Introduction : L'importance stratégique du choix des fournisseurs
Choisir le bon fabricant de composants usinés pour l'industrie automobile est l'une des décisions d'approvisionnement les plus cruciales pour une équipe de développement de véhicule. Les pièces usinées – bagues de précision, corps de soupapes, boîtiers de capteurs, inserts filetés, arbres d'accouplement et des centaines d'autres géométries rotatives – représentent une part importante des composants fonctionnels de tout véhicule moderne. Un simple écart dimensionnel de 0,02 mm sur l'alésage d'un piston d'étrier de frein ou sur un raccord de rampe d'injection peut entraîner des arrêts de production, des demandes de garantie et un préjudice à la réputation se chiffrant en millions de dollars.
L'évaluation des fournisseurs de composants automobiles usinés reste un sujet peu exploré. La plupart des guides publiés abordent soit des procédés d'usinage génériques, soit des théories générales de gestion des fournisseurs, laissant ainsi les ingénieurs en approvisionnement sans méthodologie structurée et techniquement rigoureuse pour comparer les fabricants de composants automobiles usinés entre eux. Ce guide comble cette lacune.
Les sections suivantes présentent un cadre d'évaluation quantifié couvrant neuf dimensions décisionnelles — des indicateurs de capacité des processus et des audits d'équipements à la modélisation logistique et au coût total de possession — s'appuyant sur des tableaux de données de référence qui transforment les impressions subjectives des fournisseurs en critères objectifs et mesurables. Que vous gériez un programme de production de bagues à grand volume ou que vous consolidiez votre base de fournisseurs de pièces usinées pour plusieurs plateformes de véhicules, cette méthodologie affinera votre processus de sélection et réduira les risques en aval.
Dimension 1 : Portefeuille d'équipements et Capacité d'usinage
Le premier indicateur permettant de déterminer si un candidat est un fabricant sérieux de composants usinés pour l'industrie automobile est son parc de machines. Le type de machine, le nombre d'axes, la capacité de traitement des barres et la configuration de la broche déterminent directement les familles de pièces qu'une usine peut produire, et avec quel niveau de précision.

| Catégorie d'équipement | Configuration des axes | Capacité typique du bar | Tolérance réalisable | Familles de composants les mieux adaptées |
|---|---|---|---|---|
| Tour CNC monobroche | 2 axes (X, Z) | Φ6 – Φ65 mm | ±0,01 mm | Arbres simples, entretoises, axes étagés |
| Centre de tournage CNC multi-axes | 4 à 8 axes (outillage motorisé C, Y, B) | Φ10 – Φ80 mm | ±0,008 mm | Corps de vannes complexes, raccords percés transversalement |
| CNC de type suisse (poupée coulissante) | 5 à 9 axes avec douille de guidage | Φ1 – Φ32 mm | ±0,005 mm | Broches de capteur, manchons d'injecteur, micro-arbres |
| Machine automatique multibroches (CNC) | 6 ou 8 broches | Φ5 – Φ42 mm | ±0,015 mm | Douilles à grand volume, écrous simples |
| Centre de tournage-fraisage 5 axes | 5 axes continus | Φ10 – Φ300 mm | ±0,005 mm | Boîtiers excentriques, connecteurs asymétriques |
| Machine à vis automatique à came | came mécanique | Φ3 – Φ50 mm | ±0,025 mm | Géométries simples à volume élevé héritées |
Lors de l'audit d'une installation, enregistrez non seulement le nombre de machines, mais aussi âge de la machine, génération du contrôleur et intervalles de maintenance préventive. Un fabricant de composants usinés pour l'industrie automobile utilisant des machines automatiques à cames vieilles de 15 ans aura du mal à respecter les tolérances de ±0,008 mm exigées de plus en plus par les spécifications modernes des groupes motopropulseurs et des systèmes de freinage. À l'inverse, une usine équipée de plateformes CNC suisses de dernière génération (par exemple, Citizen Cincom, Star SR, Tsugami) et bénéficiant de protocoles de maintenance proactive est prête à relever les défis des programmes automobiles de haute précision.
Le département d'usinage de KeyFixPro dispose de centres de fraisage-tournage 5 axes STS série C avec des contrôleurs CNC SYNTEC offrant une répétabilité de position de ±0,005 mm, complétés par des cellules de tournage de type suisse traitant des barres de Φ1 à Φ35 mm — une configuration spécialement conçue pour la rigueur dimensionnelle des composants automobiles usinés par vis.
Dimension 2 : Capacité de processus et les preuves statistiques
L'équipement seul ne garantit pas la qualité des pièces ; c'est la maîtrise des processus qui l'impose. Tout fabricant crédible de composants usinés pour l'industrie automobile doit démontrer sa capacité de production par des indicateurs quantifiés, et non par des arguments marketing.

| Indicateur de processus | Définition | valeur minimale acceptable | Valeur de référence (classe mondiale) |
|---|---|---|---|
| Cpk (Indice de capacité de processus) | Mesure le degré de centrage et de précision du processus par rapport aux limites de spécification. | ≥ 1,33 | ≥ 1,67 |
| Ppk (Indice de performance des processus) | Capacité à long terme incluant toutes les sources de variation | ≥ 1,25 | ≥ 1,67 |
| Fréquence de la cartographie SPC | Fréquence d'échantillonnage et de représentation graphique des données dimensionnelles en cours de traitement | Chaque 50ème partie | Chaque 25ème partie ou continue |
| Reproductibilité et répétabilité de l'instrument de mesure | Pourcentage de tolérance consommé par la variation du système de mesure | ≤ 30 % | ≤ 10 % |
| Rendement de première passe | Pourcentage de pièces conformes sans retouche ni tri | ≥ 95 % | ≥ 99,5 % |
| Taux de défauts PPM (sortant) | Pièces défectueuses par million expédiées | ≤ 50 PPM | 0 PPM |
Lors de la qualification des fournisseurs, exigez des études Cpk réelles issues de productions récentes, et non des estimations théoriques. Un fabricant produisant des pistons d'étrier de frein avec un Cpk de 1,72 sur 500 000 pièces apporte une preuve de compétence bien plus convaincante qu'un fabricant se contentant d'affirmer des “ tolérances serrées ” sans fondement statistique.
KeyFixPro maintient un Cpk ≥ 1,67 comme critère de validation standard pour tous les programmes d'usinage de pièces automobiles. Ce critère est validé par un système de contrôle statistique des procédés (SPC) en temps réel, une vérification par machine à mesurer tridimensionnelle (MMT) à une résolution de ±0,001 mm et un tri optique automatisé % (100 pièces). Résultat : un taux de défauts sortants de 0 ppm (particules par million) sur plus de 100 programmes de production de véhicules finalisés.
Dimension 3 : Compétences matérielles et contrôle métallurgique
Un véritable fabricant de composants usinés pour l'industrie automobile doit maîtriser l'ensemble des alliages de qualité automobile, et pas seulement les aciers au carbone faciles à usiner. Chaque famille de matériaux présente des caractéristiques spécifiques : comportement à la coupe, usure des outils et exigences de traitement après usinage.

| Catégorie de matériaux | Notes représentatives | Indice d'usinabilité (AISI 1212 = 100) | Principales applications automobiles | Considérations relatives au traitement critique |
|---|---|---|---|---|
| Acier au carbone à usinage facile | 12L14, 1215, 1117 | 160 – 190 | bagues, entretoises et dispositifs de réglage non critiques | Teneur en plomb limitée par la directive VHU ; vérifiez les alternatives sans plomb |
| Acier à carbone moyen | 1045, 1050 | 55 – 65 | Arbres de transmission, axes haute charge | Nécessite un traitement thermique après usinage pour la dureté |
| Acier allié | 4140, 4340, 8620 | 45 – 60 | Engrenages de transmission (préformés), axes de différentiel | La cémentation ou le cycle de trempe-revenu sont obligatoires pour les propriétés finales. |
| Acier au bore | 10B21, 10B38 | 50 – 55 | Ébauches de fixations haute résistance | Risque de fragilisation par l'hydrogène lors de la galvanoplastie |
| Acier inoxydable austénitique | 303, 304, 316L | 36 – 78 | Raccords de rampe d'injection, composants EGR, goujons d'échappement | Tendance à l'écrouissage ; nécessite des montages rigides et un outillage affûté. |
| Acier inoxydable martensitique | 410, 416, 420 | 45 – 80 | Tiges de soupape, arbres d'actionneur de turbo | Trempe après usinage à 40–50 HRC |
| Laiton / Bronze | C36000, C54400 | 100 – 300 | Bornes électriques, raccords hydrauliques | Risque de dézincification dans les environnements à forte teneur en chlorures |
| Alliage d'aluminium | 6061-T6, 7075-T6, 2011-T3 | 120 – 200 | inserts de boîtier de batterie pour véhicules électriques, supports légers | Arête rapportée sur l'outillage ; nécessite des plaquettes en PCD ou en carbure poli |
| alliage de titane | Ti-6Al-4V (Grade 5) | 22 – 30 | fixations d'échappement de course/performance | Usure extrême des outils ; arrosage abondant et faible vitesse de coupe indispensables |
Lors des audits, demandez les rapports d'inspection des matières premières. Un fabricant qualifié de composants usinés pour l'industrie automobile effectue une vérification par spectrométrie d'émission optique (OES) ou par fluorescence X (XRF) sur chaque lot de coulée entrant, en comparant les résultats aux certificats d'usine afin de confirmer la composition chimique, les propriétés de traction et la conformité de la structure granulaire.
KeyFixPro utilise un système AMETEK OES pour la vérification des alliages entrants 100 % et dispose d'un portefeuille de matériaux complet allant du fil machine à faible teneur en carbone aux barres de titane exotiques, garantissant ainsi que chaque composant usiné commence son parcours de production sur une base métallurgiquement validée.
Dimension 4 : Architecture du système de gestion de la qualité
La certification IATF 16949 est un prérequis, pas un facteur de différenciation. Ce qui distingue un fabricant correct d'un fabricant exceptionnel de composants usinés pour l'industrie automobile, c'est la profondeur et la rigueur de l'infrastructure qualité qui sous-tend la certification.
| Élément du système qualité | Éléments à évaluer | Indicateurs d'alerte |
|---|---|---|
| Champ d'application de l'IATF 16949 | Le champ d'application de la certification couvre-t-il explicitement l'usinage de vis et les pièces tournées ? | Portée limitée aux opérations d'assemblage ou hors usinage |
| Mise en œuvre APQP | Le fournisseur peut-il démontrer la maîtrise des cinq phases de l'APQP avec des résultats documentés ? | Aucune preuve d'analyse AMDEC de conception ni de plan de contrôle |
| Capacité PPAP | Le fournisseur peut-il soumettre des dossiers PPAP de niveau 3 ou de niveau 4 sur demande ? | Seules les soumissions de niveau 1 sont incluses ; les plans dimensionnels sont manquants. |
| Analyse des systèmes de mesure (MSA) | Des études de répétabilité et de reproductibilité (R&R) ont été réalisées pour tous les équipements de mesure critiques. | Aucun enregistrement MSA ; R&R dépassant 30 % de tolérance |
| Maturité du plan de contrôle | Les plans de contrôle sont-ils liés aux niveaux de gravité des AMDEC PFD ? | Plans de contrôle génériques non personnalisés par numéro de pièce |
| Système de mesures correctives | 8D ou méthodologie de résolution de problèmes équivalente avec vérification de l'efficacité | Des mesures correctives qui ne traitent que les symptômes, et non les causes profondes. |
| Programme d'audit interne | Fréquence et taux de clôture des constats des audits de processus à plusieurs niveaux (LPA) | Audits réalisés uniquement pour le renouvellement de la certification |
| Profondeur de traçabilité | Le fournisseur peut-il retracer chaque pièce expédiée jusqu'au numéro de coulée de la matière première ? | Traçabilité limitée au niveau du lot ; aucune possibilité de sérialisation par pièce |
L'architecture qualité de KeyFixPro va bien au-delà des exigences de certification : les certifications IATF 16949, ISO 9001 et ISO 14001 sont étayées par des audits de processus à plusieurs niveaux exécutés chaque semaine, une numérisation de surface 3D intégrée aux cellules de production et une plateforme de traçabilité numérique reliant chaque composant fini à son numéro de coulée de matière première, à sa station de forgeage ou d'usinage, à la chimie du bain de revêtement et à l'horodatage de l'inspection finale.
Dimension 5 : Opérations secondaires et Intégration à valeur ajoutée
Rares sont les pièces usinées pour l'automobile expédiées directement du tour à la chaîne de montage. La plupart nécessitent une ou plusieurs opérations secondaires pour ajouter des fonctionnalités, améliorer les propriétés mécaniques ou assurer une protection environnementale. Un fabricant de pièces usinées pour l'industrie automobile qui intègre ces opérations en interne élimine les délais de transport entre sites, réduit les dommages liés à la manutention et centralise la responsabilité au sein d'un système qualité unique.
| Opération secondaire | Objectif fonctionnel | Avantage interne | Risque lié à l'externalisation |
|---|---|---|---|
| Roulage de filetage (à matrice plate / planétaire) | Permet de créer des filetages formés à froid offrant une durée de vie en fatigue supérieure à celle des filetages coupés. | Élimine le transit ; assure la continuité du flux de grains | Dommages causés par le transport sur les crêtes des fils |
| Traitement thermique (carburation, trempe et revenu, induction) | Atteint les objectifs de dureté, de résistance à l'usure et de ténacité à cœur. | Couplage étroit des procédés ; traçabilité des lots préservée | Délai de livraison prolongé ; risque de confusion entre les lots de chauffage |
| Rectification de surface / Rectification sans centre | Permet d'obtenir des finitions de rugosité inférieure à Ra 0,4 μm et des tolérances de diamètre extérieur de ±0,002 mm. | Rotation du plateau technique le même quart de travail ; boucle de rétroaction SPC immédiate | Dérive dimensionnelle due au réajustement dans une installation externe |
| Revêtement zinc-nickel / DACROMET | Fournit une barrière anticorrosion au brouillard salin de 720 à plus de 1 000 heures | L'épaisseur du revêtement et la chimie du bain sont contrôlées en temps réel. | Variabilité de la qualité entre les entreprises de galvanoplastie tierces |
| Revêtement électrolytique cathodique | Fournit une couche d'apprêt époxy uniforme pour les assemblages pouvant être peints | Construction de film cohérente sur des géométries complexes | Le positionnement des repères de crémaillère peut ne pas correspondre à la géométrie de la pièce. |
| Tri optique automatisé (100 %) | Contrôle chaque pièce pour détecter les défauts dimensionnels et visuels | Garantie zéro défaut à la sortie | L'inspection par échantillonnage seul ne détecte pas les valeurs aberrantes statistiques. |
| Marquage laser / Code Data Matrix | Permet la sérialisation par pièce et la traçabilité numérique | Intégré à la cellule de production ; aucune manutention hors ligne | Étape logistique supplémentaire ; questions de durabilité à signaler |
KeyFixPro exploite un site de production intégré regroupant le forgeage à froid, le tournage CNC, le roulage de filetage, le traitement de surface (zinc-nickel, DACROMET, électrodéposition) et un système d'inspection optique % (100 unités) – le tout régi par un système qualité unifié conforme à la norme IATF 16949. Cette intégration permet à KeyFixPro de fournir des composants automobiles usinés, finis, contrôlés et prêts à l'emballage, sans dépendre de sous-traitants externes pour les étapes clés à valeur ajoutée.
Dimension 6 : Connaissance des applications des sous-systèmes automobiles
La maîtrise technique de l'usinage est nécessaire, mais insuffisante. Un fabricant véritablement qualifié de composants usinés pour l'industrie automobile comprend le fonctionnement de chaque pièce tournée au sein de son sous-système du véhicule — une connaissance qui guide le choix des matériaux, la définition des tolérances et la prévention des défaillances dès la conception en vue de la fabrication.
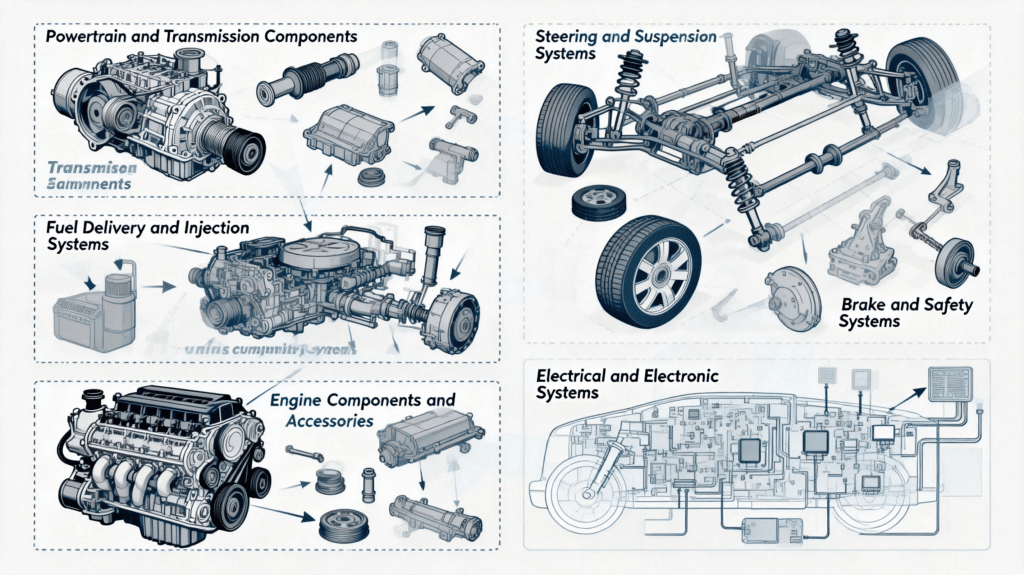
| Sous-système du véhicule | Composants typiques usinés par vis | Exigences de performance critiques | Normes de spécification clés |
|---|---|---|---|
| Groupe motopropulseur / Transmission | axes de pivot de fourchette de sélection, manchons de synchroniseur, rotors de pompe à huile | Durée de vie en fatigue > 10⁷ cycles ; dureté superficielle 58–62 HRC | AIAG CQI-9 (Traitement thermique), GM GMW, VW TL |
| Livraison de carburant | Raccords de rail, manchons d'injecteur, boîtiers de capteurs de pression | Étanchéité parfaite à plus de 200 bars ; résistance chimique aux mélanges d’éthanol | Spécifications de compatibilité des carburants SAE J2044 et OEM |
| Système de freinage | Pistons d'étrier, alésages de maître-cylindre, anneaux de capteur ABS | Stabilité dimensionnelle sous cyclage thermique (−40 °C à +200 °C) | FMVSS 135, ECE R13H |
| Pilotage | Douilles de guidage de crémaillère, tourillons d'arbre de pignon, manchons de colonne inclinable | État de surface à faible coefficient de frottement (Ra ≤ 0,4 μm) ; concentricité ≤ 0,01 mm TIR | ISO 26082, protocoles de durabilité des équipementiers |
| Châssis / Suspension | tiges de piston d'amortisseur, axes de biellette de barre stabilisatrice | Résistance à la corrosion > 720 h NSS ; rapport d'endurance à la fatigue > 0,45 | Plans ISO 4759 et OEM DVP&R |
| CVC / Climatisation | Orifices de soupape d'expansion, joints d'arbre de compresseur | Concentricité ≤ 0,005 mm ; état de surface Ra ≤ 0,2 μm | Compatibilité des fluides frigorigènes selon la norme SAE J2727 |
| Électricité / Électronique | Broches des bornes de connecteur, bagues de mise à la terre du capteur, goujons de contact du relais | Cohérence de la conductivité ; répétabilité de la force d'insertion | USCAR-2, LV 214 |
| Spécifique aux véhicules électriques | Broches de compression du module de batterie, inserts de barre omnibus haute tension | Isolation électrique ; légèreté (alliages Al/Ti) ; gestion thermique | LV 123, UL 2580 |
Cette connaissance approfondie des sous-systèmes permet à un fabricant de composants usinés pour l'industrie automobile d'analyser les plans de manière constructive : proposer des améliorations de matériaux, des assouplissements de tolérances sur les éléments non critiques ou des substitutions de procédés afin de réduire les coûts sans compromettre la fonctionnalité. L'équipe d'ingénierie de KeyFixPro, composée de plus de 20 spécialistes expérimentés en fixations et composants de précision, s'appuie sur une expertise couvrant les groupes motopropulseurs, les châssis, les systèmes d'alimentation, de freinage et les batteries pour véhicules électriques dans plus de 20 pays pour offrir précisément ce niveau de collaboration adaptée aux applications.
Dimension 7 : Planification des capacités et évolutivité
La demande automobile est par nature volatile. Un fabricant de composants usinés pour l'industrie automobile doit démontrer non seulement l'adéquation de sa capacité actuelle, mais aussi sa capacité structurelle à moduler sa production de ±30 % en fonction des fluctuations de volume de production, sans allongement des délais de livraison ni dégradation de la qualité.
| Indicateur de capacité | Éléments à évaluer | Cible de référence |
|---|---|---|
| Taux d'utilisation des machines | TRS (Taux de Rendement Synthétique) actuel pour l'ensemble du parc de machines à vis | 75–85 % (tampon suffisant pour les surtensions) |
| Heures de broche disponibles | Des créneaux horaires hebdomadaires non planifiés sont disponibles pour les nouveaux programmes. | ≥ 15 % de capacité installée totale |
| Capacité de changement rapide | niveau de mise en œuvre SMED (échange de matrices en une minute) | Changement de série ≤ 15 minutes pour les références répétitives |
| Flexibilité de la main-d'œuvre | Opérateurs polyvalents capables de faire fonctionner plusieurs types de machines | Ratio de formation croisée ≥ 1,5 machine par opérateur |
| Stock tampon de matières premières | Des semaines de stock de sécurité pour les nuances d'alliages de base | 4 à 6 semaines pour les matériaux de classe A |
| Profondeur de la chaîne d'approvisionnement du sous-niveau | Nombre de sources alternatives qualifiées pour les matières premières critiques | ≥ 2 sources approuvées par spécification d'alliage |
KeyFixPro dispose de cellules d'usinage dédiées aux programmes automobiles de grande série, tout en conservant une capacité multiaxes flexible pour les prototypes et les phases de montée en puissance. Des lignes de forgeage à froid, capables de supporter plus de 300 coups par minute pour les ébauches formées par poinçonnage, complètent les cellules de tournage CNC, permettant des stratégies de production hybrides qui optimisent à la fois la vitesse et le coût unitaire, pour des volumes allant de 500 prototypes à plus de 5 millions d'unités par an.
Dimension 8 : Modèle de coût total de possession
Le prix unitaire ne représente qu'une partie du coût réel d'acquisition. Une évaluation rigoureuse de tout fabricant de composants usinés pour l'industrie automobile doit prendre en compte l'ensemble des coûts, de la demande de devis à la fin de vie du produit.
| Élément de coût | Description | Impact typique (% du coût total) |
|---|---|---|
| Matière première | Coût de l'alliage par kg × taux d'utilisation du matériau | 30–50 % |
| Usinage (à valeur ajoutée) | Taux horaire machine × temps de cycle par pièce | 20–35 % |
| Opérations secondaires | Traitement thermique, revêtement, rectification, marquage | 8–15 % |
| Qualité et inspection | SPC, CMM, tri optique, documentation PPAP | 3–6 % |
| Amortissement de l'outillage | Coût initial de l'outil ÷ quantité de durée de vie garantie de l'outil | 2–5 % |
| Emballage et logistique | Emballage de protection, fret maritime/aérien, droits de douane | 5–12 % |
| Coût caché : Défauts de qualité | Campagnes de tri, arrêts de production, demandes de garantie | 0 % (idéal) à 15 %+ (mauvais fournisseur) |
| Coût caché : retards de livraison | Transport express, perturbation du calendrier de production | 0 % (idéal) à 10 %+ (fournisseur non fiable) |
Il est à noter que les deux lignes relatives aux “ coûts cachés ” peuvent largement dépasser les économies réalisées sur le prix unitaire proposées par le fournisseur le moins cher. Un fabricant de composants usinés pour l'industrie automobile qui propose un prix inférieur de 8 £ à celui de la concurrence, mais qui génère 200 PPM de défauts et 15 £ de retards de livraison, coûtera finalement beaucoup plus cher qu'un fournisseur plus onéreux qui maintient un taux de défauts de 0 PPM et un taux de ponctualité supérieur à 98 £.
La philosophie de fabrication de KeyFixPro, basée sur le forgeage à froid, offre un avantage structurel en termes de coûts : la formation d'ébauches quasi-définitives avec une utilisation de matériau de 98 % (%) avant une finition CNC de précision réduit à la fois le gaspillage de matières premières et le temps de cycle d'usinage, diminuant ainsi simultanément les deux principaux postes de coûts tout en maintenant l'intégrité dimensionnelle exigée par les spécifications automobiles.
Dimension 9 : Certification, Conformité et durabilité
Les plateformes automobiles mondiales imposent de plus en plus de cadres de conformité qui vont au-delà de la qualité pour inclure la responsabilité environnementale et la responsabilité sociale.
| Domaine de conformité | Norme applicable | Ce que cela couvre | Pourquoi c'est important pour votre programme |
|---|---|---|---|
| Qualité automobile | IATF 16949:2016 | Réalisation du produit, exigences spécifiques du client, prévention des défauts | Prérequis pour les listes de fournisseurs de niveau 1 et agréés par les équipementiers |
| Gestion de la qualité | ISO 9001:2015 | Cadre général du système de management de la qualité et amélioration continue | Crédibilité de base pour la diversification hors secteur automobile |
| Gestion environnementale | ISO 14001:2015 | Réduction des déchets, contrôle des émissions, efficacité des ressources | De plus en plus demandé par les équipementiers européens et japonais |
| Conformité des matériaux | Directive européenne relative aux véhicules hors d'usage (2000/53/CE) | Limite la présence de Pb, Hg, Cd et Cr⁶⁺ dans les composants des véhicules | Le non-respect des règles bloque l'accès au marché dans l'UE |
| sécurité chimique | REACH UE, RoHS | Enregistrement/restriction des substances dangereuses | S'applique aux revêtements, aux produits chimiques de placage et aux lubrifiants. |
| Minerais de conflit | Article 1502 de la loi Dodd-Frank / Règlement (UE) 2017/821 | Vérification préalable de l'approvisionnement en étain, tantale, tungstène et or | Les codes fournisseurs OEM imposent de plus en plus de rapports |
| Empreinte carbone | Rapport ISO 14064 / Portée 3 | Quantification des gaz à effet de serre tout au long de la chaîne d'approvisionnement | Les constructeurs de véhicules électriques exigent des chaînes d'approvisionnement neutres en carbone d'ici 2035 |
KeyFixPro KeyFixPro détient simultanément les certifications IATF 16949, ISO 9001 et ISO 14001, garantissant ainsi la pleine conformité aux normes ELV et REACH pour ses opérations de revêtement et de traitement de surface. Ce cadre de triple certification assure que les composants usinés par vis fabriqués par KeyFixPro répondent aux exigences les plus strictes des fabricants d'équipement d'origine (OEM) à l'échelle mondiale.
Dimension 10 : Méthodologie de notation pondérée — Synthèse
Pour convertir les neuf dimensions ci-dessus en classements de fournisseurs exploitables, attribuez à chaque dimension un poids reflétant les priorités de votre programme, puis notez les candidats sur une échelle de 1 à 5 par dimension.
| Dimension d'évaluation | Poids suggéré (%) | Note 1 (Mauvais) | Note 3 (Acceptable) | Note 5 (Exceptionnel) |
|---|---|---|---|---|
| Portefeuille d'équipements | 10 | Machines à cames automatiques uniquement ; pas de commande numérique par ordinateur (CNC) | Mélange de tours CNC ; nombre limité de machines suisses | Usinage CNC complet + fraisage-tournage suisse 5 axes |
| Capacité de processus (Cpk) | 15 | Cpk < 1,0 sur les dimensions critiques | Cpk 1,33–1,49 | Cpk ≥ 1,67 de façon constante |
| Compétences matérielles | 10 | Acier au carbone uniquement | Carbone + acier inoxydable + aluminium | Gamme complète d'alliages, y compris le titane et les alliages exotiques. |
| Profondeur du système qualité | 15 | ISO 9001 uniquement ; pas de norme IATF | Certifié IATF 16949 ; PPAP de base | IATF + audits à plusieurs niveaux + traçabilité numérique |
| Intégration des opérations secondaires | 10 | Toutes les opérations secondaires sont externalisées. | Certains en interne (revêtement ou meulage) | Processus entièrement internalisé : filetage, revêtement, tri |
| Connaissance des applications du sous-système | 10 | Atelier d'usinage générique | Expérience automobile dans 2 à 3 sous-systèmes | Expertise approfondie dans les domaines de la motorisation, du freinage, du carburant et des véhicules électriques. |
| Capacité et évolutivité | 10 | Utilisation quasi complète ; aucune flexibilité | Tampon % de 10 à 15 unités ; évolutivité modérée | ≥ 20 % de réserve ; historique de rampes éprouvé |
| Compétitivité des coûts totaux | 10 | Offre la plus basse, mais coûts cachés élevés | Prix compétitifs ; risque modéré | Coût total de possession optimisé ; stratégie de quasi-forme nette |
| Conformité et durabilité | 10 | ISO 9001 uniquement ; aucune donnée ELV/REACH | IATF + ISO 14001 ; documents de conformité de base | Triple certification ; signalement proactif de portée 3 |
Formule de notation : Score pondéré = Σ (Poids de la dimension × Score de la dimension). Un candidat obtenant un score moyen pondéré supérieur à 4,0 mérite d'être désigné comme fournisseur agréé. Un score inférieur à 3,0 indique un risque inacceptable pour les programmes de production automobile en série.
Ce cadre transforme les impressions subjectives issues des visites d'usine en une recommandation de fournisseur défendable et fondée sur des données – exactement la rigueur attendue par les comités d'approvisionnement des équipementiers mondiaux.
Calendrier de qualification des fournisseurs : à quoi s’attendre
L'agrément d'un nouveau fabricant de composants usinés pour l'industrie automobile ne se fait pas instantanément. Voici un exemple de chronologie, du premier contact au lancement de la production en série.
| Phase | Durée typique | Activités clés | Livrables |
|---|---|---|---|
| Demande de devis et évaluation préliminaire | 2 à 4 semaines | Étude de faisabilité technique, devis budgétaire, exécution de l'accord de confidentialité | Dossier de devis préliminaire, résumé des capacités |
| Audit sur site | 1 à 2 semaines | Visite des installations, vérification des équipements, audit du système qualité | Rapport d'audit, demandes de mesures correctives (le cas échéant) |
| Développement de prototypes | 4 à 8 semaines | Usinage du premier article, validation dimensionnelle, examen de la certification des matériaux | Échantillons prototypes, rapport dimensionnel, certificats de matériaux |
| Soumission PPAP | 4 à 6 semaines | Préparation complète au PPAP de niveau 3, y compris les études Cpk | Dossier PPAP (18 éléments), pièces d'échantillon |
| Production pilote | 4 à 8 semaines | Essai de cadence de production, validation de l'emballage, simulation logistique | Rapport de production, approbation de l'emballage, confirmation logistique |
| Publication de production en série (SOP) | En cours | Production continue avec surveillance SPC et audits périodiques | Expéditions en cours, tableaux de bord de performance qualité |
Le délai total entre la demande de devis et la mise en production est généralement de 4 à 7 mois, selon la complexité des pièces, les délais d'approvisionnement des matériaux et la disponibilité de la documentation qualité du fabricant candidat. L'expérience de plus de 25 ans de KeyFixPro dans le lancement de programmes automobiles, associée à des modèles PPAP préétablis et à une infrastructure SPC, permet de réduire considérablement les délais de qualification, souvent de 4 à 6 semaines par rapport à la moyenne du secteur.
Foire aux questions
Qu’est-ce qui distingue un fabricant de composants usinés pour l’industrie automobile d’un atelier d’usinage général ?
Un fabricant qualifié pour l'automobile opère selon les protocoles de qualité IATF 16949, maintient des contrôles statistiques des processus avec un Cpk ≥ 1,33 démontré sur les dimensions critiques, possède une expertise des matériaux couvrant plusieurs familles d'alliages automobiles et fournit systématiquement une documentation de niveau PPAP. Un atelier classique peut produire des pièces aux dimensions acceptables, mais il lui manque généralement l'infrastructure qualité, la traçabilité et la connaissance des applications des sous-systèmes requises par les programmes automobiles.
Comment le forgeage à froid complète-t-il l'usinage par rotation dans la production de composants automobiles ?
Le forgeage à froid permet d'obtenir des ébauches quasi-définitives, avec un flux de grain continu et un taux d'utilisation du matériau de 98 % (%). L'usinage CNC de ces ébauches pour la mise aux dimensions finales permet d'obtenir une pièce alliant les propriétés mécaniques supérieures du forgeage à la précision du tournage, pour un coût global inférieur à celui de l'usinage à partir de barres pleines. Le flux de travail intégré de forgeage à froid et d'usinage CNC de KeyFixPro illustre parfaitement cette stratégie hybride.
Quels volumes annuels justifient l'investissement dans l'outillage pour les pièces automobiles usinées par vis ?
Les prototypes usinés CNC sont économiquement viables dès 500 pièces. Pour les composants forgés à froid et usinés, l'investissement en outillage est généralement amorti à partir de 10 000 pièces par an. Des réductions de coûts progressives s'appliquent aux paliers de volume de 50 000, 100 000 et plus de 500 000 pièces. KeyFixPro propose des stratégies de production flexibles, adaptées au volume de chaque cycle de vie, de la validation initiale à la production maximale en période de pointe.
Comment KeyFixPro assure-t-il la traçabilité des composants automobiles usinés par vis ?
Chaque composant fabriqué chez KeyFixPro est associé à un dossier de traçabilité numérique qui enregistre le numéro de coulée de la matière première, le résultat de la vérification de l'alliage par spectrométrie d'émission atomique (OES), la cellule d'usinage et l'opérateur affecté, les paramètres de roulage du filetage, la composition chimique et la durée d'immersion du bain de revêtement, les données dimensionnelles de la machine à mesurer tridimensionnelle (MMT) et le résultat du tri optique (réussite/échec). Cette chaîne de traçabilité complète répond aux exigences les plus strictes des constructeurs automobiles en matière de rappel de produits.
Un seul fabricant peut-il gérer à la fois les pièces automobiles de petit diamètre de type suisse et les pièces de grand diamètre usinées CNC ?
Oui, à condition que l'usine exploite les deux plateformes d'équipement selon un système qualité unifié. L'atelier d'usinage de KeyFixPro comprend des cellules de type suisse pour des barres de 1 à 35 mm de diamètre, ainsi que des centres de tournage-fraisage 5 axes pour des composants jusqu'à 300 mm de diamètre, le tout régi par les mêmes protocoles IATF 16949. Cette double plateforme permet de regrouper diverses familles de composants usinés sous un seul fournisseur agréé, simplifiant ainsi la logistique d'approvisionnement et le contrôle qualité.