KeyFixPro transforma alambre en bruto en componentes de fijación de excepcional resistencia mediante procesos de estampación en frío de precisión. Nuestra tecnología de conformado a temperatura ambiente logra propiedades mecánicas 40-60% superiores a las del mecanizado convencional, eliminando al mismo tiempo el desperdicio de material.
Dominio del mecanizado en frío para componentes personalizados
Cuando no se puede comprometer el rendimiento de los sujetadores, el estampado en frío ofrece resultados imposibles con la fabricación tradicional. KeyFixPro se especializa en este proceso de desplazamiento de metal de precisión: remodela el alambre mediante compresión controlada en lugar de eliminar material, creando componentes con características de resistencia y consistencia dimensional excepcionales.
Explicación del método de encabezado en frío
El estampación en frío representa una sofisticada técnica de desplazamiento de metal donde el alambre cilíndrico experimenta una presión localizada extrema a temperatura ambiente. Gracias al sistema de matriz secuencial de KeyFixPro, el material fluye en formas progresivamente complejas, creando cabezas de pernos, transiciones de hombro y características especializadas, sin cortar, fundir ni generar virutas de desecho.
Secuencia de fabricación:
- Encabezados progresivos: Configuraciones disponibles de 2 a 6 estaciones
- Capacidad de tamaño de los componentes:Diámetros en blanco de 2 mm a 30 mm
- Capacidad de desplazamiento: Relación máxima de 3:1 (cabeza formada respecto al cable original)
- Velocidad de rendimiento:200 a 400 piezas terminadas por minuto
- Logro de precisión: ±01 mm de repetibilidad en dimensiones especificadas
- Calidad de la superficie: Ra 1,6 μm típico sin pulido secundario
Capacidades de formación:
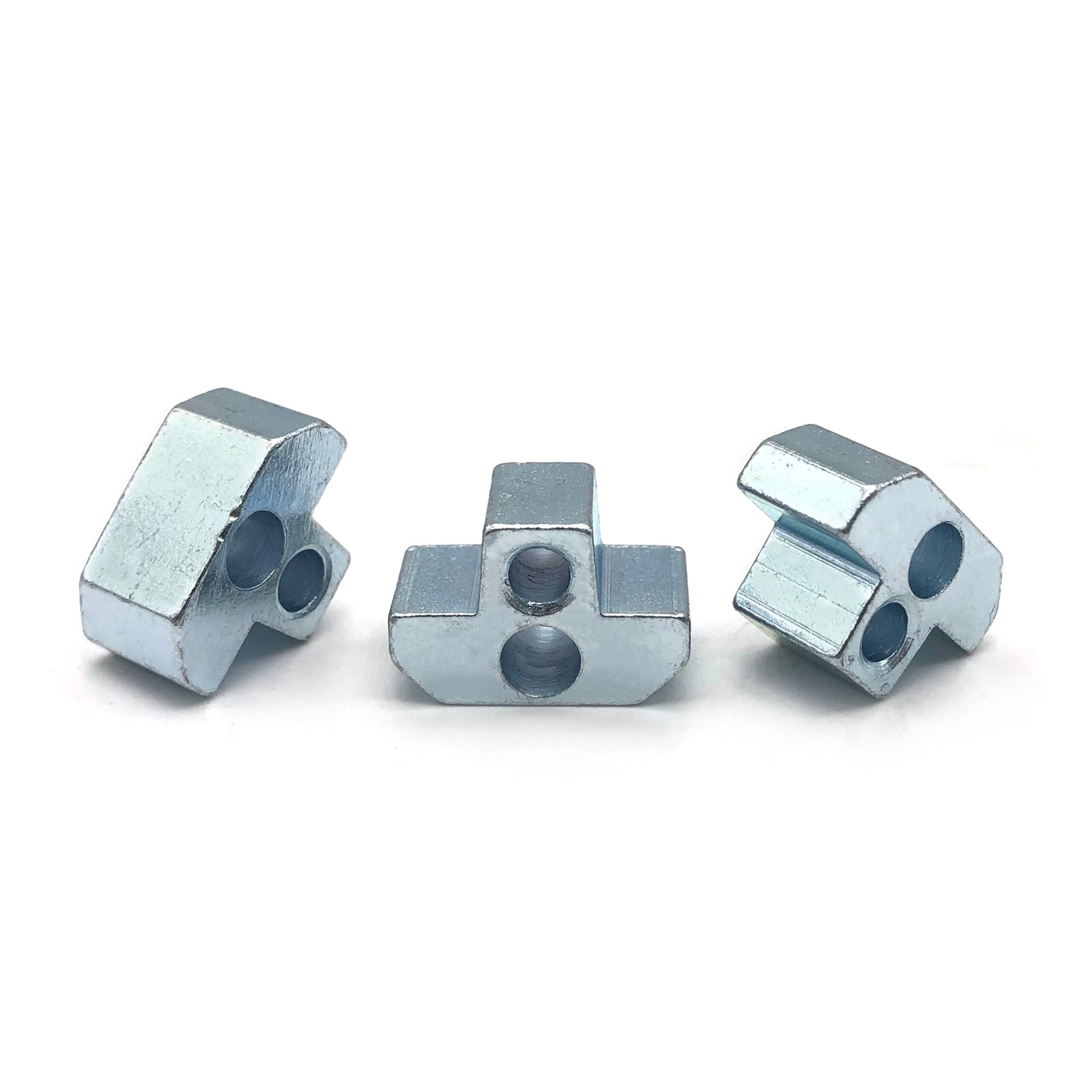
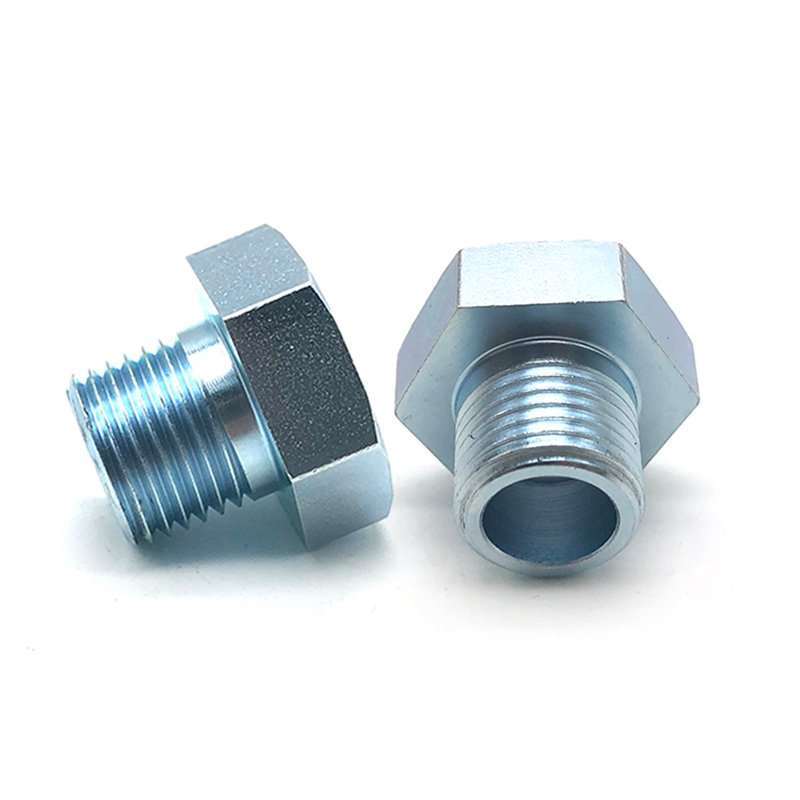
- Perfiles estándar: Configuraciones hexagonales, cuadradas, cilíndricas y con bridas
- Diseños intrincados: Cabezales de varios niveles, ranuras de alivio, conos de transición
- Gestión del diámetro: Creación de hombros de precisión para conjuntos especializados
- Preparación del hilo:Dimensionamiento optimizado de piezas en bruto para operaciones de laminado posteriores
- Huecos de accionamientoPatrones de compromiso de seis lóbulos, cruciformes y propietarios
- Rasgos de identidad: Estampado de logotipos y marcas del fabricante
Experiencia en materiales para conformación en frío
Grados de acero con contenido de carbono optimizado:
- Formulaciones suaves:1008, 1010, 1018 grados (características de desplazamiento superiores)
- Fuerza moderada: : especificaciones 1035, 1045 (rendimiento equilibrado con trabajabilidad)
- Aleaciones de alto rendimiento:Grados 4140, 4340, 8620 (aplicaciones de carga exigentes)
- Sensible al calor:Clase 10.9, 12.9 lograda mediante tratamiento térmico posterior al conformado
Acero inoxidable resistente a la corrosión:
- Familia austenítica:304, 316, 18-8 composiciones (prioridad de resistencia química)
- Tipos martensíticos:410, 416 grados (propiedades magnéticas, tratable térmicamente)
- Variantes de endurecimiento:17-4 PH, 15-5 PH (rendimiento de grado aeroespacial)
Metales ligeros y conductores:
- Serie de aluminio:Aleaciones 2024, 6061 (aplicaciones de peso crítico)
- Composiciones de metal: C260, C360 (requisitos de conductividad eléctrica)
- Cobre puro:Grado C110 (fijaciones de máxima conductividad)
- Grados de titanio: Grado 2, Grado 5 (sectores biomédico y aeroespacial)
Aleaciones para entornos extremos:
- superaleaciones de níquel: Inconel 600, 718 (servicio de temperatura elevada)
- níquel-cobre:Monel 400, K500 (resistencia a la corrosión marina)
- níquel-molibdeno:Hastelloy C-276 (exposición química agresiva)
Ventajas mecánicas del desplazamiento en frío
El estampación en frío genera componentes endurecidos por trabajo con una alineación de grano ininterrumpida:
- Aumento de la capacidad de tracción:40-60% mayor resistencia máxima en comparación con los métodos de eliminación de viruta
- Resistencia a la carga cíclica:Los patrones de grano continuo resisten la nucleación de grietas por fatiga
- Dureza del material:La deformación controlada mantiene la capacidad de absorción de impactos.
- Tolerancia a los golpes:La microestructura homogénea elimina los factores de tensión internos.
- Uniformidad del lote:Los parámetros de formación idénticos garantizan la consistencia de la propiedad.
- Conversión de materiales:95-98% del cable de entrada se convierte en producto terminado
- Eliminación de residuos: No se generan virutas que requieran recolección y eliminación.
- Economía de las materias primas:Ventajas en el precio de las bobinas de alambre frente a las barras
- Velocidad de producción:Velocidades de producción entre 50 y 200 veces más rápidas que el mecanizado sustractivo
- Perfil energético:Elimina el consumo de husillo de alta velocidad y del sistema de refrigeración.
- Sin marcas de herramientas:Las superficies troqueladas presentan una suavidad superior
- Capa superficial compresiva:El desplazamiento crea una tensión residual beneficiosa
- Libre de contaminación:No quedan residuos de líquido de corte que requieran limpieza
- Repetibilidad:Ra 1,6 μm mantenido durante todo el ciclo de producción
Aplicaciones personalizadas en diferentes industrias
- Componentes del tren motriz:Vástagos de diámetro variable que logran una optimización del peso
- Herrajes de suspensión: Geometría dentada debajo de la cabeza que proporciona autorretención
- Conjuntos de frenado:Diseños de arandela-brida integrados que minimizan el número de piezas
- Elementos de fijación del tren de transmisión:Perfiles complejos que se adaptan a zonas de acceso restringido
- Accesorios del fuselaje: Configuraciones de cabezal al ras con requisitos de tolerancia estrictos
- Conexiones de alto estrés: Selecciones de aleaciones de primera calidad con flujo de grano mejorado
- Hardware de la turbina: Piezas en bruto de Inconel que resisten ciclos térmicos
- Componentes de masa crítica: Conformado en frío de titanio para reducción de peso
- Conexiones estructurales:Perfiles hexagonales pesados para ensamblaje de estructuras de acero
- Sistemas de cimentación: Cabezales de gran recalcado para aplicaciones de empotramiento de hormigón
- sujetadores curvos: Configuraciones de pernos en U formadas a partir de alambre continuo
- Herrajes de elevación:Diseños de ojos de circuito cerrado creados a través de secuencias de múltiples estaciones
- sujetadores en miniatura:Componentes de escala M2-M3 para conjuntos electrónicos
- implantes ortopédicosHardware de fijación ósea de titanio biocompatible
- Terminales eléctricosConectores formados en cobre optimizados para la conductividad.
- Blindaje EMI: Conjuntos de cabeza moleteada de latón para contención electromagnética
Integración integral de fabricación
- Confirmación de composición:La espectroscopia AMETEK valida las especificaciones químicas
- Caracterización mecánica:Las pruebas de tracción y ductilidad garantizan la conformabilidad
- Evaluación de superficies:La inspección visual y dimensional confirma que el cable está libre de defectos.
- Consistencia del diámetro:El muestreo estadístico verifica una sección transversal uniforme
- Modelado secuencial:La compresión multiestación logra la geometría final del blanco
- Monitoreo en tiempo real: Verificación dimensional durante la producción activa
- Prevención de la contaminación:Los sistemas de transferencia automatizados mantienen la integridad de la superficie
- Producción de gran volumen:200-400 espacios en blanco completados cada 60 segundos
- Roscado por desplazamiento:Los perfiles de rosca laminada superan la resistencia de la rosca cortada en 30%
- Precisión dimensional:Precisión de paso constante y control de diámetro
- Endurecimiento de superficies:La operación de laminación mejora la resistencia al desgaste y al desgaste.
- Continuidad del flujo de grano:Microestructura ininterrumpida en toda la región roscada
- Mejora de la fuerza:Los ciclos de temple y revenido alcanzan propiedades de clase 10.9 y 12.9
- Normalización del estrés:El tratamiento térmico alivia las tensiones internas inducidas por la conformación.
- Endurecimiento de superficies:Cementación o nitruración para aplicaciones críticas en cuanto al desgaste
- Control de la atmósfera:El entorno protector previene la degradación de la superficie
- Zinc electrolítico: Protección contra la corrosión sacrificial con opciones de apariencia
- Aleación de zinc y níquelRendimiento superior en niebla salina para exposición automotriz
- Sistemas DACROMET: Resistencia a la corrosión extendida que supera las 1000 horas de prueba
- Recubrimientos de conversión:Preparación de fosfato para una mejor adhesión de la pintura
- Pasivación química:Tratamiento de superficie de acero inoxidable para máxima inmunidad a la corrosión.
- Inspección del sistema de visión:La clasificación automatizada 100% identifica cualquier anomalía en la superficie
- Escaneo tridimensional:Perfiles de cabeza complejos verificados contra modelos de diseño
- Muestreo de propiedades mecánicas:Las pruebas estadísticas de tracción confirman los requisitos de resistencia
- Funcionalidad del hilo:La medición de pasa/no pasa valida las características del compromiso
- Medición de precisión: Verificación CMM de dimensiones críticas a ±0,005
Sistemas de calidad y cumplimiento
- Sistemas de Gestión de Calidad ISO 9001:2015
- Norma del sistema de calidad automotriz IATF 16949
- AS9100D Gestión de calidad aeroespacial
- Informe completo de la Inspección del Primer Artículo (FAI)
- Proceso de aprobación de piezas de producción (PPAP) Nivel 3 y 4
- Certificaciones de materiales que incluyen datos de análisis del espectrómetro
- Documentación de propiedades mecánicas con metodología de prueba
- Registros de pruebas de exposición ambiental
- Verificación del protocolo de prevención de la fragilización por hidrógeno
- Sistema de espectroscopia de emisión óptica AMETEK
- Tecnología de escaneo láser tridimensional
- Clasificación óptica automatizada (inspección de rendimiento 100%)
- Equipo de pruebas mecánicas universal
- Prueba de dureza multiescala (Rockwell/Vickers/Brinell)
- Calibración de roscas de precisión y comparación óptica
- Máquina de medición de coordenadas (resolución de 1 micrón)
Ingeniería de su componente para el éxito del encabezado en frío
El equipo técnico de KeyFixPro ofrece evaluación de Diseño para Fabricación (DFM):
- Límite de desplazamiento:3:1 máximo (diámetro formado en relación con el stock de alambre)
- Requisito de espesor: Mínimo 0,4× diámetro del cable original
- Especificación del radio de la esquina:El diámetro mínimo del alambre de 0,1 × evita la fractura del material
- Geometría de transición:El filete liso debajo de la cabeza elimina la concentración de tensión
- Limitación de profundidad empotrada:Diámetro máximo de la cabeza de 0,3× para estabilidad de la característica
- Reducción por estación:40% disminución máxima del diámetro en una sola operación
- Perfil de transición:El cambio gradual del diámetro evita defectos de plegado
- Límites de relación de aspecto:Se pueden alcanzar relaciones de longitud a diámetro de hasta 6:1
- Dimensionamiento de la rosca en blanco: Calculado considerando la clase de rosca y el margen de acabado.
- Patrones de superficie:Los moleteados y estrías deben cumplir con las capacidades de conformado en frío
- Clasificación de formabilidad: Especifique las aleaciones clasificadas como “excelentes” o “buenas” para el trabajo en frío.
- Limitación de carbono:Mantener por debajo de 0,35% de carbono para un desplazamiento óptimo
- Endurecimiento por deformación:Considere la dureza posterior al conformado frente al estado inicial del alambre
- Especificación de calidad del cable:Se requiere una superficie libre de defectos para obtener resultados de conformado limpios.
- Planificación del tratamiento térmico:Programar el encabezado en frío antes de las operaciones de endurecimiento
Capacidades de producción de encabezado en frío de KeyFix
Parámetro | Rango de capacidad | Beneficio de la aplicación personalizada |
Diámetro del alambre en stock | 2 mm – 30 mm | Gama de fijaciones M2 a M30 |
Estaciones de formación | 2-6 operaciones secuenciales | Alojamiento de complejidad progresiva |
Relación máxima de malestar | desplazamiento 3:1 | Capacidad de geometría de cabeza grande |
Frecuencia de ciclo | 200-400 completados/minuto | Eficiencia económica de gran volumen |
Logro de la tolerancia | Repetibilidad de ±0,01 mm | Control de dimensión crítica |
Calidad de la superficie | Ra 1,6 μm típico | Requisito mínimo de acabado |
Eficiencia del material | Utilización del 95-98% | Economía de la eliminación de residuos |
Mejora de la fuerza | 40-60% vs mecanizado | Microestructura endurecida por trabajo |
Capacidad de longitud | 300 mm máximo | Producción extendida de piezas en bruto de sujetadores |
Escala de producción | 1000 – 1 millón+ de unidades | Flexibilidad de volumen escalable |
Componentes personalizados con cabezal frío para distintas aplicaciones
Conjuntos de tren motriz, conexiones de chasis, sistemas de montaje de ruedas, componentes de frenado
Fijaciones estructurales de aeronaves, hardware del sistema de propulsión, fijaciones esenciales para la seguridad del vuelo
Conexiones de estructuras de acero, sistemas de anclaje de cimentaciones, conjuntos con clasificación sísmica
Conjuntos de bridas de torre, mecanismos de paso de palas, herrajes estructurales de góndola
Sistemas de montaje de vías, conjuntos de material rodante, herrajes de aislamiento de vibraciones
Sistemas de montaje de equipos, conexiones de alta carga, fabricación de componentes de reemplazo
Conexiones de bridas para tuberías, equipos de perforación, fijaciones resistentes a productos químicos
Conjuntos de instrumentos, hardware de fijación implantable, materiales biocompatibles