По мере того, как автомобильная промышленность ускоряет переход к электромобилям и передовым силовым агрегатам, требования к механическим характеристикам высокопрочных крепежных элементов становятся все более жесткими. Помимо традиционных показателей — предела прочности на растяжение, предела текучести, твердости и обезуглероживания — усталость жизнь Этот показатель стал наиболее важным критерием оценки долговечности крепежных элементов при реальных эксплуатационных нагрузках.
Производственная цепочка крепежных изделий — сфероидизированный отжиг сырья, Кислотное травление, холодная вытяжка, холодная штамповка, нарезка резьбы, закалка и отпуск (термическая обработка закалкой и отпуском) и обработка поверхности — это тесно интегрированная последовательность, где каждый этап влияет на конечный результат. Среди них, закалка и отпуск Это ключевой инструмент, который превращает необработанную сталь в высокопрочный крепеж, способный соответствовать требованиям к механическим свойствам класса 10.9, 12.9 или даже более высоким.
Однако даже самая точно откалиброванная печь для термообработки может быть подорвана одним скрытым фактором в исходном стальном материале: полосатая структура. Этот микроструктурный дефект — невидимый невооруженным глазом, но измеримый и поддающийся количественной оценке под микроскопом — представляет собой постоянный риск для качества низколегированной стали, используемой для высокопрочных крепежных элементов. Понимание полосчатой структуры имеет важное значение для инженеров-конструкторов крепежных элементов, групп по закупкам и менеджеров по качеству, которые требуют стабильных механических характеристик в больших масштабах.
Для производителя крепежных изделий, такого как Keyfix, которая обслуживает мировых производителей автомобилей и поставщиков первого уровня в рамках Системы качества, сертифицированные по стандарту IATF 16949, Контроль микроструктуры стали – это не просто желательная функция, а основополагающий принцип обеспечения нулевого уровня дефектов на 1000 единиц продукции при производстве высокопрочных крепежных изделий.
Что такое полосчатая структура в крепежной стали?
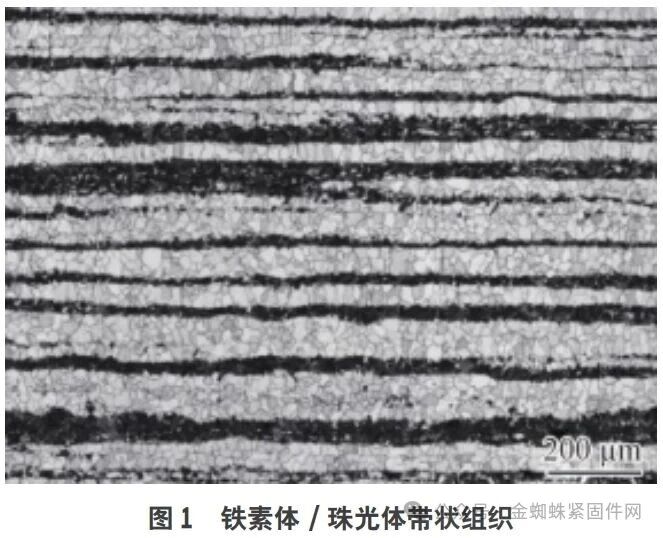
Полосатая структура (также известный как волокнистость или удлиненная сегрегация) обозначает микроструктурный дефект в низколегированной стали, где ферритные и перлитные полосы Они расположены чередующимися слоями, выровненными параллельно направлению прокатки или ковки. Под микроскопом это выглядит как параллельные полосы светлых (феррит) и темных (перлит) волокон, проходящие через стальную матрицу — узор, который непосредственно отражает микроскопическую сегрегацию легирующих элементов в исходной литой заготовке или прутке.
Такая полосчатая структура образуется из-за того, что в процессе затвердевания стальных слитков или заготовок непрерывного литья легирующие элементы, такие как углерод (C), марганец (Mn), фосфор (P) и хром (Cr), распределяются неравномерно. Дендритная сегрегация создает области с различным химическим составом. При последующей горячей прокатке стали эти полосы сегрегации удлиняются в длинные параллельные полосы, проходящие по всей длине готового прутка или проволоки. При охлаждении феррит преимущественно зарождается в низколегированных, низкоуглеродистых областях, в то время как перлит образуется в соседних высокоуглеродистых, высоколегированных полосах, создавая характерную чередующуюся полосчатую микроструктуру.
Это явление особенно ярко выражено в низколегированных конструкционных сталях, обычно используемых для высокопрочных крепежных элементов, таких как... 42CrMo (AISI 4140), 35CrMo (AISI 4135), 20CrMnMo, и эквивалентные материалы, указанные в Стандарты GB/T 3077 и GB/T 6478 для стали, используемой в крепежных изделиях..
Первопричины: как образуется полосчатая структура
Полосатая структура возникает в результате двух различных механизмов, которые часто называют... первичная (первого порядка) полосчатость и вторичное (второго порядка) полосчатое образование.
Первичная полосчатая структура — Сегрегация при затвердении
В процессе выплавки стали и непрерывной разливки происходит селективная кристаллизация легирующих элементов (известная как селективная кристаллизация) создает дендритная сегрегация В микроструктуре литого материала ядра дендритов обычно обеднены легирующими элементами, в то время как ветви дендритов и междендритные области накапливают растворенные вещества. Эта первичная микроструктурная неоднородность сохраняется в готовом изделии и является фундаментальным условием для появления видимой полосчатой структуры после горячей обработки.
Вторичная полосчатая структура — удлинение при горячей обработке
При горячей прокатке литой заготовки вытянутые включения и зоны сегрегации спрессовываются в длинные параллельные полосы, выровненные по направлению прокатки. Эти полосатые включения и обогащенные растворенными веществами зоны затем служат предпочтительными центрами зарождения во время фазового превращения аустенита в феррит при охлаждении, создавая чередующиеся полосы феррита и перлита, характерные для вторичной полосчатой структуры.
Роль фосфора и марганца
Среди всех легирующих элементов, фосфор (P) Наиболее существенное влияние на формирование полосчатой структуры оказывает именно этот фактор. При медленном охлаждении в диапазоне превращения аустенита (от Ar3 до Ar1) области с высоким содержанием фосфора имеют более высокую температуру Ar3 и сначала превращаются в феррит, концентрируя углерод в соседних областях с низким содержанием фосфора, которые впоследствии превращаются в перлит. Марганец (Mn) демонстрирует аналогичную, но более мягкую тенденцию к сегрегации — зоны с более высоким содержанием Mn способствуют образованию перлита, а зоны с более низким содержанием Mn — феррита, усиливая полосчатую структуру.
В отличие от углерода, который может диффундировать относительно быстро при повышенных температурах, Легирующие элементы имеют коэффициенты диффузии значительно меньшие, чем у углерода.. Это означает, что микросегрегацию, образующуюся в процессе затвердевания, невозможно полностью устранить даже при длительных циклах нагрева перед горячей прокаткой. Температура гомогенизации, необходимая для полного выравнивания содержания легирующих элементов, превышает 1050 °C, что часто нецелесообразно в промышленных операциях прокатки.
Механические эффекты: почему полосовая структура снижает надежность крепежных элементов
Влияние полосчатой структуры на эксплуатационные характеристики крепежных элементов не ограничивается теорией — оно проявляется в виде измеримых, существенных отказов в процессе производства и эксплуатации. Понимание этих эффектов имеет решающее значение для любого производителя или покупателя крепежных элементов, заботящегося о качестве.
Анизотропные механические свойства
Поскольку ферритные и перлитные полосы обладают принципиально разными характеристиками твердости, прочности и ударной вязкости, композитный материал демонстрирует следующие свойства: механическая анизотропия. Продольные свойства (параллельные направлению прокатки, т.е. направлению полосы) заметно превосходят продольные — более высокая прочность на разрыв и лучшая ударная вязкость, — в то время как поперечные свойства существенно слабее., Обладая меньшей прочностью, значительно сниженной пластичностью и ударопрочностью.
Эта анизотропия особенно опасна для крепежных элементов, подверженных многонаправленным напряжениям, например, Крепежные элементы двигателя и шасси в автомобильной промышленности, где направления нагрузок не всегда можно предсказать или контролировать.
Растрескивание и образование трещин при холодной заморозке
В процессе холодной штамповки — основном методе формования для производство головок крепежных элементов методом холодной ковки — Материал подвергается сильной пластической деформации. Границы полос между ферритной и перлитной зонами действуют как места концентрации напряжений. Там, где полосчатая структура сильно выражена, растрескивание часто начинается на этих границах, что приводит к дефектам в виде трещин в головке блока цилиндров, снижению выхода годной продукции и увеличению отходов материала.
Неравномерная твердость и искажение размеров
После термообработки с закалкой и отпуском крепежные элементы с уже существующей полосчатой структурой демонстрируют неравномерное распределение твердости В поперечном сечении полосы, богатые ферритом и обладающие низкой закаливаемостью, трансформируются в более мягкие микроструктуры (бейнит или даже феррито-перлит), в то время как соседние полосы, богатые перлитом, полностью превращаются в мартенсит. Это приводит к:
- Разброс результатов испытаний на прочность при растяжении (высокая вариативность нагрузки разрушения).
- Значения ударной вязкости, не соответствующие требованиям (значения KV2 ниже стандартных минимумов — в крайних случаях энергия удара может быть на 20–251 Тл·3 Тл ниже спецификации).
- Увеличение искажений, вызванных закалкой, и выход за пределы допустимых размеров.
Риск закалочного растрескивания
При быстром охлаждении стали с выраженной полосчатой структурой от температуры аустенитизации возникает дифференциальное напряжение превращения между полосами твердого мартенсита и полосами мягкого феррита/бейнита. сильные внутренние концентрации стресса. Это структурное напряжение может превышать локальное напряжение разрушения материала, вызывая трещины закалки которые могут распространяться в виде транскристаллитных, межкристаллитных или смешанных трещин. Риск возрастает в крепежных элементах большого сечения, таких как болты ветроэнергетических установок, крепежные элементы тяжелой техники и резьбовые стержни большого диаметра.
Стандарты контроля: GB/T 34474-2025 Методы оценки
Пересмотренный в 2025 году национальный стандарт оценки полосчатых конструкций — GB/T 34474-2025 «Сталь — Оценка полосчатой структуры», Опубликованный 29 августа 2025 года и вступивший в силу 1 марта 2026 года, этот документ представляет собой наиболее полную и технически строгую систему оценки полосчатой структуры в конструкционной стали на сегодняшний день. Он объединяет и заменяет два предыдущих стандарта (GB/T 34474.1-2017 и GB/T 34474.2-2018) в единый документ с тремя различными методами оценки.
Метод стандартной рейтинговой таблицы (标准评级图法)
На основе морфологического сравнения микроструктуры исследуемого образца с набором стандартизированных эталонных изображений при 100-кратном увеличении этот метод присваивает степень полосчатой структуры (обычно от 1 до 6). Оценка ≤ 2 обычно считается приемлемой. Для применения в высокопрочных крепежных изделиях. Класс 3 или выше указывает на значительную сегрегацию легирующих элементов, требующую корректирующих действий. Этот метод подходит для контроля качества партий и является наиболее широко используемым подходом в контроле качества в цепочке поставок стали.
Количественный метод (特征参数定量法)
Данный метод, основанный на стандарте ASTM E1268, позволяет количественно измерять структурные параметры, включая Индекс анизотропии (AI), Степень ориентации (Ω), Межполосное расстояние (SB), и Свободный путь (λ). Эти параметры предоставляют объективные числовые данные для инженерной оценки и особенно ценны для разработка продукции и совершенствование процессов сравнительный анализ.
Метод твердости (硬度法)
Этот метод, первоначально использовавшийся для сверхвысокопрочных сталей в нефтехимической промышленности, позволяет оценивать полосчатую структуру. различия микротвердости между полосами феррита и перлита. Стандарт ASTM E1268-2019 служит эталонной основой. Этот метод включен в пересмотренный стандарт GB/T 34474-2025 в качестве альтернативы для случаев, когда металлографическая подготовка затруднена.
Стандартная подготовка образцов: изотермический отжиг.
Для получения стабильных и сопоставимых результатов стандарт GB/T 34474-2025 требует подготовки образцов с использованием определенного метода. изотермический отжиг Термическая обработка: аустенитизация при соответствующей температуре (например, 880 ± 5 °C для 42CrMo), затем быстрая пересадка во вторую печь, поддерживаемую при температуре изотермического превращения (например, приблизительно 650 °C). Это позволяет получить сбалансированную феррито-перлитную микроструктуру, которая точно соответствует стандартным эталонным изображениям, что обеспечивает более точную оценку марки стали, чем при непосредственном исследовании структуры в исходном или закаленном состоянии.
Контроль и профилактика: от выплавки стали до термообработки
Для контроля полосчатой структуры необходимы вмешательства на каждом этапе производственной цепочки стали — от обработки жидкой стали до горячей прокатки, — поскольку обычная термическая обработка готового крепежного изделия не может обратить вспять микросегрегацию после того, как она закрепилась в микроструктуре.
Этап выплавки стали
- Вторичная очистка и продувка аргоном ковша способствовать удалению включений и гомогенизации состава
- Электрошлаковая переплавка (ЭШП) для ответственных применений, где требуется сверхчистая сталь.
- Строгий контроль содержания фосфора и серы для снижения количества примесей, способствующих сегрегации.
Этап непрерывного литья
- Сниженная температура перегрева и оптимизирована скорость литья для минимизации расстояния между вторичными дендритными отростками.
- Электромагнитное перемешивание (ЭМП) используется для разрушения дендритных структур и улучшения распределения растворенного вещества.
- Контролируемая скорость охлаждения во вторичной зоне охлаждения для уменьшения расслоения по центральной оси.
Горячая прокатная площадка
- Повышенное соотношение снижения Для прутков и стержней большого сечения — более высокое суммарное сжатие при прокатке улучшает структурную однородность.
- Следует избегать температур чистовой прокатки в двухфазной (γ+α) области, которые могут вызывать образование вторичных полос.
Проверка реальности термической обработки
Необходимо четко заявить: Традиционные процессы термической обработки — отжиг, нормализация или закалка и отпуск — не могут полностью устранить полосчатую структуру, вызванную сегрегацией легирующих элементов.. Диффузия углерода при температуре выше 930 °C может частично уменьшить образование углеродных полос, но гомогенизация легирующих элементов требует температур выше 1050 °C в сочетании с длительным временем выдержки, что непрактично и чревато укрупнением зерен. Нормализация может устранить вторичные полосы, вызванные неправильной температурой чистовой прокатки, но полосы, образующиеся в результате первичной сегрегации при затвердении, в значительной степени неизменяемы в процессе последующей термической обработки.
Руководство по закупкам: что должны знать покупатели крепежных изделий
Для производителей автомобилей, поставщиков первого уровня и производителей промышленного оборудования, закупающих высокопрочные крепежные изделия, понимание структуры ленточных соединений дает значительное преимущество в оценке поставщиков и входном контроле качества.
Практические рекомендации для покупателей крепежных изделий:
- Включать Требования к контролю микроструктуры согласно GB/T 34474-2025 в соглашениях о технических характеристиках материалов для крепежных элементов класса 10.9 и выше, используемых в ответственных областях применения (шасси, силовая установка, подвеска, конструкции ветроэнергетических установок).
- Требовать Протоколы испытаний материалов (ТИП), включая отслеживание номера партии. — позволяет выявлять первопричины отклонений механических свойств в процессе производства или эксплуатации.
- Для крепежных элементов большого сечения (M20 и выше или эквивалентных) укажите следующее: предварительная проверка микроструктуры стального стержня перед передачей материала для холодной штамповки или механической обработки.
- Сотрудничайте с поставщиками крепежных изделий, которые имеют Системы качества, сертифицированные по стандарту IATF 16949 а также собственные возможности по металлургическому контролю, включая: Контроль размеров с помощью координатно-измерительной машины (CMM) и проверка материалов с помощью спектрометра AMETEK.
- Оцените технологические возможности поставщика (Cpk) по прочности на растяжение, пределу текучести и ударной вязкости — большой разброс этих параметров часто является явным признаком проблем с упаковкой сырья.
Поскольку индустрия крепежных изделий продолжает стремиться к созданию более легких и прочных конструкций — особенно в облегченные крепежные элементы для электромобилей Благодаря энергоэффективному оборудованию, допустимые отклонения в качестве материалов еще больше сужаются. Активное внимание к качеству микроструктуры стали перестало быть исключительной прерогативой металлурга; это стало первостепенной задачей в области закупок и обеспечения качества.
О компании Keyfix — производителе прецизионных крепежных изделий в Китае.
Основана в 2007 году., Keyfix Наша компания — китайский производитель прецизионных крепежных изделий, обслуживающий мировых производителей автомобилей, поставщиков первого уровня и промышленных клиентов в более чем 20 странах. Система качества, сертифицированная по стандарту IATF 16949. охватывает всю производственную цепочку — от проверки поступающего сырья до... холодная головка и Высокоточная обработка на станках с ЧПУ, к закалка и отпуск и поверхностное покрытие.
Подход Keyfix к качеству крепежных изделий основан на строгом материаловедении, а не только на соответствии размерам. Мы придерживаемся строгих протоколов входного контроля микроструктуры стали, обеспечиваем документированную прослеживаемость от номера партии до готового крепежного изделия и предоставляем полный спектр услуг. Протоколы испытаний материалов (ТИП), объемные отчеты, и Документация PPAP для автомобильной и промышленной отраслей.
Для вашего следующего проекта с использованием высокопрочных крепежных элементов — будь то... крепежные элементы автомобильного класса 10.9/12.9, болты для крепления ветроэнергетических установок, или точность Специальные крепежные элементы, изготовленные на станках с ЧПУ. — Инженерная команда Keyfix готова обсудить технические характеристики материалов, требования к качеству и протоколы отслеживаемости для вашего применения.
Свяжитесь с компанией Keyfix сегодня! Для бесплатной инженерной консультации и конкурентного ценового предложения по вашему следующему проекту с крепежными элементами.