Einleitung: Die Herausforderung der Fusion – Treiber der FDS-Einführung
Das Fließbohrschrauben hat sich in der Automobilfertigung aus einem grundlegenden Grund als entscheidende Verbindungslösung etabliert: Moderne Fahrzeugarchitekturen kombinieren zunehmend Aluminiumprofile, hochfeste Stahlstanzteile und gegossenes Magnesium in einer einzigen Rohkarosserie – und keine herkömmliche Befestigungsmethode kann diese ungleichen Materialien von einer Seite aus ohne vorgebohrte Löcher in weniger als zwei Sekunden verbinden.
Das herkömmliche Widerstandspunktschweißen erfordert beidseitigen Elektrodenzugang und ist für Verbindungen zwischen Aluminium und Stahl ungeeignet. Selbststanznieten benötigen passende Werkzeugsätze unterhalb der Verbindung und führen zu einem dauerhaften Gewicht. Klebeverbindungen weisen Aushärtungszeiten auf, die mit 60-Sekunden-Taktzeiten nicht vereinbar sind. Das Fließbohren im Karosseriebau beseitigt all diese Einschränkungen durch ein thermomechanisches Verfahren, das in einem einzigen automatisierten Zyklus ein eigenes Befestigungsloch erzeugt, Gegengewinde im verdrängten Material formt und eine drehmomentgesteuerte Klemmverbindung herstellt.
Dieser Artikel untersucht die technischen Parameter, die die Konstruktion von FDS-Schrauben, die Verbindungsleistung und die Prozesskontrolle bestimmen, mit besonderem Fokus darauf, wie Hersteller von Präzisionsbefestigungselementen zur zunehmenden Verbreitung des Fließbohrschraubens in Automobilprogrammen weltweit beitragen.
Wie das Gewindeschneidverfahren mit Fließbohrern funktioniert
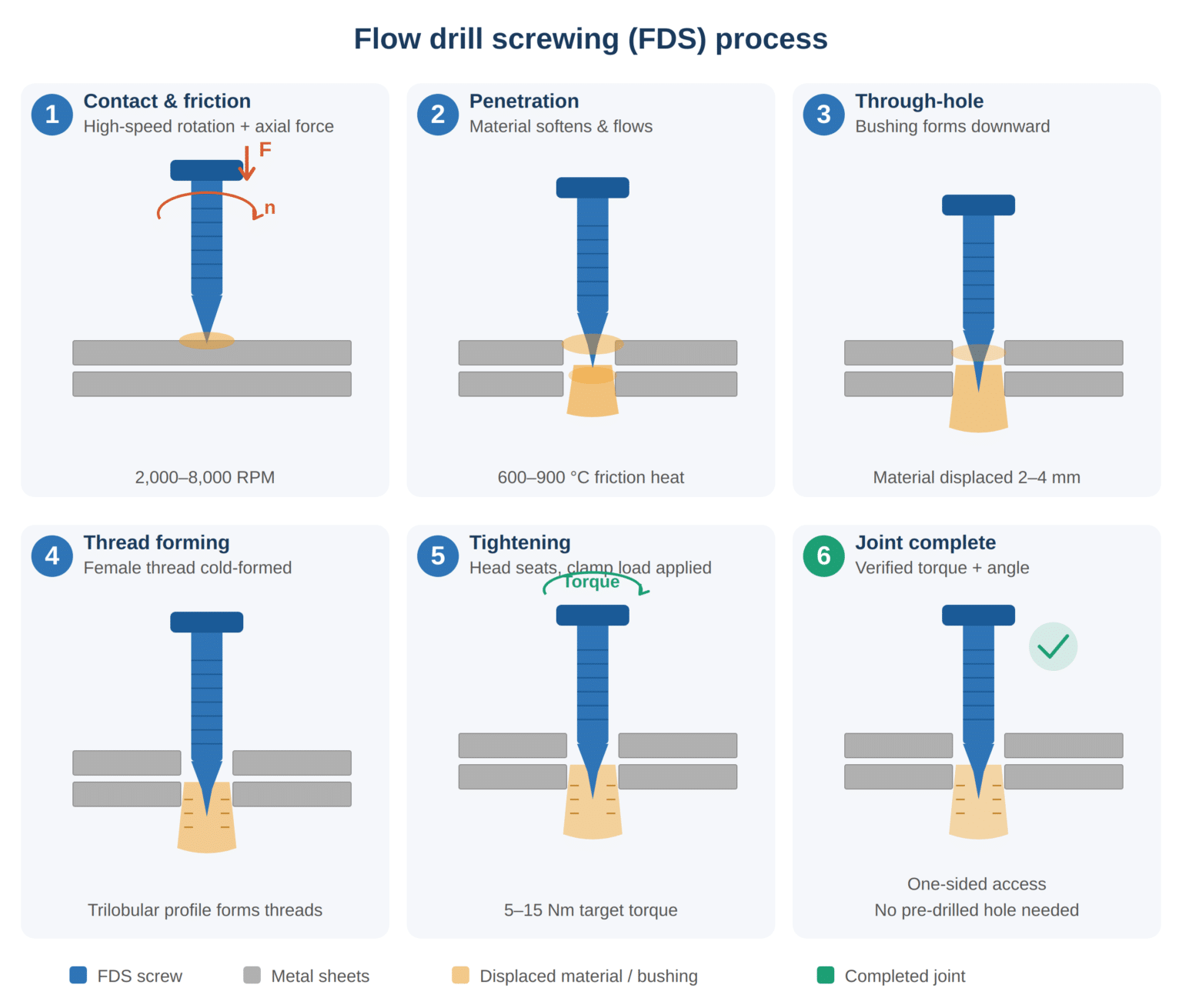
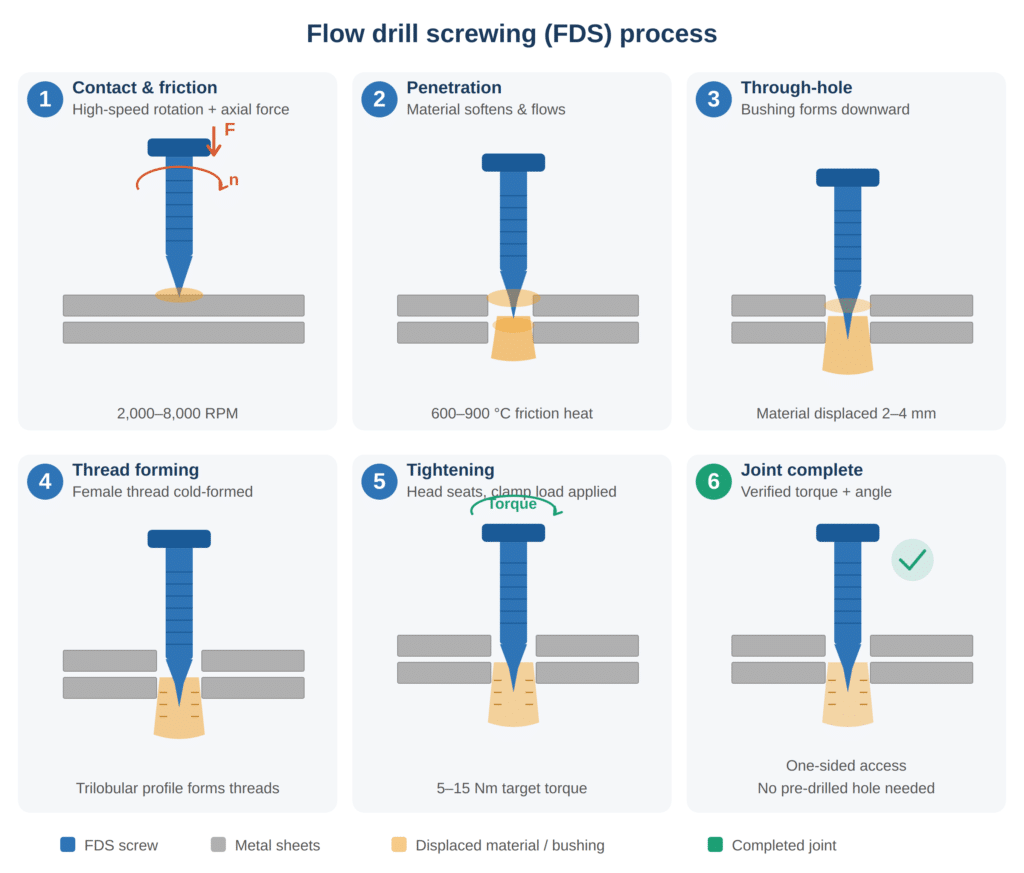
Der FDS-Zyklus durchläuft sechs verschiedene mechanische Phasen. Das Verständnis jeder Phase ist unerlässlich für die Festlegung der korrekten Schraubengeometrie, der Basismaterialkombination und der Antriebssystemparameter.
| Phase | Schraubverschluss | Materialantwort | Dauer (typisch) |
|---|---|---|---|
| 1 — Kontakt- und Reibungserwärmung | Die Schraubenspitze rotiert mit 2.000–8.000 U/min unter einer axialen Belastung von 1,0–3,5 kN. | Die Blechoberfläche erwärmt sich durch Reibungsenergieeintrag auf 600–900 °C. | 0,3–0,8 s |
| 2 — Penetration | Die sich verjüngende Spitze verdrängt das erweichte Material radial und axial. | Die obere Schicht verformt sich plastisch; das Material beginnt nach unten zu fließen. | 0,3–0,6 s |
| 3 — Durchgangslochbildung | Die Schraubnase durchdringt die Bodenplatte vollständig. | Das verdrängte Metall bildet eine nach unten ragende Buchse (2–4 mm). | 0,2–0,4 s |
| 4 — Gewindebildung | Die Gewindeformzone greift in die Buchsenwand ein. | Das Innengewinde wird kalt in die Buchsenbohrung eingepresst. | 0,2–0,4 s |
| 5 — Festziehen | Die Drehzahl sinkt; das Drehmoment steigt bis zum Zielwert an. | Die Schraubenköpfe liegen an der Oberfläche des oberen Blechs an und erzeugen so die Klemmkraft. | 0,2–0,3 s |
| 6 — Abschließende Drehmoment- und Winkelprüfung | Die Steuerung überprüft Drehmoment und Drehwinkel innerhalb des zulässigen Bereichs | Gelenk erreicht Zielvorspannung; Prozesssignatur protokolliert | 0,1–0,2 s |
Die Gesamtzykluszeit für eine Standard-FDS-Verbindung zwischen Aluminium und Aluminium liegt typischerweise zwischen 1,5 und 2,5 Sekunden – vergleichbar mit Widerstandspunktschweißen und deutlich schneller als geklebte oder genietete Alternativen.
Schraubengeometrie: Die fünf kritischen Zonen
Eine FDS-Schraube ist keine gewöhnliche Gewindeschraube mit spitzer Spitze. Jeder Bereich des Schraubenkörpers erfüllt eine spezifische thermomechanische Funktion. Maßabweichungen in einem beliebigen Bereich beeinträchtigen die Festigkeit der Verbindung, erhöhen das Anzugsmoment über die Belastungsgrenzen des Werkzeugs hinaus oder verursachen vorzeitigen Spitzenbruch.
| Schraubenzone | Geometrisches Merkmal | Funktionale Rolle | Wichtige Dimensionsparameter |
|---|---|---|---|
| Reibungsspitze | Konische Nase (60°–90° Öffnungswinkel) | Erzeugt Reibungswärme, um das Plattenmaterial zu erweichen | Spitzendurchmesser: 2,0–3,5 mm; Kegelwinkeltoleranz: ±1° |
| Pilotabschnitt | Glatter zylindrischer Schaft unterhalb des Kegels | Führt den Eindringweg; stabilisiert seitliches Abdriften | Durchmesser: 0,90–0,95 × Nennwert; Länge: 3–6 mm |
| Gewindebildungszone | Trilobulärer oder mehrlappiger Querschnitt | Verdrängt Material, um ein Innengewinde zu erzeugen, ohne es zu schneiden. | Nockenhöhe: 0,05–0,12 mm über dem Teilkreisdurchmesser |
| Spannschaft | Zylindrischer Körper zwischen Gewinde und Kopf | Bietet eine elastische Dehnungszone zur Sicherung der Klemmkraft. | Schaftlänge kalibriert auf die Gesamtstapeldicke ±0,3 mm |
| Kopf- und Lagerfläche | Flach- oder Flanschkopf mit Antriebsaussparung | Verteilt die Spannkraft; bildet eine Schnittstelle zum Antriebswerkzeug | Kopf-Außendurchmesser: 10–16 mm; Lagerplanheit ≤ 0,05 mm TIR |
Das trilobuläre Gewindeformprofil verdient besondere Beachtung. Im Gegensatz zu Gewindeschneidschrauben, die Material in Form von Spänen abtragen, verdrängt die trilobuläre Geometrie das Grundmaterial radial – wodurch das Innengewinde durch kontinuierliche Faserströmung kaltgeformt wird. Dieser Verdrängungsmechanismus erzeugt Gewinde mit einer 30–40-fach höheren Ausreißfestigkeit im Vergleich zu geschnittenen Gewinden mit identischem Nenndurchmesser. Dieser Leistungsvorteil erhöht die Auszugsfestigkeit von Fließbohrschrauben in Strukturverbindungen im Automobilbau direkt.
Material Kombinationen und gemeinsame Stapelungen
Beim Fließbohren in der Automobilkarosseriemontage müssen unterschiedlichste Materialkombinationen berücksichtigt werden. Die Verbindungsfestigkeit variiert erheblich, je nachdem, welches Material das obere (Eintritts-) Blech und welches das untere (Buchsen-) Blech bildet.
| Stapelkonfiguration | Oberes Laken | Unterseite | Typische Buchsenlänge | Auszugskraft (typisch) | Hauptanwendung |
|---|---|---|---|---|---|
| Al–Al | 6016-T4 (1,0–2,0 mm) | 6016-T4 (1,5–3,0 mm) | 3,5–5,0 mm | 3,5–5,5 kN | Tür innen zur Verstärkung |
| Aluminium-Stahl | 6016-T4 (1,0–1,5 mm) | DP590/DP780 (1,0–2,0 mm) | 2,5–4,0 mm | 5,0–8,0 kN | Dachreling zur Seitenwand |
| Al–Al–Al (3-lagig) | 5182-O (1,0 mm) + 6016-T4 (1,5 mm) | 6016-T4 (2,0 mm) | 4,0–6,0 mm | 4,0–6,5 kN | Mehrteilige Verschlussbaugruppe |
| Stahl–Stahl (dünnwandig) | CR340 (0,8–1,2 mm) | DP590 (1,0–1,5 mm) | 2,0–3,5 mm | 6,0–9,0 kN | Instrumententafel-Querträger |
| Al–Guss-Mg | 6016-T4 (1,2 mm) | AM60B Druckguss (3,0 mm) | 3,0–4,5 mm | 2,5–4,0 kN | Innenrahmen der Heckklappe |
| CFRP–Al (mit Pilotloch) | CFK-Verbundwerkstoff (1,5–2,5 mm) | 6016-T4 (2,0 mm) | 3,5–5,0 mm | 3,0–5,0 kN | Verbundplatte an Aluminium-Unterrahmen |
Aus der Produktionserfahrung lassen sich zwei Regeln ableiten. Erstens sollte das weichere oder dünnere Material nach Möglichkeit die oberste Lage einnehmen, da die Reibspitze leichter und mit geringerem axialem Schub in dieses Material eindringt – wodurch das Risiko einer Verformung des Blechs über die unmittelbare Verbindungszone hinaus verringert wird. Zweitens benötigen Decklagen aus Verbundwerkstoffen (CFK) vorgebohrte Pilotlöcher, um Delaminationen zu vermeiden; das Fließbohren von Schrauben in CFK-Anwendungen im Automobilbereich ist daher eher ein Hybridverfahren als eine vollständig pilotlochfreie Technik.
Schrauben Material und Härtespezifikationen
Die FDS-Schraube selbst ist extremen Bedingungen ausgesetzt: Spitzentemperaturen nahe dem Solidus von Aluminium (≈ 580 °C), Torsionsbelastung während der Gewindeformung und anschließende dauerhafte Klemmspannung. Die Schraubenmetallurgie muss jeder dieser Phasen gleichzeitig gerecht werden.
| Schraubeneigenschaften | Spezifikationsanforderung | Funktionale Begründung |
|---|---|---|
| Grundmaterial | Einsatzhärtender Stahl (z. B. 20MnB4, 22MnB5) | Borhaltige Stähle ermöglichen Durchhärtbarkeit bei kleinen Querschnitten. |
| Oberflächenhärte (Spitze & Gewinde) | 450–580 HV (≈ 45–55 HRC) | Widersteht abrasivem Verschleiß beim Reibbohren und Gewindeformen |
| Kernhärte (Schaft) | 300–400 HV (≈ 30–40 HRC) | Behält seine Zähigkeit, um dynamische Belastungen ohne Sprödbruch aufzunehmen. |
| Einsatzhärtungstiefe | 0,15–0,40 mm | Ausreichende Verschleißschicht ohne Versprödung des tragenden Kerns |
| Wasserstoffgehalt (nach der Galvanisierung) | ≤ 2,0 ppm (innerhalb von 4 Stunden gebacken) | Verhindert im Betrieb durch Wasserstoff verursachte verzögerte Brüche. |
| Torsionsfestigkeit (Minimum) | ≥ 8,5 Nm (M5); ≥ 16 Nm (M6) | Das maximale Gewindeformdrehmoment muss um einen Sicherheitsabstand überschritten werden. |
| Ermüdungsgrenze | ≥ 10⁷ Zyklen bei 50 % Prüflast | Hält Karosseriestrukturvibrationen über die gesamte Fahrzeuglebensdauer stand |
Das unterschiedliche Härteprofil – harte Randschicht über zähem Kern – ist für die Leistungsfähigkeit von FDS-Schrauben unerlässlich. Eine Schraube mit gleichmäßiger Härte bricht beim Gewindeeindrehen. Eine Schraube mit gleichmäßiger Weichheit verschleißt ihre Spitzengeometrie bereits in der ersten Einschraubphase, was zu übergroßen Bohrungen mit unzureichendem Gewindeeingriff führt.
KeyFixPro realisiert diese Architektur mit doppelter Härte durch präzise gesteuerte Aufkohlungszyklen, gefolgt von Ölabschreckung und Anlassen bei niedriger Temperatur. Die Härtetiefe wird durch Vickers-Mikrohärteprüfungen in Abständen von 0,05 mm an metallografischen Querschnitten aus jeder Produktionscharge überprüft.
Prozessparameter und Qualitätskontrollfenster
Automatisierte FDS-Fahrsysteme überwachen mehrere Parameter in Echtzeit. Die Verbindungsqualität hängt davon ab, dass jede Variable innerhalb definierter Akzeptanzkorridore gehalten wird.

| Prozessparameter | Typischer Betriebsbereich | Auswirkung eines Wertes unterhalb des zulässigen Bereichs | Auswirkung eines Wertes oberhalb des Bereichs |
|---|---|---|---|
| Spindeldrehzahl (Bohrphase) | 2.000–8.000 U/min | Unzureichende Wärmeerzeugung; unvollständige Durchdringung | Übermäßige Hitze; Materialschmelzen; überdimensionierte Buchsenbohrung |
| Axialkraft (Bohrphase) | 1,0–3,5 kN | Langsame Penetration; verlängerte Zykluszeit | Blechverformung; Materialausdehnung über die Verbindungszone hinaus. |
| Gewindeformungsgeschwindigkeit | 500–2000 U/min | Schlechte Gewindedefinition; geringe Ausreißfestigkeit | Gewindeüberformung; Risiko des Versagens der Schraube durch Torsion |
| Enddrehmoment | 5–15 Nm (anwendungsabhängig) | Unterklemmte Verbindung; Risiko der Lockerung durch Vibrationen | Kopfeinbettung; Rissbildung im Bereich des Kopflagers |
| Sitzwinkel | 30°–720° (anwendungsabhängig) | Unzureichende Vorspannung | Beschädigte Gewindegänge; Verlust der Klemmfestigkeit |
| Zykluszeit (gesamt) | 1,5–2,5 Sekunden | Nicht zutreffend (schneller ist akzeptabel, sofern die Qualitätsvorgaben erfüllt sind) | Prozessinstabilität; deutet auf abnormalen Widerstand hin |
Jede FDS-Anlage erzeugt eine charakteristische Drehmoment-Winkel-Zeit-Kurve. Statistische Prozesskontrollsysteme vergleichen jede Kurve mit einer Referenzkurve und kennzeichnen Ausreißer zur sofortigen Untersuchung. Diese Echtzeit-Überwachung macht das Fließbohrschrauben in der Automobilproduktion zu einem der am besten rückverfolgbaren Fügeverfahren – jede Verbindung wird einzeln geprüft, im Gegensatz zu den stichprobenbasierten Prüfverfahren, die bei genieteten oder geschweißten Konstruktionen üblich sind.
Vergleichbare Vorteile gegenüber alternativen Verbindungsmethoden
| Leistungskriterium | Flow Drill Gewinde | Selbststanznieten (SPR) | Widerstandspunktschweißen (RSW) | Klebeverbindung |
|---|---|---|---|---|
| Einseitiger Zugang | Ja | Ja (aber dafür muss darunter gestorben werden) | Nein (erfordert zwei Elektroden) | Ja |
| Vorbohrung erforderlich | Nein (Standard-Aluminium/Stahl) | NEIN | NEIN | N / A |
| Fähigkeit zur Verarbeitung ungleicher Metalle | Ausgezeichnet (Al–Stahl, Al–Mg) | Gut (begrenzt durch die Werkzeugauswahl) | Schlecht (nur ähnliche Metalle) | Exzellent |
| Demontierbarkeit / Wartungsfreundlichkeit | Ja (Standard-Schraubenentfernung) | Keine (dauerhafte Verformung) | Nein (destruktive Trennung) | Schwierig (Klebstoffentfernung) |
| Zykluszeit | 1,5–2,5 s | 1,5–3,0 s | 0,3–1,0 s | Minuten bis Stunden (Heilung) |
| Gemeinsame Rückverfolgbarkeit | Individuelle Drehmoment-Winkel-Kurve pro Gelenk | Batch-Ebene | Chargenebene (Schweißstromprotokoll) | Batch-Ebene |
| Gewichtszunahme pro Gelenk | 3–6 g (nur Schraube) | 3–5 g (nur Niete) | 0 g (geschmolzenes Material) | 1–3 g (Klebefilm) |
| Wasserdichtigkeit | Optional (mit Dichtscheibe) | Beschränkt | Inhärent (verschmolzen) | Exzellent |
Der Vorteil der Demontage gewinnt zunehmend an Bedeutung, da Automobilhersteller die Fahrzeuge gemäß den EU-Richtlinien für Altfahrzeuge auf Recyclingfähigkeit ausrichten. Das Fließbohren mit Schrauben in Karosseriestrukturen ermöglicht das Abschrauben und Ersetzen beschädigter Bleche, ohne die umgebende Struktur zu zerstören – ein Reparaturverfahren, das mit genieteten oder geschweißten Verbindungen nicht möglich ist.
KeyFixPro's Rolle in der FDS-Lieferkette
Während die Antriebstechnik und die Prozessprogrammierung bei Systemintegratoren (DEPRAG, Weber, Atlas Copco) liegen, muss die FDS-Schraube selbst von einem Spezialisten für Präzisionsbefestigungselemente nach strengen metallurgischen und maßlichen Vorgaben gefertigt werden. Hier setzt KeyFixPro an.
Fachkompetenz im Kaltumformen Die mehrstufigen, progressiven Kaltumformmaschinen von KeyFixPro formen die komplexe FDS-Schraubengeometrie – Reibungsspitze, dreilappige Gewindeformzone, Klemmschaft und Flanschkopf – aus Borstahldraht in einem einzigen, kontinuierlichen Umformvorgang. Das Schmieden bei Umgebungstemperatur erhält den ununterbrochenen Faserfluss im kritischen Übergangsbereich zwischen Spitze und Schaft und erzielt eine um 40–60 % höhere Torsionsfestigkeit als vergleichbare bearbeitete Schrauben. Die Materialausnutzung beträgt 98 %.
Wärmebehandlungskontrolle — Die hauseigenen Aufkohlungsöfen mit atmosphärenkontrollierter endothermer Gaszufuhr erzeugen die präzisen Einsatzhärtungstiefenprofile (0,15–0,40 mm), die für FDS-Schrauben erforderlich sind. Jede Charge wird einer Vickers-Mikrohärteprüfung und einer metallografischen Untersuchung unterzogen.
Dimensionssicherung Die CNC-Nachbearbeitung auf den 5-Achs-Bearbeitungszentren der STS C-Serie gewährleistet eine Positioniergenauigkeit von ±0,005 mm an Antriebsaufnahmen und Kopflagerflächen. Die CMM-Prüfung mit einer Auflösung von ±0,001 mm sowie die optische Sortierung 100 % stellen sicher, dass jede ausgelieferte Schraube den Geometrievorgaben entspricht, auf die sich die FDS-Antriebssysteme verlassen.
Oberflächenbehandlung Die Zink-Nickel-Legierungsbeschichtung, die gemäß ASTM B117 über 1000 Stunden im neutralen Salzsprühtest geprüft wurde, schützt die FDS-Schrauben vor Korrosion im Unterboden und Motorraum. Das anschließende Wasserstoffentlastungs-Einbrennen innerhalb von 4 Stunden nach der Beschichtung eliminiert das Risiko von Spätbrüchen.
Qualitätssystem — Die Zertifizierungen nach IATF 16949, ISO 9001 und ISO 14001 bilden die Grundlage für eine vollständige Dokumentation auf PPAP-Niveau, eine digitale Rückverfolgbarkeit pro Charge und eine nachhaltige Fehlerquote von 0 ppm bei über 100 abgeschlossenen Automobilprogrammen.
Häufig gestellte Fragen
Worin unterscheidet sich das Fließbohren in der Automobilindustrie von herkömmlichen selbstschneidenden Schraubverbindungen?
Das FDS-Verfahren kombiniert Reibbohren und Gewindeformen in einem Arbeitsgang. Die rotierende Schraubenspitze erzeugt Reibungswärme von 600–900 °C, um das Blech zu erweichen und zu verdrängen. So entstehen gleichzeitig das Befestigungsloch und eine Gewindebuchse – ein vorgebohrtes Loch oder eine rückseitige Mutter sind nicht erforderlich. Herkömmliche selbstschneidende Schrauben benötigen ein vorhandenes Loch und bilden keine Buchse.
Welche Fahrzeugprogramme nutzen derzeit das Gewindebohren?
FDS wird auf zahlreichen globalen OEM-Plattformen für Rohkarosserien, Fahrzeugdeckel und die Montage von Batterieträgern für Elektrofahrzeuge eingesetzt. Zu den namhaften Anwendern zählen deutsche Premiumhersteller für Karosseriestrukturen mit hohem Aluminiumanteil sowie nordamerikanische Elektrofahrzeughersteller für Verbindungen von Batterieträgern aus Aluminium und Stahl.
Können Fließbohrschrauben ausgebaut und wieder eingebaut werden?
Ja. Da die Buchse ihr geformtes Innengewinde beibehält, kann bei Wartungs- oder Reparaturarbeiten eine metrische Standardschraube mit gleichem Durchmesser und gleicher Steigung in dasselbe Loch eingeschraubt werden – ein entscheidender Vorteil gegenüber dauerhaften Verbindungsmethoden wie Nieten oder Punktschweißen.
Welche Schraubengrößen sind bei FDS-Anwendungen im Automobilbereich am gebräuchlichsten?
Die Durchmesser M4, M5 und M6 machen den Großteil der FDS-Installationen im Automobilbereich aus, wobei die Längen je nach Gesamtdicke des Schraubenstapels zwischen 16 mm und 35 mm variieren. KeyFixPro verfügt über Kaltumformwerkzeuge für diesen gesamten Größenbereich.
KeyFixPro KeyFixPro – gegründet im Jahr 2000 und zertifiziert nach IATF 16949, ISO 9001 und ISO 14001 – liefert präzisionsgefertigte, kaltgeschmiedete und CNC-bearbeitete Verbindungselemente für das Fließbohren in Karosseriestrukturen und darüber hinaus. Mit über 25 Jahren Erfahrung in der Fertigung, mehr als 50 Patenten, über 20 erfahrenen Ingenieuren und einer Prüfgenauigkeit von ±0,001 mm unterstützt KeyFixPro OEM- und Tier-1-Programme in über 20 Ländern. Besuchen Sie www.keyfixpro.com oder kontaktieren Sie uns unter sales@keyfixpro.com.