Introduction : Le défi de l'adhésion, moteur de l'adoption de FDS
Le vissage par forage à chaud dans la fabrication automobile est devenu une solution d'assemblage essentielle pour une raison fondamentale : les architectures de véhicules modernes combinent de plus en plus des extrusions d'aluminium, des pièces embouties en acier à haute résistance et du magnésium moulé dans une seule structure de carrosserie en blanc — et aucune méthode de fixation conventionnelle ne peut connecter ces matériaux dissemblables d'un seul côté, sans trous pré-percés, en moins de deux secondes.
Le soudage par points par résistance traditionnel exige un accès aux électrodes des deux côtés et ne permet pas de réaliser des jonctions aluminium-acier. Le rivetage autoperforant nécessite des matrices adaptées sous l'assemblage et engendre un surpoids permanent. Le collage adhésif introduit des contraintes de temps de polymérisation incompatibles avec des cadences de production de 60 secondes. Le vissage par forage à chaud, utilisé dans la construction de carrosseries automobiles, élimine chacune de ces contraintes grâce à un procédé thermo-mécanique qui crée son propre trou de fixation, forme un filetage dans le matériau déplacé et réalise un assemblage serré par contrôle du couple, le tout en un seul cycle automatisé.
Cet article examine les paramètres d'ingénierie qui régissent la conception des vis FDS, les performances des assemblages et le contrôle des processus, en mettant particulièrement l'accent sur la manière dont les fabricants de fixations de précision contribuent au déploiement croissant du vissage par forage à flux dans les programmes automobiles du monde entier.
Fonctionnement du procédé de vissage Flow Drill
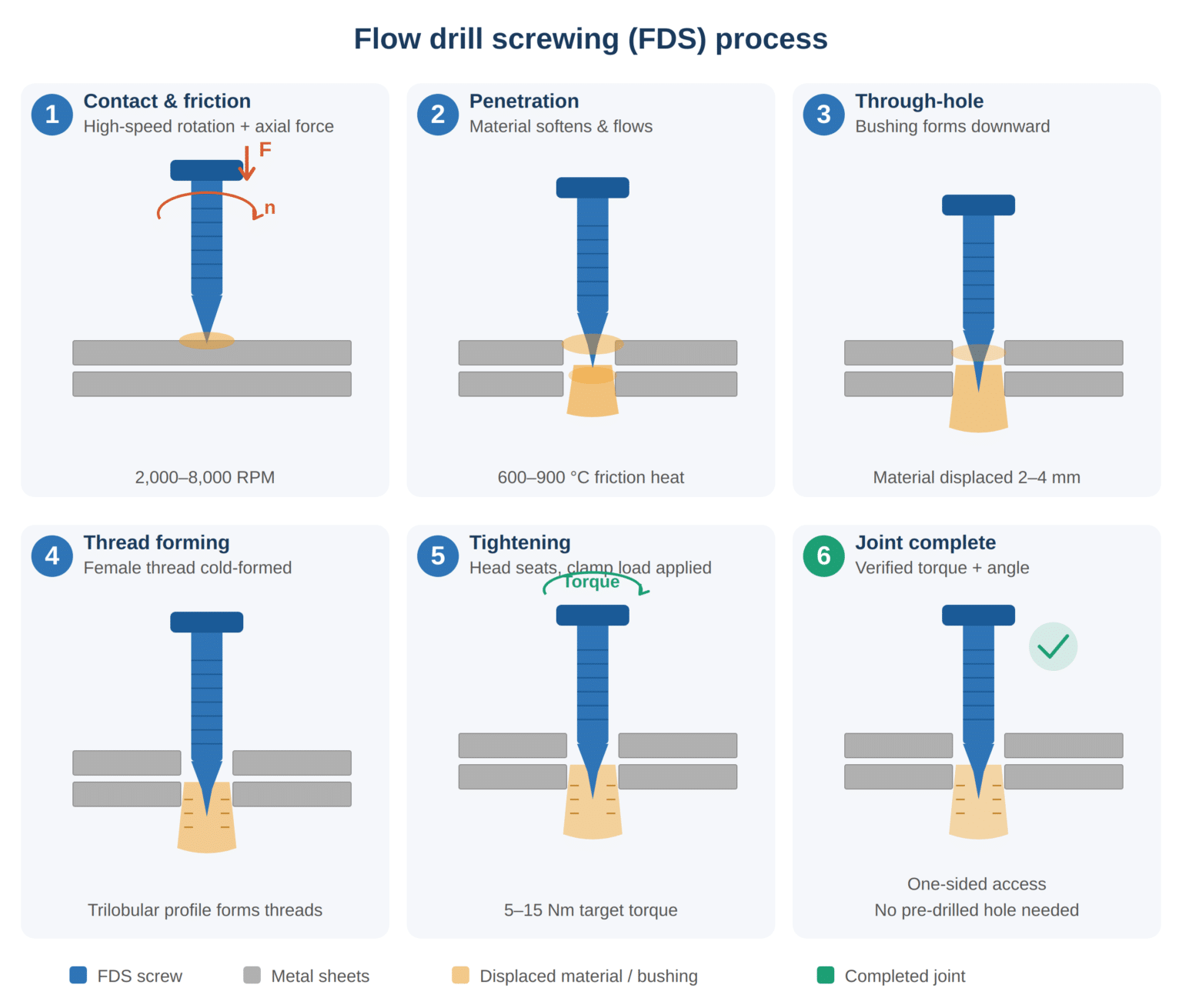
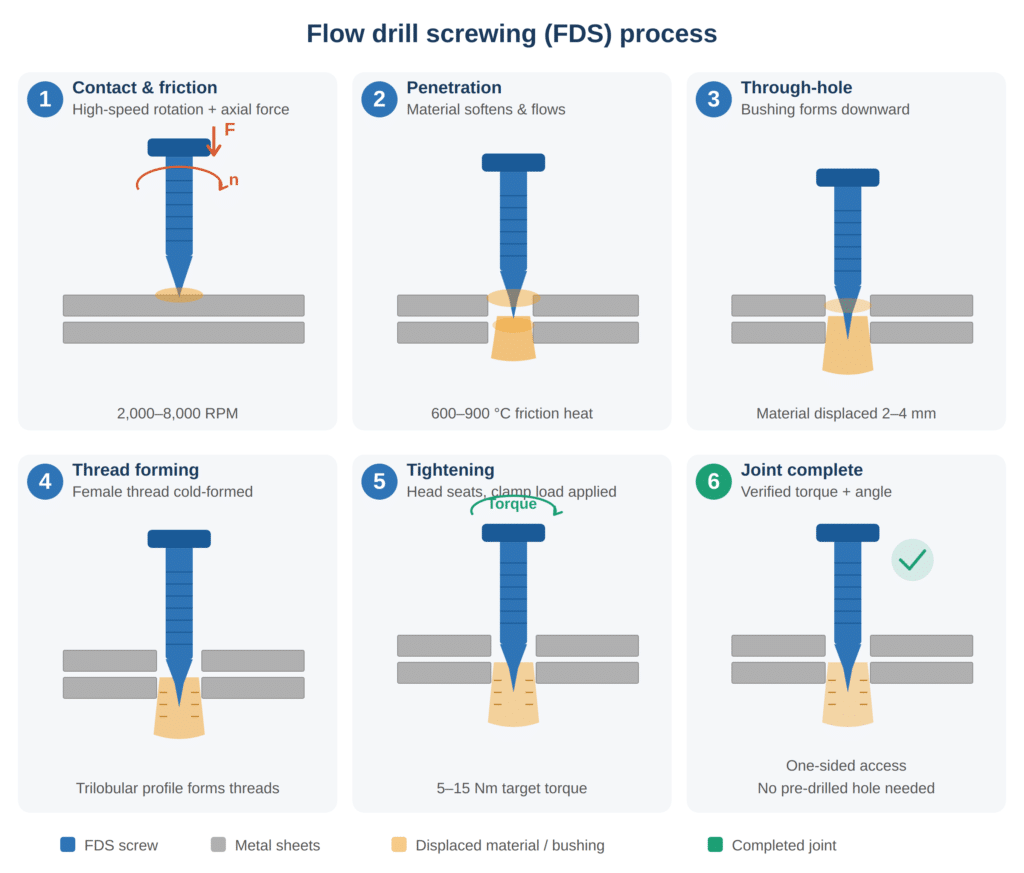
Le cycle FDS se déroule en six phases mécaniques distinctes. La compréhension de chaque phase est essentielle pour spécifier la géométrie de vis, la combinaison de matériaux de base et les paramètres du système d'entraînement appropriés.
| Phase | Action à vis | Réponse matérielle | Durée (typique) |
|---|---|---|---|
| 1 — Chauffage par contact et friction | L'extrémité de la vis tourne à une vitesse de 2 000 à 8 000 tr/min sous une charge axiale de 1,0 à 3,5 kN. | La surface de la feuille chauffe à 600–900 °C par apport d'énergie de friction | 0,3–0,8 s |
| 2 — Pénétration | La pointe effilée déplace le matériau ramolli radialement et axialement. | La feuille supérieure se déforme plastiquement ; le matériau commence à s'écouler vers le bas. | 0,3–0,6 s |
| 3 — Formation de trous traversants | Le nez de vis pénètre entièrement la tôle de fond | Le métal déplacé forme une douille saillante vers le bas (2–4 mm). | 0,2–0,4 s |
| 4 — Formation du fil | La zone de formation du filetage s'engage dans la paroi de la douille. | Le filetage femelle interne est formé à froid dans l'alésage de la douille. | 0,2–0,4 s |
| 5 — Resserrage | La vitesse diminue ; le couple augmente progressivement jusqu'à la valeur cible. | La tête de vis s'appuie contre la surface de la tôle supérieure, établissant la force de serrage | 0,2–0,3 s |
| 6 — Vérification finale du couple et de l'angle | Le contrôleur vérifie le couple et l'angle de rotation dans la plage d'acceptation. | La précharge du joint atteint la cible ; signature du processus enregistrée | 0,1–0,2 s |
Le temps de cycle total pour un joint FDS standard aluminium-aluminium se situe généralement entre 1,5 et 2,5 secondes, comparable au soudage par points par résistance et nettement plus rapide que les alternatives collées ou rivetées.
Géométrie des vis : les cinq zones critiques
Une vis FDS n'est pas une simple vis taraudeuse à pointe effilée. Chaque zone du corps de la vis remplit une fonction thermo-mécanique spécifique. Toute imprécision dimensionnelle, quelle qu'elle soit, dégrade la résistance de l'assemblage, augmente le couple de serrage au-delà des limites de l'outil ou provoque une rupture prématurée de la pointe.
| Zone de vis | Caractéristique géométrique | Rôle fonctionnel | Paramètres dimensionnels clés |
|---|---|---|---|
| Pointe de friction | Nez conique (angle inclus de 60° à 90°) | Génère de la chaleur par friction pour ramollir le matériau en feuille | Diamètre de la pointe : 2,0–3,5 mm ; tolérance d’angle du cône : ±1° |
| Section pilote | Tige cylindrique lisse sous le cône | Guide la trajectoire de pénétration ; stabilise la dérive latérale | Diamètre : 0,90–0,95 × nominal ; longueur : 3–6 mm |
| Zone de formation du fil | Section transversale trilobée ou multilobée | Déplace la matière pour créer un filetage femelle sans couper | Hauteur du lobe : 0,05 à 0,12 mm au-dessus du diamètre primitif |
| Tige de serrage | Corps cylindrique entre le filetage et la tête | Fournit une zone d'étirement élastique pour la rétention de la charge de serrage | Longueur de la tige calibrée à l'épaisseur totale de la pile ±0,3 mm |
| Surface de tête et d'appui | Tête plate ou à bride avec logement d'entraînement | Répartit la force de serrage ; s'interface avec l'outil d'entraînement | Diamètre extérieur de la tête : 10–16 mm ; planéité du palier ≤ 0,05 mm TIR |
Le profil de filetage trilobé mérite une attention particulière. Contrairement aux vis taraudeuses à filetage coupé qui enlèvent de la matière sous forme de copeaux, la géométrie trilobée déplace le métal de base radialement, formant ainsi le filetage femelle à froid par un flux de grains continu. Ce mécanisme de déplacement produit des filetages présentant une résistance à l'arrachement 30 à 40 fois supérieure à celle des filetages coupés de diamètre nominal identique, une marge de performance qui améliore directement la résistance à l'arrachement du vissage par forage à flux dans les assemblages structuraux automobiles.
Matériel Combinaisons et empilements conjoints
Le vissage par forage à chaud dans l'assemblage de carrosseries automobiles doit s'adapter à une grande variété de combinaisons de matériaux. Les performances des joints varient considérablement selon le matériau qui compose la tôle supérieure (d'entrée) et la tôle inférieure (de formation de la douille).
| Configuration d'empilement | Feuille supérieure | Feuille de fond | Longueur typique de la bague | Force d'arrachement (typique) | Application clé |
|---|---|---|---|---|---|
| Al–Al | 6016-T4 (1,0–2,0 mm) | 6016-T4 (1,5–3,0 mm) | 3,5–5,0 mm | 3,5–5,5 kN | Porte intérieure renforcée |
| Acier Al-Acier | 6016-T4 (1,0–1,5 mm) | DP590/DP780 (1,0–2,0 mm) | 2,5–4,0 mm | 5,0–8,0 kN | Rail de toit vers panneau latéral |
| Al–Al–Al (3 couches) | 5182-O (1,0 mm) + 6016-T4 (1,5 mm) | 6016-T4 (2,0 mm) | 4,0–6,0 mm | 4,0–6,5 kN | Assemblage de fermeture en plusieurs pièces |
| Acier–Acier (épaisseur réduite) | CR340 (0,8–1,2 mm) | DP590 (1,0–1,5 mm) | 2,0–3,5 mm | 6,0–9,0 kN | poutre transversale du tableau de bord |
| Mg moulé en aluminium | 6016-T4 (1,2 mm) | AM60B moulé sous pression (3,0 mm) | 3,0–4,5 mm | 2,5–4,0 kN | intérieur du hayon au cadre moulé |
| CFRP–Al (avec trou pilote) | Composite CFRP (1,5–2,5 mm) | 6016-T4 (2,0 mm) | 3,5–5,0 mm | 3,0–5,0 kN | Panneau composite sur sous-cadre en aluminium |
Deux règles se dégagent de l'expérience de production. Premièrement, le matériau le plus souple ou le plus fin doit, dans la mesure du possible, occuper la position de la tôle supérieure, car la pointe de friction la pénètre plus facilement et avec une poussée axiale moindre, réduisant ainsi le risque de déformation de la tôle au-delà de la zone de joint immédiate. Deuxièmement, les tôles supérieures en composite (PRFC) nécessitent des avant-trous pour éviter le délaminage ; le vissage par foret à flux continu dans les applications automobiles en PRFC est donc un procédé hybride plutôt qu'une technique entièrement sans avant-trous.
Vis Matériel et spécifications de dureté
La vis FDS est soumise à des conditions extrêmes : température de pointe proche du solidus de l’aluminium (≈ 580 °C), contrainte de torsion lors du filetage et contrainte de serrage soutenue par la suite. La métallurgie de la vis doit satisfaire simultanément à chacune de ces conditions.
| Propriété de la vis | Exigence de spécification | Justification fonctionnelle |
|---|---|---|
| Matériau de base | Acier de cémentation (par exemple, 20MnB4, 22MnB5) | Les aciers au bore offrent une trempabilité à cœur pour les petites sections transversales. |
| Dureté de surface (pointe et filetage) | 450–580 HV (≈ 45–55 HRC) | Résiste à l'usure abrasive lors du perçage par friction et du filetage. |
| Dureté du noyau (tige) | 300–400 HV (≈ 30–40 HRC) | Conserve sa ténacité pour absorber les charges dynamiques sans rupture fragile. |
| Profondeur de la couche cémentée | 0,15–0,40 mm | Couche d'usure suffisante sans fragiliser le noyau porteur |
| Teneur en hydrogène (après placage) | ≤ 2,0 ppm (cuit dans les 4 heures) | Prévient la rupture différée induite par l'hydrogène en service |
| Résistance à la torsion (minimum) | ≥ 8,5 Nm (M5) ; ≥ 16 Nm (M6) | Doit dépasser le couple de formage de filetage maximal de la marge de sécurité. |
| Limite d'endurance à la fatigue | ≥ 10⁷ cycles à 50 % de charge d'épreuve | Résiste aux vibrations de la structure de la carrosserie pendant toute la durée de vie du véhicule. |
Le profil de dureté différentielle (couche dure sur noyau dur) est essentiel pour les performances du filetage par friction. Une vis uniformément dure se rompra lors du filetage par torsion. Une vis uniformément tendre s'usera dès la première phase de pénétration, créant des trous surdimensionnés et un engagement insuffisant du filetage.
KeyFixPro conçoit cette architecture à double dureté grâce à des cycles de cémentation contrôlés avec précision, suivis d'une trempe à l'huile et d'un revenu à basse température, la profondeur de cémentation étant vérifiée par des mesures de microdureté Vickers à intervalles de 0,05 mm sur des coupes métallographiques de chaque lot de production.
Paramètres de processus et fenêtres de contrôle qualité
Les systèmes de pilotage FDS automatisés surveillent de multiples paramètres en temps réel. La qualité des joints dépend du maintien de chaque variable dans les plages de tolérance définies.

| Paramètre de processus | Plage de fonctionnement typique | Effet de la valeur inférieure à la plage | Effet de la valeur supérieure à la plage |
|---|---|---|---|
| Vitesse de broche (phase de perçage) | 2 000 à 8 000 tr/min | Production de chaleur insuffisante ; pénétration incomplète | Chaleur excessive ; fusion du matériau ; alésage de bague surdimensionné |
| Force axiale (phase de forage) | 1,0–3,5 kN | Pénétration lente ; temps de cycle prolongé | Flambement de la tôle ; extrusion du matériau au-delà de la zone de jointure |
| Vitesse de formation du filetage | 500 à 2 000 tr/min | Définition du filetage médiocre ; faible résistance à l'arrachement | Sur-formage du filetage ; risque de rupture par torsion de la vis |
| Couple final | 5–15 Nm (selon l'application) | Joint sous-serré ; risque de desserrage par vibrations | Encastrement de la tête ; fissuration de la tôle supérieure autour du palier de tête |
| Angle d'assise | 30°–720° (selon l'application) | Précharge insuffisante | Filetage endommagé ; perte d'intégrité du collier de serrage |
| Temps de cycle (total) | 1,5 à 2,5 secondes | N/A (une vitesse plus rapide est acceptable si les fenêtres de qualité sont respectées) | Instabilité du processus ; indique une résistance anormale |
Chaque installation FDS génère une courbe de processus caractéristique couple-angle-temps. Les systèmes de contrôle statistique des processus comparent chaque courbe à une signature de référence, signalant les valeurs aberrantes pour une investigation immédiate. Cette capacité de surveillance en temps réel fait du vissage par forage à flux continu dans la production automobile l'une des méthodes d'assemblage les plus traçables : chaque joint est vérifié individuellement, contrairement aux méthodes d'inspection par échantillonnage typiques des structures rivetées ou soudées.
Avantages comparatifs par rapport aux méthodes d'assemblage alternatives
| Critère de performance | Perçage à flux | Rivetage autoperforant (SPR) | Soudage par points par résistance (RSW) | Collage adhésif |
|---|---|---|---|---|
| Accès unilatéral | Oui | Oui (mais nécessite une mort en dessous) | Non (nécessite deux électrodes) | Oui |
| Pré-perçage requis | Non (standard Al/Acier) | Non | Non | N / A |
| Capacité de métaux dissemblables | Excellent (Al-Acier, Al-Mg) | Bon (limité par le choix des matrices) | Mauvais (métaux similaires uniquement) | Excellent |
| Démontable / Réparable | Oui (démontage standard des vis) | Non (déformation permanente) | Non (séparation destructive) | Difficile (retrait de l'adhésif) |
| Temps de cycle | 1,5–2,5 s | 1,5–3,0 s | 0,3–1,0 s | De quelques minutes à quelques heures (guérison) |
| Traçabilité conjointe | Courbe individuelle (couple-angle par articulation) | Niveau du lot | Journal de courant de soudage au niveau du lot | Niveau du lot |
| Poids ajouté par articulation | 3–6 g (vis uniquement) | 3–5 g (rivet seulement) | 0 g (matériau fondu) | 1–3 g (film adhésif) |
| Capacité d'étanchéité | En option (avec rondelle d'étanchéité) | Limité | Inhérent (fusionné) | Excellent |
L'avantage de la possibilité de démontage est de plus en plus important, car les constructeurs automobiles conçoivent leurs véhicules en vue de leur recyclage, conformément aux directives européennes relatives aux véhicules hors d'usage. Le vissage par injection de produit dans la structure de la carrosserie permet de dévisser et de remplacer les panneaux endommagés sans endommager la structure environnante — une méthode de réparation impossible avec des assemblages rivetés ou soudés.
KeyFixPro Rôle dans la chaîne d'approvisionnement FDS
Si les équipements d'entraînement et la programmation des processus sont fournis par les intégrateurs de systèmes (DEPRAG, Weber, Atlas Copco), la vis FDS elle-même doit être fabriquée selon des normes métallurgiques et dimensionnelles rigoureuses par un spécialiste de la fixation de précision. C'est là que KeyFixPro intervient.
Expertise en forgeage à froid Les presses à froid progressives multi-stations de KeyFixPro forgent la géométrie complexe des vis FDS (pointe de friction, zone de filetage trilobée, tige de serrage et tête à bride) à partir de fil d'acier au bore en une seule étape de formage continu. Le forgeage à température ambiante préserve la continuité du grain lors de la transition critique pointe-tige, offrant une résistance à la torsion de 40 à 60 % supérieure à celle des vis usinées. Le taux d'utilisation du matériau atteint 98 %.
Contrôle du traitement thermique — Nos fours de cémentation internes, alimentés par un gaz endothermique sous atmosphère contrôlée, produisent les profils de profondeur de cémentation précis (0,15 à 0,40 mm) requis pour les vis FDS. Chaque lot fait l'objet d'un contrôle de microdureté Vickers et d'un examen métallographique.
Assurance dimensionnelle Les opérations secondaires CNC sur les centres 5 axes STS série C garantissent une précision de positionnement de ±0,005 mm sur les logements d'entraînement et les surfaces d'appui de la tête. Un contrôle par machine à mesurer tridimensionnelle (MMT) à une résolution de ±0,001 mm, associé à un tri optique % (100 vis), assure que chaque vis expédiée est conforme aux spécifications géométriques requises par les systèmes d'entraînement FDS.
Traitement de surface Le revêtement en alliage zinc-nickel, validé pour une résistance au brouillard salin neutre de plus de 1 000 heures (ASTM B117), protège les vis FDS contre la corrosion du soubassement et du compartiment moteur. Un traitement thermique de dégazage, effectué dans les 4 heures suivant le revêtement, élimine tout risque de rupture différée.
Système qualité — Les certifications IATF 16949, ISO 9001 et ISO 14001 garantissent une documentation complète au niveau PPAP, une traçabilité numérique par lot et un taux de défauts sur le terrain de 0 PPM constant sur plus de 100 programmes automobiles réalisés.
Foire aux questions
Qu'est-ce qui différencie le vissage par perçage fluidisé dans l'automobile d'un assemblage de vis autotaraudeuses ordinaire ?
Le procédé FDS combine le perçage par friction et le filetage en une seule opération. La pointe rotative de la vis génère une chaleur de friction de 600 à 900 °C qui ramollit et déplace la tôle, créant ainsi simultanément le trou de fixation et une douille filetée ; aucun trou pré-percé ni écrou arrière n'est nécessaire. Les vis autotaraudeuses classiques nécessitent un trou existant et ne forment pas de douille.
Quels programmes automobiles utilisent actuellement le vissage par forage à flux continu ?
Le système FDS est déployé sur de nombreuses plateformes OEM mondiales pour l'assemblage de la carrosserie en blanc, du boîtier et du plateau de batterie des véhicules électriques. Parmi les principaux utilisateurs figurent des constructeurs allemands haut de gamme pour les structures de carrosserie à forte teneur en aluminium et des programmes de véhicules électriques nord-américains pour les joints de boîtier de batterie mixtes aluminium-acier.
Les vis de perçage peuvent-elles être retirées et réinstallées ?
Oui. Étant donné que la douille conserve son filetage femelle formé, une vis métrique standard de diamètre et de pas équivalents peut être vissée dans le même trou lors de l'entretien ou de la réparation — un avantage clé par rapport aux méthodes d'assemblage permanentes comme le rivetage ou le soudage par points.
Quelles sont les tailles de vis les plus courantes pour les applications FDS automobiles ?
Les diamètres M4, M5 et M6 représentent la grande majorité des installations FDS automobiles, avec des longueurs allant de 16 mm à 35 mm selon l'épaisseur totale de l'empilement. KeyFixPro dispose d'outillages de frappe à froid pour toute cette gamme de diamètres.
KeyFixPro Établie en 2000 et certifiée IATF 16949 / ISO 9001 / ISO 14001, KeyFixPro fournit des fixations de précision forgées à froid et usinées CNC pour le vissage par perçage à chaud dans les structures de carrosserie automobile et autres applications. Forte de plus de 25 ans d'expérience dans la fabrication, de plus de 50 brevets, d'une équipe de plus de 20 ingénieurs seniors et d'une capacité d'inspection au ±0,001 mm, KeyFixPro accompagne les programmes des équipementiers et des fournisseurs de rang 1 dans plus de 20 pays. Visitez www.keyfixpro.com ou contactez sales@keyfixpro.com.