Introducción: El problema de la fijación en espacios confinados

Saber cómo apretar tornillos en espacios reducidos en aplicaciones automotrices es un desafío al que se enfrentan con igual frecuencia los operarios de líneas de montaje, los técnicos de servicio y los fabricantes de repuestos. Los vehículos modernos integran más subsistemas en espacios cada vez más reducidos: las tuberías del turbocompresor se apiñan contra los cortafuegos, los módulos de la batería presionan contra el piso y las estructuras multicapa del tablero apenas dejan espacio para la punta de un dedo, y mucho menos para un destornillador o una llave de tubo convencionales.
La mayoría de las guías publicadas sobre este tema se centran exclusivamente en las herramientas. Si bien la selección de herramientas es importante, solo aborda la mitad del problema. La otra mitad, a menudo pasada por alto, es el propio elemento de fijación. Un tornillo diseñado para instalaciones en espacios reducidos puede convertir una operación de apriete imposible en una tarea rutinaria.
Esta guía examina ambas partes: las características de diseño de los tornillos que facilitan la instalación en espacios confinados y las técnicas de procedimiento que garantizan que cada elemento de fijación alcance su precarga objetivo de forma fiable.
¿Por qué existen espacios reducidos en el diseño automotriz?
Antes de solucionar el problema, conviene entender por qué persiste. Los ingenieros de vehículos no crean intencionadamente ubicaciones de fijación inaccesibles; estas surgen de prioridades de diseño contrapuestas.
| Factor de diseño | Cómo crea espacios reducidos | Zona de vehículos afectados |
|---|---|---|
| Embalaje aerodinámico | El compartimento del motor se redujo para disminuir el área frontal. | Tubería de admisión del turbo, soportes del intercooler |
| Requisitos de la estructura de choque | Se añadieron capas de refuerzo alrededor de la celda de pasajeros. | Embellecedores del pilar B, cubiertas de la viga de protección contra impactos laterales |
| integración de baterías de vehículos eléctricos | La bandeja de la batería ocupa toda la superficie inferior del vehículo. | Tornillos de fijación del módulo a la bandeja, sujetadores de la placa de refrigeración |
| capas de aislamiento NVH | Barreras acústicas intercaladas entre paneles | Viga transversal del tablero, perforaciones en el cortafuegos |
| Normativa de seguridad para peatones | Línea del capó elevada con estructura de absorción de energía | Carcasas de faros, soporte de la parrilla al radiador |
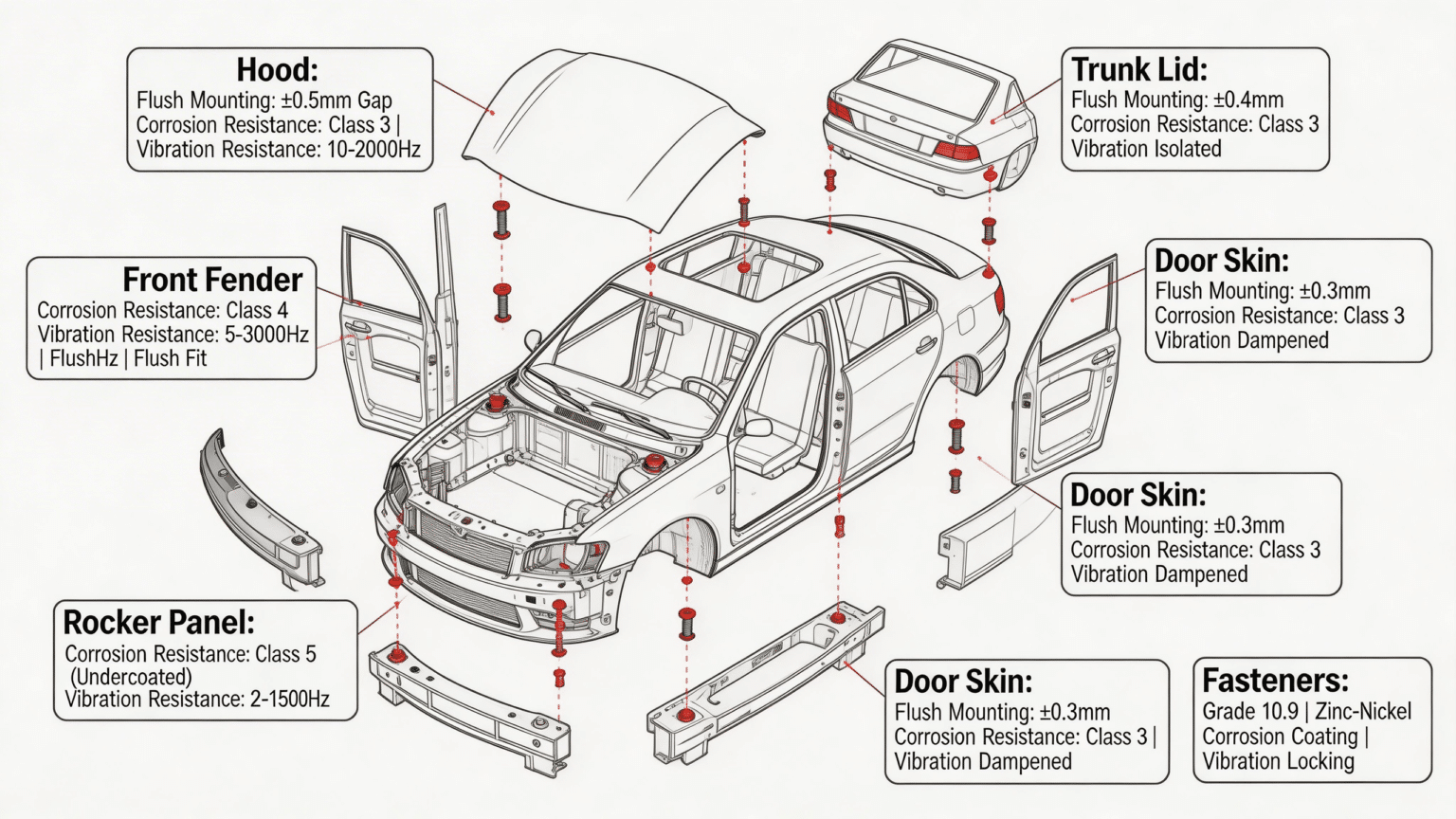
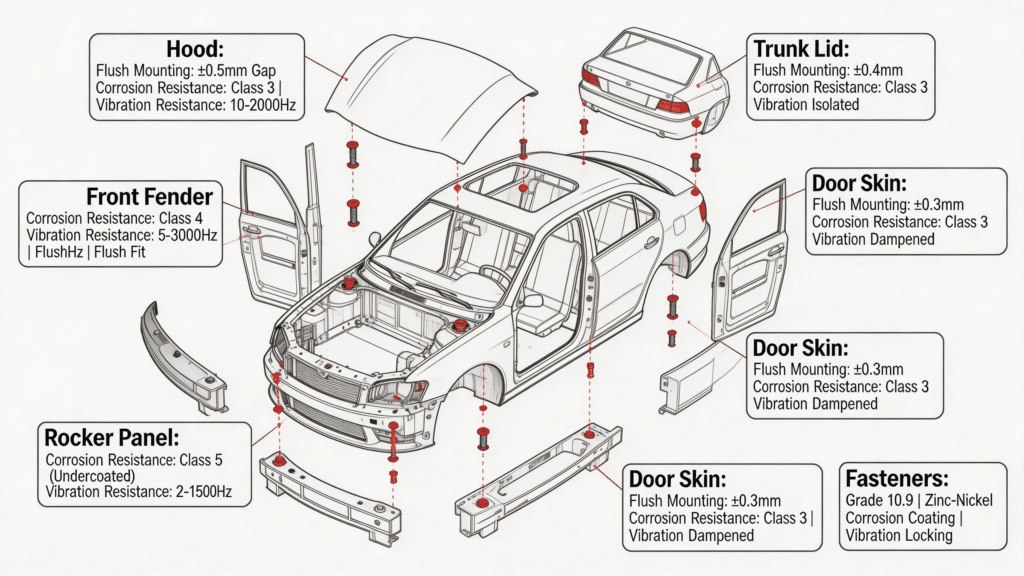
| Espacios estrechos impulsados por el estilo | Espacios entre paneles al ras y líneas de cierre minimizadas | Acceso a las bisagras de las puertas, uniones entre el guardabarros y el panel lateral. |
En cada escenario, los elementos de fijación se ubican en lugares donde el acceso directo con herramientas es físicamente imposible. Por lo tanto, la cuestión de cómo apretar tornillos en ensamblajes automotrices con espacios reducidos se convierte en un problema de ingeniería de sistemas que abarca el diseño de la junta, la geometría del elemento de fijación y la metodología de instalación.
Características de diseño de los sujetadores que resuelven el acceso a espacios confinados
La forma más eficaz de fijar tornillos en espacios reducidos es diseñarlos de manera que el acceso restringido no sea un problema. La siguiente tabla enumera las características de diseño de los tornillos específicamente diseñadas para instalaciones automotrices en espacios confinados.
| Característica de diseño | Cómo ayuda en espacios reducidos | Rango de tamaño típico | Método de fabricación KeyFixPro |
|---|---|---|---|
| Cabeza hexagonal con brida (arandela integrada) | Elimina la necesidad de una lavadora independiente; reduce la altura de la pila y el número de componentes. | M5 – M12 | Brida forjada en frío con planitud de ±0,05 mm |
| Cabezal de zócalo de perfil bajo | Reduce la altura de la cabeza en un 40% en comparación con la tapa de enchufe estándar %. | M4 – M10 | Rebaje mecanizado por CNC, control de profundidad de ±0,03 mm |
| Accionamiento Torx externo (6 lóbulos) | Permite una mayor transmisión de par con un hueco menos profundo que el de una llave hexagonal. | M5 – M14 | Perfil de 6 lóbulos conformado en frío según ISO 10664. |
| Arandela cautiva (SEMS) | La arandela premontada permanece en el tornillo; se puede insertar con una sola mano. | M4 – M12 | Arandela deformada durante el proceso de enrollado del hilo. |
| Punta de perro/piloto | Centrado automático en el orificio; elimina las dificultades de alineación a ciegas. | M6 – M16 | Nariz de piloto de cabeza fría, concentricidad de ±0,02 mm. |
| Parche fijador de roscas (preaplicado) | Elimina la necesidad de aplicar adhesivo por separado en zonas estrechas. | M3 – M12 | Parche de nailon microencapsulado aplicado en línea |
| Tornillo de hombro (vástago escalonado) | Posicionamiento preciso sin necesidad de calces; reduce los pasos de montaje. | M5 – M16 | Hombro torneado por CNC, ±0,005 mm de diámetro |
| Tornillo de cuerpo moleteado | Instalación a presión para agujeros ciegos; no requiere rotación. | M3 – M8 | Patrón de moleteado de diamante forjado en frío |
La combinación de dos o tres de estas características reduce drásticamente la dificultad de instalación. Un cabezal hexagonal con brida, arandela cautiva y punta cónica permite la inserción con una sola mano en un orificio ciego, el enroscado a simple vista y el apriete final con una llave de vaso estándar de perfil bajo, transformando una operación que antes requería tres minutos de esfuerzo en una de quince segundos.
Análisis del acceso a las herramientas por zona de seguridad
Incluso con un diseño de fijación optimizado, la herramienta correcta debe ajustarse al espacio disponible. La siguiente tabla clasifica los escenarios comunes de espacios reducidos en la industria automotriz según sus dimensiones medibles y relaciona cada uno con la estrategia de herramientas adecuada.
| Categoría de liquidación | Espacio libre vertical | Holgura radial | Tipos de herramientas adecuadas | Par máximo alcanzable |
|---|---|---|---|---|
| Restricción moderada | 50 – 100 mm por encima de la cabeza | Más de 30 mm de circunferencia de la cabeza | Carraca estándar + extensión corta; atornillador eléctrico | Par de apriete de especificación completa |
| Vertical estrecha | 25 – 50 mm por encima de la cabeza | Más de 30 mm de circunferencia de la cabeza | Carraca corta; vaso de perfil bajo; carraca de palma | Hasta 80 % de especificación (verificar con auditoría de torque) |
| Radial estrecho | Más de 50 mm por encima de la cabeza | 10 – 30 mm alrededor de la cabeza | Llave de carraca de boca abierta; adaptador de pata de gallo en llave dinamométrica | Par de apriete completo (pata de gallo calibrada) |
| Restricción dual | 25 – 50 mm vertical, 10 – 30 mm radial | Carraca corta de cabeza flexible; destornillador de ángulo recto; portapuntas acodado | Hasta 60 % de especificación; puede requerir varios pasos. | |
| Restricción extrema | < 25 mm en cualquier eje | Punta de accionamiento manual; portapuntas magnético con extensión; destornillador angular especial | Par limitado; considere un diseño de junta alternativo. |
Cuando la holgura se encuentra en la categoría de "restricción extrema", la respuesta de ingeniería más productiva suele ser rediseñar la unión en lugar de buscar herramientas cada vez más sofisticadas. Reemplazar un tornillo de cabeza hexagonal convencional por un cierre Dzus de un cuarto de vuelta, un pasador de bayoneta o un clip de ajuste a presión puede eliminar por completo el problema de apriete; una estrategia que los principales fabricantes de equipos originales emplean ampliamente en aplicaciones de revestimiento interior y cubiertas del compartimento del motor.
Procedimiento paso a paso: Cómo apretar tornillos en juntas automotrices de espacio reducido
El siguiente procedimiento se aplica a cualquier instalación de elementos de fijación roscados donde el acceso a las herramientas en línea recta se vea comprometido. Cada paso aborda un modo de fallo específico que se ve agravado por las condiciones de espacio reducido.
Paso 1: Verifique la compatibilidad de la rosca antes de la inserción.
En espacios reducidos, el roscado cruzado es el modo de fallo más común, ya que el técnico no puede confirmar visualmente el acoplamiento de la rosca. Antes de usar un destornillador, gire manualmente el tornillo en sentido antihorario (dirección de aflojamiento) hasta que oiga un "clic" distintivo; esto indica que la cresta de la rosca macho se ha encajado en la raíz de la rosca hembra en el punto de inicio. Solo entonces gire en sentido horario. Esta técnica evita la incidencia de roscado cruzado del 15-20 % en el modelo %, documentada en estudios de ensamblaje a ciegas.
Paso 2: Utilice retención magnética o adhesiva durante el posicionamiento.
Introducir un tornillo en una cavidad inaccesible supone una pérdida de tiempo y el riesgo de dañarlo con objetos extraños. Para tornillos de acero ferromagnético, una punta magnetizada sujeta el tornillo durante la inserción. Para tornillos de acero inoxidable o aluminio (no magnéticos), una pequeña cantidad de grasa lubricante para roscas o un retenedor de goma específico para la punta cumplen la misma función.
Paso 3: Apriete con los dedos antes de aplicar el par motor.
Apriete el tornillo a baja velocidad hasta que la superficie de apoyo de la cabeza entre en contacto con la pieza de trabajo. Este ajuste preciso confirma el acoplamiento completo de la rosca y el correcto asentamiento antes de aplicar el par de apriete final. Apretar a alta velocidad directamente en un punto ciego conlleva el riesgo de dañar las roscas o desalinear el tornillo antes de detectar cualquier desalineación.
Paso 4: Aplicar el par final en incrementos controlados.
En espacios reducidos donde el acceso a la llave dinamométrica es limitado, aplique el par final en dos o tres pasadas incrementales en lugar de una sola pasada. Entre pasadas, verifique que la cabeza del tornillo no se haya torcido palpando un contacto uniforme entre la cabeza y la superficie alrededor del perímetro. Para uniones críticas, un inserto de broca limitador de par (preajustado al valor objetivo) proporciona control del par sin necesidad de usar una llave.
Paso 5: Confirme la precarga mediante auditoría de par o marcado.
Tras el apriete, confirme la precarga alcanzada. En juntas accesibles, una comprobación del par con una llave calibrada proporciona una verificación directa. En espacios extremadamente reducidos donde el acceso posterior es impracticable, marque la cabeza del tornillo y la superficie de contacto con una línea de prueba (una franja pintada con rotulador) que revelará cualquier aflojamiento posterior mediante el desplazamiento visible de la marca.
Errores comunes al apretar en espacios reducidos de automóviles
| Error | Consecuencia | Prevención |
|---|---|---|
| Omitiendo la comprobación entre subprocesos | Roscas dañadas; unión debilitada que requiere reparación con helicoil. | Siempre gire en sentido contrario para sentir primero el acoplamiento de la rosca. |
| Uso de juntas universales en ángulos elevados (> 15°) | Lectura de torque inexacta en 20–40 %; falsa sensación de apriete. | Mantenga el ángulo de la junta universal por debajo de 10°; recalibre la pata de gallo. |
| Dependencia excesiva del destornillador de impacto en cavidades ciegas | Exceso o falta de par de apriete sin retroalimentación táctil. | Utilice un destornillador con embrague limitador de par o un inserto de broca de tipo clic. |
| Elegir un hueco de accionamiento incorrecto para el espacio libre disponible | Daños por deslizamiento en la cabeza del tornillo; hueco redondeado | Haga coincidir el tipo de accionamiento con el espacio libre: Torx para perfil bajo, hexagonal para perfil alto. |
| Ignorando la expansión térmica en el compartimento del motor | La articulación se afloja después del ciclo de calentamiento a pesar del par de apriete inicial correcto. | Especifique el uso de un parche de fijación de roscas o una tuerca de bloqueo de par de apriete constante. |
| Unir componentes desalineados | Tensión residual en la junta; inicio de grieta por fatiga en el orificio del sujetador. | Corrija la alineación antes de apretar; utilice tornillos guía de punta cónica. |
Comparativa de sistemas de accionamiento por tornillo para entornos de acceso restringido
La cavidad de accionamiento determina directamente la altura mínima de la herramienta necesaria por encima de la cabeza del tornillo, un parámetro crítico a la hora de resolver cómo apretar tornillos en aplicaciones automotrices con espacios reducidos.
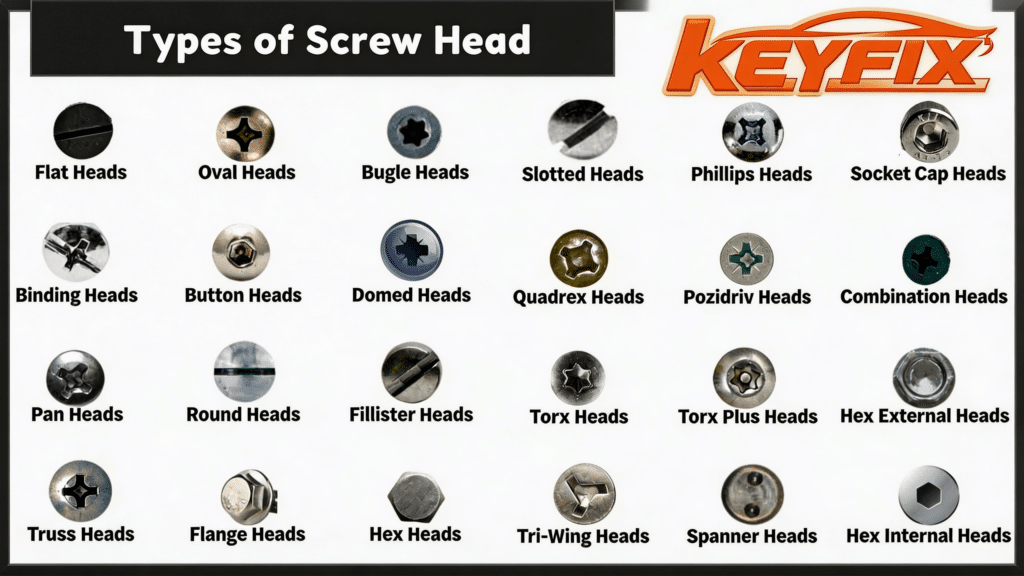
| Tipo de unidad | Altura mínima de la herramienta por encima de la cabeza | Resistencia a la desconexión de la leva | Capacidad de torsión (relativa) | Mejor escenario en espacios reducidos |
|---|---|---|---|---|
| Phillips (#2) | 18 – 22 mm | Bajo (con diseño de leva hacia afuera) | 1.0× (línea base) | Solo revestimiento interior de uso ligero |
| Pozidriv (#2) | 18 – 22 mm | Moderado | 1.1× | Acabados interiores y exteriores para el mercado europeo |
| Llave hexagonal (Allen) | 10 – 16 mm | Alto | 1.4× | Compartimento del motor, soportes estructurales |
| Torx externo (6 lóbulos) | 6 – 10 mm | Muy alto | 1,6× | Sistema de propulsión de ultrabaja altura libre, batería para vehículos eléctricos |
| Torx Plus interno | 8 – 12 mm | Muy alto | 1,7× | Chasis de seguridad crítica, resistente a manipulaciones |
| Brida hexagonal (llave externa) | 0 mm (la herramienta se acopla desde el lateral) | No aplicable (empuñadura externa) | Ilimitado (longitud de la llave) | Espacio libre vertical cero; acceso radial únicamente |
Los destornilladores Torx externos ofrecen la mejor combinación de perfil bajo y alta capacidad de torsión, razón por la cual se han convertido en la opción dominante para la fijación de bandejas de baterías de vehículos eléctricos y el ensamblaje de sistemas de propulsión modernos. KeyFixPro fabrica perfiles Torx externos mediante conformado en frío según la norma ISO 10664, con una geometría de lóbulos de ±0,02 mm, lo que garantiza un acoplamiento fiable del destornillador incluso cuando la inserción de la herramienta es parcialmente ciega.
Cuando el rediseño de los sujetadores es la mejor solución
En ocasiones, la solución más eficaz para apretar tornillos en espacios reducidos en el sector automotriz es eliminar por completo el proceso de apriete. La siguiente tabla muestra estrategias de unión alternativas que KeyFixPro puede fabricar para aplicaciones donde el apriete convencional de tornillos resulta poco práctico.
| Concepto de fijación alternativa | Método de instalación | Acceso requerido | ¿Desmontable? | Aplicación adecuada |
|---|---|---|---|---|
| Perno de fijación a presión | Prensa hidráulica o mecánica (premontaje) | Solo un lado, antes del cierre del panel. | Sí (extracción de tuercas) | Fijación del soporte antes del montaje de la carrocería |
| Tuerca autoblocante (tipo PEM) | Presionado en la lámina durante la fase de estampado | No se necesita acceso en el montaje final. | Sí (extracción del tornillo) | Soportes del panel de instrumentos, soportes de la ECU |
| Clip de plástico de ajuste a presión | Alimentación manual o automatizada | Un lado, presión con los dedos | Reutilizable o de un solo uso. | Revestimiento interior, enrutamiento del mazo de cables |
| Cierre de cuarto de vuelta (Dzus) | Rotación de 90° con herramienta de hoja plana | Espacio libre radial mínimo | Sí | Paneles de acceso, cubiertas de servicio |
| Tuerca remachable ciega (Rivnut) | Herramienta de ajuste de mandril de tracción, un lado | Acceso al arma desde un solo lado | Sí (enroscar después de colocarlo) | Soportes de repuesto para tubos de sección cerrada |
KeyFixPro fabrica espárragos de remache, tuercas autoblocantes y fijaciones a presión personalizadas mediante forjado en frío multietapa con un 98 % de utilización de material % y tolerancias de ±0,02 mm. Estas fijaciones de preensamblaje suelen ser la solución más rentable cuando el problema del espacio reducido se detecta en la fase de diseño.
Preguntas frecuentes
¿Cuál es la característica más eficaz de los tornillos para la instalación en espacios reducidos en el sector automotriz?
La punta de guía (tipo piloto) combinada con una arandela SEMS integrada ofrece la mayor ventaja de instalación en espacios reducidos. La punta de guía se autocentra en el orificio correspondiente, eliminando las conjeturas de alineación a ciegas, mientras que la arandela integrada elimina la necesidad de manipular un componente aparte. Juntas, permiten una inserción y roscado fiables con una sola mano, basándose únicamente en la retroalimentación táctil.
¿Puedo lograr un par de apriete preciso en un espacio reducido sin una llave dinamométrica?
Sí, mediante el uso de un inserto limitador de par (también llamado punta de torsión o punta de seguridad) que se desacopla al alcanzar un valor de par calibrado. Estos insertos se adaptan a cualquier destornillador hexagonal estándar de ¼” y proporcionan una precisión de par de ±10 % sin requerir el espacio libre que exige una llave dinamométrica de longitud completa.
¿Cómo ayuda KeyFixPro a los fabricantes de equipos originales a afrontar los desafíos de la fijación en espacios reducidos?
KeyFixPro Un equipo de más de 20 ingenieros sénior especializados en fijaciones colabora con los grupos de desarrollo de productos del cliente durante la fase DFA (Diseño para el Ensamblaje). Al especificar geometrías de tornillos personalizadas —cabezas de perfil bajo, arandelas integradas, puntas guía y parches de bloqueo de rosca preaplicados— fabricadas mediante forjado en frío y mecanizado CNC según los protocolos IATF 16949, KeyFixPro elimina los problemas de instalación en espacios reducidos en la fase de diseño, en lugar de en la línea de montaje.
KeyFixPro Fundada en 2000 y certificada según las normas IATF 16949, ISO 9001 e ISO 14001, KeyFixPro diseña soluciones de fijación a medida para resolver los desafíos del ensamblaje automotriz en espacios reducidos en más de 20 países. Con más de 50 patentes, una capacidad de inspección de ±0,001 mm y una cadena de producción integrada verticalmente, KeyFixPro ofrece la precisión en el diseño de fijaciones que exigen las complejas arquitecturas de los vehículos modernos. Visite www.keyfixpro.com o contacte con sales@keyfixpro.com.