Large Custom Die Cast Parts from China: A Sourcing Guide
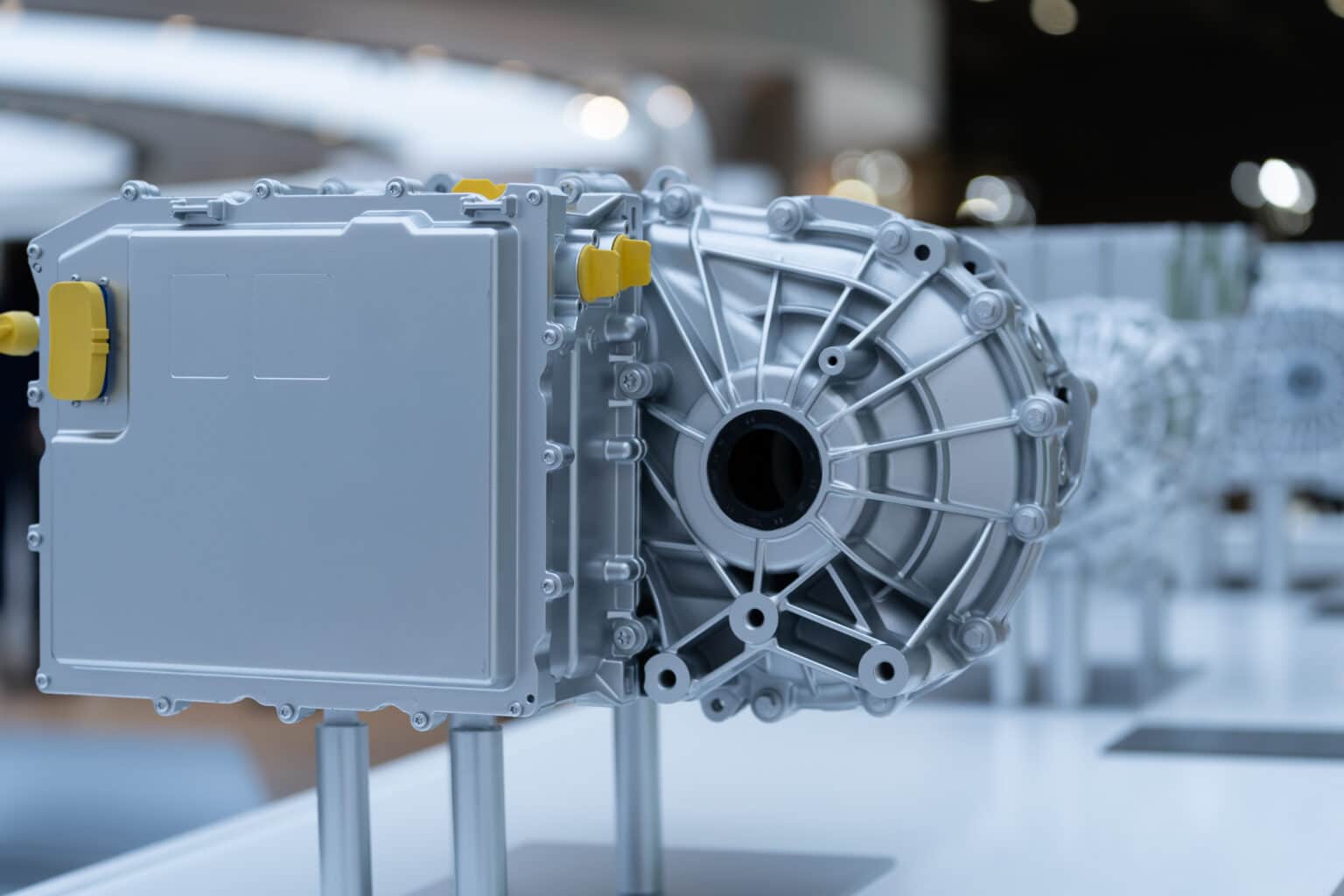
Custom die cast parts in the large-format class — gearbox housings, e-motor casings, battery trays, structural brackets — are where China’s casting supply chain offers the deepest cost advantage and the widest quality spread. A big casting is not just a small one scaled up: fill distance, porosity control, thermal distortion, and the split between as-cast and machined features all change character above roughly 800 tonnes of clamping force. This guide covers machine-size selection, alloy choice, the tolerance system that separates as-cast from machined dimensions, secondary machining and finishing, and how to qualify a China supply chain for parts this size.
TL;DR — Key Takeaways
- Machine clamping force sets part size: 400 T covers hand-size housings, 800–1,600 T covers gearbox and e-motor casings, 2,500 T+ enters battery-tray and structural territory.
- As-cast dimensions follow ISO 8062 grades (roughly ±0.1–0.3 mm by size); features that seal, locate, or bear must be CNC machined to ±0.02–0.05 mm afterward.
- A380 / ADC12 is the default aluminum for large housings; vacuum-assisted AlSi10MnMg serves structural castings that must be welded or riveted.
- Porosity is managed, not eliminated — specify X-ray acceptance by zone, not a blanket “no porosity” note that no foundry can meet.
- A qualified chain verifies alloy chemistry by OES, scans large parts in 3D, and documents outgoing quality below 25 PPM at AQL 0.4.
What Counts as Large Custom Die Cast Parts?
Die casting machines are rated by clamping tonnage — the force holding the die halves shut against injection pressure. Projected part area times cavity pressure dictates the machine, so tonnage is the fastest way to talk about part size with a foundry.
| Clamping Force | Typical Projected Area | Example Parts |
|---|---|---|
| 280–400 T | ≤ 400 cm² | Brackets, small housings, covers |
| 500–800 T | 400–900 cm² | Gearbox covers, pump bodies |
| 800–1,600 T | 900–2,000 cm² | E-motor housings, transmission cases |
| 2,000–3,000 T | 2,000–4,000 cm² | Battery tray sections, subframe nodes |
| 4,000 T+ | 4,000 cm²+ | Structural megacastings |
Above 800 T, three problems dominate: aluminum must fill long, thin paths before it freezes; the casting distorts as thick and thin sections cool at different rates; and flatness over a 400–800 mm span becomes a machining problem, not a casting one. KeyFix supports programs across this range — see the product portfolio and project case studies — with casting sourced through qualified partner foundries and the precision work completed in-house.
Which Alloys Suit Big Die Castings?
| Alloy | Standard | Yield (MPa) | Character | Best Use |
|---|---|---|---|---|
| A380 / ADC12 | ASTM B85 / JIS H5302 | 160 | Fluid, general-purpose | Housings, covers, brackets |
| A360 / ADC3 | ASTM B85 | 170 | Better corrosion, ductility | Marine-adjacent housings |
| AlSi10MnMg | Vacuum HPDC | 120–180 (T7) | Weldable, rivetable | Structural, crash-relevant |
| AZ91D (Mg) | ASTM B94 | 150 | 33% lighter than Al | Weight-critical covers |
| Zamak 3/5 (Zn) | ASTM B86 | 220–270 | Thin-wall, small parts | Not for large formats |
💡 Engineer’s Note: For China sourcing, write “A380 or ADC12” on the drawing. ADC12 is the JIS twin that Chinese foundries stock by default; the two are compositionally interchangeable for housings, and naming both removes a week of RFQ back-and-forth. Incoming chemistry should still be verified by spectrometer — KeyFix confirms every heat with a German SPECTRO OES through its raw material control process.
Die Cast, Cold Forge, or CNC — Which Process Fits?
Not every “cast part” RFQ should be a casting. The honest selection matrix:
| Criterion | Die Casting | Cold Forging | CNC from Billet |
|---|---|---|---|
| Geometry | Complex, thin-wall, hollow | Axisymmetric, solid | Anything, at a price |
| Volume sweet spot | 1,000–1,000,000 | 10,000+ | 1–5,000 |
| Strength / integrity | Good; porosity-managed | Highest (grain flow) | High (wrought stock) |
| Pressure tightness | Needs control / impregnation | Solid | Solid |
| Tooling cost | High (large dies) | Moderate | None |
| Large flat/thin parts | Excellent | Poor | Wasteful |
KeyFix owns two of the three routes outright — cold forging on 25 multi-station headers and CNC machining on a 32-machine line — and coordinates high-pressure die casting through audited partner foundries under one IATF 16949 traceability chain. For flat sheet-derived brackets that get bolted to castings, stamping on 50–300 T presses is often the cheaper answer than casting them at all.
What Tolerances Can Large Die Castings Hold?
The single most expensive mistake on a big-casting drawing is tolerancing every dimension the same way. Die casting has two tolerance worlds:
| Feature Class | Achievable Tolerance | How |
|---|---|---|
| As-cast linear (per ISO 8062) | ±0.1 mm first 25 mm, growing with size | Die accuracy + thermal control |
| As-cast flatness, large span | 0.3–0.8 mm over 500 mm | Casting only |
| Machined datum faces | Flatness ≤ 0.05 mm | CNC facing after casting |
| Machined bores / locating features | ±0.02–0.05 mm | CNC boring, single setup |
| Sealing faces | Ra 1.6–3.2 μm, flat ≤ 0.05 mm | CNC + verified finish |
⚠️ Common Pitfall: Two ways to ruin the quote. Tolerancing the whole part at ±0.05 mm forces the foundry to machine every surface — cost doubles. Leaving the sealing face “as-cast to save money” produces a housing that weeps oil past its gasket. Split the drawing explicitly: as-cast per ISO 8062 everywhere, machining symbols only on faces that seal, locate, or bear.
Large-format verification is where optical methods beat touch probes: KeyFix scans full castings with Shining3D 3D scanning and checks machined features by 2D video measuring, documented under its inspection standards program, with process detail on the technology overview.
How Are Custom Die Cast Parts Finished and Machined?
Casting is half the part; the value lives in the secondary chain.
| Step | Purpose | KeyFix Capability |
|---|---|---|
| Trim + deburr | Remove gates, flash | Partner foundry |
| Shot blast | Uniform matte surface | Partner foundry |
| CNC datum machining | Faces, bores, seal lands to ±0.02–0.05 mm | In-house, 32 CNC incl. two 5-axis |
| Threading | Rolled threads or inserts for soft Al | In-house thread rolling (22 machines) |
| Impregnation | Seal micro-porosity for pressure parts | Qualified partner |
| Coating | Chromate, powder, or zinc-nickel on steel hardware | In-house Zn-Ni / DACROMET lines |
| Final inspection | 3D scan + video measuring, 100% visual | In-house |
This split is deliberate: the foundry does what tonnage does best, and the dimension-critical work happens on KeyFix’s own spindles where ±0.005 mm machine capability leaves margin on a ±0.02 mm bore.
Need a quote on large die cast parts with machining? Send your model or drawing to KeyFix — DFM review, process recommendation, and quotation within 48 hours. Get a quote or email sales@keyfixpro.com.
What Should You Specify on the RFQ?
| Call-Out | What to Specify | Why It Matters |
|---|---|---|
| Alloy | A380/ADC12, A360, AlSi10MnMg | Fluidity vs strength vs weldability |
| As-cast grade | ISO 8062 DCTG class | Anchors un-machined dims |
| Machined features | Symbol + tolerance per face | Cost lives here |
| Porosity acceptance | X-ray class by zone | Enforceable, realistic |
| Leak spec | Pressure, medium, time | For fluid-carrying housings |
| Draft + parting line | Agree before tooling | Prevents redesign at T1 |
| Coating / finish | Chromate, powder, masking | Corrosion + appearance |
📋 Spec Tip: Write porosity acceptance the way an X-ray operator reads it: “Zone A (bearing bores): ASTM E505 level 2 max; Zone B (walls): level 3.” A blanket “castings shall be free of porosity” is unenforceable and every foundry will quietly ignore it.
How Do You Qualify a China Die Casting Supply Chain?
| Audit Point | Minimum Requirement | KeyFix Status |
|---|---|---|
| Quality system | ISO 9001; IATF for automotive | IATF 16949 + ISO 9001 + ISO 14001, incl. sub-tier control |
| Alloy verification | OES per heat | SPECTRO OES, 100% of heats |
| Tonnage match | Machine sized to part | Matched via audited partner foundries |
| Porosity control | X-ray capability, zone reports | Through qualified chain |
| Large-part measurement | 3D scanning, documented | Shining3D + 2D video measuring in-house |
| Machined-feature capability | ±0.02–0.05 mm in-house | 32 CNC machines, two 5-axis |
| Outgoing quality | Defect rate documented | <25 PPM at AQL 0.4 |
| Responsibility | One contract, one QA owner | Single-point at KeyFix |
Single-point responsibility is the item buyers skip and regret: when the casting, machining, and coating come from three unrelated vendors, every leak becomes a three-way blame loop. KeyFix holds the whole chain under one system — alloy per ASTM B85, geometry per ISO 8062 — with its automotive fastener programs and company background documenting the audit trail.
What Are the Logistics and Shipping Terms?
Large castings ship by sea almost without exception; the Huizhou base keeps the inland leg short.
| Term | Detail |
|---|---|
| Manufacturing location | Huizhou, Guangdong Province |
| Standard shipping term | FCA Dongguan |
| Sea freight term | FOB Shenzhen Yantian Port |
| Prototype lead time | Tooling-dependent; samples 4–8 weeks from die start |
| Production lead time | 4–6 weeks after sample approval |
Frequently Asked Questions
What is the largest die cast part a China supply chain can deliver?
Partner foundries in the 2,000–4,000 T class handle projected areas up to roughly 4,000 cm² — battery-tray sections and structural nodes. Above that sits megacasting territory, quoted case by case.
How do I stop a die cast housing from leaking?
Three levers in order: specify the sealing face as a machined feature (flat ≤ 0.05 mm, Ra ≤ 3.2 μm), set an X-ray porosity class for the zones behind it, and add vacuum impregnation for pressure-carrying parts. Most “leaky casting” claims trace to an as-cast sealing face.
What is the minimum order quantity for large custom castings?
The die tooling dominates economics, so production runs typically start at 500–2,000 pieces with tooling amortized over the first order. Machined-only work on customer-supplied castings has no casting MOQ.
What certifications does KeyFix hold?
IATF 16949, ISO 9001, and ISO 14001, with sub-tier foundries controlled under the same system. Alloy certificates, X-ray zone reports, and 3D-scan dimensional reports ship with OEM orders.
What tolerance should I expect as-cast versus machined?
As-cast: ISO 8062 grades, roughly ±0.1–0.3 mm depending on size. Machined features: ±0.02–0.05 mm on bores and faces. Specify each dimension into the correct class and the quote drops sharply.
What shipping terms apply for international orders?
Standard shipping is FCA Dongguan, with sea freight as FOB Shenzhen Yantian Port from the Huizhou production base.
If your next program needs custom die cast parts in the large format — housings, casings, trays, or structural brackets, cast, machined, and coated under one quality system — send your model to KeyFix for a free DFM review and a quotation within 48 hours. Explore the product portfolio or contact KeyFix at sales@keyfixpro.com.
Author: KeyFix Engineering Team Published: July 3, 2026 Last Updated: July 3, 2026