A medida que la industria automotriz acelera su transición hacia los vehículos eléctricos y los sistemas de propulsión avanzados, los requisitos de rendimiento mecánico para los sujetadores de alta resistencia nunca han sido tan exigentes. Más allá de los indicadores convencionales (resistencia a la tracción, índice de fluencia, dureza y descarburación), vida de fatiga Se ha convertido en el indicador más importante para evaluar la durabilidad de los sujetadores bajo cargas de servicio reales.
La cadena de producción de sujetadores — recocido esferoidizado de materias primas, decapado ácido, trefilado en frío, conformado en frío, procesamiento de roscas, temple y revenido (tratamiento térmico de temple y revenido) y tratamiento de superficies — es una secuencia estrechamente integrada donde cada paso influye en el resultado final. Entre estos, tratamiento térmico de temple y revenido es el proceso clave que transforma el acero en bruto en un sujetador de alta resistencia capaz de cumplir con los requisitos de propiedades mecánicas de grado 10.9, 12.9 o incluso superiores.
Sin embargo, incluso el horno de tratamiento térmico más precisamente calibrado puede verse afectado por un factor oculto en el material de acero inicial: estructura de bandas. Este defecto microestructural —invisible a simple vista pero medible y cuantificable al microscopio— representa un riesgo constante para la calidad del acero de baja aleación utilizado en fijaciones de alta resistencia. Comprender la estructura bandeada es fundamental para los ingenieros de fijaciones, los equipos de compras y los responsables de calidad que exigen un rendimiento mecánico uniforme a gran escala.
Para un fabricante de sujetadores como Keyfix, que presta servicios a fabricantes de equipos originales (OEM) y proveedores de nivel 1 del sector automotriz a nivel mundial. Sistemas de calidad certificados según la norma IATF 16949, El control de la microestructura del acero no es opcional, sino fundamental para lograr tasas de defectos de 0 PPM en las series de producción de sujetadores de alta resistencia.
¿Qué es la estructura banda en el acero de fijación?
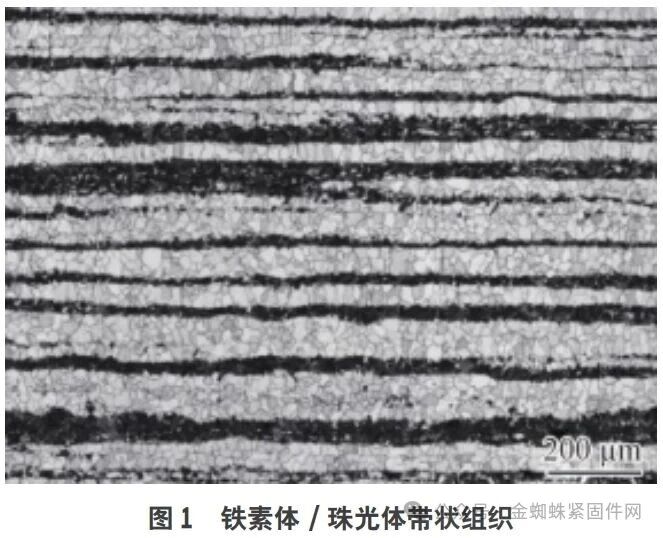
Estructura en bandas (también conocido como fibrado o segregación alargada) se refiere a un defecto microestructural en acero de baja aleación donde bandas de ferrita y perlita Se disponen en capas alternas alineadas paralelamente a la dirección de laminación o forjado. Bajo el microscopio, esto se observa como franjas paralelas de bandas claras (ferrita) y oscuras (perlita) que atraviesan la matriz de acero; un patrón que refleja directamente la segregación microscópica de los elementos de aleación en la pieza fundida original.
Este patrón de bandas se forma porque, durante la solidificación de los lingotes de acero o las palanquillas de colada continua, los elementos de aleación como el carbono (C), el manganeso (Mn), el fósforo (P) y el cromo (Cr) no se distribuyen uniformemente. La segregación dendrítica crea regiones de composición química variable. Cuando el acero se lamina en caliente posteriormente, estos patrones de segregación se alargan formando bandas largas y paralelas que recorren toda la longitud de la barra o alambrón terminado. Al enfriarse, la ferrita nuclea preferentemente en las regiones de baja aleación y bajo contenido de carbono, mientras que la perlita se forma en las bandas adyacentes de alto contenido de carbono y alta aleación, produciendo la microestructura de bandas alternas característica.
El fenómeno es particularmente pronunciado en aceros estructurales de baja aleación comúnmente utilizados para sujetadores de alta resistencia, grados como 42CrMo (AISI 4140), 35CrMo (AISI 4135), 20CrMnMo, y materiales equivalentes especificados en Normas GB/T 3077 y GB/T 6478 para acero de calidad para elementos de fijación..
Causas fundamentales: Cómo se forman las estructuras en bandas
La estructura bandeada se origina a partir de dos mecanismos distintos, a menudo denominados bandas primarias (de primer orden) y bandas secundarias (de segundo orden).
Estructura bandeada primaria — Segregación por solidificación
Durante la fabricación de acero y la colada continua, la solidificación selectiva de elementos de aleación (conocida como cristalización selectiva) crea segregación dendrítica En la microestructura en estado de fundición, los núcleos dendríticos suelen estar empobrecidos en elementos de aleación, mientras que los brazos dendríticos y las regiones interdendríticas acumulan soluto. Esta falta de uniformidad microestructural primaria se traslada al producto final y constituye la condición fundamental para la aparición de la estructura bandeada visible tras el trabajo en caliente.
Estructura secundaria en bandas — Elongación por trabajo en caliente
Cuando el lingote fundido se lamina en caliente, las inclusiones alargadas y los patrones de segregación se comprimen formando largas estrías paralelas alineadas con la dirección de laminación. Estas inclusiones estriadas y las zonas ricas en soluto actúan como sitios de nucleación preferenciales durante la transformación de fase de austenita a ferrita al enfriarse, creando las bandas alternas de ferrita y perlita características de la estructura bandeada secundaria.
El papel del fósforo y el manganeso
Entre todos los elementos de aleación, fósforo (P) es el elemento más influyente en la promoción de la estructura bandeada. Durante el enfriamiento lento a través del rango de transformación austenítica (Ar3 a Ar1), las regiones con alto contenido de fósforo tienen una temperatura Ar3 más alta y se transforman primero en ferrita, concentrando el carbono en las regiones adyacentes con bajo contenido de fósforo, que posteriormente se transforman en perlita. El manganeso (Mn) exhibe una tendencia de segregación similar pero más suave: las zonas con mayor contenido de Mn favorecen la formación de perlita, mientras que las zonas con menor contenido de Mn favorecen la ferrita, reforzando el patrón bandeado.
A diferencia del carbono, que puede difundirse con relativa rapidez a temperaturas elevadas, Los elementos de aleación tienen coeficientes de difusión mucho menores que el del carbono.. Esto significa que la microsegregación que se produce durante la solidificación no se puede eliminar por completo, ni siquiera durante los ciclos de calentamiento prolongados previos al laminado en caliente. La temperatura de homogeneización necesaria para lograr el equilibrio completo de los elementos de aleación supera los 1050 °C, lo que suele resultar poco práctico en las operaciones de laminado industrial.
Efectos mecánicos: Por qué la estructura en bandas compromete la fiabilidad de los sujetadores
El impacto de la estructura de bandas en el rendimiento de los sujetadores no es meramente teórico: se manifiesta en fallas medibles y con consecuencias importantes en la producción y el servicio. Comprender estos efectos es fundamental para cualquier fabricante o comprador de sujetadores que se preocupe por la calidad.
Propiedades mecánicas anisotrópicas
Debido a que las bandas de ferrita y las bandas de perlita tienen características de dureza, resistencia y tenacidad fundamentalmente diferentes, el material compuesto exhibe anisotropía mecánica. Las propiedades longitudinales (paralelas a la dirección de laminación, es decir, la dirección de la banda) son notablemente superiores: mayor resistencia a la tracción y mejor tenacidad, mientras que Las propiedades transversales son sustancialmente más débiles., con menor resistencia y una ductilidad y resistencia al impacto significativamente reducidas.
Esta anisotropía es particularmente peligrosa para los sujetadores sometidos a estados de tensión multidireccionales, como por ejemplo: Elementos de fijación del motor y del chasis en aplicaciones automotrices, donde las direcciones de carga no siempre se pueden predecir o controlar.
Agrietamiento por fragilización y fractura por congelación
Durante el proceso de conformado en frío, un método de conformado primario para producción de cabezas de sujetadores por forjado en frío El material sufre una severa deformación plástica. Los límites de banda entre las zonas de ferrita y perlita actúan como puntos de concentración de tensiones inherentes. Cuando la estructura de bandas es severa, el agrietamiento se inicia frecuentemente en estos límites, lo que provoca defectos de fisuración en la cabeza del material, una reducción en el rendimiento de la producción y un aumento en el desperdicio de material.
Dureza no uniforme y distorsión dimensional
Después del tratamiento térmico de temple y revenido, los sujetadores con estructura de bandas preexistente exhiben distribución desigual de la dureza a través de la sección transversal. Las bandas ricas en ferrita de baja templabilidad se transforman en microestructuras más blandas (bainita o incluso ferrita-perlita), mientras que las bandas adyacentes ricas en perlita alcanzan una transformación martensítica completa. Esto conduce a:
- Resultados de resistencia a la tracción dispersos (alta variabilidad en la carga de rotura).
- Valores de impacto no conformes (valores KV2 inferiores a los mínimos estándar; en casos extremos, la energía de impacto puede ser entre 20 y 251 TP3T inferior a la especificación).
- Mayor distorsión por temple y dimensiones fuera de tolerancia.
Riesgo de agrietamiento por temple
Cuando el acero con una estructura bandeada pronunciada se enfría rápidamente desde la temperatura de austenización, la deformación de transformación diferencial entre las bandas de martensita dura y las bandas de ferrita/bainita blanda genera concentraciones de estrés interno severas. Esta tensión estructural puede exceder la tensión de fractura local del material, causando grietas de enfriamiento que pueden propagarse como grietas transgranulares, intergranulares o de modo mixto. El riesgo se ve incrementado en elementos de fijación de gran sección, como pernos para aerogeneradores, elementos de fijación para maquinaria pesada y varillas roscadas de gran diámetro.
Normas de inspección: GB/T 34474-2025 Métodos de evaluación
La revisión de 2025 de la norma nacional para la evaluación de estructuras por bandas — GB/T 34474-2025《Acero — Evaluación de la estructura de bandas》, Publicada el 29 de agosto de 2025 y vigente a partir del 1 de marzo de 2026, esta norma representa el marco más completo y técnicamente riguroso para la evaluación de estructuras de acero de ingeniería hasta la fecha. Consolida y reemplaza dos normas anteriores (GB/T 34474.1-2017 y GB/T 34474.2-2018) en un documento unificado con tres métodos de evaluación distintos.
Método de gráfico de calificación estándar (标准评级图法)
Basándose en la comparación morfológica de la microestructura de una muestra analizada con un conjunto de imágenes de referencia estandarizadas a 100 aumentos, este método asigna un grado de estructura bandeada (normalmente de 1 a 6). Generalmente se considera aceptable una calificación ≤ 2. Para aplicaciones de fijación de alta resistencia. El grado 3 o superior indica una segregación significativa de elementos de aleación que requiere medidas correctivas. Este método es adecuado para la inspección de calidad por lotes y es el método más utilizado en el control de calidad de la cadena de suministro de acero.
Método cuantitativo (特征参数定量法)
Basado en ASTM E1268, este método mide cuantitativamente parámetros estructurales, incluyendo: Índice de anisotropía (IA), Grado de orientación (Ω), Espaciado de banda (SB), y Trayectoria libre (λ). Estos parámetros proporcionan datos numéricos objetivos para la evaluación de ingeniería y son particularmente valiosos para desarrollo de productos y mejora de procesos evaluación comparativa.
Método de dureza (硬度法)
Originalmente utilizado para aceros de ultra alta resistencia en la industria petroquímica, este método evalúa la estructura bandeada a través de diferencias de microdureza entre las bandas de ferrita y perlita. La norma ASTM E1268-2019 proporciona el marco de referencia. Este método se incluye en la norma GB/T 34474-2025 revisada como alternativa para los casos en que la preparación metalográfica es difícil.
Preparación estándar de muestras: Recocido isotérmico
Para obtener resultados consistentes y comparables, la norma GB/T 34474-2025 requiere que las muestras se preparen utilizando un método específico. recocido isotérmico Tratamiento térmico: austenizar a la temperatura adecuada (p. ej., 880 ± 5 °C para 42CrMo), y luego transferir rápidamente a un segundo horno mantenido a la temperatura de transformación isotérmica (p. ej., aproximadamente 650 °C). Esto produce una microestructura equilibrada de ferrita-perlita que coincide estrechamente con las imágenes de referencia estándar, lo que permite una evaluación del grado más precisa que el examen directo de la estructura tal como se recibe o se templa.
Control y prevención: desde la fabricación de acero hasta el tratamiento térmico.
El control de la estructura bandeada requiere intervenciones en cada etapa de la cadena de producción de acero, desde el procesamiento del acero líquido hasta el laminado en caliente, ya que el tratamiento térmico convencional del elemento de fijación terminado no puede revertir la microsegregación una vez que esta se ha incorporado a la microestructura.
Etapa de fabricación de acero
- Refinación secundaria y soplado de argón en cuchara para promover la eliminación de inclusiones y la homogeneización de la composición.
- refundición por electroescoria (ESR) para aplicaciones críticas donde se requiere acero ultra limpio
- Control estricto del contenido de fósforo y azufre para reducir los elementos de impureza que promueven la segregación.
Etapa de colada continua
- Temperatura de sobrecalentamiento reducida y velocidad de fundición optimizada para minimizar el espaciado entre brazos dendríticos secundarios.
- Agitación electromagnética (EMS) para romper las estructuras dendríticas y mejorar la distribución del soluto.
- Control de la velocidad de enfriamiento en la zona de enfriamiento secundaria para reducir la segregación en el eje central.
Etapa de rodadura en caliente
- Mayor índice de reducción Para barras y varillas de gran sección, una mayor compresión acumulada durante el laminado mejora la uniformidad estructural.
- Evitar las temperaturas de laminación final en la región de dos fases (γ+α), que pueden inducir bandas secundarias.
La cruda realidad del tratamiento térmico
Debe quedar claramente establecido: Los procesos de tratamiento térmico convencionales —recocido, normalizado o temple y revenido— no pueden eliminar por completo la estructura bandeada causada por la segregación de elementos de aleación.. La difusión de carbono a más de 930 °C puede reducir parcialmente la formación de bandas de carbono, pero la homogeneización de los elementos de aleación requiere temperaturas superiores a 1050 °C combinadas con tiempos de mantenimiento prolongados que resultan poco prácticos y conllevan el riesgo de engrosamiento del grano. El normalizado puede eliminar las bandas secundarias causadas por temperaturas de laminación de acabado inadecuadas, pero las bandas inducidas por la segregación de la solidificación primaria son prácticamente inmutables mediante el procesamiento térmico posterior.
Guía de Adquisiciones: Lo que los Compradores de Sujetadores Deben Saber
Para los fabricantes de equipos originales de la industria automotriz, los proveedores de nivel 1 y los fabricantes de equipos industriales que buscan sujetadores de alta resistencia, comprender la estructura de bandas les brinda una ventaja de calidad significativa en la evaluación de proveedores y la inspección de entrada.
Recomendaciones prácticas para compradores de elementos de fijación:
- Incluir Requisitos de inspección de microestructura GB/T 34474-2025 en acuerdos de especificación de materiales para sujetadores de grado 10.9 y superiores en aplicaciones críticas (chasis, tren motriz, suspensión, estructuras de energía eólica)
- Requerir Informes de ensayo de materiales (MTR) que incluyen la trazabilidad del número de lote. — Permite el rastreo de la causa raíz si se producen desviaciones en las propiedades mecánicas durante la producción o el servicio de campo.
- Para sujetadores de gran sección (M20 y superiores, o equivalente), especifique Inspección previa de la microestructura de la barra de acero antes de liberar el material para la producción de conformado en frío o mecanizado.
- Trabaje con proveedores de sujetadores que tengan Sistemas de calidad certificados según la norma IATF 16949 y capacidades internas de inspección metalúrgica, incluyendo: Inspección dimensional mediante CMM y verificación de materiales mediante espectrómetro AMETEK
- Evalúe la capacidad de procesamiento del proveedor (Cpk) en cuanto a resistencia a la tracción, límite elástico y energía de impacto; una amplia dispersión en estos parámetros suele ser un indicio de problemas de clasificación de la materia prima.
A medida que la industria de los sujetadores continúa impulsando diseños más ligeros y de mayor resistencia, particularmente en Aplicaciones de elementos de fijación ligeros para vehículos eléctricos y maquinaria de bajo consumo energético: el margen de variación en la calidad del material se reduce aún más. La atención proactiva a la calidad de la microestructura del acero ya no es una preocupación exclusiva de los metalúrgicos; es un imperativo de la ingeniería de compras y calidad.
Acerca de Keyfix: fabricante de sujetadores de precisión en China.
Fundada en 2007, Keyfix es un fabricante de sujetadores de precisión con sede en China que presta servicios a fabricantes de equipos originales (OEM) de la industria automotriz, proveedores de nivel 1 y clientes industriales en más de 20 países. Sistema de calidad certificado según la norma IATF 16949 abarca toda la cadena de producción, desde la inspección de la materia prima entrante hasta dirección fría y Mecanizado de precisión CNC, a tratamiento térmico de temple y revenido y recubrimiento de superficie.
El enfoque de Keyfix respecto a la calidad de los sujetadores se basa en el rigor de la ciencia de los materiales, no solo en el cumplimiento dimensional. Mantenemos estrictos protocolos de inspección de entrada para la microestructura del acero, con trazabilidad documentada desde el número de lote hasta el sujetador terminado, y brindamos un servicio completo. informes de pruebas de materiales (MTR), informes dimensionales, y Documentación PPAP para aplicaciones automotrices e industriales.
Para su próximo proyecto de sujetadores de alta resistencia, ya sea Sujetadores de grado automotriz 10.9/12.9, pernos estructurales para energía eólica, o precisión Sujetadores especiales mecanizados por CNC — El equipo de ingeniería de Keyfix está listo para analizar las especificaciones de los materiales, los requisitos de calidad y los protocolos de trazabilidad para su aplicación.
Contacta con Keyfix hoy Para una consulta de ingeniería gratuita y un presupuesto competitivo para su próximo proyecto de fijación.