Introducción: El desafío de la integración impulsa la adopción de FDS
El atornillado por perforación fluida en la fabricación de automóviles se ha convertido en una solución de unión fundamental por una razón esencial: las arquitecturas de vehículos modernos combinan cada vez más extrusiones de aluminio, estampados de acero de alta resistencia y magnesio fundido en una única estructura de carrocería en bruto, y ningún método de fijación convencional puede conectar estos materiales disímiles desde un lado, sin agujeros previamente perforados, en menos de dos segundos.
La soldadura por puntos por resistencia tradicional requiere acceso bilateral al electrodo y no permite unir interfaces de aluminio y acero. El remachado autoperforante requiere matrices compatibles debajo de la junta y añade peso permanente. La unión adhesiva genera limitaciones en el tiempo de curado, incompatibles con tiempos de ciclo de 60 segundos. El atornillado por perforación de flujo en la construcción de carrocerías de automóviles elimina todas estas limitaciones mediante un proceso termomecánico que genera su propio orificio de montaje, forma roscas de acoplamiento en el material desplazado y proporciona una unión sujeta con par controlado, todo ello en un único ciclo automatizado.
Este artículo examina los parámetros de ingeniería que rigen el diseño de los tornillos FDS, el rendimiento de las uniones y el control de procesos, con especial énfasis en cómo los fabricantes de sujetadores de precisión contribuyen a la creciente implementación del atornillado por perforación de flujo en los programas automotrices en todo el mundo.
Cómo funciona el proceso de atornillado con taladro de flujo
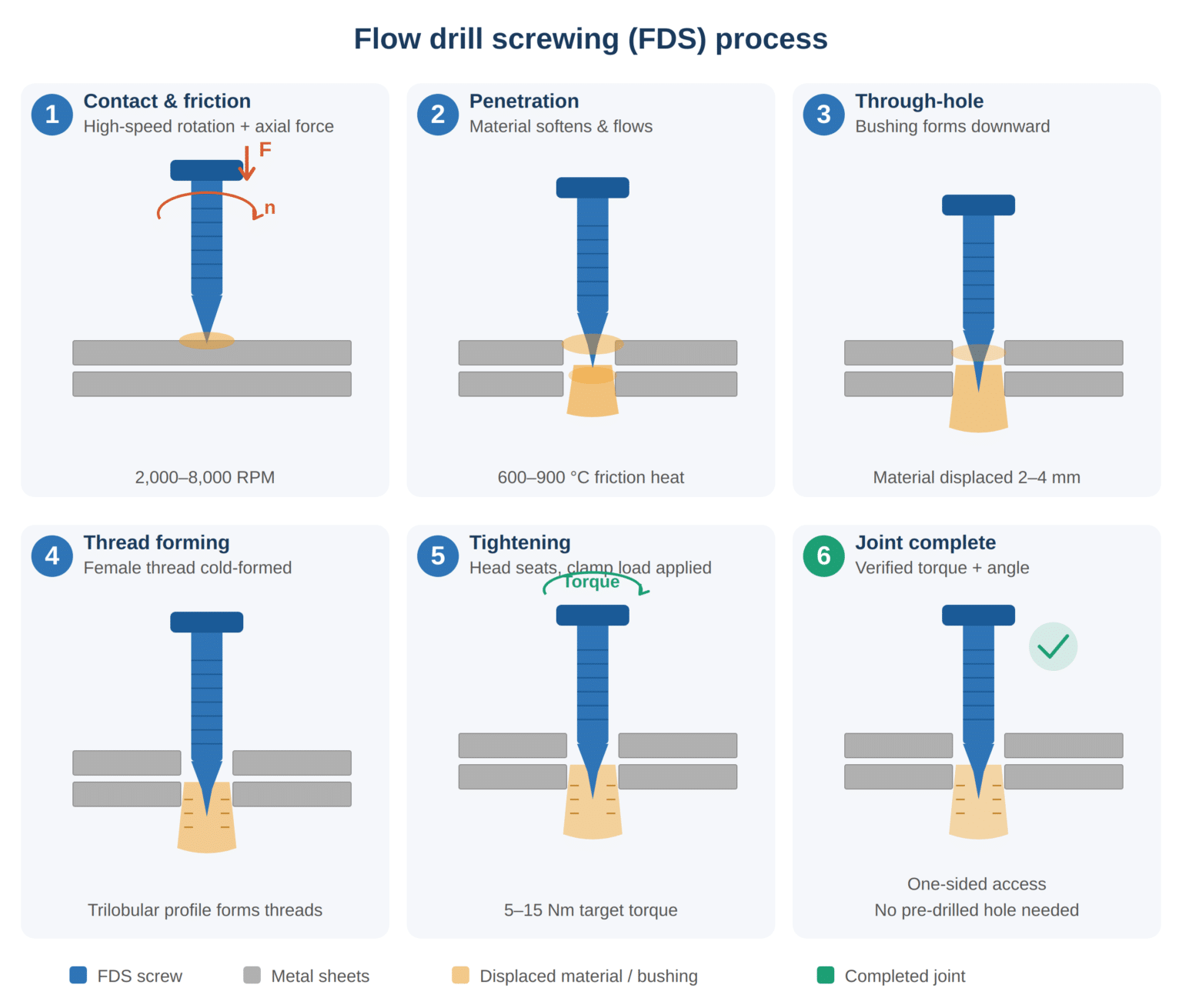
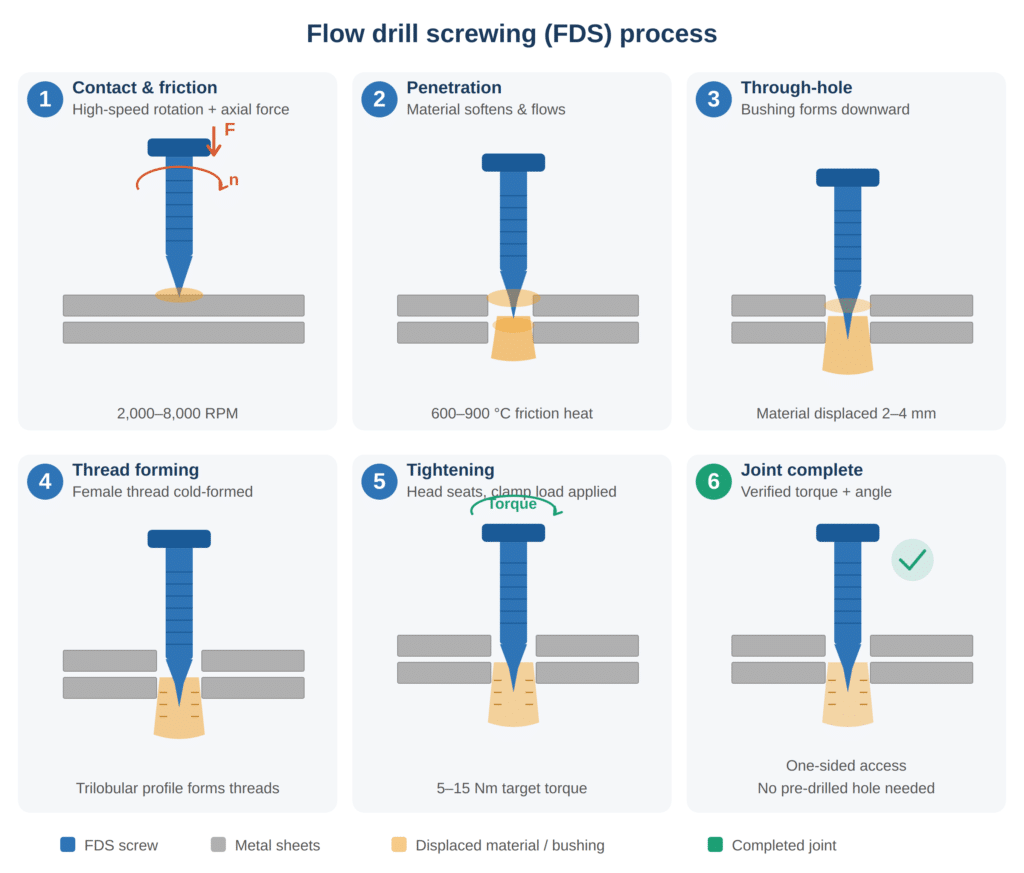
El ciclo FDS consta de seis fases mecánicas distintas. Comprender cada fase es fundamental para especificar la geometría correcta del tornillo, la combinación de materiales base y los parámetros del sistema de accionamiento.
| Fase | Acción de tornillo | Respuesta del material | Duración (típica) |
|---|---|---|---|
| 1 — Calentamiento por contacto y fricción | La punta del tornillo gira a 2000–8000 RPM bajo una carga axial de 1,0–3,5 kN. | La superficie de la lámina se calienta a 600–900 °C mediante la entrada de energía por fricción. | 0,3–0,8 s |
| 2 — Penetración | La punta cónica desplaza el material ablandado radial y axialmente. | La lámina superior se deforma plásticamente; el material comienza a fluir hacia abajo. | 0,3–0,6 s |
| 3 — Formación de pozos pasantes | La punta roscada penetra completamente en la lámina inferior. | El metal desplazado forma un casquillo que sobresale hacia abajo (2–4 mm). | 0,2–0,4 s |
| 4 — Formación de roscas | La zona de formación de rosca se acopla a la pared del casquillo. | Las roscas internas hembra se forman mediante conformado en frío en el orificio del casquillo. | 0,2–0,4 s |
| 5 — Ajuste | La velocidad disminuye; el par aumenta hasta alcanzar el valor objetivo. | La cabeza del tornillo se asienta contra la superficie de la lámina superior, estableciendo la carga de sujeción. | 0,2–0,3 s |
| 6 — Verificación final de par y ángulo | El controlador verifica que el par y el ángulo de rotación se encuentren dentro del rango de aceptación. | La articulación alcanza la precarga objetivo; se registra la firma del proceso. | 0,1–0,2 s |
El tiempo total del ciclo para una unión FDS estándar de aluminio a aluminio suele oscilar entre 1,5 y 2,5 segundos, comparable a la soldadura por puntos por resistencia y significativamente más rápido que las alternativas unidas con adhesivo o remaches.
Geometría de los tornillos: Las cinco zonas críticas
Un tornillo de fijación FDS no es un simple tornillo autorroscante con punta afilada. Cada región del cuerpo del tornillo cumple una función termomecánica específica. Las imprecisiones dimensionales en cualquier zona reducen la resistencia de la unión, aumentan el par de apriete más allá de los límites del equipo o provocan la fractura prematura de la punta.
| Zona de tornillos | Característica geométrica | Función | Parámetros dimensionales clave |
|---|---|---|---|
| Punta de fricción | Nariz cónica (ángulo comprendido entre 60° y 90°) | Genera calor por fricción para ablandar el material de la lámina. | Diámetro de la punta: 2,0–3,5 mm; tolerancia del ángulo del cono: ±1° |
| Sección piloto | Vástago cilíndrico liso debajo del cono | Guía la trayectoria de penetración; estabiliza la desviación lateral. | Diámetro: 0,90–0,95 × nominal; longitud: 3–6 mm |
| Zona de formación de rosca | Sección transversal trilobulada o multilobulada | Desplaza el material para crear un hilo hembra sin cortar. | Altura del lóbulo: 0,05–0,12 mm por encima del diámetro del paso |
| Vástago de sujeción | Cuerpo cilíndrico entre el hilo y la cabeza | Proporciona una zona de estiramiento elástico para la retención de la carga de sujeción. | Longitud del vástago calibrada al espesor total de la pila ±0,3 mm |
| Cabeza y superficie de apoyo | Cabeza plana o con brida con hueco de accionamiento | Distribuye la fuerza de sujeción; interactúa con la herramienta de accionamiento. | Diámetro exterior de la cabeza: 10–16 mm; planitud del cojinete ≤ 0,05 mm TIR |
El perfil de roscado trilobular merece especial atención. A diferencia de los tornillos autorroscantes de rosca cortada, que eliminan material en forma de virutas, la geometría trilobular desplaza el metal base radialmente, conformando en frío la rosca hembra con un flujo de grano continuo. Este mecanismo de desplazamiento produce roscas con una resistencia al desprendimiento entre 30 y 40 veces mayor que las roscas cortadas de idéntico diámetro nominal, un margen de rendimiento que mejora directamente la resistencia a la extracción del atornillado por perforación en juntas estructurales de automóviles.
Material Combinaciones y apilamientos conjuntos
El atornillado por perforación fluida en el ensamblaje de carrocerías de automóviles debe adaptarse a una matriz diversa de combinaciones de materiales. El rendimiento de la unión varía drásticamente según el material que ocupe la lámina superior (de entrada) en comparación con la lámina inferior (que forma el buje).
| Configuración de apilamiento | Lámina superior | Lámina inferior | Longitud típica del buje | Fuerza de extracción (típica) | Aplicación clave |
|---|---|---|---|---|---|
| Al–Al | 6016-T4 (1,0–2,0 mm) | 6016-T4 (1,5–3,0 mm) | 3,5–5,0 mm | 3,5–5,5 kN | Puerta interior para refuerzo |
| Aluminio-Acero | 6016-T4 (1,0–1,5 mm) | DP590/DP780 (1,0–2,0 mm) | 2,5–4,0 mm | 5,0–8,0 kN | Barra de techo al panel lateral |
| Al–Al–Al (3 capas) | 5182-O (1,0 mm) + 6016-T4 (1,5 mm) | 6016-T4 (2,0 mm) | 4,0–6,0 mm | 4,0–6,5 kN | Conjunto de cierre de varias piezas |
| Acero-Acero (calibre delgado) | CR340 (0,8–1,2 mm) | DP590 (1,0–1,5 mm) | 2,0–3,5 mm | 6,0–9,0 kN | viga transversal del panel de instrumentos |
| Al–Mg fundido | 6016-T4 (1,2 mm) | Fundición a presión AM60B (3,0 mm) | 3,0–4,5 mm | 2,5–4,0 kN | Puerta elevadora interior al marco de fundición |
| CFRP–Al (con orificio piloto) | Compuesto de CFRP (1,5–2,5 mm) | 6016-T4 (2,0 mm) | 3,5–5,0 mm | 3,0–5,0 kN | Panel compuesto sobre subestructura de aluminio |
De la experiencia en producción se desprenden dos reglas. Primero, el material más blando o delgado debe ocupar la posición de la lámina superior siempre que sea posible, ya que la punta de fricción la penetra con mayor facilidad y con menor empuje axial, lo que reduce el riesgo de deformación de la lámina más allá de la zona de unión inmediata. Segundo, las láminas superiores de material compuesto (CFRP) requieren orificios guía preperforados para evitar la delaminación; por lo tanto, el atornillado con taladro de flujo en aplicaciones de CFRP para la industria automotriz es un proceso híbrido en lugar de una técnica completamente libre de orificios guía.
Tornillo Material y especificaciones de dureza
El tornillo FDS soporta condiciones extremas: temperaturas en la punta cercanas al punto de solidificación del aluminio (≈ 580 °C), carga torsional durante el roscado y tensión de sujeción sostenida posteriormente. La metalurgia del tornillo debe satisfacer todas estas fases simultáneamente.
| Propiedad del tornillo | Requisito de especificación | Justificación funcional |
|---|---|---|
| Material base | Acero cementante (por ejemplo, 20MnB4, 22MnB5) | Los aceros al boro proporcionan templabilidad total para secciones transversales pequeñas. |
| Dureza superficial (punta y rosca) | 450–580 HV (≈ 45–55 HRC) | Resiste el desgaste abrasivo durante el taladrado por fricción y la formación de roscas. |
| Dureza del núcleo (vástago) | 300–400 HV (≈ 30–40 HRC) | Conserva su tenacidad para absorber cargas dinámicas sin fractura frágil. |
| Profundidad de la carcasa carburizada | 0,15–0,40 mm | Capa de desgaste suficiente sin fragilizar el núcleo portante. |
| Contenido de hidrógeno (después del recubrimiento) | ≤ 2,0 ppm (horneado en un plazo de 4 horas) | Previene la fractura retardada inducida por hidrógeno en servicio. |
| Resistencia a la torsión (mínima) | ≥ 8,5 Nm (M5); ≥ 16 Nm (M6) | Debe superar el par máximo de roscado por margen de seguridad. |
| Límite de resistencia a la fatiga | ≥ 10⁷ ciclos a 50 % de carga de prueba | Resiste las vibraciones de la estructura de la carrocería durante toda la vida útil del vehículo. |
El perfil de dureza diferencial —capa dura sobre núcleo resistente— es fundamental para el rendimiento del FDS. Un tornillo uniformemente duro se fracturará durante el roscado por torsión. Un tornillo uniformemente blando desgastará la geometría de su punta durante la primera fase de penetración, produciendo orificios sobredimensionados con un acoplamiento de rosca insuficiente.
Los ingenieros de KeyFixPro logran esta arquitectura de doble dureza mediante ciclos de carburización controlados con precisión, seguidos de un enfriamiento en aceite y un revenido a baja temperatura, con una profundidad de capa verificada mediante mediciones de microdureza Vickers a intervalos de 0,05 mm en secciones transversales metalográficas de cada lote de producción.
Parámetros del proceso y ventanas de control de calidad
Los sistemas de control FDS automatizados supervisan múltiples parámetros en tiempo real. La calidad de la unión depende de que cada variable se mantenga dentro de los rangos de aceptación definidos.

| Parámetro del proceso | Rango de funcionamiento típico | Efecto de un valor por debajo del rango | Efecto de un valor por encima del rango |
|---|---|---|---|
| Velocidad del husillo (fase de perforación) | 2.000–8.000 RPM | Generación de calor insuficiente; penetración incompleta | Calor excesivo; fusión del material; orificio del buje sobredimensionado |
| Fuerza axial (fase de perforación) | 1,0–3,5 kN | Penetración lenta; tiempo de ciclo prolongado | Pandeo de la lámina; extrusión de material más allá de la zona de la junta |
| Velocidad de formación de roscas | 500–2000 RPM | Mala definición de la rosca; baja resistencia al desprendimiento. | Sobreformación de la rosca; riesgo de fallo por torsión del tornillo. |
| Par final | 5–15 Nm (dependiendo de la aplicación) | Junta con sujeción insuficiente; riesgo de aflojamiento por vibración. | Incrustación de la cabeza; agrietamiento de la lámina superior alrededor del cojinete de la cabeza |
| Ángulo de asiento | 30°–720° (dependiendo de la aplicación) | Precarga insuficiente | Roscas dañadas; pérdida de la integridad de la abrazadera |
| Tiempo de ciclo (total) | 1,5–2,5 segundos | No aplica (se acepta una velocidad mayor si se cumplen los requisitos de calidad). | Inestabilidad del proceso; indica resistencia anormal |
Cada instalación de FDS genera una curva de proceso característica de par-ángulo-tiempo. Los sistemas de control estadístico de procesos comparan cada curva con una curva maestra, detectando valores atípicos para su investigación inmediata. Esta capacidad de monitorización en tiempo real convierte al atornillado por perforación en flujo en la producción automotriz en uno de los métodos de unión más trazables disponibles: cada unión se verifica individualmente, a diferencia de los sistemas de inspección basados en muestreo típicos de las estructuras remachadas o soldadas.
Ventajas comparativas frente a métodos de unión alternativos
| Criterio de desempeño | Perforación de flujo con tornillos | Remachado autoperforante (SPR) | Soldadura por puntos por resistencia (RSW) | Unión adhesiva |
|---|---|---|---|---|
| Acceso unilateral | Sí | Sí (pero requiere morir debajo) | No (requiere electrodos duales) | Sí |
| Se requiere perforación previa. | No (acero/aluminio estándar) | No | No | N / A |
| Capacidad de metales diferentes | Excelente (Al-Acero, Al-Mg) | Bueno (limitado por la selección de troqueles) | Pobre (solo metales similares) | Excelente |
| Desmontabilidad / Facilidad de mantenimiento | Sí (extracción de tornillos estándar) | No (deformación permanente) | No (separación destructiva) | Difícil (eliminación del adhesivo) |
| Tiempo de ciclo | 1,5–2,5 s | 1,5–3,0 s | 0,3–1,0 s | Minutos a horas (curación) |
| Trazabilidad conjunta | Individual (curva de par-ángulo por articulación) | Nivel de lote | Registro de corriente de soldadura a nivel de lote | Nivel de lote |
| Peso añadido por articulación | 3–6 g (solo tornillo) | 3–5 g (solo remache) | 0 g (material fundido) | 1–3 g (película adhesiva) |
| Capacidad de sellado impermeable | Opcional (con arandela de sellado) | Limitado | Inherente (fusionado) | Excelente |
La ventaja de la facilidad de desmontaje es cada vez más importante, ya que los fabricantes de automóviles diseñan pensando en la reciclabilidad según las directivas europeas sobre vehículos al final de su vida útil. El atornillado por perforación en las estructuras de la carrocería permite desmontar y reemplazar los paneles dañados sin destruir la estructura circundante, un método de reparación imposible con uniones remachadas o soldadas.
KeyFixPro Función en la cadena de suministro de FDS
Si bien los integradores de sistemas (DEPRAG, Weber, Atlas Copco) se encargan del equipo de accionamiento y la programación del proceso, el tornillo FDS debe ser fabricado por un especialista en fijaciones de precisión, cumpliendo con estrictos estándares metalúrgicos y dimensionales. Aquí es donde KeyFixPro aporta su experiencia.
Experiencia en forjado en frío — Las máquinas de conformado en frío progresivas de múltiples estaciones de KeyFixPro forman la compleja geometría del tornillo FDS (punta de fricción, zona de formación de rosca trilobular, vástago de sujeción y cabeza con brida) a partir de alambre de acero al boro en una única secuencia de conformado continuo. El forjado a temperatura ambiente preserva el flujo de grano ininterrumpido a través de la transición crítica de la punta al vástago, lo que proporciona una resistencia a la torsión de 40 a 60 % superior a la de los equivalentes mecanizados. La utilización del material alcanza el 98 %.
Control del tratamiento térmico Los hornos de carburación propios, con atmósfera controlada de gas endotérmico, producen los perfiles de profundidad de capa precisos (0,15–0,40 mm) que requieren los tornillos FDS. Cada lote se somete a una verificación de microdureza Vickers y a un examen metalográfico.
Garantía dimensional Las operaciones secundarias CNC en centros de 5 ejes de la serie C de STS mantienen una precisión de posicionamiento de ±0,005 mm en los huecos de accionamiento y las superficies de apoyo de la cabeza. La inspección CMM con una resolución de ±0,001 mm, junto con la clasificación óptica % de 100, garantiza que cada tornillo enviado cumpla con las especificaciones geométricas de las que dependen los sistemas de accionamiento FDS.
Tratamiento de superficies El recubrimiento de aleación de zinc-níquel, validado para resistir más de 1000 horas de prueba de niebla salina neutra (ASTM B117), protege los tornillos FDS contra la corrosión en los bajos del vehículo y en el compartimento del motor. El horneado posterior al recubrimiento para aliviar la corrosión por hidrógeno, realizado dentro de las 4 horas posteriores a la aplicación, elimina el riesgo de fractura retardada.
Sistema de calidad — Las certificaciones IATF 16949, ISO 9001 e ISO 14001 respaldan la documentación completa a nivel PPAP, la trazabilidad digital por lote y un historial sostenido de 0 PPM de defectos de campo en más de 100 programas automotrices completados.
Preguntas frecuentes
¿Qué diferencia el atornillado con taladro de flujo en la industria automotriz del montaje de tornillos autorroscantes convencionales?
El sistema FDS combina la perforación por fricción y la formación de roscas en una sola operación. La punta giratoria del tornillo genera calor por fricción de 600 a 900 °C para ablandar y desplazar la chapa metálica, creando simultáneamente el orificio de montaje y un casquillo roscado; no se necesita un orificio preperforado ni una tuerca posterior. Los tornillos autorroscantes convencionales requieren un orificio preexistente y no forman un casquillo.
¿Qué programas de vehículos utilizan actualmente el atornillado por perforación direccional?
FDS se utiliza en diversas plataformas OEM globales para el ensamblaje de carrocerías, cierres y bandejas de baterías para vehículos eléctricos. Entre los principales usuarios se incluyen fabricantes alemanes de alta gama para estructuras de carrocería con alto contenido de aluminio y programas norteamericanos de vehículos eléctricos para juntas de carcasas de baterías mixtas de aluminio y acero.
¿Se pueden quitar y volver a instalar los tornillos de perforación de flujo?
Sí. Dado que el casquillo conserva la rosca hembra que se formó, se puede enroscar un tornillo métrico estándar de diámetro y paso equivalentes en el mismo orificio durante el mantenimiento o la reparación, lo que supone una ventaja clave frente a los métodos de unión permanentes como el remachado o la soldadura por puntos.
¿Qué tamaños de tornillos son los más comunes en las aplicaciones FDS para automóviles?
Los diámetros M4, M5 y M6 representan la gran mayoría de las instalaciones de FDS en el sector automotriz, con longitudes que van desde los 16 mm hasta los 35 mm, según el espesor total del conjunto. KeyFixPro dispone de herramientas de conformado en frío para toda esta gama de tamaños.
KeyFixPro Fundada en 2000 y certificada según las normas IATF 16949, ISO 9001 e ISO 14001, KeyFixPro ofrece fijaciones de precisión forjadas en frío y con acabado CNC para el atornillado por perforación en estructuras de carrocería automotriz y otros sectores. Con más de 25 años de experiencia en fabricación, más de 50 patentes, más de 20 ingenieros sénior y una capacidad de inspección de ±0,001 mm, KeyFixPro presta servicios a fabricantes de equipos originales (OEM) y proveedores de primer nivel (Tier 1) en más de 20 países. Visite www.keyfixpro.com o póngase en contacto con sales@keyfixpro.com.