Pièces moulées sous pression sur mesure de grande taille en provenance de Chine : Guide d’approvisionnement
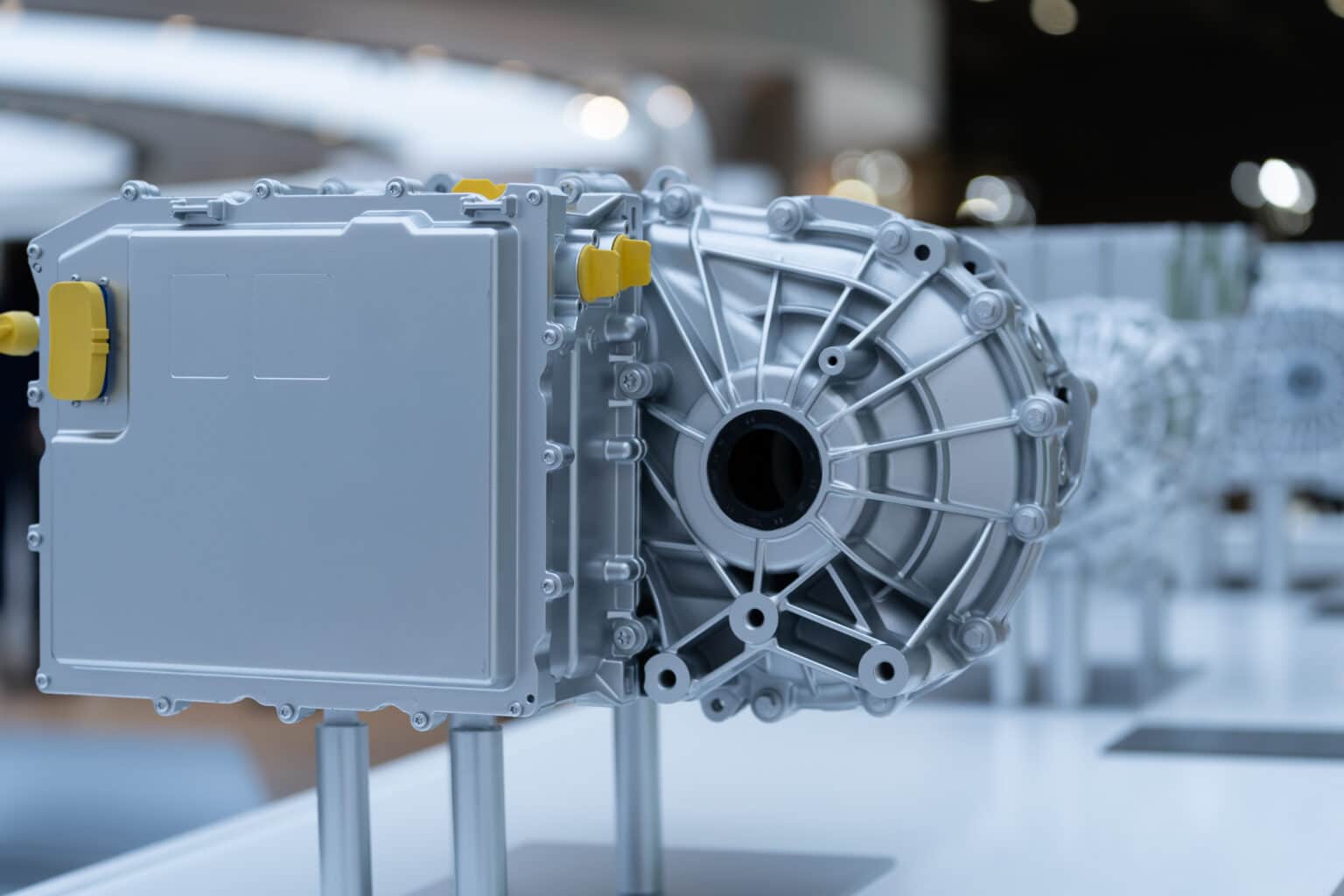
Les pièces moulées sous pression sur mesure de grand format — carters de boîte de vitesses, boîtiers de moteurs électriques, plateaux de batterie, supports structurels — sont le domaine où la chaîne d'approvisionnement chinoise en matière de fonderie offre le plus grand avantage en termes de coûts et la plus grande variété de qualités. Une grande pièce moulée n'est pas simplement une petite pièce agrandie : la profondeur de remplissage, le contrôle de la porosité, la déformation thermique et la différence entre les caractéristiques brutes de fonderie et usinées changent tous de nature au-delà d'une certaine taille. 800 tonnes de la force de serrage. Ce guide aborde la sélection de la taille de la machine, le choix de l'alliage, le système de tolérance qui distingue les dimensions brutes de fonderie des dimensions usinées, l'usinage secondaire et la finition, ainsi que la manière de qualifier une chaîne d'approvisionnement chinoise pour des pièces de cette taille.
En bref — Points clés à retenir
- La force de serrage de la machine détermine la taille de la pièce : 400 T couvre les boîtiers de la taille d'une main, 800–1 600 T recouvre les carters de boîte de vitesses et de moteur électrique, 2 500 T+ pénètre dans le domaine du plateau de batterie et de la structure.
- Les dimensions après moulage suivent ISO 8062 notes (environ) ±0,1–0,3 mm par taille) ; les caractéristiques qui scellent, localisent ou supportent doivent être Usiné CNC à ±0,02–0,05 mm après.
- A380 / ADC12 l'aluminium est le matériau de référence pour les grands boîtiers ; assistance par le vide AlSi10MnMg sert à la fabrication de pièces de fonderie structurelles qui doivent être soudées ou rivetées.
- La porosité est gérée, non éliminée — précisez-le Acceptation des rayons X par zone, et non pas une note générale “ absence de porosité ” qu’aucune fonderie ne peut respecter.
- Une chaîne qualifiée vérifie la composition chimique des alliages par spectroscopie d'émission atomique (OES), scanne les grandes pièces en 3D et documente la qualité des produits finis. 25 ppm à AQL 0,4.
Qu’est-ce qui est considéré comme une grande pièce moulée sous pression sur mesure ?
Les machines de moulage sous pression sont caractérisées par leur force de fermeture, c'est-à-dire la force qui maintient les deux moitiés du moule fermées malgré la pression d'injection. Le produit de la surface projetée de la pièce par la pression dans la cavité détermine la machine ; la force de fermeture est donc le moyen le plus rapide de communiquer les dimensions des pièces à une fonderie.
| Force de serrage | Surface projetée typique | Exemples de pièces |
|---|---|---|
| 280–400 T | ≤ 400 cm² | Supports, petits boîtiers, couvercles |
| 500–800 T | 400–900 cm² | Couvercles de boîte de vitesses, corps de pompe |
| 800–1 600 T | 900–2 000 cm² | Carter de moteur électrique, carters de transmission |
| 2 000–3 000 T | 2 000 à 4 000 cm² | sections de plateau de batterie, nœuds de sous-châssis |
| 4 000 T+ | 4 000 cm²+ | Méga-moulages structuraux |
Au-delà de 800 T, trois problèmes prédominent : l’aluminium doit remplir des passages longs et étroits avant de se solidifier ; la pièce moulée se déforme car les parties épaisses et minces refroidissent à des vitesses différentes ; et la planéité sur une distance de 400 à 800 mm devient un problème d’usinage, et non de moulage. KeyFix prend en charge les programmes couvrant cette plage de températures — voir la portefeuille de produits et études de cas de projets — avec des pièces moulées provenant de fonderies partenaires qualifiées et un travail de précision réalisé en interne.
Quels alliages conviennent aux grandes pièces moulées sous pression ?
| Alliage | Standard | Rendement (MPa) | Personnage | Meilleure utilisation |
|---|---|---|---|---|
| A380 / ADC12 | ASTM B85 / JIS H5302 | 160 | Fluide, usage général | Boîtiers, couvercles, supports |
| A360 / ADC3 | ASTM B85 | 170 | Meilleure résistance à la corrosion, ductilité | Logements en bordure de mer |
| AlSi10MnMg | HPDC sous vide | 120–180 (T7) | Soudable, rivetable | Structurelles, pertinentes en cas d'accident |
| AZ91D (Mg) | ASTM B94 | 150 | 33% plus léger que l'aluminium | Couvertures à poids critique |
| Zamak 3/5 (Zn) | ASTM B86 | 220–270 | Parois minces, petites pièces | Ne convient pas aux grands formats |
💡 Note de l'ingénieur : Pour l'approvisionnement en Chine, écrivez “A380 ou ADC12” » sur le dessin. L’ADC12 est le jumeau JIS que les fonderies chinoises stockent par défaut ; les deux sont interchangeables en termes de composition pour les boîtiers, et le fait de les nommer tous les deux permet d’éviter une semaine d’échanges de demandes de devis. La composition chimique des matériaux entrants doit toujours être vérifiée par spectrométrie d’émission atomique (OES) — KeyFix confirme chaque coulée avec un spectromètre OES allemand via son système SPECTRO. contrôle des matières premières processus.
Moulage sous pression, forgeage à froid ou usinage CNC : quel procédé convient le mieux ?
Toutes les demandes de devis pour “ pièces moulées ” ne doivent pas nécessairement concerner des pièces moulées. La matrice de sélection objective :
| Critère | Moulage sous pression | Forgeage à froid | Usinage CNC à partir d'un bloc. |
|---|---|---|---|
| Géométrie | Complexe, à paroi mince, creux | Axisymétrique, solide | Tout, à un prix. |
| Volume optimal | 1 000 à 1 000 000 | 10,000+ | 1 à 5 000 |
| Force / intégrité | Bien ; porosité gérée | Le plus haut (écoulement des grains) | Haut (stock forgé) |
| étanchéité à la pression | Nécessite un contrôle / une imprégnation | Solide | Solide |
| Coût de l'outillage | Haut (grandes matrices) | Modéré | Aucun |
| Grandes pièces plates/minces | Excellent | Pauvre | Gaspilleur |
KeyFix possède deux des trois itinéraires en pleine propriété — forgeage à froid sur 25 têtes de ligne multi-stations et Usinage CNC sur une ligne de 32 machines — et coordonne le moulage sous pression à travers des fonderies partenaires auditées dans le cadre d'une chaîne de traçabilité IATF 16949. Pour les supports dérivés de tôles plates qui sont boulonnés aux pièces moulées, estampillage L'utilisation de presses de 50 à 300 tonnes est souvent la solution la moins coûteuse par rapport au moulage.
Quelles tolérances peuvent supporter les grandes pièces moulées sous pression ?
L'erreur la plus coûteuse sur un plan de fonderie de grande taille est de tolérancer toutes les dimensions de la même manière. La fonderie sous pression présente deux mondes de tolérance :
| Classe de fonctionnalités | Tolérance réalisable | Comment |
|---|---|---|
| Linéaire à l'état brut de coulée (selon ISO 8062) | ±0,1 mm sur les 25 premiers mm, augmentant avec la taille | Précision de la matrice + contrôle thermique |
| Planéité à l'état brut de coulée, grande portée | 0,3–0,8 mm sur 500 mm | Casting uniquement |
| faces de référence usinées | Planéité ≤ 0,05 mm | Rectification CNC après moulage |
| Alésages usinés / dispositifs de positionnement | ±0,02–0,05 mm | Alésage CNC, réglage unique |
| Sceller les visages | Ra 1,6–3,2 μm, plat ≤ 0,05 mm | Finition CNC + vérifiée |
⚠️ Piège courant : Deux erreurs fatales pour le devis. Tolérer la pièce entière à ±0,05 mm oblige la fonderie à usiner chaque surface, ce qui double le coût. Laisser la face d'étanchéité “ brute de fonderie pour économiser ” produit un carter qui laisse passer l'huile au niveau du joint. Divisez clairement le dessin : aspect brut de fonderie selon la norme ISO 8062 partout, symboles d'usinage uniquement sur les faces assurant l'étanchéité, le positionnement ou l'appui.
La vérification grand format est le domaine où les méthodes optiques surpassent les palpeurs tactiles : KeyFix scanne des pièces moulées complètes avec Numérisation 3D Shining3D et vérifie les caractéristiques usinées par Mesure vidéo 2D, documenté sous son normes d'inspection programme, avec détails du processus sur le aperçu technologique.
Comment les pièces moulées sous pression sur mesure sont-elles finies et usinées ?
Le moulage ne représente que la moitié du travail ; la valeur réside dans la chaîne secondaire.
| Étape | But | Capacité KeyFix |
|---|---|---|
| Ébavurage et ébavurage | Supprimer les portes, flasher | Fonderie partenaire |
| Explosion de coups de feu | surface mate uniforme | Fonderie partenaire |
| Usinage de référence CNC | Faces, alésages, portées d'étanchéité à ±0,02–0,05 mm | Machines CNC internes, dont deux à 5 axes |
| Enfilage | Filetages roulés ou inserts pour aluminium tendre | Laminage de fil interne (22 machines) |
| Imprégnation | Microporosité d'étanchéité pour les pièces sous pression | Partenaire qualifié |
| Revêtement | Chromate, poudre ou zinc-nickel sur quincaillerie en acier | Lignes de production internes Zn-Ni / DACROMET |
| Inspection finale | Numérisation 3D + mesure vidéo, 100% visuel | En interne |
Cette séparation est délibérée : la fonderie se charge des opérations nécessitant un tonnage important, tandis que les travaux de précision dimensionnelle sont réalisés sur les broches de KeyFix. ±0,005 mm Les capacités de la machine laissent une marge sur un alésage de ±0,02 mm.
Besoin d'un devis pour des pièces moulées sous pression de grande taille avec usinage ? Envoyez votre modèle ou dessin à KeyFix — analyse DFM, recommandation de processus et devis sous 48 heures. Obtenez un devis ou envoyez un courriel à sales@keyfixpro.com.
Que devez-vous préciser dans la demande de devis ?
| Appeler | Que spécifier | Pourquoi c'est important |
|---|---|---|
| Alliage | A380/ADC12, A360, AlSi10MnMg | Fluidité vs résistance vs soudabilité |
| Qualité brute de fonderie | Classe ISO 8062 DCTG | Dimensions non usinées des ancres |
| Caractéristiques usinées | Symbole + tolérance par face | Des vies sont à gagner ici |
| Acceptation de la porosité | classe de radiographie par zone | Exécutable, réaliste |
| Spécifications de fuite | Pression, milieu, temps | Pour les boîtiers contenant des fluides |
| Ligne de départ + séparation | Accord avant l'outillage | Empêche la refonte au niveau T1 |
| Revêtement / finition | Chromate, poudre, masquage | Corrosion et aspect |
📋 Conseil technique : Rédigez les critères d'acceptation de la porosité de la même manière qu'un opérateur de radiographie les interprète : “ Zone A (alésages des paliers) : niveau 2 max. selon la norme ASTM E505 ; Zone B (parois) : niveau 3. ” Une exigence générale selon laquelle “ les pièces moulées doivent être exemptes de porosité ” est inapplicable et chaque fonderie l'ignorera tacitement.
Comment qualifier une chaîne d'approvisionnement chinoise en matière de fonderie sous pression ?
| Point d'audit | Exigences minimales | État de KeyFix |
|---|---|---|
| Système qualité | ISO 9001 ; IATF pour l’automobile | IATF 16949 + ISO 9001 + ISO 14001, y compris. contrôle de sous-niveau |
| Vérification des alliages | OES par chaleur | SPECTRO OES, 100% de chaleurs |
| Correspondance de tonnage | Machine dimensionnée pour la pièce | Appariement via des fonderies partenaires auditées |
| Contrôle de la porosité | Capacité de radiographie, rapports de zone | Par le biais d'une chaîne qualifiée |
| Mesure de grande pièce | Numérisation 3D, documentée | Mesure vidéo Shining3D + 2D en interne |
| Capacité d'usinage | ±0,02–0,05 mm en interne | 32 machines CNC, dont deux à 5 axes |
| Qualité de sortie | Taux de défauts documenté | <25 ppm à AQL 0,4 |
| Responsabilité | Un contrat, un responsable QA | Point unique chez KeyFix |
La responsabilité unique est un écueil que les acheteurs oublient souvent et regrettent : lorsque la fonderie, l'usinage et le revêtement proviennent de trois fournisseurs indépendants, chaque fuite engendre une triple responsabilité. KeyFix centralise toute la chaîne au sein d'un seul système – alliage par ASTM B85, géométrie par ISO 8062 — avec son programmes de fixation automobile et Contexte de l'entreprise documenter la piste d'audit.
Quelles sont les conditions logistiques et d'expédition ?
Les pièces moulées de grande taille sont expédiées par voie maritime presque sans exception ; la base de Huizhou réduit ainsi au minimum le trajet par voie terrestre.
| Terme | Détail |
|---|---|
| Site de fabrication | Huizhou, province du Guangdong |
| Conditions d'expédition standard | FCA Dongguan |
| conditions de fret maritime | FOB Port de Shenzhen Yantian |
| Délai de livraison du prototype | Dépend de l'outillage ; échantillons prélevés 4 à 8 semaines après le début du processus de fabrication. |
| délai de production | 4 à 6 semaines après l'approbation de l'échantillon |
Foire aux questions
Quelle est la plus grande pièce moulée sous pression qu'une chaîne d'approvisionnement chinoise puisse livrer ?
Les fonderies partenaires de la classe 2 000–4 000 T traitent des surfaces projetées allant jusqu'à environ 4 000 cm² — sections de plateaux de batteries et nœuds structurels. Au-dessus se trouve le domaine de la mégadiffusion, chiffré au cas par cas.
Comment puis-je empêcher une fuite d'un boîtier moulé sous pression ?
Trois leviers dans l'ordre : spécifier la face d'étanchéité comme un usiné Pour déterminer la caractéristique (platitude ≤ 0,05 mm, Ra ≤ 3,2 μm), définir une classe de porosité aux rayons X pour les zones situées derrière, et appliquer une imprégnation sous vide aux pièces soumises à pression. La plupart des réclamations pour “ défauts de fonderie ” sont dues à une surface d'étanchéité défectueuse après coulée.
Quelle est la quantité minimale de commande pour les grandes pièces moulées sur mesure ?
Les coûts liés à l'outillage de découpe sont prépondérants, c'est pourquoi les séries de production commencent généralement à 500 à 2 000 pièces L'outillage est amorti sur la première commande. Les travaux d'usinage seuls sur des pièces moulées fournies par le client ne sont soumis à aucune quantité minimale de commande.
Quelles certifications possède KeyFix ?
Les fonderies sous-traitantes sont certifiées IATF 16949, ISO 9001 et ISO 14001 et contrôlées selon le même système. Les certificats d'alliage, les rapports de contrôle par rayons X et les rapports dimensionnels issus de la numérisation 3D sont fournis avec les commandes OEM.
Quelles tolérances dois-je prévoir entre la pièce brute de fonderie et la pièce usinée ?
À l'état brut de coulée : grades ISO 8062, environ ±0,1–0,3 mm en fonction de la taille. Caractéristiques usinées : ±0,02–0,05 mm Sur les alésages et les faces. Spécifiez chaque dimension dans la classe appropriée et le devis baissera considérablement.
Quelles sont les conditions d'expédition applicables aux commandes internationales ?
La livraison standard est FCA Dongguan, avec le fret maritime comme FOB Port de Shenzhen Yantian de la base de production de Huizhou.
Si votre prochain programme nécessite des pièces moulées sous pression sur mesure de grand format (boîtiers, boîtiers, plateaux ou supports structurels, moulés, usinés et revêtus selon un système qualité unique), envoyez votre modèle à KeyFix pour une analyse DFM gratuite et un devis sous 48 heures. Explorez portefeuille de produits ou contacter KeyFix à l'adresse sales@keyfixpro.com.
Auteur: Équipe d'ingénierie KeyFix Publié : 3 juillet 2026 Dernière mise à jour : 3 juillet 2026