Introduzione: La sfida dell'adesione che guida l'adozione di FDS
La perforazione a flusso continuo con viti si è affermata come soluzione di giunzione fondamentale nel settore automobilistico per un motivo essenziale: le architetture dei veicoli moderni combinano sempre più spesso estrusi di alluminio, stampaggi di acciaio ad alta resistenza e magnesio fuso in un'unica struttura della scocca, e nessun metodo di fissaggio convenzionale è in grado di unire questi materiali dissimili da un solo lato, senza fori preforati, in meno di due secondi.
La saldatura a punti a resistenza tradizionale richiede l'accesso degli elettrodi da entrambi i lati e non è in grado di unire interfacce alluminio-acciaio. La rivettatura autoforante richiede set di matrici corrispondenti sotto il giunto e aggiunge peso permanente. L'incollaggio introduce colli di bottiglia nei tempi di polimerizzazione incompatibili con i tempi di ciclo di 60 secondi. L'avvitamento a flusso continuo nella costruzione di carrozzerie automobilistiche elimina ciascuno di questi vincoli attraverso un processo termomeccanico che genera il proprio foro di montaggio, forma filettature di accoppiamento nel materiale spostato e fornisce un giunto serrato a coppia controllata, il tutto in un unico ciclo automatizzato.
Questo articolo esamina i parametri ingegneristici che regolano la progettazione delle viti FDS, le prestazioni dei giunti e il controllo del processo, con particolare attenzione al contributo dei produttori di elementi di fissaggio di precisione alla crescente diffusione dell'avvitamento a flusso continuo nei programmi automobilistici di tutto il mondo.
Come funziona il processo di avvitatura Flow Drill
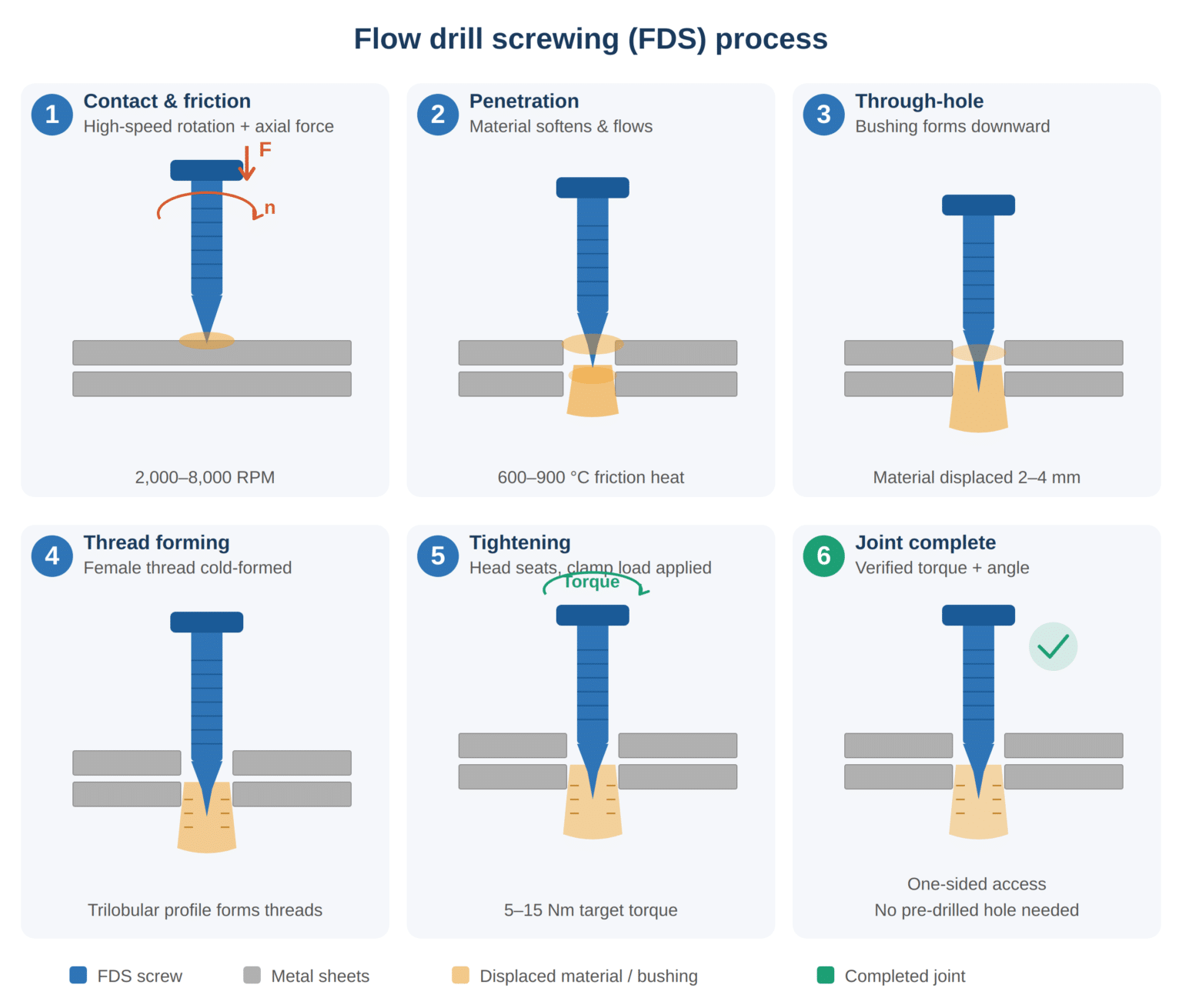
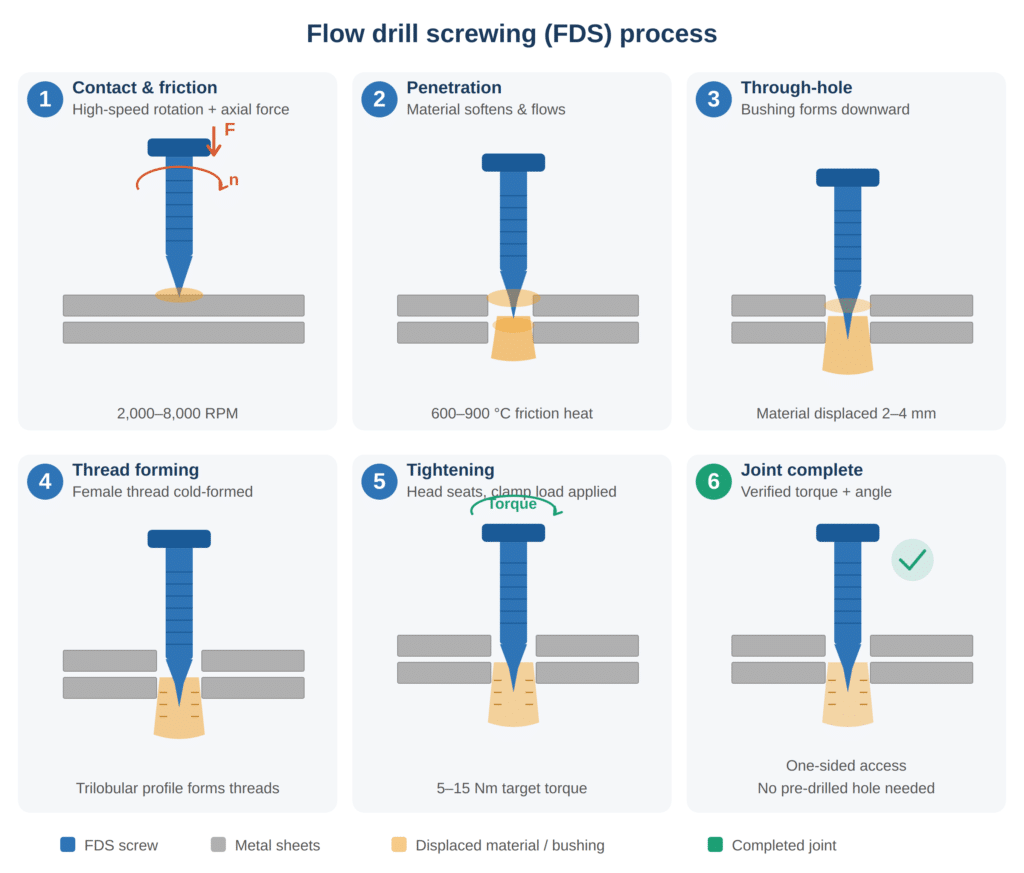
Il ciclo FDS si articola in sei fasi meccaniche distinte. La comprensione di ciascuna fase è fondamentale per specificare la corretta geometria della vite, la combinazione del materiale di base e i parametri del sistema di azionamento.
| Fase | Azione a vite | Risposta materiale | Durata (tipica) |
|---|---|---|---|
| 1 — Riscaldamento per contatto e attrito | La punta della vite ruota a una velocità compresa tra 2.000 e 8.000 giri/minuto sotto un carico assiale compreso tra 1,0 e 3,5 kN. | La superficie del foglio si riscalda fino a 600–900 °C grazie all'energia generata dall'attrito. | 0,3–0,8 s |
| 2 — Penetrazione | La punta affusolata sposta il materiale ammorbidito radialmente e assialmente | Lo strato superiore si deforma plasticamente; il materiale inizia a scorrere verso il basso | 0,3–0,6 s |
| 3 — Formazione del foro passante | La punta della vite penetra completamente nel foglio inferiore | Il metallo spostato forma una boccola sporgente verso il basso (2–4 mm) | 0,2–0,4 s |
| 4 — Formazione della filettatura | La zona di formazione della filettatura si impegna con la parete della boccola | Le filettature interne femmina vengono formate a freddo nel foro della boccola. | 0,2–0,4 s |
| 5 — Stringere | La velocità diminuisce; la coppia aumenta fino al valore target. | La testa della vite si appoggia alla superficie del foglio superiore, stabilendo il carico di serraggio. | 0,2–0,3 s |
| 6 — Verifica finale di coppia e angolo | Il controllore verifica la coppia e l'angolo di rotazione entro la finestra di accettazione. | Il giunto raggiunge il precarico target; firma del processo registrata | 0,1–0,2 s |
Il tempo di ciclo totale per una giunzione FDS standard alluminio-alluminio si attesta in genere tra 1,5 e 2,5 secondi, un valore paragonabile alla saldatura a punti per resistenza e significativamente più veloce rispetto alle alternative con incollaggio o rivettatura.
Geometria delle viti: le cinque zone critiche
Una vite FDS non è una comune vite autofilettante con punta affilata. Ogni regione del corpo della vite svolge una specifica funzione termomeccanica. Un'imprecisione dimensionale in qualsiasi zona compromette la resistenza del giunto, aumenta la coppia di serraggio oltre i limiti dell'attrezzatura o causa la rottura prematura della punta.
| Zona vite | Struttura geometrica | Ruolo funzionale | Parametri dimensionali chiave |
|---|---|---|---|
| Punta di frizione | Naso conico (angolo compreso tra 60° e 90°) | Genera calore da attrito per ammorbidire il materiale in fogli | Diametro della punta: 2,0–3,5 mm; tolleranza dell'angolo del cono: ±1° |
| Sezione pilota | Gambo cilindrico liscio sotto il cono | Guida il percorso di penetrazione; stabilizza la deriva laterale | Diametro: 0,90–0,95 × nominale; lunghezza: 3–6 mm |
| Zona di formazione del filo | Sezione trasversale trilobata o multilobata | Sposta il materiale per creare una filettatura femmina senza tagliare | Altezza del lobo: 0,05–0,12 mm al di sopra del diametro del passo |
| Gambo di serraggio | Corpo cilindrico tra la filettatura e la testa | Fornisce una zona di allungamento elastico per il mantenimento del carico di serraggio | Lunghezza del gambo calibrata in base allo spessore totale della pila ±0,3 mm |
| Testa e superficie di appoggio | Testa piatta o flangiata con incavo di azionamento | Distribuisce la forza di serraggio; si interfaccia con l'utensile di azionamento | Diametro esterno della testa: 10–16 mm; planarità del cuscinetto ≤ 0,05 mm TIR |
Il profilo trilobato di formazione della filettatura merita particolare attenzione. A differenza delle viti autofilettanti a taglio che rimuovono materiale sotto forma di trucioli, la geometria trilobata sposta il metallo base radialmente, formando a freddo la filettatura femmina con un flusso continuo di grani. Questo meccanismo di spostamento produce filettature con una resistenza allo strappo superiore del 30-40% rispetto alle filettature a taglio di identico diametro nominale, un margine prestazionale che migliora direttamente la resistenza all'estrazione delle viti autofilettanti a flusso continuo nelle giunzioni strutturali automobilistiche.
Materiale Combinazioni e sovrapposizioni giuntive
Nell'assemblaggio di carrozzerie automobilistiche, l'avvitatura con trapano a flusso continuo deve adattarsi a una matrice diversificata di combinazioni di materiali. Le prestazioni del giunto variano notevolmente a seconda del materiale che occupa la lamiera superiore (di ingresso) rispetto a quella inferiore (di formatura della boccola).
| Configurazione impilabile | Strato superiore | Foglio inferiore | Lunghezza tipica della boccola | Forza di estrazione (tipica) | Applicazione chiave |
|---|---|---|---|---|---|
| Al–Al | 6016-T4 (1,0–2,0 mm) | 6016-T4 (1,5–3,0 mm) | 3,5–5,0 mm | 3,5–5,5 kN | Rinforzo interno della porta |
| Acciaio Al | 6016-T4 (1,0–1,5 mm) | DP590/DP780 (1,0–2,0 mm) | 2,5–4,0 mm | 5,0–8,0 kN | Binario sul tetto per il pannello laterale |
| Al–Al–Al (3 strati) | 5182-O (1,0 mm) + 6016-T4 (1,5 mm) | 6016-T4 (2,0 mm) | 4,0–6,0 mm | 4,0–6,5 kN | Gruppo di chiusura composto da più parti |
| Acciaio – Acciaio (a spessore ridotto) | CR340 (0,8–1,2 mm) | DP590 (1,0–1,5 mm) | 2,0–3,5 mm | 6,0–9,0 kN | Traversa del cruscotto |
| Al–Mg fuso | 6016-T4 (1,2 mm) | AM60B pressofuso (3,0 mm) | 3,0–4,5 mm | 2,5–4,0 kN | Portellone interno al telaio in fusione |
| CFRP–Al (con foro pilota) | Composito in CFRP (1,5–2,5 mm) | 6016-T4 (2,0 mm) | 3,5–5,0 mm | 3,0–5,0 kN | Pannello composito su sottotelaio in alluminio |
Dall'esperienza produttiva emergono due regole. In primo luogo, il materiale più morbido o sottile dovrebbe occupare la posizione di strato superiore ogni qualvolta sia possibile, perché la punta di attrito lo penetra più facilmente e con una minore spinta assiale, riducendo il rischio di deformazione della lamiera al di fuori della zona di giunzione immediata. In secondo luogo, gli strati superiori in composito (CFRP) richiedono fori pilota preforati per evitare la delaminazione; l'avvitatura con punta a flusso nelle applicazioni CFRP per il settore automobilistico è quindi un processo ibrido piuttosto che una tecnica completamente priva di fori pilota.
Vite Materiale e specifiche di durezza
La vite FDS stessa è sottoposta a condizioni estreme: temperature della punta prossime al punto di solidificazione dell'alluminio (≈ 580 °C), carico torsionale durante la formazione della filettatura e sollecitazione di serraggio costante in seguito. La metallurgia della vite deve soddisfare simultaneamente ciascuna di queste fasi.
| Proprietà della vite | Requisiti di specifica | Valutazione funzionale |
|---|---|---|
| Materiale di base | Acciaio da cementazione (ad esempio, 20MnB4, 22MnB5) | Gli acciai al boro offrono temprabilità in profondità per sezioni trasversali di piccole dimensioni. |
| Durezza superficiale (punta e filettatura) | 450–580 HV (≈ 45–55 HRC) | Resiste all'usura abrasiva durante la foratura per attrito e la formatura della filettatura. |
| Durezza del nucleo (gambo) | 300–400 HV (≈ 30–40 HRC) | Mantiene la tenacità necessaria per assorbire carichi dinamici senza frattura fragile. |
| Profondità dello strato cementato | 0,15–0,40 mm | Strato di usura sufficiente senza fragilizzare il nucleo portante |
| Contenuto di idrogeno (dopo la placcatura) | ≤ 2,0 ppm (cotto entro 4 ore) | Previene la frattura ritardata indotta dall'idrogeno durante l'esercizio. |
| Resistenza torsionale (minima) | ≥ 8,5 Nm (M5); ≥ 16Nm (M6) | Deve superare la coppia massima di formatura della filettatura entro un margine di sicurezza |
| Limite di resistenza alla fatica | ≥ 10⁷ cicli a 50 % di carico di prova | Resiste alle vibrazioni della struttura della carrozzeria per tutta la durata di vita del veicolo. |
Il profilo di durezza differenziale – rivestimento duro su anima resistente – è imprescindibile per le prestazioni del sistema FDS. Una vite uniformemente dura si fratturerà durante la formazione della filettatura per torsione. Una vite uniformemente morbida usurerà la geometria della punta già nella prima fase di penetrazione, producendo fori sovradimensionati con un insufficiente innesto della filettatura.
KeyFixPro progetta questa architettura a doppia durezza attraverso cicli di carburazione controllati con precisione, seguiti da tempra in olio e rinvenimento a bassa temperatura, con profondità di tempra verificata mediante misurazioni di microdurezza Vickers a intervalli di 0,05 mm su sezioni metallografiche di ogni lotto di produzione.
Finestre dei parametri di processo e del controllo qualità
I sistemi di guida automatizzati FDS monitorano in tempo reale molteplici parametri. La qualità della giunzione dipende dal mantenimento di ciascuna variabile entro i limiti di accettazione definiti.

| Parametro di processo | Intervallo operativo tipico | Effetto del valore al di sotto dell'intervallo | Effetto del valore fuori intervallo |
|---|---|---|---|
| Velocità del mandrino (fase di foratura) | 2.000–8.000 giri/minuto | Generazione di calore insufficiente; penetrazione incompleta | Calore eccessivo; fusione del materiale; foro della boccola sovradimensionato |
| Forza assiale (fase di perforazione) | 1,0–3,5 kN | Penetrazione lenta; tempo di ciclo prolungato | Deformazione della lamiera; estrusione del materiale oltre la zona di giunzione |
| Velocità di formazione della filettatura | 500–2.000 giri/minuto | Definizione della filettatura scadente; bassa resistenza allo strappo | Sovraformatura della filettatura; rischio di rottura torsionale della vite |
| Coppia finale | 5–15 Nm (a seconda dell'applicazione) | Giunto sottobloccato; rischio di allentamento dovuto alle vibrazioni | Incavamento della testa; fessurazione della lamiera superiore attorno al cuscinetto della testa |
| Angolo di regolazione | 30°–720° (a seconda dell'applicazione) | Precarico insufficiente | Filettature spanate; perdita di integrità del morsetto |
| Tempo di ciclo (totale) | 1,5–2,5 secondi | Non applicabile (una velocità maggiore è accettabile se vengono rispettati i tempi di qualità) | Instabilità del processo; indica una resistenza anomala |
Ogni installazione del sistema FDS genera una curva caratteristica di processo coppia-angolo-tempo. I sistemi di controllo statistico di processo confrontano ciascuna curva con una firma master, segnalando i valori anomali per un'indagine immediata. Questa capacità di monitoraggio in tempo reale rende l'avvitamento a flusso continuo nella produzione automobilistica uno dei metodi di giunzione più tracciabili disponibili: ogni giunzione viene verificata individualmente, a differenza dei regimi di ispezione basati su campioni tipici delle strutture rivettate o saldate.
Vantaggi comparativi rispetto ai metodi di giunzione alternativi
| Criterio di prestazione | Avvitatura a flusso | Rivettatura autoforante (SPR) | Saldatura a punti per resistenza (RSW) | Incollaggio adesivo |
|---|---|---|---|---|
| Accesso da un solo lato | SÌ | Sì (ma richiede la morte sotto) | No (richiede doppi elettrodi) | SÌ |
| È necessario praticare un foro preliminare. | No (alluminio/acciaio standard) | NO | NO | N / A |
| Capacità di metalli dissimili | Eccellente (Al-acciaio, Al-magnesio) | Buono (limitato dalla scelta dello stampo) | Scarso (solo metalli simili) | Eccellente |
| Rimovibile / Facilità di manutenzione | Sì (rimozione standard delle viti) | No (deformazione permanente) | No (separazione distruttiva) | Difficile (rimozione dell'adesivo) |
| Tempo di ciclo | 1,5–2,5 s | 1,5–3,0 s | 0,3–1,0 s | Da minuti a ore (trattamento) |
| Tracciabilità congiunta | Individuale (curva coppia-angolo per giunto) | A livello di lotto | A livello di lotto (registro della corrente di saldatura) | A livello di lotto |
| Peso aggiunto per giunto | 3–6 g (solo vite) | 3–5 g (solo rivetto) | 0 g (materiale fuso) | 1–3 g (pellicola adesiva) |
| Capacità di tenuta impermeabile | Opzionale (con guarnizione di tenuta) | Limitato | Inerente (fuso) | Eccellente |
Il vantaggio della rimovibilità sta diventando sempre più significativo, poiché i produttori automobilistici progettano tenendo conto della riciclabilità in conformità con le direttive UE sui veicoli fuori uso. L'avvitamento a flusso nelle strutture della carrozzeria automobilistica consente di svitare e sostituire i pannelli danneggiati senza distruggere la struttura circostante: un paradigma di riparazione impossibile con giunzioni rivettate o saldate.
KeyFixPro Ruolo nella catena di approvvigionamento FDS
Mentre le apparecchiature di azionamento e la programmazione del processo sono gestite da integratori di sistemi (DEPRAG, Weber, Atlas Copco), la vite FDS stessa deve essere prodotta secondo rigorosi standard metallurgici e dimensionali da uno specialista in elementi di fissaggio di precisione. È qui che interviene KeyFixPro.
Competenza nella forgiatura a freddo — Le presse a freddo progressive multistazione di KeyFixPro formano la complessa geometria della vite FDS — punta di attrito, zona di formatura della filettatura trilobata, gambo di serraggio e testa flangiata — da filo di acciaio al boro in un'unica sequenza di formatura continua. La forgiatura a temperatura ambiente preserva il flusso ininterrotto delle fibre attraverso la transizione critica punta-gambo, offrendo una resistenza torsionale del 40-60 % superiore rispetto agli equivalenti lavorati meccanicamente. L'utilizzo del materiale raggiunge il 98 %.
Controllo del trattamento termico — I forni di carburazione interni, con gas endotermico a atmosfera controllata, producono i profili di profondità di tempra precisi (0,15–0,40 mm) richiesti dalle viti FDS. Ogni lotto viene sottoposto a verifica della microdurezza Vickers e ad esame metallografico.
Garanzia dimensionale Le lavorazioni secondarie CNC sui centri a 5 assi della serie C di STS mantengono una precisione di posizionamento di ±0,005 mm sulle sedi di azionamento e sulle superfici di appoggio della testa. L'ispezione con CMM a una risoluzione di ±0,001 mm, unitamente alla selezione ottica con 100 %, garantisce che ogni vite spedita sia conforme alle specifiche geometriche da cui dipendono i sistemi di azionamento FDS.
Trattamento superficiale — La placcatura in lega di zinco-nichel, validata per oltre 1.000 ore in nebbia salina neutra (ASTM B117), protegge le viti FDS dalla corrosione del sottoscocca e del vano motore. Il trattamento termico di degassamento post-placcatura entro 4 ore dalla verniciatura elimina il rischio di frattura ritardata.
Sistema di qualità Le certificazioni IATF 16949, ISO 9001 e ISO 14001 garantiscono una documentazione completa a livello PPAP, la tracciabilità digitale per lotto e un record costante di 0 PPM di difetti sul campo in oltre 100 programmi automobilistici completati.
Domande frequenti
Cosa distingue l'avvitamento a flusso continuo nel settore automobilistico dall'assemblaggio con viti autofilettanti tradizionali?
La tecnologia FDS combina la foratura per attrito e la formazione della filettatura in un'unica operazione. La punta rotante della vite genera calore per attrito a 600-900 °C, ammorbidendo e deformando la lamiera e creando simultaneamente sia il foro di montaggio che una boccola filettata: non è necessario alcun foro preforato né un dado sul lato posteriore. Le viti autofilettanti convenzionali richiedono un foro preesistente e non formano una boccola.
Quali programmi di produzione di veicoli utilizzano attualmente la vite a foratura di flusso?
FDS viene utilizzato su diverse piattaforme OEM globali per l'assemblaggio di scocche, chiusure e alloggiamenti per batterie di veicoli elettrici. Tra i principali utilizzatori figurano i produttori tedeschi di fascia alta per le strutture della carrozzeria ad alto contenuto di alluminio e i programmi nordamericani per veicoli elettrici, in particolare per i giunti di alloggiamento delle batterie in alluminio e acciaio.
È possibile rimuovere e reinstallare le viti del trapano Flow Drill?
Sì. Poiché la boccola conserva la sua filettatura femmina preformata, una vite metrica standard di diametro e passo equivalenti può essere avvitata nello stesso foro durante la manutenzione o la riparazione: un vantaggio fondamentale rispetto ai metodi di giunzione permanenti come la rivettatura o la saldatura a punti.
Quali sono le dimensioni delle viti più comuni nelle applicazioni FDS per il settore automobilistico?
I diametri M4, M5 e M6 rappresentano la stragrande maggioranza delle installazioni FDS nel settore automobilistico, con lunghezze che vanno da 16 mm a 35 mm a seconda dello spessore totale della pila. KeyFixPro dispone di utensili per la formatura a freddo per questa gamma completa di dimensioni.
KeyFixPro Fondata nel 2000 e certificata IATF 16949 / ISO 9001 / ISO 14001, KeyFixPro fornisce elementi di fissaggio di precisione forgiati a freddo e rifiniti a CNC per l'avvitatura con trapano a flusso nelle strutture della carrozzeria automobilistica e non solo. Con oltre 25 anni di esperienza nella produzione, più di 50 brevetti, oltre 20 ingegneri senior e una capacità di ispezione di ±0,001 mm, KeyFixPro supporta programmi OEM e Tier 1 in oltre 20 paesi. Visita www.keyfixpro.com o contatta sales@keyfixpro.com.