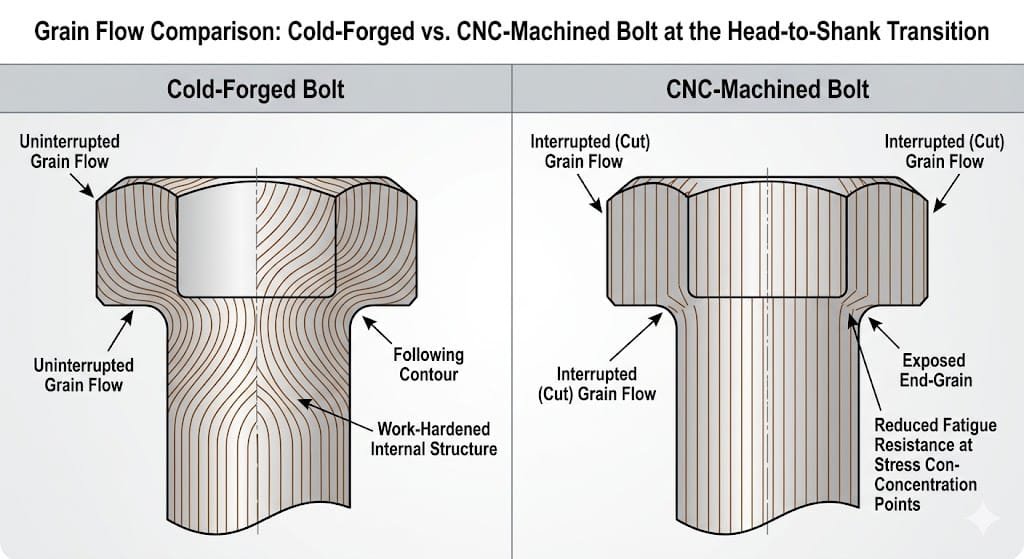
La forgiatura a freddo produce bulloni più resistenti nelle applicazioni critiche per la fatica., e il motivo è il flusso dei cereali.
Quando si forgia a freddo un bullone, la struttura granulare del metallo segue il contorno della parte — maggiore resistenza alla fatica e tenacità rispetto a un equivalente lavorato o fuso.
La lavorazione CNC taglia direttamente attraverso le fibre, lasciando fibra di testa esposta nel filetto dalla testa al gambo — esattamente dove i bulloni subiscono la massima sollecitazione sotto carico ciclico.
L'incrudimento da lavoro aggrava l'effetto. I pezzi testati a freddo acquisiscono un circa 10–25% aumento della resistenza alla trazione dalla sola deformazione plastica, prima di qualsiasi trattamento termico.
🔧 Keyfix in pratica: I bulloni critici per la sicurezza in caso di incidente nel settore automobilistico, come gli ancoraggi delle cinture di sicurezza, i bulloni dei bracci di controllo delle sospensioni e i morsetti dei pacchi batteria dei veicoli elettrici, sono quasi sempre stampati a freddo proprio per questo motivo. Per i bulloni di fissaggio soggetti a carico statico o per le dime, dove la fatica non rappresenta un problema, l'interruzione della grana dovuta alla lavorazione meccanica raramente costituisce un inconveniente.
Quali tolleranze ci si può aspettare dalla forgiatura a freddo rispetto alla lavorazione CNC?
È qui che la lavorazione CNC si rivela nettamente superiore. La formatura a freddo è precisa; la lavorazione CNC è più precisa.
| Specifica | Stampaggio a freddo | Lavorazione CNC |
|---|---|---|
| Tolleranza di diametro | ±0,025 mm tipico | ±0,01 mm o più stretto |
| Tolleranza di lunghezza | ±0,125 mm tipico | ±0,025 mm tipico |
| Finitura superficiale (Ra) | 1,6–3,2 μm | 0,4–1,6 μm |
| Capacità geometrica | Forma simmetrica, quasi definitiva | 3D complesso, sottosquadri, filettature interne |
| Tasso di produzione | 100–200 parti/minuto | 1–5 parti/minuto |
Se il tuo disegno indica un diametro della spalla di ±0,01 mm, La sola testata a freddo non basterà. Questo è il percorso ibrido che tratteremo più avanti: forgiare a freddo il pezzo grezzo, quindi rifinire la superficie critica con un tornio a controllo numerico.
Presso Keyfix, le nostre celle CNC contengono ±0,001 mm sulle caratteristiche critiche quando la rettifica segue la tornitura, come richiesto da alcuni programmi di produzione di bulloni per il settore medico e aerospaziale.
Quando la forgiatura a freddo è più conveniente della lavorazione CNC per la produzione di bulloni personalizzati?
La forgiatura a freddo risulta vantaggiosa in termini di costi una volta che il volume annuo supera il punto di pareggio degli utensili, solitamente intorno a 5.000 pezzi, a seconda del numero di stazioni e della complessità dello stampo.
Tre leve economiche guidano i calcoli:
- Resa del materiale. La forgiatura a freddo riduce lo spreco di materia prima fino a 70% rispetto alla lavorazione meccanica. Nelle leghe costose – acciaio inossidabile, alluminio, titanio, rame – questo incide in modo determinante sul costo unitario.
- Tempo di ciclo. Un'intestazione multi-stazione corre 100–200+ parti al minuto. Un tornio a controllo numerico ne esegue da uno a cinque. Con una produzione di 50.000 unità all'anno, la differenza in termini di manodopera e ore macchina è enorme.
- Ammortamento degli utensili. Gli stampi per la formatura a freddo costano soldi veri in anticipo. Un utensile complesso a più stazioni può funzionare $80.000–$120.000 prima che venga spedito il primo pezzo prodotto. Estendendo questo problema a 500.000 pezzi, diventa invisibile. Estendendolo a 5.000, diventa un problema serio.
La regola empirica semplificata:
| Volume annuale | Processo predefinito |
|---|---|
| < 2.500 pezzi | Lavorazione CNC |
| 2.500–10.000 pezzi | Esegui i calcoli in entrambi i modi |
| 10.000–100.000 pezzi | Forgiatura a freddo (con finitura CNC se necessaria) |
| > 100.000 pezzi | Forgiatura a freddo, quasi sempre |
⚠️ Errore comune: A volte gli acquirenti si bloccano sul prezzo CNC per un programma da 50.000/anno perché il prototipo è stato lavorato e "funziona". Un preventivo di stampaggio a freddo affiancato sullo stesso pezzo in genere rivela Risparmio unitario di 30–50% — e questo senza considerare il minor tasso di rottamazione.
Hai bisogno di aiuto per decidere? Inviate il vostro disegno agli ingegneri di Keyfix e vi indicheremo se la forgiatura a freddo, la lavorazione CNC o una tecnologia ibrida siano economicamente vantaggiose in base al volume e alle tolleranze richieste, solitamente entro 48 ore e senza alcun impegno.
Che cosa Geometrie La forgiatura a freddo può non produrre risultati?
La stampaggio a freddo ha limiti geometrici rigidi. Non è possibile spostare il metallo ovunque un utensile CNC possa arrivare.
La forgiatura a freddo non può produrre direttamente:
- Filettature interne
- Veri sottosquadri
- Fori ciechi con profili complessi
- Angoli interni acuti inferiori a 90°
I fili esterni provengono da rullatura del filo dopo la testata, che funziona bene, ma qualsiasi cosa all'interno del bullone o qualsiasi elemento rientrante tagliente necessita di un utensile da taglio a valle.
Il diametro è l'altro soffitto. La formatura a freddo è generalmente limitata ai bulloni di spessore inferiore a M36 nella produzione commerciale. Al di sopra di tale spessore, i carichi di formatura superano la pressa e la maggior parte dei produttori passa alla forgiatura a caldo, un compromesso consentito da norme quali BS 4190 e ISO 898-1, che consentono ai produttori di selezionare il metodo di formatura.
Anche la lunghezza del bullone è importante. Sopra 200–300 mm, La forgiatura a caldo offre un migliore flusso del materiale e un minor rischio di deformazione rispetto alla stampatura a freddo.
Quale Materiali Pozzo di forgiatura a freddo?
La formatura a freddo richiede duttilità. Le leghe fragili o estremamente dure possono causare crepe nel pezzo in lavorazione e rompere gli stampi.
| Classe di materiale | Testa fredda | Note |
|---|---|---|
| Acciaio a basso/medio tenore di carbonio (1010, 1018, 10B21) | ✅ Sì | Materiale di fissaggio robusto |
| Acciaio legato (SCM435/4140, filo di grado 10.9) | ✅ Sì | Norma per bulloni ad alta resistenza |
| Acciaio inossidabile (304, 316, A2/A4) | ✅ Sì | Maggiore usura degli utensili; il filo sferoidizzato aiuta |
| Alluminio (5056, 6061) | ✅ Sì | Comune nel settore aerospaziale e nei veicoli elettrici |
| Rame/ottone | ✅ Sì | Elementi di fissaggio elettrici e idraulici |
| Acciaio ad alto tenore di carbonio / acciaio per utensili | ⚠️ Limitato | Spesso richiede lavorazione CNC o forgiatura a caldo. |
| Titanio di grado 5 | ⚠️ Specialità | Formabile a freddo ma richiede un'intensa lavorazione. |
| Inconel / superleghe | ❌ No | Solo lavorazione CNC o forgiatura a caldo |
Se le specifiche richiedono un materiale che non si forma a freddo, La decisione è già stata presa per te: scegli la lavorazione CNC..
📋 Suggerimento specifico: Se state cercando materiali per un ambiente critico in termini di corrosione e state valutando l'acciaio inossidabile 316, chiedete al vostro fornitore di fornirvi filo sferoidizzato. Il filo 316 standard si indurisce rapidamente durante la formatura e riduce la durata degli stampi; il filo sferoidizzato, invece, mantiene le tolleranze più a lungo e riduce l'ammortamento dei costi degli utensili sul prezzo unitario.
Quando è consigliabile utilizzare un processo ibrido di forgiatura a freddo e lavorazione CNC?
La produzione ibrida è la risposta quando il componente ha entrambi i volumi E una caratteristica di testata a freddo non può formarsi.
Il flusso di lavoro:
- Forgiare a freddo il bullone fino a ottenere una forma quasi definitiva. — catturando la resa del materiale, il flusso dei grani e la velocità
- Finitura CNC solo le caratteristiche che richiedono tolleranze ristrette, filettature o geometrie interne complesse
Il grezzo forgiato riduce i tempi del ciclo CNC nella passata di finitura, preservando al contempo la struttura delle venature al di sotto del taglio.
Tipici candidati ibridi:
- Bulloni a spalla con diametri di cuscinetto ristretti
- Bulloni esagonali con azionamento interno o fori trasversali
- Borchie a gradini con sottosquadri sulle spalle
- Bulloni di fissaggio del sensore con caratteristiche brocciate

Presso Keyfix, sia la formatura a freddo che la lavorazione CNC vengono eseguite sotto un unico controllo. IATF 16949 sistema di qualità, in modo che il passaggio tra i processi non introduca un'ulteriore interfaccia con il fornitore, un ulteriore tempo di consegna o un ulteriore PPAP.
Come scegliere tra forgiatura a freddo e lavorazione CNC?
Prima di emettere la richiesta di offerta (RFQ), verifica che la tua parte sia coperta da questa checklist:
| Domanda | Forgiatura a freddo magra | CNC snello |
|---|---|---|
| Volume annuo > 10.000 pezzi? | ✅ Sì | ❌ No |
| Tolleranza inferiore a ±0,025 mm? | ❌ No | ✅ Sì |
| Diametro ≤ M36 e lunghezza ≤ 200 mm? | ✅ Sì | Entrambe le opzioni funzionano |
| Il materiale è duttile (a basso/medio tenore di carbonio, acciaio inossidabile, alluminio)? | ✅ Sì | Entrambe le opzioni funzionano |
| Filettature interne, fori ciechi profondi, sottosquadri? | ❌ No (o ibrido) | ✅ Sì |
| Carico critico per la fatica? | ✅ Sì | Aggiungere il trattamento termico |
| Il progetto è ancora in fase di prototipo? | ❌ No | ✅ Sì |
Se le tue risposte si dividono, ad esempio, volume elevato E una funzione specifica per CNC — di solito la soluzione ibrida è la più vincente.
Domande frequenti
Qual è il quantitativo minimo d'ordine (MOQ) tipico per bulloni forgiati a freddo su misura rispetto a bulloni lavorati a CNC?
I MOQ per la forgiatura a freddo in genere iniziano da 5.000–10.000 pezzi a causa dell'ammortamento degli utensili. I bulloni personalizzati lavorati a CNC possono essere ordinati in quantità a partire da 50–100 pezzi, Per questo motivo, la lavorazione CNC è la soluzione predefinita per prototipi e piccole serie pilota. Keyfix offre campioni CNC con quantitativi minimi d'ordine ridotti per la validazione del design, per poi passare alla formatura a freddo dei pezzi qualificati per la produzione in serie.
Quali sono i tempi di consegna per i nuovi stampi?
I nuovi utensili per la formatura a freddo richiedono in genere 4-8 settimane per progettare, lavorare e testare, a seconda del numero di stazioni e della complessità delle caratteristiche. La lavorazione CNC richiede solo programmazione e fissaggio, quindi i primi campioni possono essere spediti in 1-2 settimane. Una volta qualificati gli utensili per la formatura a freddo, gli ordini ripetuti vengono eseguiti su Cicli di 3-4 settimane.
Quali certificazioni e documentazione accompagnano i bulloni?
Keyfix opera sotto IATF 16949 E ISO 9001. La documentazione standard include un rapporto di prova 3.1 Mill sul materiale del filo, un certificato di conformità e registri di ispezione dimensionale. Per i programmi automobilistici, la documentazione completa PPAP Livello 3 Su richiesta sono disponibili pacchetti completi di FMEA, piano di controllo e documentazione per la presentazione al sistema IMDS.
È possibile passare dalla lavorazione CNC alla forgiatura a freddo di un pezzo a metà programma?
Sì, e la conversione è uno dei progetti di riduzione dei costi più comuni nell'approvvigionamento di elementi di fissaggio. Il percorso è: convalidare il progetto CNC esistente, eseguire una revisione DFM rispetto ai vincoli di stampaggio a freddo, tagliare gli utensili, eseguire una presentazione PPAP, quindi effettuare la transizione. Risparmi di 30–50% per parte sono realistici sui candidati giusti.
I bulloni forgiati a freddo necessitano di trattamento termico?
La maggior parte dei bulloni strutturali lo fa. La forgiatura a freddo produce incrudimento, ma classi di proprietà come Grado 8.8, 10.9 e 12.9 È necessario un trattamento termico di tempra e rinvenimento per raggiungere i valori di resistenza alla trazione e di snervamento specificati secondo la norma ISO 898-1. Il trattamento termico viene eseguito in linea dopo la formatura e la rullatura della filettatura.
Quali trattamenti superficiali sono disponibili?
Le finiture standard includono zincatura, zincatura-nichel, Dacromet, zincatura a caldo, ossido nero, fosfatazione e rivestimento in PTFE. La scelta dipende dalla classe di corrosione, dai valori target del coefficiente di attrito e dalle specifiche di coppia di serraggio. Per le applicazioni automobilistiche sotto il cofano, le leghe zinco-nichel e Dacromet sono le più comuni.
Come si gestiscono le caratteristiche con tolleranze ristrette che la formatura a freddo non riesce a riprodurre?
Il percorso ibrido. Il bullone viene forgiato a freddo fino a raggiungere una forma quasi definitiva, quindi la caratteristica critica (spalla, foro, sottosquadro o esagono di precisione) viene lavorata con macchine CNC secondo le tolleranze di disegno. Entrambi i processi vengono eseguiti internamente presso Keyfix nell'ambito di un unico piano di qualità, in modo che il componente rimanga su un unico PPAP e un unico CoC.
Pronti a definire le specifiche del vostro prossimo programma di bulloni?
Invia il tuo disegno o campione a team di ingegneri Keyfix Per una revisione DFM e un preventivo entro 48 ore. Segnaleremo la fattibilità della formatura a freddo, consiglieremo una soluzione ibrida se economicamente vantaggiosa e forniremo un preventivo completo per utensili e costi unitari, in modo che possiate calcolare il punto di pareggio prima di impegnarvi.
Autore: Team di ingegneri Keyfix Pubblicato: 25 aprile 2026 Ultimo aggiornamento: 25 aprile 2026