
Cuando se buscan pernos personalizados, la elección entre forjado en frío y mecanizado CNC es determinante. costo unitario, rendimiento ante la fatiga, tiempo de entrega e inversión en herramientas. El forjado en frío da forma al material de alambre bajo presión a temperatura ambiente y es excelente para series de alto volumen por encima de aproximadamente 5.000 piezas. El mecanizado CNC elimina material y resulta ventajoso en tolerancias ajustadas, geometrías complejas y series cortas.
Esta guía compara ambos procesos directamente para que los ingenieros de los fabricantes de equipos originales y los equipos de compras puedan seleccionar el método adecuado para cada perno.


TL;DR — Conclusiones clave
- El forjado en frío reduce el desperdicio de materia prima mediante hasta 70% y mejora la resistencia a la fatiga mediante un flujo de grano ininterrumpido; el mecanizado CNC interrumpe la estructura del grano, pero mantiene tolerancias más estrictas.
- Las tolerancias de forjado en frío varían aproximadamente ±0,025 mm en diámetros y ±0,125 mm en longitudes; CNC puede sostener ±0,01 mm o mejor.
- El punto de equilibrio para las herramientas de conformado en frío suele estar alrededor de 5.000 piezas volumen anual.
- El conformado en frío generalmente se limita a pernos bajo M36 (≈1-3/8 pulg.); Los tamaños más grandes se someten a forjado en caliente o mecanizado CNC.
- El ruta híbrida — forjar en frío una pieza en bruto con dimensiones casi definitivas y luego acabar las características críticas mediante CNC — aprovecha la relación coste-beneficio del conformado y la precisión del corte.
¿Cuál es la diferencia real entre? Forja en frío y Mecanizado CNC ¿Para pernos?
Forjado en frío (comúnmente llamado dirección fría En la producción de sujetadores, el proceso de conformado por extrusión (en la fabricación de sujetadores) es un proceso sin virutas y con forma casi final. Una bobina de alambre se introduce en un cabezal de varias estaciones, y una secuencia de matrices y punzones desplaza el metal a temperatura ambiente hasta darle la geometría final del perno. No se recorta ningún material.
El mecanizado CNC es lo opuesto. Se comienza con una barra de material, luego un torno CNC, generalmente combinado con herramientas motorizadas para el fresado, corta todo lo que no es el perno. El proceso es sustractivo, más lento por pieza y produce virutas como desecho..
El perno que se extrae de un cabezal se parece a uno que se extrae de un torno. Sin embargo, la metalurgia interna y la economía de producción por pieza no son iguales.
💡 Nota del ingeniero: El forjado en frío a veces se denomina "conformado en frío" cuando se aplica específicamente a los sujetadores. Los términos son intercambiables en la mayoría de las conversaciones sobre la adquisición de sujetadores; pero si su proveedor dice "forjado en frío", verifique si realmente utiliza una máquina de forjado de varias estaciones o solo una máquina de recalcado de un solo golpe, que tiene capacidades muy diferentes.
¿Qué proceso produce mayor resistencia? Pernos personalizados?
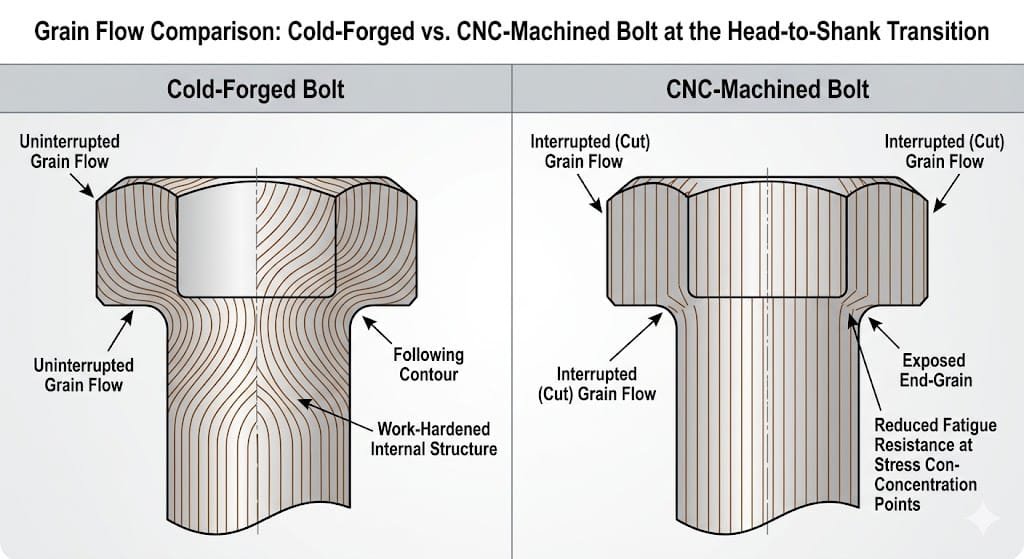
El forjado en frío produce pernos más resistentes en aplicaciones críticas de fatiga., y la razón es el flujo de grano.
Cuando se forja en frío un perno, la estructura del grano del metal sigue el contorno de la pieza — aumentando la resistencia a la fatiga y la tenacidad en comparación con un equivalente mecanizado o fundido.
El mecanizado CNC corta directamente a través de la veta, dejando fibra transversal expuesta en el filete desde la cabeza hasta la caña — precisamente donde los pernos experimentan la máxima tensión bajo carga cíclica.
El endurecimiento por trabajo agrava el efecto. Las piezas conformadas en frío ganan una aproximadamente 10–25% aumento en la resistencia a la tracción a partir de la deformación plástica únicamente, antes de cualquier tratamiento térmico.
🔧 Keyfix en la práctica: Por este motivo, los pernos automotrices críticos para impactos —anclajes de cinturones de seguridad, pernos de brazos de control de suspensión, abrazaderas de baterías de vehículos eléctricos— casi siempre se forjan en frío. En el caso de pernos de sujeción o de plantillas para cargas estáticas, donde la fatiga no es un problema, la interrupción del grano durante el mecanizado rara vez representa una dificultad.
¿Qué tolerancias se pueden esperar del forjado en frío frente al mecanizado CNC?
Aquí es donde el mecanizado CNC gana claramente. El conformado en frío es preciso; el mecanizado CNC es aún más preciso.
| Especificación | Encabezado en frío | Mecanizado CNC |
|---|---|---|
| Tolerancia de diámetro | ±0,025 mm típico | ±0,01 mm o más ajustado |
| Tolerancia de longitud | ±0,125 mm típico | ±0,025 mm típico |
| Acabado superficial (Ra) | 1,6–3,2 μm | 0,4–1,6 μm |
| Capacidad geométrica | Forma simétrica, casi neta | Diseño 3D complejo, socavados, roscas internas |
| Tasa de producción | 100–200 partes/minuto | 1–5 partes/minuto |
Si su dibujo indica un diámetro de hombro de ±0,01 mm, El frío por sí solo no lo logrará. Ese es el método híbrido que se explica más adelante: forjar en frío la pieza en bruto y luego tornear la superficie crítica en un torno CNC.
En Keyfix, nuestras celdas CNC albergan ±0,001 mm en características críticas cuando el rectificado sigue al torneado, que es lo que requieren algunos programas de pernos médicos y aeroespaciales.
¿Cuándo resulta más económico el forjado en frío que el mecanizado CNC para pernos personalizados?
El forjado en frío resulta más económico una vez que el volumen anual supera el punto de equilibrio de las herramientas, generalmente alrededor de 5.000 piezas, dependiendo del número de estaciones y la complejidad del chip.
Tres palancas económicas impulsan las matemáticas:
- Rendimiento del material. El forjado en frío reduce el desperdicio de materia prima hasta en un 70% frente al mecanizado. En aleaciones caras —acero inoxidable, aluminio, titanio, cobre— esto domina el coste unitario.
- Tiempo de ciclo. Un cabezal de varias estaciones funciona 100–200+ partes por minuto. Un torno CNC funciona de uno a cinco. Con 50.000 unidades al año, la diferencia entre mano de obra y horas de máquina es enorme.
- Amortización de herramientas. Los troqueles de forjado en frío cuestan mucho dinero por adelantado. Una herramienta compleja de múltiples estaciones puede funcionar $80.000–$120.000 antes de que se envíe la primera pieza de producción. Si se aplica a 500.000 piezas, es imperceptible. Si se aplica a 5.000, es un problema grave.
La regla general simplificada:
| Volumen anual | Proceso predeterminado |
|---|---|
| < 2.500 piezas | Mecanizado CNC |
| 2.500–10.000 piezas | Haz los cálculos en ambos sentidos. |
| 10.000–100.000 piezas | Forjado en frío (con acabado CNC si es necesario) |
| > 100.000 piezas | Forjado en frío, casi siempre |
⚠️ Error común: Los compradores a veces se decantan por precios de mecanizado CNC en un programa de 50.000 unidades al año porque el prototipo se mecanizó y "funciona". Una cotización de conformado en frío en paralelo para la misma pieza suele revelar Ahorro por unidad de 30 a 50% — y eso sin tener en cuenta la menor tasa de desperdicio.
¿Necesitas ayuda para decidir? Envíe su dibujo a los ingenieros de Keyfix y le indicaremos si el forjado en frío, el mecanizado CNC o la tecnología híbrida son opciones económicamente viables para su volumen y tolerancia; normalmente, en un plazo de 48 horas y sin compromiso.
Qué Geometrías ¿Acaso el forjado en frío no produce resultados?
El conformado en frío tiene límites geométricos estrictos. No se puede desplazar el metal a cualquier lugar al que pueda llegar una herramienta CNC.
El forjado en frío no puede producir directamente:
- Hilos internos
- Cortes inferiores verdaderos
- Agujeros ciegos con perfiles complejos
- Ángulos interiores agudos menores de 90°
Los hilos externos provienen de enrollado de hilo después de la dirección, lo cual funciona bien, pero cualquier cosa dentro del perno o cualquier característica reentrante afilada necesita una herramienta de corte aguas abajo.
El diámetro es el otro techo. El conformado en frío generalmente se limita a pernos menores de M36 en la producción comercial. Por encima de eso, las cargas de conformado superan la capacidad de la prensa, y la mayoría de los fabricantes pasan al forjado en caliente, una compensación permitida por normas como BS 4190 e ISO 898-1, que permiten a los fabricantes seleccionar el método de conformado.
La longitud del perno también importa. Arriba 200–300 mm, El forjado en caliente proporciona un mejor flujo del material y un menor riesgo de pandeo que el conformado en frío.
Cual Materiales ¿Pozo de forja en frío?
El conformado en frío requiere ductilidad. Las aleaciones frágiles o extremadamente duras agrietan la pieza de trabajo y rompen los troqueles.
| Clase de material | Enfriable | Notas |
|---|---|---|
| Acero de bajo/medio contenido de carbono (1010, 1018, 10B21) | ✅ Sí | Material de fijación Workhorse |
| Acero aleado (SCM435/4140, alambre de grado 10.9) | ✅ Sí | Norma para pernos de alta resistencia |
| Acero inoxidable (304, 316, A2/A4) | ✅ Sí | Mayor desgaste de las herramientas; el alambre esferoidizado ayuda |
| Aluminio (5056, 6061) | ✅ Sí | Común en la industria aeroespacial y en vehículos eléctricos. |
| Cobre/latón | ✅ Sí | Sujeciones eléctricas y de fontanería |
| Acero de alto contenido en carbono / acero para herramientas | ⚠️ Limitado | A menudo requiere mecanizado CNC o forjado en caliente. |
| Titanio Grado 5 | ⚠️ Especialidad | Se puede conformar en frío, pero requiere mucha herramienta. |
| Inconel / superaleaciones | ❌ No | Solo mecanizado CNC o forjado en caliente |
Si su especificación indica un material que no se puede conformar en frío, La decisión está tomada por ti: elige CNC..
📋 Consejo sobre especificaciones: Si necesita piezas para un entorno crítico de corrosión y está considerando el acero inoxidable 316, solicite a su proveedor alambre esferoidizado. El alambre 316 estándar se endurece rápidamente durante el conformado y reduce la vida útil de la matriz; el alambre esferoidizado mantiene la tolerancia durante más tiempo y reduce la amortización del costo de las herramientas en el precio unitario.
¿Cuándo conviene utilizar un proceso híbrido de forja en frío y CNC?
La fabricación híbrida es la respuesta cuando la pieza tiene ambos volúmenes y una característica de encabezado frío no puede formarse.
El flujo de trabajo:
- Forjar en frío el perno hasta obtener una forma casi final. — capturando el rendimiento del material, el flujo de grano y la velocidad
- Acabado CNC únicamente en las características que requieren tolerancias estrictas, roscas o geometría interna compleja.
La pieza en bruto forjada reduce el tiempo del ciclo CNC en la pasada de acabado, al tiempo que preserva la estructura del grano debajo del corte.
Candidatos híbridos típicos:
- Pernos de hombro con diámetros de apoyo ajustados
- Tornillos hexagonales con accionamiento interno o agujeros transversales.
- Tacos escalonados con rebajes en los hombros
- Pernos de montaje de sensores con características mecanizadas

En Keyfix, tanto el conformado en frío como el mecanizado CNC se realizan bajo una misma supervisión. IATF 16949 sistema de calidad, de modo que la transición entre procesos no introduzca otra interfaz de proveedor, otro plazo de entrega u otro PPAP.
¿Cómo elegir entre forjado en frío y mecanizado CNC?
Revisa tu parte siguiendo esta lista de verificación antes de emitir la solicitud de cotización:
| Pregunta | Forjado en frío de baja calidad | CNC Lean |
|---|---|---|
| ¿Volumen anual > 10.000 unidades? | ✅ Sí | ❌ No |
| ¿Tolerancia inferior a ±0,025 mm? | ❌ No | ✅ Sí |
| ¿Diámetro ≤ M36 y longitud ≤ 200 mm? | ✅ Sí | Cualquiera de las dos opciones funciona |
| ¿El material es dúctil (bajo/medio contenido de carbono, acero inoxidable, aluminio)? | ✅ Sí | Cualquiera de las dos opciones funciona |
| ¿Roscas internas, agujeros ciegos profundos, socavados? | ❌ No (o híbrido) | ✅ Sí |
| ¿Carga crítica por fatiga? | ✅ Sí | Añadir tratamiento térmico |
| ¿El diseño aún está en fase de prototipo? | ❌ No | ✅ Sí |
Si tus respuestas se dividen, digamos, alto volumen y una característica exclusiva de CNC ajustada — La vía híbrida suele ser la ganadora.
Preguntas frecuentes
¿Cuál es la cantidad mínima de pedido (MOQ) típica para pernos forjados en frío a medida en comparación con los pernos mecanizados por CNC?
Los MOQ de forjado en frío suelen comenzar en 5.000–10.000 piezas debido a la amortización de las herramientas. Los pernos personalizados mecanizados por CNC se pueden pedir en cantidades tan bajas como 50–100 piezas, Por eso, el mecanizado CNC es la opción por defecto para prototipos y series piloto cortas. Keyfix ofrece muestras CNC con un pedido mínimo bajo para la validación del diseño, y luego pasa las piezas que cumplen los requisitos al conformado en frío para la producción en volumen.
¿Cuál es el plazo de entrega para las nuevas herramientas?
Las nuevas herramientas de conformado en frío suelen tardar 4–8 semanas diseñar, mecanizar y probar, dependiendo del número de estaciones y la complejidad de las características. El mecanizado CNC solo requiere programación y fijación, por lo que las primeras muestras se pueden enviar en 1-2 semanas. Una vez que se califican las herramientas de conformado en frío, los pedidos repetidos se ejecutan en ciclos de 3 a 4 semanas.
¿Qué certificaciones y documentación acompañan a los tornillos?
Keyfix opera bajo IATF 16949 y ISO 9001. La documentación estándar incluye un informe de prueba de fábrica 3.1 sobre el material del alambre, un certificado de conformidad y registros de inspección dimensional. Para programas automotrices, se requiere documentación completa. PPAP Nivel 3 Los paquetes que incluyen el análisis FMEA, el plan de control y la presentación del IMDS están disponibles bajo petición.
¿Es posible cambiar una pieza de mecanizado CNC a forjado en frío a mitad del proceso?
Sí, y la conversión es uno de los proyectos de reducción de costos más comunes en la adquisición de sujetadores. El proceso es: validar el diseño CNC existente, realizar una revisión DFM contra las restricciones de conformado en frío, cortar las herramientas, realizar una presentación PPAP y luego la transición. Ahorros de 30–50% por pieza son realistas en cuanto a los candidatos adecuados.
¿Los pernos forjados en frío necesitan tratamiento térmico?
La mayoría de los pernos estructurales lo hacen. El forjado en frío produce endurecimiento por trabajo, pero las clases de propiedades como Calificaciones 8.8, 10.9 y 12.9 Requieren un tratamiento térmico de temple y revenido para alcanzar los valores de resistencia a la tracción y límite elástico especificados según la norma ISO 898-1. El tratamiento térmico se realiza en línea después del conformado y laminado de roscas.
¿Qué tratamientos de superficie están disponibles?
Los acabados estándar incluyen: Recubrimiento de zinc, zinc-níquel, Dacromet, galvanizado en caliente, óxido negro, fosfato y PTFE.. La selección depende de la clase de corrosión, los objetivos del coeficiente de fricción y las especificaciones de par de apriete. Para aplicaciones en el compartimento del motor de automóviles, las aleaciones de zinc-níquel y Dacromet son las más comunes.
¿Cómo se manejan las características de tolerancia ajustada que el conformado en frío no puede lograr?
La ruta híbrida. Se forja en frío el perno hasta obtener una forma casi final, y luego se mecaniza mediante CNC la característica crítica (hombro, orificio, rebaje o hexágono de precisión) según la tolerancia del plano. Ambos procesos se realizan internamente en Keyfix bajo un único plan de calidad, por lo que la pieza permanece en un único PPAP y un único CoC.
¿Listo para diseñar las especificaciones de su próximo programa de pernos?
Envíe su dibujo o muestra a la Equipo de ingeniería de Keyfix Para una revisión DFM y un presupuesto en 48 horas, le indicaremos la viabilidad del proceso de conformado en frío, le recomendaremos una solución híbrida si resulta económicamente viable y le proporcionaremos un presupuesto conjunto de herramientas y costo unitario para que pueda calcular el punto de equilibrio antes de comprometerse.
Autor: Equipo de ingeniería de Keyfix Publicado: 25 de abril de 2026 Última actualización: 25 de abril de 2026