Da die Automobilindustrie den Trend zu Elektrofahrzeugen und fortschrittlichen Antriebssträngen beschleunigt, sind die Anforderungen an die mechanische Leistungsfähigkeit hochfester Verbindungselemente so hoch wie nie zuvor. Neben herkömmlichen Indikatoren wie Zugfestigkeit, Streckgrenze, Härte und Entkohlung – Ermüdungslebensdauer hat sich als die wichtigste Kennzahl für die Bewertung der Haltbarkeit von Verbindungselementen unter realen Betriebsbelastungen herausgestellt.
Die Produktionskette für Verbindungselemente — sphäroidisiertes Glühen von Rohmaterialien, Säurebeizen, Kaltziehen, Kaltstauchen, Gewindebearbeitung, Härten und Anlassen (Wärmebehandlung mit Härten und Anlassen) sowie Oberflächenbehandlung – all dies ist eine eng integrierte Abfolge, bei der jeder Schritt das Endergebnis beeinflusst., Härten und Anlassen ist der Schlüsselprozess, der Rohstahl in hochfeste Verbindungselemente umwandelt, die in der Lage sind, die Anforderungen an die mechanischen Eigenschaften der Güteklasse 10.9, 12.9 oder sogar höher zu erfüllen.
Doch selbst der präziseste kalibrierte Wärmebehandlungsofen kann durch einen verborgenen Faktor im Ausgangsstahl beeinträchtigt werden: gebänderte Struktur. Dieser mikrostrukturelle Defekt – mit bloßem Auge unsichtbar, aber unter dem Mikroskop messbar und quantifizierbar – stellt ein anhaltendes Qualitätsrisiko bei niedriglegiertem Stahl dar, der für hochfeste Verbindungselemente verwendet wird. Das Verständnis dieser Streifenstruktur ist unerlässlich für Ingenieure, Einkäufer und Qualitätsmanager, die eine gleichbleibende mechanische Leistungsfähigkeit in großem Umfang fordern.
Für einen Hersteller von Verbindungselementen wie Keyfix, das globale Automobilhersteller und Tier-1-Zulieferer bedient unter IATF 16949-zertifizierte Qualitätssysteme, Die Kontrolle der Stahlmikrostruktur ist nicht optional – sie ist die Grundlage für die Erreichung einer Fehlerrate von 0 ppm bei der Produktion hochfester Verbindungselemente.
Was ist eine Bandstruktur in Verbindungsstahl?
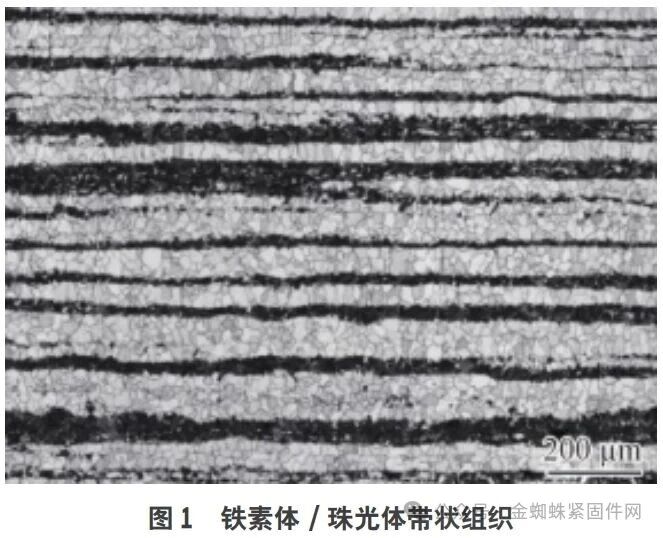
Gebänderte Struktur (auch bekannt als Faserung oder längliche Segregation) bezeichnet einen mikrostrukturellen Defekt in niedriglegiertem Stahl, bei dem Ferrit- und Perlitbänder Sie sind in abwechselnden Schichten angeordnet, die parallel zur Walz- oder Schmiederichtung verlaufen. Unter dem Mikroskop erscheinen sie als parallele Streifen aus hellen (Ferrit) und dunklen (Perlit) Bändern, die sich durch die Stahlmatrix ziehen – ein Muster, das die mikroskopische Entmischung der Legierungselemente im ursprünglichen Gussblock oder -stab direkt widerspiegelt.
Dieses Streifenmuster entsteht, weil sich Legierungselemente wie Kohlenstoff (C), Mangan (Mn), Phosphor (P) und Chrom (Cr) während der Erstarrung von Stahlblöcken oder Stranggussblöcken nicht gleichmäßig verteilen. Dendritische Entmischung führt zu Bereichen mit unterschiedlicher chemischer Zusammensetzung. Beim anschließenden Warmwalzen des Stahls werden diese Entmischungsmuster zu langen, parallelen Bändern verlängert, die sich über die gesamte Länge des fertigen Stabes oder Walzdrahtes erstrecken. Beim Abkühlen keimt Ferrit bevorzugt in den niedriglegierten, kohlenstoffarmen Bereichen, während sich Perlit in den angrenzenden hochlegierten, kohlenstoffreichen Bändern bildet – wodurch das charakteristische, alternierende Streifengefüge entsteht.
Das Phänomen ist besonders ausgeprägt bei niedriglegierten Baustählen, die häufig für hochfeste Verbindungselemente verwendet werden – Güteklassen wie z. B. 42CrMo (AISI 4140), 35CrMo (AISI 4135), 20CrMnMo, und gleichwertige Materialien, die in Normen GB/T 3077 und GB/T 6478 für Verbindungselemente aus Stahl.
Hauptursachen: Wie sich Bänderstrukturen bilden
Die Bandstruktur entsteht durch zwei unterschiedliche Mechanismen – die oft als … bezeichnet werden primäre (erstgradige) Bänderung Und sekundäre (zweiten Ordnung) Streifenbildung.
Primäre Bänderstruktur — Erstarrungsseigerung
Bei der Stahlerzeugung und dem Stranggießen erfolgt die selektive Erstarrung von Legierungselementen (bekannt als selektive Kristallisation) erstellt dendritische Segregation Im Gussgefüge weisen Dendritenkerne typischerweise eine Verarmung an Legierungselementen auf, während sich in Dendritenarmen und interdendritischen Bereichen Legierungselemente anreichern. Diese primäre Gefügeinhomogenität setzt sich im fertigen Produkt fort und bildet die grundlegende Voraussetzung für eine nach der Warmumformung sichtbare Streifenstruktur.
Sekundäre Bänderstruktur — Warmumformung
Beim Warmwalzen des Gussblocks werden die länglichen Einschlüsse und Seigerungsmuster zu langen, parallelen Streifen in Walzrichtung gepresst. Diese streifenförmigen Einschlüsse und die an gelösten Stoffen reichen Zonen dienen dann beim Abkühlen als bevorzugte Keimbildungsstellen für die Austenit-Ferrit-Phasenumwandlung und erzeugen die für die sekundäre Bänderstruktur charakteristischen, alternierenden Ferrit-Perlit-Bänder.
Die Rolle von Phosphor und Mangan
Unter allen Legierungselementen, Phosphor (P) Phosphor hat den größten Einfluss auf die Ausbildung einer Bänderstruktur. Bei langsamer Abkühlung im Austenit-Umwandlungsbereich (Ar3 zu Ar1) weisen phosphorreiche Bereiche eine höhere Ar3-Temperatur auf und wandeln sich zunächst in Ferrit um. Dabei konzentriert sich Kohlenstoff in den angrenzenden phosphorarmen Bereichen, die sich anschließend in Perlit umwandeln. Mangan (Mn) zeigt eine ähnliche, jedoch schwächere Entmischungstendenz: Bereiche mit höherem Mn-Gehalt begünstigen die Perlitbildung, während Bereiche mit niedrigerem Mn-Gehalt die Ferritbildung fördern, wodurch das Bändermuster verstärkt wird.
Im Gegensatz zu Kohlenstoff, der sich bei erhöhten Temperaturen relativ schnell ausbreiten kann, Legierungselemente haben Diffusionskoeffizienten, die weitaus kleiner sind als der von Kohlenstoff.. Dies bedeutet, dass die während der Erstarrung entstehende Mikroseigerung selbst durch die verlängerten Aufheizzyklen vor dem Warmwalzen nicht vollständig beseitigt werden kann. Die für eine vollständige Homogenisierung der Legierungselemente erforderliche Temperatur übersteigt 1050 °C – was in industriellen Walzprozessen oft nicht praktikabel ist.
Mechanische Auswirkungen: Warum gebänderte Strukturen die Zuverlässigkeit von Verbindungselementen beeinträchtigen
Die Auswirkungen der Bandstruktur auf die Leistung von Verbindungselementen sind nicht nur theoretischer Natur – sie manifestieren sich in messbaren, folgenschweren Ausfällen in Produktion und Betrieb. Das Verständnis dieser Effekte ist für jeden qualitätsbewussten Hersteller und Käufer von Verbindungselementen unerlässlich.
Anisotrope mechanische Eigenschaften
Da Ferritbänder und Perlitbänder grundlegend unterschiedliche Härte-, Festigkeits- und Zähigkeitseigenschaften aufweisen, zeigt der Verbundwerkstoff folgende Eigenschaften: mechanische Anisotropie. Die Längseigenschaften (parallel zur Walzrichtung, d. h. zur Bandrichtung) sind deutlich überlegen – höhere Zugfestigkeit und bessere Zähigkeit –, während Die transversalen Eigenschaften sind wesentlich schwächer, mit geringerer Festigkeit und deutlich reduzierter Duktilität und Schlagfestigkeit.
Diese Anisotropie ist besonders gefährlich für Verbindungselemente, die in mehrdirektionalen Spannungszuständen belastet werden, wie zum Beispiel Motor- und Fahrgestellbefestigungen in Automobilanwendungen, wo die Belastungsrichtungen nicht immer vorhergesagt oder kontrolliert werden können.
Verstörend und kaltblütig
Beim Kaltstauchprozess – einem primären Umformverfahren für Herstellung von Befestigungsköpfen durch Kaltumformung Das Material erfährt eine starke plastische Verformung. Bandgrenzen zwischen Ferrit- und Perlitzonen wirken als inhärente Spannungskonzentrationsstellen. Bei ausgeprägter Bänderung entstehen häufig Risse an diesen Grenzen, was zu Rissbildung an den Rissköpfen, geringeren Produktionsausbeuten und erhöhtem Materialverlust führt.
Ungleichmäßige Härte und Dimensionsverzerrung
Nach dem Härten und Anlassen weisen Befestigungselemente mit bereits vorhandener Streifenstruktur folgende Merkmale auf: ungleichmäßige Härteverteilung Im Querschnitt wandeln sich die schlecht aushärtbaren, ferritreichen Bänder in weichere Gefüge (Bainit oder sogar Ferrit-Perlit) um, während benachbarte perlitreiche Bänder eine vollständige Martensit-Umwandlung erfahren. Dies führt zu Folgendem:
- Streuende Ergebnisse der Zugfestigkeitsprüfung (hohe Variabilität der Bruchlast)
- Nicht konforme Schlagzähigkeitswerte (KV2-Werte unterhalb der Mindestnorm – in Extremfällen kann die Schlagenergie 20–25% unter der Spezifikation liegen)
- Erhöhte Abschreckverformung und Maßabweichungen außerhalb der Toleranz
Risiko von Abschreckrissen
Wird Stahl mit ausgeprägter Bänderstruktur von der Austenitisierungstemperatur schnell abgeschreckt, entsteht eine unterschiedliche Umwandlungsspannung zwischen harten Martensitbändern und weichen Ferrit-/Bainitbändern. starke innere Spannungskonzentrationen. Diese strukturelle Beanspruchung kann die lokale Bruchspannung des Materials überschreiten und dadurch Folgendes verursachen: Abschreckrisse Diese Risse können sich transgranular, intergranular oder als Mischrisse ausbreiten. Das Risiko ist bei großquerschnittigen Verbindungselementen wie Windkraftanlagenbolzen, Verbindungselementen für schwere Maschinen und Gewindestangen mit großem Durchmesser erhöht.
Prüfnormen: GB/T 34474-2025 Bewertungsmethoden
Die Überarbeitung des nationalen Standards für die Bewertung von Bandstrukturen aus dem Jahr 2025 — GB/T 34474-2025《Stahl — Bewertung von Bandstrukturen》, Die am 29. August 2025 veröffentlichte und am 1. März 2026 in Kraft getretene Norm stellt den bisher umfassendsten und technisch anspruchsvollsten Rahmen für die Bewertung von Stahlträgerkonstruktionen dar. Sie konsolidiert und ersetzt zwei frühere Normen (GB/T 34474.1-2017 und GB/T 34474.2-2018) in einem einheitlichen Dokument mit drei verschiedenen Bewertungsmethoden.
Standardbewertungsdiagrammmethode (标准评级图法)
Auf Grundlage des morphologischen Vergleichs der Mikrostruktur einer getesteten Probe mit einer Reihe standardisierter Referenzbilder bei 100-facher Vergrößerung wird mit dieser Methode ein Grad der gebänderten Struktur (typischerweise 1–6) ermittelt. Eine Note ≤ 2 wird im Allgemeinen als akzeptabel angesehen. Für Anwendungen mit hochfesten Verbindungselementen. Güteklasse 3 oder höher weist auf eine signifikante Entmischung der Legierungselemente hin, die Korrekturmaßnahmen erfordert. Diese Methode eignet sich für die Chargenqualitätsprüfung und ist der am weitesten verbreitete Ansatz in der Qualitätskontrolle der Stahllieferkette.
Quantitative Methode (特征参数定量法)
Basierend auf ASTM E1268 misst dieses Verfahren quantitativ Strukturparameter einschließlich der Anisotropieindex (AI), Orientierungsgrad (Ω), Bandabstand (SB), Und Freier Weg (λ). Diese Parameter liefern objektive, numerische Daten für die technische Bewertung und sind besonders wertvoll für Produktentwicklung und Prozessverbesserung Benchmarking.
Härtemethode (硬度法)
Ursprünglich für ultrahochfeste Stähle in der petrochemischen Industrie eingesetzt, dient diese Methode zur Beurteilung der Bandstruktur durch Mikrohärteunterschiede Die Untersuchung erfolgt zwischen Ferrit- und Perlitbändern. ASTM E1268-2019 bildet den Referenzrahmen. Diese Methode ist in der überarbeiteten Norm GB/T 34474-2025 als Alternative für Fälle enthalten, in denen die metallografische Präparation schwierig ist.
Standardmäßige Probenpräparation: Isothermes Glühen
Für konsistente und vergleichbare Ergebnisse schreibt GB/T 34474-2025 vor, dass Proben unter Verwendung eines spezifischen Verfahrens hergestellt werden müssen. isothermes Glühen Wärmebehandlung: Austenitisierung bei der geeigneten Temperatur (z. B. 880 ± 5 °C für 42CrMo), anschließend rasche Überführung in einen zweiten Ofen bei der isothermen Umwandlungstemperatur (z. B. ca. 650 °C). Dadurch entsteht ein ausgewogenes Ferrit-Perlit-Gefüge, das den Standardreferenzbildern sehr gut entspricht und somit eine genauere Qualitätsbestimmung ermöglicht als die direkte Untersuchung des angelieferten oder abgeschreckten Gefüges.
Kontrolle und Prävention: Von der Stahlerzeugung bis zur Wärmebehandlung
Die Kontrolle der Bandstruktur erfordert Eingriffe in jeder Phase der Stahlproduktionskette – von der Flüssigstahlverarbeitung bis zum Warmwalzen –, da eine herkömmliche Wärmebehandlung des fertigen Verbindungselements die Mikroseigerung nicht rückgängig machen kann, sobald sie sich im Mikrogefüge verankert hat.
Stahlerzeugungsphase
- Sekundärraffination und Argonblasen in der Pfanne um die Entfernung von Einschlüssen und die Homogenisierung der Zusammensetzung zu fördern
- Elektroschlacke-Umschmelzen (ESR) für kritische Anwendungen, bei denen ultrareiner Stahl erforderlich ist
- Strenge Kontrolle des Phosphor- und Schwefelgehalts zur Reduzierung von segregationsfördernden Verunreinigungen
Stranggießstufe
- Reduzierte Überhitzungstemperatur und optimierte Gießgeschwindigkeit zur Minimierung des sekundären Dendritenarmabstands
- Elektromagnetisches Rühren (EMS) zum Aufbrechen von Dendritenstrukturen und zur Verbesserung der Stoffverteilung
- Kontrollierte Abkühlraten in der sekundären Kühlzone zur Reduzierung der Mittellinienentmischung
Warmwalzstufe
- Erhöhtes Reduktionsverhältnis Bei großformatigen Stäben und Stangen verbessert eine höhere kumulative Kompression beim Walzen die strukturelle Gleichmäßigkeit.
- Vermeidung von Endwalztemperaturen im Zweiphasengebiet (γ+α), da diese zu sekundärer Streifenbildung führen können
Realitätscheck zur Wärmebehandlung
Es muss klar gesagt werden: Konventionelle Wärmebehandlungsverfahren – Glühen, Normalisieren oder Härten und Anlassen – können die durch die Entmischung von Legierungselementen verursachte Bänderstruktur nicht vollständig beseitigen.. Die Kohlenstoffdiffusion bei Temperaturen über 930 °C kann die Kohlenstoffstreifenbildung teilweise reduzieren. Die Homogenisierung der Legierungselemente erfordert jedoch Temperaturen über 1050 °C in Verbindung mit langen Haltezeiten, was unpraktisch ist und das Risiko einer Kornvergröberung birgt. Durch Normalglühen lassen sich sekundäre Streifen, die durch ungeeignete Walztemperaturen beim Fertigwalzen entstehen, entfernen. Primäre, durch Erstarrungsseigerung verursachte Streifen bleiben jedoch durch nachfolgende Wärmebehandlungen weitgehend unveränderlich.
Beschaffungsleitfaden: Was Käufer von Verbindungselementen wissen sollten
Für Automobilhersteller, Tier-1-Zulieferer und Hersteller von Industrieanlagen, die hochfeste Verbindungselemente beziehen, bietet das Verständnis der Bandstruktur einen signifikanten Qualitätsvorteil bei der Lieferantenbewertung und der Wareneingangskontrolle.
Praktische Empfehlungen für Käufer von Befestigungselementen:
- Enthalten Anforderungen an die Mikrostrukturprüfung gemäß GB/T 34474-2025 in Materialspezifikationsvereinbarungen für Verbindungselemente der Güteklasse 10.9 und höher in kritischen Anwendungen (Chassis, Antriebsstrang, Aufhängung, Windkraftanlagen)
- Erfordern Materialprüfberichte (MTR) einschließlich Rückverfolgbarkeit der Chargennummer — ermöglicht die Ermittlung der Ursache, wenn Abweichungen der mechanischen Eigenschaften in der Produktion oder im Außendienst auftreten
- Für großquerschnittige Verbindungselemente (M20 und größer oder gleichwertig) ist Folgendes anzugeben: Vorinspektion der Mikrostruktur von Stahlstäben vor der Freigabe des Materials zur Kaltumformung oder Zerspanung
- Arbeiten Sie mit Lieferanten von Verbindungselementen zusammen, die über IATF 16949-zertifizierte Qualitätssysteme und hauseigene metallurgische Prüfkapazitäten, einschließlich Dimensionsprüfung mittels Koordinatenmessgerät und Materialverifizierung mit dem AMETEK-Spektrometer
- Bewerten Sie die Prozessfähigkeit (Cpk) des Lieferanten hinsichtlich Zugfestigkeit, Streckgrenze und Schlagzähigkeit – eine große Streuung dieser Parameter ist oft ein deutliches Anzeichen für Probleme mit der Rohmaterialstruktur.
Da die Befestigungsmittelindustrie weiterhin auf leichtere und gleichzeitig hochfestere Konstruktionen hinarbeitet – insbesondere in Leichtbau-Befestigungsanwendungen für Elektrofahrzeuge Durch den Einsatz energieeffizienter Maschinen verringert sich der Spielraum für Materialqualitätsschwankungen weiter. Die proaktive Auseinandersetzung mit der Mikrostrukturqualität von Stahl ist nicht länger allein Aufgabe von Metallurgen, sondern ein Gebot der Beschaffung und des Qualitätsmanagements.
Über Keyfix – Hersteller von Präzisionsbefestigungselementen in China
Gegründet im Jahr 2007, Keyfix ist ein in China ansässiger Hersteller von Präzisionsbefestigungselementen, der globale Automobilhersteller, Tier-1-Zulieferer und Industriekunden in über 20 Ländern beliefert. IATF 16949-zertifiziertes Qualitätssystem umfasst die gesamte Produktionskette – von der Wareneingangskontrolle der Rohstoffe bis hin zur kaltes Gefährden Und CNC-Präzisionsbearbeitung, Zu Härten und Anlassen und Oberflächenbeschichtung.
Keyfix' Ansatz zur Verbindungselementqualität basiert auf strengen materialwissenschaftlichen Erkenntnissen – nicht nur auf der Einhaltung von Maßen. Wir wenden strenge Eingangsprüfprotokolle für die Stahlmikrostruktur an, mit dokumentierter Rückverfolgbarkeit von der Chargennummer bis zum fertigen Verbindungselement und bieten umfassende Materialprüfberichte (MTR), Dimensionsberichte, Und PPAP-Dokumentation für Automobil- und Industrieanwendungen.
Für Ihr nächstes Projekt mit hochfesten Verbindungselementen – ob Befestigungselemente der Festigkeitsklasse 10.9/12.9 für den Automobilbereich, Windkraft-Strukturbolzen, oder Präzision CNC-gefräste Spezialbefestigungselemente — Das Ingenieurteam von Keyfix steht Ihnen gerne zur Verfügung, um mit Ihnen über Materialspezifikationen, Qualitätsanforderungen und Rückverfolgbarkeitsprotokolle für Ihre Anwendung zu sprechen.
Kontaktieren Sie Keyfix noch heute. Lassen Sie sich kostenlos von unseren Ingenieuren beraten und erhalten Sie ein unverbindliches Angebot für Ihr nächstes Befestigungsprojekt.