
Los conectores de batería de automóvil fabricados en latón y aluminio son la columna vertebral eléctrica de todos los sistemas automotrices de 12 V y 48 V. Transportan Corriente de irrupción de 500–1000 A durante el arranque del motor, sobrevivir a las temperaturas bajo el capó De -40 °C a +125 °C, y debe resistir el vapor de ácido sulfúrico de las baterías de plomo-ácido, todo ello manteniendo una resistencia de contacto inferior a 0,1 mΩ. Ya sea que especifique terminales OEM para una nueva plataforma de vehículo o busque conectores de repuesto para kits de posventa, la elección del material entre latón y aluminio determina la conductividad, la resistencia a la corrosión, el peso y el costo unitario. Esta guía desglosa esta decisión con el nivel de detalle necesario para elaborar un plano y seleccionar un proveedor.
TL;DR — Conclusiones clave
- El latón (C36000, C26000) ofrece Conductividad IACS 28–30 % y resiste el vapor de ácido sulfúrico sin recubrimiento; el aluminio (6061-T6, 1100) ahorra 60–65 % peso pero requiere un recubrimiento de estaño o níquel para prevenir la corrosión galvánica contra los cables de cobre.
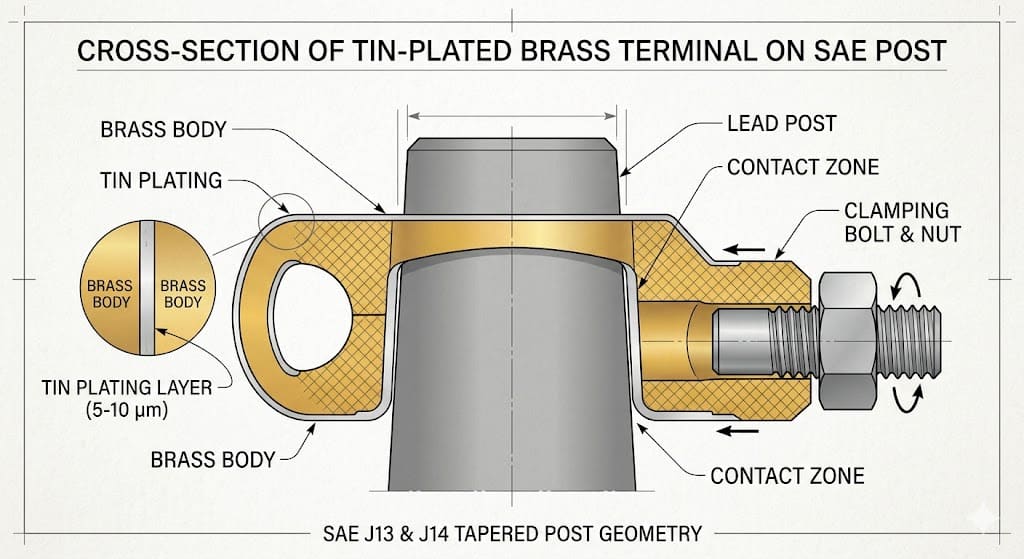
- Las normas SAE J13 y SAE J14 definen las dimensiones de los postes cónicos para los terminales de batería norteamericanos: positivo 17,5 mm diámetro superior, negativo 15,9 mm.
- El conformado en frío produce terminales de latón en 2–3 veces la velocidad de mecanizado CNC, con flujo de grano continuo que mejora la vida útil por fatiga en la transición del cable-engaste.
- Resistencia de contacto superior 0,5 mΩ En la interfaz entre el terminal y el borne se produce una caída de tensión medible durante el arranque, suficiente para provocar que el motor no arranque en climas fríos.
- Los fabricantes certificados según la norma IATF 16949, como Keyfix, proporcionan PPAP Nivel 3 Documentación, validación mediante prueba de niebla salina según la norma ASTM B117 y pruebas de conductividad en cada lote.

¿Por qué el? Material ¿Qué opción es mejor: latón o aluminio para los conectores de batería?
Todo se reduce a tres requisitos contrapuestos: conductividad eléctrica, resistencia a la corrosión, y costo por terminal. El latón gana en los dos primeros aspectos. El aluminio gana en peso y coste de materia prima. Ninguno es universalmente mejor: la elección correcta depende de la aplicación.
Las aleaciones de latón (latón de fácil mecanizado C36000, latón para cartuchos C26000) conducen la electricidad a 28–30 % IACS — aproximadamente el doble de la conductividad del acero al carbono, pero solo una cuarta parte de la del cobre puro. Eso es más que suficiente para un terminal de batería que transporta corriente de arranque para 3–5 segundos en un momento dado, porque la masa térmica de una abrazadera de latón macizo absorbe el calentamiento I²R sin un aumento significativo de la temperatura.
Las aleaciones de aluminio (6061-T6, 1100-H14) conducen a 40–62 % IACS — de hecho, más alto que el latón en base a la masa. Pero el talón de Aquiles del aluminio es corrosión galvánica. Cuando un terminal de aluminio sin recubrimiento entra en contacto con un terminal de cable de cobre en presencia de electrolito (niebla de ácido de batería, humedad de sal de carretera), el aluminio se convierte en el ánodo de sacrificio y se corroe rápidamente. La solución: Recubrimiento de estaño (5–10 μm) o Recubrimiento de níquel (8–15 μm) en todas las superficies de contacto.
| Propiedad | Latón C36000 | Latón C26000 | Aluminio 6061-T6 | Aluminio 1100-H14 |
|---|---|---|---|---|
| Conductividad eléctrica (% IACS) | 26 | 28 | 40 | 59 |
| Conductividad térmica (W/m·K) | 115 | 120 | 167 | 222 |
| Densidad (g/cm³) | 8.50 | 8.53 | 2.70 | 2.71 |
| Límite elástico (MPa) | 310 | 95–340 | 276 | 117 |
| Clasificación de maquinabilidad | 100 (referencia) | 30 | 70–80 | 50 |
| Corrosión en vapor ácido | Resistente | Resistente | Vulnerable (necesita recubrimiento) | Vulnerable (necesita recubrimiento) |
| Costo relativo del material | 1.0× | 1.1× | 0,4× | 0,3× |
💡 Nota del ingeniero: Si está buscando un sistema híbrido suave EV de 48 V donde el terminal lleva 10–15 Una continua (sin pulsos de arranque de 500 A), el aluminio se vuelve mucho más atractivo: la carga térmica en estado estacionario es insignificante y el ahorro de peso es importante para alcanzar los objetivos de eficiencia del vehículo.
¿Qué terminal? Normas ¿Aplicable a conectores de baterías de automóviles?
SAE J13 y SAE J14 Son las normas que rigen los bornes y terminales de cable para baterías de automóviles en Norteamérica. Definen la geometría cónica que garantiza una presión de contacto uniforme y evita la instalación con polaridad inversa.
| Estándar | Alcance | Dimensiones clave |
|---|---|---|
| SAE J13 | Abrazaderas para terminales de cable de batería | Diámetro positivo: 17,5 mm en la parte superior, conicidad ~1:9; Diámetro negativo: 15,9 mm en la parte superior |
| SAE J14 | Dimensiones de los bornes de la batería (en la batería) | Poste positivo: 17,5 mm de diámetro superior, 19,5 mm de base; Poste negativo: 15,9 mm de diámetro superior, 17,9 mm de base. |
| JIS D 5301 | Dimensiones de los bornes de la batería en Japón (más pequeñas que las del estándar SAE) | Positivo: 14,7 mm superior; Negativo: 13,1 mm superior |
| DIN 72311 | Terminales de batería europeos | Dimensiones de los postes y abrazaderas para baterías tipo DIN |
| SAE J1171 | Terminales de baterías marinas | Materiales resistentes a la corrosión, herrajes de acero inoxidable. |
| IEC 60254-1 | Terminales de la batería de tracción (carretillas elevadoras, vehículos eléctricos) | Terminales atornillables, espárragos M8–M10 |
Si su producto se envía tanto al mercado norteamericano como al japonés, necesitará terminales que se adapten a sus necesidades. tamaños de postes SAE y JIS — ya sea mediante diseños de abrazaderas ajustables o SKU separados. La diferencia dimensional es pequeña (2,8 mm en el poste positivo), pero una abrazadera SAE en un poste JIS no logrará la presión de contacto necesaria para una conductividad confiable.
⚠️ Error común: Especificar una sola abrazadera “universal” para postes SAE y JIS a menudo resulta en un ajuste flojo en el poste JIS más pequeño. La resistencia de contacto aumenta desde De 0,1 mΩ a 1,0+ mΩ, lo que provoca una caída de tensión y posibles fallos de arranque. El uso de abrazaderas positivas y negativas específicas, según la norma, es la opción de ingeniería más segura.

¿Cómo se fabrican los terminales de batería de latón y aluminio?
Para la fabricación de conectores de baterías para automóviles existen tres procesos principales, cada uno adaptado a diferentes geometrías, volúmenes y requisitos de tolerancia.
Forjado en frío El cuerpo del terminal se forma a partir de alambre de latón o aluminio en un cabezal progresivo de múltiples estaciones. El material fluye bajo presión a temperatura ambiente, produciendo un flujo continuo de grano a través de las orejas de crimpado del cable y la sección de la abrazadera del poste. Esta continuidad de grano es importante: es la razón por la que los terminales conformados en frío resisten Agrietamiento por fatiga en la transición del engaste mejor que los equivalentes mecanizados. El conformado en frío tampoco desperdicia casi nada de material: la utilización típica es 95–98 %, frente a 40–60 % para el mecanizado CNC de la misma geometría a partir de barras de material.
Mecanizado CNC corta los cuerpos terminales de varilla de latón o aluminio en tornos tipo suizo o centros de torneado-fresado. Es el proceso correcto para tiradas de bajo volumen (menos de 5.000 unidades), geometrías internas complejas o prototipos. Los terminales CNC pueden contener ±0,005 mm en dimensiones críticas del orificio: más ajustadas que las que se suelen conseguir mediante el forjado en frío sin operaciones secundarias.
Estampado y conformado produce diseños de terminales de patrón plano (terminales de anillo, terminales de bandera, barras colectoras) a partir de tiras de latón o aluminio. El estampado progresivo se realiza a 100–300 brazadas por minuto, Esto lo convierte en el proceso más rápido para conectores de sección delgada. Es el método utilizado para fabricar la mayoría de los terminales de anillo y los conectores de cable de batería a motor de arranque.
| Proceso de fabricación | Tipo de terminal óptimo | Volumen típico | Tolerancia | Utilización de materiales | Tiempo de ciclo |
|---|---|---|---|---|---|
| Dirección fría | Terminales de poste tipo abrazadera, terminales atornillados | 10.000 – 1.000.000+ | ±0,05 mm (tal como viene de fábrica); ±0,02 mm con mecanizado CNC secundario. | 95–98 % | 60–120 piezas/min |
| Mecanizado CNC (tipo suizo) | Perfiles de perforación complejos, prototipo, bajo volumen. | 1 – 10.000 | ±0,005 mm | 40–60 % | 2–5 min/pc |
| Estampado progresivo | Terminales de anillo, barras de bus planas, terminales de bandera | 50.000 – 5.000.000+ | ±0,10 mm | 75–85 % (con residuos de tira portadora) | 100–300 piezas/min |
| Fundición a presión (zinc o aluminio) | Carcasas de abrazaderas decorativas, cubiertas de repuesto | 5.000 – 500.000 | ±0,10 mm | 85–90 % | 15–30 segundos/ciclo |
Keyfix opera fresadoras en frío multiestación, centros CNC de 5 ejes de la serie C de STS (sujeción ±0,005 mm), y prensas de estampado progresivo de 50 a 300 toneladas, que cubren todo el espectro del proceso, desde prototipos de piezas únicas hasta series de producción de millones de piezas. Los terminales de latón conformados en frío producidos en Keyfix se benefician de un flujo continuo de grano que proporciona 40–60 % mayor resistencia al corte en las orejetas de engaste del cable en comparación con sus equivalentes mecanizados.
🔧 Keyfix en la práctica: Para un programa OEM reciente que requiere 250.000 terminales de abrazadera SAE de latón al año, El equipo de ingeniería de Keyfix recomendó el conformado en frío del cuerpo de la abrazadera con una operación de mandrinado CNC secundaria para mantener la tolerancia de conicidad de ±0,02 mm. Este enfoque híbrido redujo el costo unitario en 35 % frente al mecanizado CNC completo, manteniendo la especificación de resistencia de contacto por debajo de 0,1 mΩ.
¿Qué tratamientos superficiales protegen los conectores de los terminales de la batería?
El entorno bajo el capó es brutal para los contactos eléctricos: vapor de ácido sulfúrico de baterías de plomo-ácido, niebla de sal de carretera desde los pasos de rueda, aerosol refrigerante, y ciclos térmicos. El tratamiento superficial debe proteger contra la corrosión sin degradar la conductividad eléctrica en la interfaz de contacto.
| Tratamiento | Material base | Espesor (μm) | Impacto por resistencia de contacto | Vida útil frente a la niebla salina (horas) | Beneficio principal |
|---|---|---|---|---|---|
| Recubrimiento de estaño (galvanizado) | Latón, aluminio | 5–10 | Incremento mínimo | 200–500 | Soldabilidad, barrera galvánica |
| Niquelado (sin electrólisis) | Latón, aluminio, acero | 10–25 | Ligero aumento (0,02–0,05 mΩ) | 500–1.000 | Resistencia al desgaste, resistencia a los ácidos |
| aleación de estaño-níquel | Latón | 5–15 | Mínimo | 500–750 | Soldadura combinada + desgaste |
| Estañado por inmersión en caliente | Cobre, latón | 15–40 | Mínimo | 300–600 | Barrera gruesa, autorreparable. |
| Zinc-níquel (12–15 % Ni) | Herrajes de acero (tornillos, tuercas) | 8–15 | N/A (superficie sin contacto) | 720–1000+ | Protección de sujetadores |
| Conversión de cromato | Aluminio | 0,5–2 | Mínimo | 96–336 | Preservación de la conductividad |
| Baño de plata | Latón, cobre | 3–8 | Mejora (menor μΩ) | Bajo (se empaña) | Conductividad máxima para barras colectoras de vehículos eléctricos |
Para terminales de latón, Recubrimiento de estaño a 5–10 μm Es la especificación OEM más común. Cumple con la normativa RoHS (a diferencia de las soldaduras de estaño-plomo a base de plomo que todavía se utilizan en algunos terminales del mercado de repuestos), proporciona una superficie soldable y crea una barrera galvánica entre el cuerpo de latón y el borne de plomo de la batería.
Para terminales de aluminio, recubrimiento de níquel a 10–15 μm es esencial cuando el terminal contacta con los terminales del cable de cobre. Sin esta barrera, la corrosión galvánica entre el aluminio (−1,66 V) y el cobre (−0,34 V) en la serie galvánica comienza dentro de 48–72 horas en un entorno de bruma salina.
Keyfix Las líneas de tratamiento de superficie internas proporcionan chapado de estaño y chapado de níquel con espesor verificado por fluorescencia de rayos X (XRF) en cada lote de producción. Los recubrimientos de zinc-níquel en herrajes de acero (pernos terminales, tuercas de mariposa) están validados para Más de 1000 horas Niebla salina neutra según ASTM B117.
¿Cómo se comprueba el rendimiento de los terminales de la batería?
Cuatro pruebas determinan si un conector de batería cumple con los requisitos del fabricante original. Si su proveedor no puede proporcionar datos para las cuatro pruebas, no tendrá suficiente información para aprobar la pieza.
Prueba de resistencia de contacto — Mide la caída de voltaje a través de la interfaz terminal-poste a una corriente específica (típicamente 100 A CC). Rango aceptable: ≤ 0,1 mΩ para terminales nuevos, ≤ 0,5 mΩ después del envejecimiento ambiental.
Prueba de fuerza de desprendimiento — Mide la fuerza axial necesaria para separar el terminal del borne de la batería. Los terminales de abrazadera tipo SAE deben resistir ≥ 100 N fuerza de extracción al apretarlo al par especificado.
Prueba de ciclos térmicos — Somete la junta del poste terminal ensamblada a Ciclos de −40 °C a +125 °C (normalmente entre 500 y 1000 ciclos) y vuelve a medir la resistencia de contacto. Un criterio de aprobación: aumento de la resistencia de contacto. ≤ 50 % desde el valor inicial.
Prueba de niebla salina (ASTM B117) — Expone el terminal recubierto a 5 % Niebla de NaCl a 35 °C durante el período especificado. Requisito típico del fabricante de equipos originales (OEM) para terminales debajo del capó: 480–1.000 horas Sin óxido rojo en los componentes de acero ni productos de corrosión blancos en el aluminio.
| Prueba | Método | Criterio de aprobación | Equipos de medición |
|---|---|---|---|
| Resistencia de contacto | Medición Kelvin de 4 hilos a 100 A CC | ≤ 0,1 mΩ inicial; ≤ 0,5 mΩ después del envejecimiento | Microóhmetro + fuente de alimentación de CC |
| Fuerza de desprendimiento | Ensayo de tracción axial en el poste terminal ensamblado | ≥ 100 N (tipo de abrazadera SAE) | Probador de tracción universal |
| Ciclos térmicos | −40 °C / +125 °C, 500–1000 ciclos | ΔR ≤ 50 % inicial | Cámara climática + microohmímetro |
| Niebla salina | ASTM B117, 5 % NaCl, 35 °C | No hay roya roja a las 480–1000 horas | Gabinete de niebla salina |
| Extracción por engaste | Fuerza de tracción en el cable engarzado hasta el terminal. | ≥ fuerza de tracción nominal por calibre de cable (por ejemplo, ≥ 2,5 kN para 4 AWG) | Máquina de ensayo de tracción con pinza para cables |
| Resistencia a las vibraciones | Vibración aleatoria según SAE J2380 o especificación del fabricante de equipos originales (OEM). | Sin fractura, ΔR ≤ 25 % después de la prueba | Agitador vibratorio + acelerómetro |
¿Necesitas ayuda para decidir entre latón y aluminio para tu proyecto?
Envíe su dibujo del terminal a Ingenieros de aplicaciones de Keyfix — Realizarán una revisión DFM e identificarán la combinación de material, proceso y recubrimiento que cumpla con sus objetivos de conductividad, corrosión y costo. El tiempo de respuesta suele ser de 48 horas. Correo electrónico: sales@keyfixpro.com
¿Cuáles son las diferencias entre los terminales de batería originales (OEM) y los de repuesto?
Esta distinción importa más de lo que la mayoría de los compradores se dan cuenta. Los terminales OEM están especificados para cumplir con los requisitos eléctricos, térmicos y de vibración del fabricante del vehículo para un 15 años / 250.000 km vida útil de diseño. Los terminales de posventa a menudo están diseñados para una punto de precio, no es una especificación de rendimiento.
| Atributo | Terminal de grado OEM | Terminal de posventa |
|---|---|---|
| Trazabilidad de los materiales | Completo: certificado de fábrica para el número de calor | Parcial o ninguno |
| Tolerancia dimensional (diámetro interior) | ±0,02–0,05 mm | ±0,10–0,30 mm |
| Resistencia de contacto (nueva) | ≤ 0,1 mΩ verificado | Normalmente no se prueba |
| Espesor del recubrimiento | Controlado con una precisión de ±1 μm, verificado mediante XRF. | Solo inspección visual |
| validación mediante niebla salina | 480–1000 horas según ASTM B117 | 96–200 horas (si se realiza la prueba) |
| Documentación PPAP | Nivel 3 con estudios Cpk | No disponible |
| Objetivo de vida útil del diseño | 15 años / 250.000 km | 2-5 años típico |
| Coste unitario (abrazadera de latón M6) | $0.80–$1.50 | $0.15–$0.40 |
La diferencia de costos es real: los terminales del mercado de repuestos pueden ser 5 veces más barato. Pero para los programas OEM donde una falla en el campo desencadena reclamos de garantía, retiros o investigaciones de seguridad, el terminal verificado según especificaciones se paga por sí mismo muchas veces. El riesgo de adquisición con terminales de grado de posventa en aplicaciones OEM no es la diferencia de costo $0.50, sino la Costo de retirada por vehículo de $50,000+ cuando los terminales corroídos provocan fallos eléctricos en el campo.
📋 Consejo sobre especificaciones: Al elaborar un plano de terminales de batería para uso OEM, indique directamente en el plano la resistencia de contacto (≤ 0,1 mΩ a 100 A), el espesor del recubrimiento con su tolerancia (p. ej., Sn 8 ±2 μm) y el requisito de resistencia a la corrosión por niebla salina (p. ej., 720 h según ASTM B117). Las notas genéricas como “debe ser resistente a la corrosión” dan lugar a demasiadas interpretaciones.
¿Qué diseño de conector de batería se adapta mejor a su aplicación?
El diseño del terminal depende del tipo de batería, del método de conexión del cable y de si el usuario final lo instalará o lo retirará durante su uso.
| Tipo de diseño | Conexión de cable | Compatibilidad de postes | Herramienta necesaria | Mejor aplicación |
|---|---|---|---|---|
| Abrazadera para poste superior (tipo perno) | Terminal de cable pasante | Poste cónico SAE/JIS | Llave de 10 mm | Fabricante de equipos originales (OEM) para vehículos de pasajeros estándar |
| Abrazadera de poste superior (liberación rápida) | Compresión mediante palanca o tuerca de mariposa | Poste cónico SAE/JIS | Ninguno (accionamiento manual) | Servicio posventa, marítimo y de flotas |
| Perno de poste lateral | Tornillo M8 en rosca empotrada | Batería de bornes laterales estilo GM | Casquillo de 5/16″ o 8 mm | Vehículos GM, algunos comerciales |
| Terminal de anillo (engarzado) | Engarce el barril del cable trenzado | Espárrago roscado (M6, M8, M10) | Llave dinamométrica | Industrial, vehículos eléctricos, camiones pesados |
| Terminal de bandera (ángulo recto) | Inserción de lengüeta o atornillada | Pestaña plana o perno | Llave o ajuste a presión | Espacios compactos, motocicleta |
| Conector de barra colectora | Montante multipernos atornillado | Terminales celulares prismáticos | Llave dinamométrica | Interconexiones de módulos de baterías para vehículos eléctricos |
Para las interconexiones de módulos de baterías de vehículos eléctricos, un segmento emergente que está transformando el mercado de conectores de baterías, Barras conductoras de aluminio con recubrimiento de níquel Se especifican cada vez más para reducir el peso del paquete. Estas barras colectoras conectan celdas prismáticas en serie, transportando corrientes continuas de 100–300 A a 400 V u 800 V. Los requisitos de tolerancia son más estrictos que los terminales tradicionales de 12 V: ±0,05 mm en las posiciones de los orificios para pernos y planitud dentro de 0,10 mm en una longitud de 200 mm.
Keyfix produce tanto terminales de batería tradicionales de 12 V como conectores de barra colectora de EV utilizando sus capacidades combinadas de conformado en frío, CNC y estampado. La cadena de proceso completa, desde la bobina de latón o aluminio entrante verificada por AMETEK OES a través de terminales chapados y terminados inspeccionados por CMM con una precisión de ±0,001 mm — se aloja bajo un mismo techo certificado según la norma IATF 16949.
¿Qué información debe incluirse en el diagrama de los terminales de la batería?
Un dibujo bien redactado evita malentendidos entre su equipo de ingeniería y el fabricante. Esto es lo que debe incluirse en cada plano de los terminales de la batería.
| Convocatoria para sorteo | Qué especificar | Por qué es importante |
|---|---|---|
| Material | Designación de la aleación (por ejemplo, latón C36000, aluminio 6061-T6) | Controla la conductividad, la maquinabilidad y el comportamiento frente a la corrosión. |
| Dimensiones del orificio | Diámetro interior + ángulo de conicidad, con tolerancia | Determina el ajuste del poste y la presión de contacto. |
| Enchapado | Tipo, espesor ± tolerancia, área de cobertura | Controla la vida útil frente a la corrosión y la resistencia de contacto. |
| Resistencia de contacto | Resistencia máxima en mΩ a la corriente especificada (por ejemplo, ≤ 0,1 mΩ a 100 A) | Garantiza el rendimiento eléctrico |
| Niebla salina | Horas y estándar (por ejemplo, 720 horas según ASTM B117) | Valida la protección contra la corrosión |
| Especificación de par | Par de apriete de pernos/tuercas en Nm | Garantiza una fuerza de sujeción sin sobrecompresión. |
| Rango de calibre del cable | Rango AWG o mm² que acepta el crimpado | Garantiza la compatibilidad en campo. |
| Cumplimiento de la directiva RoHS | RoHS 3 (UE 2015/863) y restricciones específicas sobre sustancias. | Requerido para el acceso al mercado de la UE. |
⚠️ Error común: Omitir el rango de calibre del cable en el dibujo conduce a terminales que se ajustan perfectamente al poste de la batería pero no pueden acomodar el cable del instalador. Especifique el sección transversal mínima y máxima del alambre (por ejemplo, 16–50 mm² o 6–1/0 AWG) para evitar quejas sobre la instalación en obra.
¿Cómo lo haces? Calificar ¿Un fabricante de terminales de batería en China?
La selección de un proveedor de conectores para baterías de automóviles sigue la misma lógica de auditoría que cualquier otro componente eléctrico crítico para la seguridad. Aquí tienes la lista de verificación que distingue a los fabricantes con capacidad para producir equipos originales (OEM) de los proveedores de productos básicos.

| Punto de auditoría | Requisito mínimo | Estado de la corrección de claves |
|---|---|---|
| Sistema de calidad | IATF 16949 (automoción) o ISO 9001 | Certificado según las normas IATF 16949 e ISO 9001. |
| Verificación de materiales | Análisis OES o XRF en lotes entrantes de latón/aluminio | AMETEK OES en 100 % de calores |
| Control dimensional | Máquina de medición por coordenadas con capacidad de ±0,001 mm | Máquina de medición de coordenadas (CMM) dedicada en una sala de metrología con temperatura controlada. |
| Verificación de recubrimiento | Medición de espesor por XRF por lote | Análisis XRF interno en cada lote recubierto. |
| Prueba de resistencia de contacto | Microóhmetro + fuente de CC, ≤ 0,1 mΩ por lote | Disponible en muestras de producción y PPAP. |
| Capacidad de niebla salina | Cámara ASTM B117 en el sitio | En la propia empresa; validado para más de 1000 horas. |
| Implementación de SPC | Cpk ≥ 1,33 en dimensiones de orificio crítico | Cpk ≥ 1,67 mantenido, SPC en tiempo real |
| Preparación para PPAP | Nivel 3 mínimo | Nivel 3–5 con trazabilidad digital |
| Cumplimiento ambiental | RoHS 3, REACH, informes sobre minerales de conflicto | Documentación de cumplimiento completa |
| Capacidad para volúmenes de automóviles | Más de 100.000 terminales al mes de forma sostenida | Conformado en frío multilínea + CNC + estampado |
El complejo integrado verticalmente de Keyfix abarca todas las etapas, desde la bobina en bruto hasta el terminal acabado y chapado: conformado en frío, mecanizado secundario CNC, tratamiento térmico, chapado de estaño/niquelado e inspección óptica automatizada, todo bajo un único sistema de calidad IATF 16949. Esta integración elimina los retrasos en la coordinación y las deficiencias en la trazabilidad que se producen cuando varios subproveedores gestionan diferentes etapas de la producción.
¿Qué factores impulsan el cambio en el diseño de los terminales de las baterías?
Tres cambios en el mercado están transformando las expectativas que los fabricantes de equipos originales (OEM) y los proveedores de primer nivel (Tier 1) tienen de los fabricantes de conectores de baterías.
Sistemas híbridos suaves de 48 V Se están extendiendo por las plataformas de vehículos europeos y asiáticos. Estos sistemas añaden una segunda batería (de iones de litio, normalmente de 0,5 a 1,0 kWh) junto con la tradicional de plomo-ácido de 12 V. El terminal de 48 V debe manejar corrientes de arranque más bajas pero corrientes continuas más altas que una abrazadera estándar de 12 V, y debe cumplir con los requisitos. Norma automotriz LV 148 para distancias de fuga y de aislamiento a 48 V CC.
Mandatos libres de plomo Se está impulsando a la industria a abandonar los bornes de batería de plomo tradicionales y optar por bornes de latón o cobre estañado. Este cambio repercute en el diseño de los terminales: el contacto entre bornes de plomo (tradicional) presenta características de fricción y deformación muy diferentes a las del contacto entre bornes de latón o latón y estaño, lo que requiere rediseñar los perfiles de las abrazaderas para lograr una presión de contacto equivalente.
Arquitecturas de paquetes de baterías para vehículos eléctricos están impulsando la demanda de conectores de barras colectoras de aluminio que interconectan celdas prismáticas dentro de los módulos. Estos conectores transportan 100–300 A continuo a 400–800 V, creando nuevos requisitos para recubrimientos de aislamiento eléctrico, uniones atornilladas con control de par, y conexiones soldadas con láser Eso no existía en el mundo de los 12 voltios.
Para los fabricantes que abastecen tanto a programas de vehículos con motor de combustión interna tradicional como a programas de vehículos de nueva energía, la implicación práctica es clara: un único proveedor de terminales de batería ahora necesita competencia en conformado en frío de latón (12 V), mecanizado CNC de aluminio (48 V) y estampado de precisión de aluminio (barras colectoras para vehículos eléctricos). La cadena de producción integrada verticalmente de Keyfix, que abarca los tres procesos bajo la normativa IATF 16949, le permite brindar soporte a los fabricantes de equipos originales en la transición entre arquitecturas de sistemas de propulsión sin fragmentar su base de proveedores.
Preguntas frecuentes
¿Cuál es la cantidad mínima de pedido (MOQ) para terminales de batería personalizados?
Para terminales de latón o aluminio mecanizados por CNC, el MOQ de Keyfix comienza en 500 piezas para la validación del prototipo. Las series de producción en frío comienzan en 10.000 piezas por variante, con reducciones de costos en los niveles de 50 000, 100 000 y más de 500 000. El utillaje para el conformado en frío se amortiza normalmente durante el primer pedido de producción.
¿Qué certificaciones posee Keyfix para la producción de conectores de baterías para automóviles?
Keyfix sostiene IATF 16949 y ISO 9001 Certificaciones que abarcan terminales y sujetadores eléctricos conformados en frío, mecanizados por CNC y estampados. La documentación PPAP Nivel 3 completa, que incluye el diseño dimensional, los certificados de conformidad de los materiales, los informes de espesor de recubrimiento y los estudios Cpk, es estándar para cada nuevo número de pieza.
¿Puede Keyfix fabricar terminales de batería de latón y de aluminio en la misma línea de producción?
Sí. Las líneas de conformado en frío y CNC de Keyfix procesan aleaciones de latón (C36000, C26000) y aleaciones de aluminio (6061, 1100) con juegos de herramientas específicos. El cambio de material incluye una limpieza completa y una verificación de la primera pieza para evitar la contaminación cruzada. El material entrante para ambas familias se verifica mediante AMETEK OES antes de entrar en producción.
¿Qué plazo de entrega debo esperar para un nuevo programa de terminal personalizado?
Cronograma típico: 2-3 semanas para revisión y cotización de DFM, 3-4 semanas para herramientas de prototipo y primeros artículos, y 4–6 semanas para producción después de la aprobación PPAP. El servicio de prototipo acelerado puede entregar las primeras muestras en 10 días hábiles. El transporte aéreo está disponible para entregas urgentes.
¿Keyfix proporciona documentación que acredite el cumplimiento de las normativas RoHS y REACH?
Sí. Todos los materiales terminales de latón y aluminio son Cumple con la normativa RoHS 3. (Directiva UE 2015/863), y Keyfix proporciona divulgación completa de materiales según el formato IMDS (Sistema Internacional de Datos de Materiales) para programas OEM. La notificación de sustancias altamente preocupantes (SVHC) de REACH se actualiza anualmente.
¿Qué opciones de recubrimiento existen para los terminales de batería de latón?
Opciones estándar: estaño (5–10 μm), níquel (10–25 μm), y aleación de estaño-níquel (5–15 μm). El recubrimiento de plata (3–8 μm) está disponible para aplicaciones de vehículos eléctricos que requieren la máxima conductividad. Todos los espesores de recubrimiento se verifican mediante XRF En cada lote de producción, con certificados incluidos en los paquetes PPAP.
¿Puede Keyfix suministrar conjuntos de terminal y cable ya ensamblados?
Keyfix fabrica el componente terminal; el ensamblaje del cable (engaste, termorretracción, sobremoldeo) está disponible a través de socios subcontratados dentro de la cadena de suministro de Keyfix. Los conjuntos de cable y terminal ensamblados y probados pueden enviarse como un paquete único con trazabilidad completa, desde la forja del terminal hasta la prueba de extracción del engaste del cable.
¿Qué informes de inspección se envían con cada pedido?
Cada lote de producción se envía con un Certificado de Conformidad (CoC) Cubre dimensiones, material, espesor del recubrimiento e inspección visual. Para los programas PPAP, la documentación adicional incluye el plano dimensional (informe CMM), datos Cpk/SPC, certificados de fábrica del material, informes XRF del recubrimiento, mediciones de resistencia de contacto y resultados de la prueba de niebla salina.
Si su próximo proyecto involucra conectores de batería de latón o aluminio, ya sea una abrazadera SAE de 12 V, un terminal de 48 V o una barra colectora para vehículos eléctricos, envíe su dibujo a El equipo de ingeniería de aplicaciones de Keyfix. Realizarán una revisión DFM gratuita, recomendarán la combinación óptima de material, proceso y recubrimiento, y le enviarán un presupuesto detallado en un plazo de 48 horas. Contacto sales@keyfixpro.com o visite www.keyfixpro.com para iniciar la conversación.
Autor: Equipo de ingeniería de Keyfix Publicado: 17 de mayo de 2026 Última actualización: 17 de mayo de 2026