
Introduzione: Perché le viti per stampaggio automobilistico richiedono un'ingegneria specializzata

Le viti per modanature automobilistiche sono elementi di fissaggio filettati progettati specificamente per ancorare le modanature decorative e protettive, collettivamente denominate modanature, ai pannelli della carrozzeria dei veicoli. Le modanature laterali di protezione, i passaruota, le finiture sottoporta, le cornici del parabrezza e le coperture del gocciolatoio del tetto dipendono tutte da queste viti speciali per un fissaggio affidabile e duraturo.
A differenza delle comuni viti autofilettanti, le viti per modanature automobilistiche devono garantire un serraggio affidabile anche in presenza di continue vibrazioni stradali, resistere ad agenti corrosivi, dal sale stradale ai prodotti chimici degli autolavaggi, e integrarsi esteticamente con le superfici verniciate o cromate adiacenti. Questa guida, orientata all'ingegneria, raccoglie dati dimensionali, parametri di riferimento dei materiali, confronti tra rivestimenti e strategie di prevenzione dei guasti per i responsabili degli acquisti e i progettisti di primo livello che specificano viti per modanature automobilistiche con standard di qualità OEM.
Selezione della geometria della testina e del sistema di azionamento
Il profilo della testa di una vite per stampaggio automobilistico determina la distribuzione della forza sulla superficie dello stampo. La scelta dell'incavo di azionamento influisce ulteriormente sull'efficienza della linea di assemblaggio: gli slittamenti durante l'installazione motorizzata aumentano direttamente i tassi di rilavorazione e il costo della manodopera per veicolo.
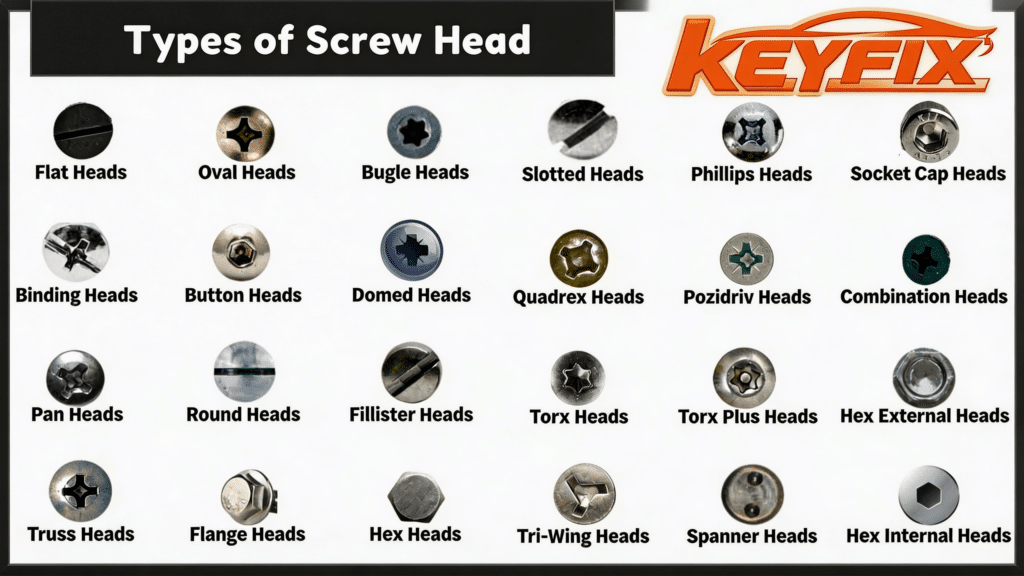
| Configurazione della testa | Tipo di unità | Dettaglio lavatrice | Applicazione dello stampaggio primario |
|---|---|---|---|
| Phillips Oval | Incavo a croce #2 | Rondella svasata allentata | Striscia di protezione laterale della carrozzeria, rivestimento del pannello sottoporta |
| Testina di lavaggio a superficie piana | Phillips #2 | Rondella di cuscinetto piatta integrata | Modanatura del bordo del parafango, striscia decorativa della portiera |
| Flangia esagonale incassata | Chiave a bussola esagonale da 8 mm / 10 mm | Flangia esagonale integrata | Parafango allargato, protezione sottoscocca |
| Panno Torx | Incavo a stella T-20 o T-25 | Lavatrice SEMS integrata | Copertura delle barre portatutto sul tetto, modanatura del montante B. |
| Testa a capriata | Phillips o a taglio | Testa extra larga, non necessita di rondella | Cornice portatarga, decorazione del cofano del bagagliaio |
| Piatto a basso profilo | Torx T-15 | Svasato a filo | Modanatura di copertura del parabrezza, rivestimento del montante A |
Le piattaforme automobilistiche europee e coreane adottano sempre più spesso viti per stampaggio automobilistico con impronta Torx, poiché la geometria a sei lobi elimina virtualmente lo slittamento durante l'inserimento automatizzato a coppia controllata. I dati raccolti sul campo negli impianti di assemblaggio suggeriscono che il passaggio da Phillips a Torx riduce gli episodi di rilavorazione della punta dell'avvitatore di circa il 15-20% per turno, traducendosi in un aumento misurabile della produttività sulle linee ad alto volume.
Architettura della filettatura per il fissaggio dello stampo
Le viti per stampaggio nel settore automobilistico utilizzano prevalentemente filettature autofilettanti che tagliano o formano le proprie filettature di accoppiamento in lamiere preforate o in sporgenze di plastica stampate a iniezione. Il profilo della filettatura influenza direttamente la resistenza all'estrazione, la coppia di serraggio e il rischio di fessurazione del substrato.
| Parametro del thread | Intervallo tipico SAE | Intervallo tipico metrico | Significato ingegneristico |
|---|---|---|---|
| Diametro maggiore | Da #6 (3,50 mm) a #14 (6,30 mm) | Da M3.5 a M6.3 | Determina la sezione di taglio alla radice della filettatura |
| Pece | Da 18 TPI a 32 TPI | Da 1,06 mm a 1,81 mm | Un passo più fine aumenta il margine di coppia di strisciamento nei pannelli sottili |
| Tipo di punto | Tipo A (a punta) / Tipo B (a punta smussata) | Secondo la norma DIN 7981 | Il tipo B è adatto a substrati in acciaio di spessore maggiore |
| Lunghezza di impegno | Da 12,7 mm a 38,1 mm | da 15 mm a 35 mm | Deve superare lo spessore combinato di stampaggio e pannello |
| Rapporto filettatura alto-basso | Da 0,65 a 0,75 | Da 0,65 a 0,75 | Le creste alternate riducono lo stress radiale nelle sporgenze polimeriche |
La geometria della filettatura hi-lo è diventata sempre più critica, poiché le case automobilistiche stanno sostituendo le clip di fissaggio in acciaio stampato con fermi in PA66-GF30 stampati a iniezione. I test di estrazione dimostrano che le viti di fissaggio hi-lo per applicazioni automobilistiche offrono una forza di ritenzione superiore del 25-30% nel poliammide rinforzato con fibra di vetro rispetto alle tradizionali filettature a passo singolo, perché la cresta inferiore della filettatura riduce lo spostamento radiale e minimizza la propagazione delle microfratture sotto carico termico ciclico.
Confronto della composizione dei materiali
La scelta della lega di base determina la resistenza alla trazione, la durata a fatica e la compatibilità con i rivestimenti. La scelta del materiale deve bilanciare il costo con il profilo di esposizione alla corrosione del mercato di destinazione del veicolo.

| Designazione alternativa | Resistenza allo snervamento (MPa) | Comportamento alla corrosione | Indice dei costi | Applicazione più adatta |
|---|---|---|---|---|
| SWRCH 18A (Do basso) | 320 – 400 | Richiede una placcatura protettiva | 1,0× | Settore economico, esportazioni da climi temperati |
| SWRCH 22A (Media C) | 400 – 500 | Richiede una placcatura protettiva | 1,1× | Attacco standard per modanatura esterna OEM |
| Acciaio al boro 10B21 | 550 – 750 | Deve essere rivestito; sensibile alla fragilità da H₂ | 1,15× | Parafanghi rinforzati, estensioni dei parafanghi per camion |
| Acciaio inossidabile martensitico SUS 410 | 420 – 520 | resistenza intrinseca moderata | 2,0× | Veicoli destinati al mercato costiero, finiture esterne a vista |
| Acciaio inossidabile austenitico SUS 304 | 480 – 600 | Eccellente resistenza intrinseca | 2,5× | Flotte di segmento premium, operanti in settori affini al settore marittimo. |
| Alluminio A6061-T6 | 240 – 290 | Eccezionale con trattamento anodico | 1,8× | Programmi per carrozzerie leggere per veicoli elettrici |
Le leghe di acciaio al boro (10B21) offrono il miglior rapporto resistenza-costo per il fissaggio di stampi strutturali, ma richiedono un trattamento termico post-placcatura a 190-210 °C entro quattro ore per prevenire la frattura ritardata indotta dall'idrogeno.
Parametri di riferimento per le prestazioni dei trattamenti superficiali

Il rivestimento svolge una duplice funzione sulle viti di stampaggio per autoveicoli: barriera anticorrosione e integrazione estetica. Gli elementi di fissaggio montati esternamente devono soddisfare gli standard di corrispondenza del colore e di mantenimento della brillantezza, oltre a obiettivi di resistenza alla nebbia salina che in genere vanno da 480 ore (mercati temperati) a oltre 1.000 ore (programmi OEM per climi settentrionali).
| Processo di rivestimento | Spessore dello strato (μm) | Resistenza alla nebbia salina neutra (ore) | Colori di finitura disponibili | Stato ELV / RoHS |
|---|---|---|---|---|
| Zincatura elettrolitica trivalente | 8 – 12 | 200 – 400 | Argento, giallo iridescente, passivato nero | Compiacente |
| Lega zinco-nichel (12–15 % Ni) | 8 – 15 | 720 – 1.000+ | Argento metallizzato, nero | Compiacente |
| DACROMET / Geomet | 6 – 10 | 500 – 1.000 | grigio argento opaco | Compiacente |
| Rivestimento elettroforetico catodico (epossidico) | 15 – 30 | 500 – 750 | Nero (primer verniciabile) | Compiacente |
| Sigillante all'ossido nero + cera | 1 – 3 | 48 – 96 | nero satinato | Compiacente |
| Cromo decorativo (Cr³⁺ trivalente) | 10 – 25 | 300 – 600 | Specchio cromato | Compiacente |
La placcatura in lega di zinco-nichel rappresenta attualmente lo standard di riferimento per le viti di fissaggio delle modanature esterne del settore automobilistico, secondo le specifiche OEM per i climi settentrionali. KeyFixPro gestisce linee dedicate per la placcatura in zinco-nichel e DACROMET, che validano regolarmente i lotti con oltre 1.000 ore di test in nebbia salina neutra, secondo la norma ASTM B117.
Mappatura delle applicazioni delle zone veicolari
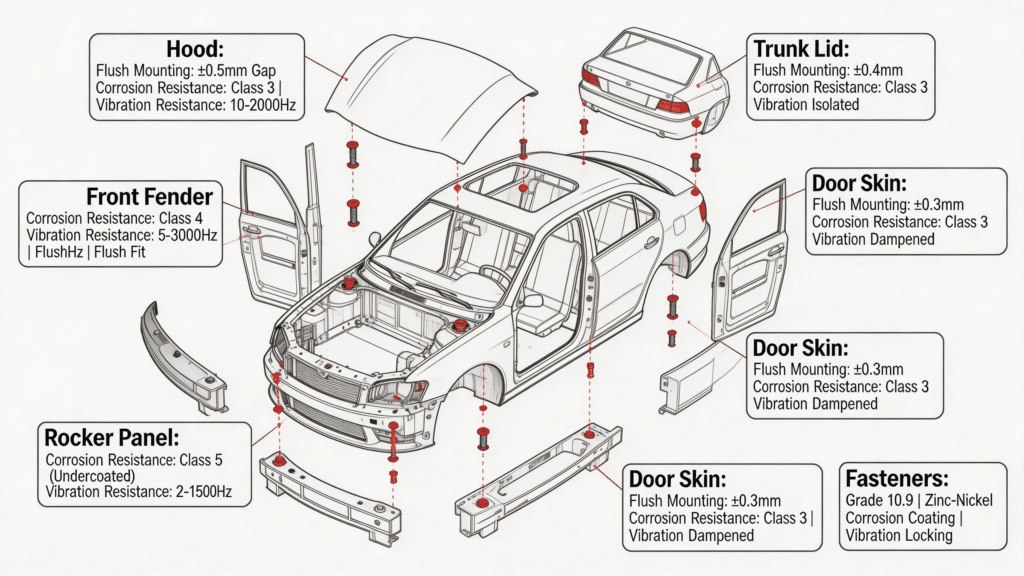
Le diverse posizioni di montaggio impongono ai dispositivi di fissaggio dello stampaggio esigenze molto diverse in termini di carico, agenti chimici e aspetto visivo.
| Zona veicoli | Componente di stampaggio | Fattore di stress dominante | Configurazione consigliata delle viti |
|---|---|---|---|
| Linea del tetto | Copertura per canale di scolo, finitura di base per portapacchi | Portanza aerodinamica, invecchiamento da raggi UV | Testa Torx a calotta, acciaio inox SUS 304, rivestimento Zn-Ni |
| Lato del corpo | Striscia protettiva, fascia decorativa cromata | Impatto da schegge di pietra, abrasione da spazzola dell'autolavaggio | Rondella ovale in acciaio al carbonio con rivestimento DACROMET |
| Apertura ruota | Parafango allargato, rivestimento paraspruzzi | Schizzi stradali, bombardamento di ghiaia, accumulo di sale | Flangia esagonale, acciaio al boro 10B21, Zn-Ni 15 μm |
| Perimetro del parabrezza | Modanatura di rivelazione, copertura del cofano | Infiltrazioni d'acqua, cicli di gelo e disgelo | Testa della rondella piatta con guarnizione di tenuta in EPDM |
| Bilanciere / Soglia | Minigonna laterale, copertura della piastra sottoporta | Urto contro il marciapiede, schizzi di prodotto chimico antigelo | Testa del traliccio, verniciatura elettroforetica + sigillante secondario |
| Ponte superiore | Finitura del fanale posteriore, rivestimento della base dello spoiler | Vibrazioni dovute allo sbattimento del bagagliaio, cicli termici | Rondella SEMS prigioniera in acciaio armonico Torx ovale. |
Questa mappatura a zone sottolinea un principio fondamentale: nessuna singola specifica per viti di fissaggio per modanature automobilistiche può essere adatta a ogni punto di fissaggio su un veicolo moderno. Un elemento di fissaggio per le barre portatutto del tetto, ottimizzato per la resistenza ai raggi UV e al sollevamento, sarebbe sovradimensionato per un pannello laterale dove la tolleranza all'immersione chimica è prioritaria.
Precisione dimensionale: standard di settore a confronto con le capacità di KeyFixPro
Il controllo delle tolleranze distingue le viti per stampaggio automobilistico validate dagli OEM dalle alternative di qualità standard. Le bande dimensionali più strette riducono il rischio di filettatura incrociata durante l'assemblaggio automatizzato e limitano la dispersione della coppia di serraggio.

| Dimensione critica | Tolleranza standard ISO 4759-1 | KeyFixPro ha raggiunto la tolleranza |
|---|---|---|
| Diametro maggiore della filettatura | ±0,05 mm | ±0,02 mm |
| Lunghezza totale della vite (sotto la testa) | ±0,30 mm | ±0,10 mm |
| Altezza della testa | ±0,10 mm | ±0,05 mm |
| Concentricità del diametro esterno della rondella integrata (TIR) | 0,15 mm | 0,05 mm |
| Profondità dell'incavo dell'unità | ±0,08 mm | ±0,03 mm |
| Rugosità superficiale (Ra) | ≤ 3,2 μm | ≤ 1,6 μm |
Questi vantaggi in termini di precisione derivano dalla catena di processo verticalmente integrata di KeyFixPro: collettori a freddo multistazione che mantengono un flusso continuo di grani, rullatrici planetarie per filettature che producono finiture inferiori a Ra 0,8 μm e centri CNC a 5 assi STS serie C con una precisione di posizionamento di ±0,005 mm. Ogni lotto viene sottoposto a verifica CMM con una risoluzione di ±0,001 mm e a 100 selezioni ottiche %, certificate secondo gli standard IATF 16949 con una documentazione di 0 PPM di difetti sul campo.
Modalità di guasto comuni e interventi di ingegneria correttiva
Comprendere come si guastano le viti di fissaggio delle modanature nel settore automobilistico durante l'utilizzo consente di apportare miglioramenti proattivi alle specifiche. Le cinque modalità descritte di seguito rappresentano le cause principali più frequenti, ricavate dai dati relativi ai resi in garanzia dei produttori OEM.
| Guasto osservato | Causa principale tipica | Misura correttiva raccomandata |
|---|---|---|
| Deposito di ruggine bianca sulla testa esposta | Rivestimento di zinco con spessore effettivo inferiore al minimo (< 5 μm) | Specificare placcatura in lega Zn-Ni ≥ 10 μm con rivestimento protettivo. |
| La testa della vite si tira attraverso la modanatura | La superficie di appoggio della rondella è troppo piccola rispetto alla rigidità dello stampaggio. | Aumentare il diametro esterno della rondella o aggiungere una piastra di supporto metallica dietro la modanatura |
| Strisce filettate nel supporto di fissaggio in plastica | Filo a passo grosso a singolo conduttore in nylon o PA66-GF30 | Transizione alla geometria di filettatura hi-lo per substrati polimerici |
| Allentamento progressivo dovuto alle vibrazioni stradali | Gambo liscio troppo corto, manutenzione insufficiente del carico di serraggio | Aggiungere una patch microincapsulata con bloccaggio della filettatura o una flangia dentellata |
| Corrosione galvanica in corrispondenza di giunzioni tra metalli dissimili | Vite in acciaio a diretto contatto con il pannello della carrozzeria in alluminio | Inserire una rondella di barriera non conduttiva o passare a un elemento di fissaggio in alluminio. |
Ogni azione correttiva può essere implementata all'interno di un singolo ciclo di revisione PPAP. Il team di ingegneri di KeyFixPro esegue regolarmente l'analisi FMEA durante la validazione pre-produzione, identificando i rischi prima che raggiungano le linee di assemblaggio.
Flusso di lavoro di produzione presso KeyFixPro
KeyFixPro trasforma il filo grezzo in viti per stampaggio automobilistico finite attraverso una sequenza di produzione completamente integrata con tracciabilità dal materiale alla spedizione.
Forgiatura a freddo — Il materiale in bobina in ingresso viene verificato tramite spettrometria di emissione ottica AMETEK prima di entrare nelle collettori di calore progressivi a più stazioni. La forgiatura a temperatura ambiente preserva il flusso ininterrotto delle fibre, aumentando la resistenza al taglio del 40-60% rispetto ai materiali equivalenti lavorati meccanicamente, raggiungendo al contempo un utilizzo del materiale del 98%.
Rullatura dei filetti — I rulli piani e planetari generano profili di filettatura con finiture superficiali alla radice inferiori a Ra 0,8 μm. Le radici lavorate a freddo presentano una resistenza alla fatica circa dieci volte superiore rispetto alle filettature tagliate, un fattore decisivo per le viti di stampaggio soggette a milioni di cicli di vibrazione.
Lavorazione secondaria CNC — Gli incavi Torx, le zone zigrinate e le scanalature per le rondelle di fissaggio vengono lavorati su centri CNC a 5 assi mantenendo una precisione di posizionamento di ±0,005 mm.
Rivestimento — Linee interne di zincatura-nichel, DACROMET e verniciatura elettroforetica con monitoraggio continuo della chimica del bagno. La validazione tramite nebbia salina precede il rilascio di ogni lotto.
Ispezione — CMM con precisione di ±0,001 mm, scansione 3D e selezione ottica % a 100 controlli secondo i protocolli IATF 16949. Le viti finite vengono spedite in imballaggi a barriera contro l'umidità con tracciabilità digitale completa.
Lista di controllo delle specifiche per ordini personalizzati
Un pacchetto dati completo in fase di preventivo accelera la revisione tecnica. Di seguito sono riportati gli elementi chiave di cui gli ingegneri applicativi di KeyFixPro hanno bisogno per avviare un programma personalizzato di viti per modanature nel settore automobilistico.
| Articolo di specifica | Informazioni necessarie | Scopo |
|---|---|---|
| Identità della piattaforma del veicolo | OEM, denominazione del modello, anno di produzione | Determina gli standard di prova applicabili (ad esempio, GMW, VW TL, Toyota TSH) |
| Substrato per stampaggio | PVC, ABS, TPO, PA66-GF30, acciaio inossidabile, alluminio | Guide alla selezione della forma della filettatura e al calcolo del carico di serraggio |
| Materiale e spessore del pannello | Acciaio dolce 0,7 mm, alluminio 6016-T4 1,0 mm, CFRP, ecc. | Imposta lo stile della punta, il diametro del foro pilota e la coppia di serraggio target. |
| Obiettivo di corrosione | Ore di resistenza alla nebbia salina secondo le specifiche del materiale OEM | Definisce la tecnologia di rivestimento e lo spessore minimo |
| Finitura estetica | Specchietto cromato, nero satinato, codice RAL in tinta con la carrozzeria | Definisce il processo di trattamento superficiale e i criteri di accettazione visiva. |
| Proiezione del volume annuo | Pezzi all'anno, programma di chiamata | Ottimizza gli investimenti in attrezzature, l'allocazione delle stazioni di stampaggio a freddo e i tempi di consegna. |
| Requisiti di imballaggio | Confezionamento sfuso, in vassoi, in blister, in nastro e bobina per alimentazione automatizzata | Garantisce la compatibilità con i sistemi di alimentazione della linea di assemblaggio del cliente. |
Il team di KeyFixPro, composto da oltre 20 ingegneri senior specializzati in elementi di fissaggio, collabora con i gruppi di ricerca e sviluppo dei clienti attraverso una documentazione PPAP completa, che include layout dimensionali, certificati dei materiali e studi di capacità di processo (Cpk ≥ 1,67), garantendo che ogni programma personalizzato passi senza intoppi dall'approvazione del prototipo alla produzione in serie.
Domande frequenti sulle viti per modanature automobilistiche
Cosa distingue le viti per modanature automobilistiche dalle normali viti autofilettanti?
Le viti per modanature automobilistiche incorporano rondelle di supporto integrate, placcatura in tinta e profili della testa calibrati con precisione, progettati per trattenere le modanature flessibili o rigide senza deformare la superficie. Le normali viti autofilettanti non presentano queste caratteristiche e spesso causano ammaccature o deterioramento estetico sulle superfici visibili delle modanature.
Quale rivestimento garantisce la maggiore durata sul campo per gli elementi di fissaggio delle modanature esterne?
La placcatura in lega di zinco-nichel (12–15 % Ni) sigillata con cromato trivalente supera costantemente le 1.000 ore di nebbia salina secondo la norma ASTM B117. Per le posizioni passaruota e sottoscocca, i rivestimenti DACROMET/Geomet offrono una durata comparabile con una maggiore resistenza agli agenti detergenti alcalini.
KeyFixPro è in grado di realizzare filettature sia in pollici che in millimetri?
Sì. KeyFixPro dispone di set di utensili per filettature SAE (da #6 a #14) e metriche (da M3.5 a M6.3), consentendo la produzione duale all'interno di un unico stabilimento, un aspetto apprezzato dalle piattaforme globali che richiedono la conformità alle specifiche regionali delle filettature.
In che modo KeyFixPro previene la fragilità da idrogeno nelle viti per stampaggio ad alta resistenza?
Tutti i dispositivi di fissaggio in acciaio al boro e in acciaio al carbonio medio di classe superiore alla 10.9 sono sottoposti a un trattamento termico post-placcatura obbligatorio a 190–210 °C entro quattro ore dalla galvanizzazione, al fine di rimuovere l'idrogeno atomico disciolto dalla struttura cristallina dell'acciaio ed eliminare il rischio di frattura ritardata.