Con l'accelerazione dell'industria automobilistica verso i veicoli elettrici e le propulsioni avanzate, i requisiti di prestazione meccanica per i dispositivi di fissaggio ad alta resistenza non sono mai stati così stringenti. Oltre agli indicatori convenzionali — resistenza alla trazione, rapporto di snervamento, durezza e decarburazione — durata di fatica è emerso come il parametro più importante per valutare la durabilità degli elementi di fissaggio sotto carichi di esercizio reali.
La catena di produzione degli elementi di fissaggio — ricottura sferoidizzata delle materie prime, decapaggio acido, trafilatura a freddo, stampaggio a freddo, lavorazione della filettatura, tempra e rinvenimento (trattamento termico di tempra e rinvenimento) e trattamento superficiale — è una sequenza strettamente integrata in cui ogni fase influenza il risultato finale. Tra queste, trattamento termico di tempra e rinvenimento è la chiave che trasforma l'acciaio grezzo in elementi di fissaggio ad alta resistenza, capaci di soddisfare i requisiti di proprietà meccaniche di grado 10.9, 12.9 o persino superiori.
Eppure, anche il forno per il trattamento termico più precisamente calibrato può essere compromesso da un fattore nascosto presente nel materiale di partenza in acciaio: struttura a bande. Questo difetto microstrutturale, invisibile a occhio nudo ma misurabile e quantificabile al microscopio, rappresenta un rischio persistente per la qualità degli acciai basso legati utilizzati per elementi di fissaggio ad alta resistenza. La comprensione della struttura a bande è fondamentale per gli ingegneri addetti agli elementi di fissaggio, i team di approvvigionamento e i responsabili della qualità che richiedono prestazioni meccaniche costanti su larga scala.
Per un produttore di elementi di fissaggio come Keyfix, che serve i produttori OEM automobilistici globali e i fornitori di primo livello Sistemi di qualità certificati IATF 16949, Il controllo della microstruttura dell'acciaio non è facoltativo, ma fondamentale per ottenere tassi di difettosità pari a 0 PPM nelle produzioni di elementi di fissaggio ad alta resistenza.
Cos'è la struttura a fasce nell'acciaio per elementi di fissaggio?
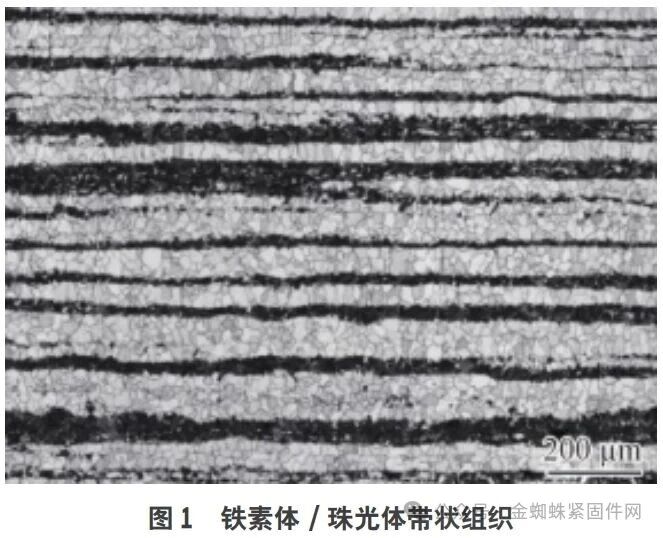
Struttura a bande (anche noto come fibra O segregazione prolungata) si riferisce a un difetto microstrutturale nell'acciaio basso legato dove bande di ferrite e perlite Sono disposte in strati alternati allineati parallelamente alla direzione di laminazione o forgiatura. Al microscopio, ciò appare come strisce parallele di bande chiare (ferrite) e scure (perlite) che attraversano la matrice d'acciaio: un modello che riflette direttamente la segregazione microscopica degli elementi di lega nel lingotto o nella barra fusa originale.
Questa struttura a bande si forma perché, durante la solidificazione dei lingotti di acciaio o delle blume colate in continuo, gli elementi di lega come il carbonio (C), il manganese (Mn), il fosforo (P) e il cromo (Cr) non si distribuiscono uniformemente. La segregazione dendritica crea regioni con composizione chimica variabile. Quando l'acciaio viene successivamente laminato a caldo, queste strutture di segregazione si allungano in lunghe bande parallele che percorrono l'intera lunghezza della barra o del filo finito. Durante il raffreddamento, la ferrite si nuclea preferenzialmente nelle regioni a basso tenore di lega e di carbonio, mentre la perlite si forma nelle bande adiacenti ad alto tenore di carbonio e di lega, producendo la caratteristica microstruttura a bande alternate.
Il fenomeno è particolarmente pronunciato negli acciai strutturali a bassa lega comunemente utilizzati per elementi di fissaggio ad alta resistenza, come ad esempio: 42CrMo (AISI 4140), 35CrMo (AISI 4135), 20CrMnMo, e materiali equivalenti specificati in Norme GB/T 3077 e GB/T 6478 per l'acciaio di qualità per elementi di fissaggio..
Cause principali: come si forma la struttura a bande
La struttura a bande ha origine da due meccanismi distinti, spesso indicati come bande primarie (di primo ordine) E bande secondarie (di secondo ordine).
Struttura a bande primaria - Segregazione di solidificazione
Durante la produzione dell'acciaio e la colata continua, la solidificazione selettiva degli elementi di lega (nota come cristallizzazione selettiva) crea segregazione dendritica nella microstruttura allo stato grezzo di fusione. I nuclei dei dendriti sono tipicamente impoveriti di elementi di lega, mentre i bracci dei dendriti e le regioni interdendritiche accumulano soluto. Questa disomogeneità microstrutturale primaria si trasmette al prodotto finito e costituisce la condizione fondamentale per la formazione di una struttura a bande visibile dopo la lavorazione a caldo.
Struttura a bande secondarie — Allungamento durante la lavorazione a caldo
Quando la billetta fusa viene laminata a caldo, le inclusioni allungate e le strutture di segregazione vengono compresse in lunghe striature parallele allineate con la direzione di laminazione. Queste inclusioni striate e le zone ricche di soluto fungono quindi da siti di nucleazione preferenziali durante la trasformazione di fase da austenite a ferrite durante il raffreddamento, creando le bande alternate di ferrite e perlite caratteristiche della struttura a bande secondarie.
Il ruolo del fosforo e del manganese
Tra tutti gli elementi di lega, fosforo (P) è il fattore più influente nel promuovere la struttura a bande. Durante il raffreddamento lento attraverso l'intervallo di trasformazione dell'austenite (da Ar3 ad Ar1), le regioni ad alto contenuto di fosforo hanno una temperatura Ar3 più elevata e si trasformano prima in ferrite, concentrando il carbonio nelle regioni adiacenti a basso contenuto di fosforo, che successivamente si trasformano in perlite. Il manganese (Mn) mostra una tendenza alla segregazione simile ma più lieve: le zone ad alto contenuto di Mn favoriscono la formazione di perlite, mentre le zone a basso contenuto di Mn favoriscono la ferrite, rafforzando il modello a bande.
A differenza del carbonio, che può diffondersi relativamente velocemente ad alte temperature, Gli elementi di lega hanno coefficienti di diffusione molto inferiori a quello del carbonio. Ciò significa che la microsegregazione creatasi durante la solidificazione non può essere completamente eliminata nemmeno durante i prolungati cicli di riscaldamento che precedono la laminazione a caldo. La temperatura di omogeneizzazione necessaria per il completo equilibrio degli elementi di lega supera i 1050 °C, un valore spesso impraticabile nelle operazioni di laminazione industriale.
Effetti meccanici: perché la struttura a fasce compromette l'affidabilità del fissaggio
L'impatto della struttura a fasce sulle prestazioni degli elementi di fissaggio non è meramente teorico, ma si manifesta con guasti misurabili e conseguenti in fase di produzione e di utilizzo. Comprendere questi effetti è fondamentale per qualsiasi produttore o acquirente di elementi di fissaggio attento alla qualità.
Proprietà meccaniche anisotrope
Poiché le bande di ferrite e le bande di perlite hanno caratteristiche di durezza, resistenza e tenacità fondamentalmente diverse, il materiale composito presenta anisotropia meccanica. Le proprietà longitudinali (parallele alla direzione di laminazione, cioè la direzione della banda) sono notevolmente superiori: maggiore resistenza alla trazione e migliore tenacità, mentre le proprietà trasversali sono sostanzialmente più deboli, con minore resistenza e duttilità e resistenza all'impatto significativamente ridotte.
Questa anisotropia è particolarmente pericolosa per gli elementi di fissaggio caricati in stati di sollecitazione multidirezionali, come Elementi di fissaggio per motore e telaio in applicazioni automobilistiche, dove le direzioni di carico non possono sempre essere previste o controllate.
Frattura da scuotimento e da freddo
Durante il processo di stampaggio a freddo — un metodo di formatura primario per produzione di teste di fissaggio mediante forgiatura a freddo — il materiale subisce una severa deformazione plastica. I confini di banda tra le zone di ferrite e perlite agiscono come siti di concentrazione delle sollecitazioni intrinseche. Dove la struttura a bande è particolarmente accentuata, le cricche si innescano frequentemente in corrispondenza di questi confini, con conseguenti difetti di cricca nella testa del cristallo, riduzione della resa produttiva e aumento degli sprechi di materiale.
Durezza non uniforme e distorsione dimensionale
Dopo il trattamento termico di tempra e rinvenimento, gli elementi di fissaggio con struttura a bande preesistente presentano distribuzione irregolare della durezza lungo la sezione trasversale. Le bande ricche di ferrite a bassa temprabilità si trasformano in microstrutture più morbide (bainite o persino ferrite-perlite), mentre le bande adiacenti ricche di perlite raggiungono la completa trasformazione martensitica. Ciò porta a:
- Risultati di resistenza alla trazione dispersi (elevata variabilità del carico di rottura)
- Valori di impatto non conformi (valori KV2 inferiori ai minimi standard - in casi estremi, l'energia di impatto può essere inferiore di 20–25% rispetto alle specifiche)
- Aumento della distorsione da tempra e delle dimensioni fuori tolleranza
Rischio di fessurazione da tempra
Quando l'acciaio con una struttura a bande pronunciata viene temprato rapidamente dalla temperatura di austenitizzazione, la deformazione di trasformazione differenziale tra bande di martensite dura e bande di ferrite/bainite morbida genera gravi concentrazioni di stress interno. Questa sollecitazione strutturale può superare la sollecitazione di frattura locale del materiale, causando crepe da tempra che possono propagarsi come crepe transgranulari, intergranulari o a modalità mista. Il rischio è amplificato negli elementi di fissaggio di grandi dimensioni, come i bulloni per l'energia eolica, gli elementi di fissaggio per macchinari pesanti e le barre filettate di grande diametro.
Norme di ispezione: GB/T 34474-2025 Metodi di valutazione
Revisione del 2025 dello standard nazionale per la valutazione delle strutture a fasce — GB/T 34474-2025《Acciaio — Valutazione della struttura a fasce》, Pubblicato il 29 agosto 2025 ed entrato in vigore il 1° marzo 2026, rappresenta il quadro di riferimento più completo e tecnicamente rigoroso per la valutazione delle strutture a fasce nell'acciaio strutturale fino ad oggi. Consolida e sostituisce due precedenti norme (GB/T 34474.1-2017 e GB/T 34474.2-2018) in un unico documento con tre distinti metodi di valutazione.
Metodo grafico di valutazione standard (标准评级图法)
Basandosi sul confronto morfologico della microstruttura di un campione analizzato con una serie di immagini di riferimento standardizzate a un ingrandimento di 100×, questo metodo assegna un grado di struttura a bande (tipicamente da 1 a 6). Un voto pari o inferiore a 2 è generalmente considerato accettabile Per applicazioni di fissaggio ad alta resistenza. Il grado 3 o superiore indica una significativa segregazione degli elementi di lega che richiede un intervento correttivo. Questo metodo è adatto per il controllo qualità dei lotti ed è l'approccio più utilizzato nel controllo qualità della filiera siderurgica.
Metodo quantitativo (特征参数定量法)
Basato su ASTM E1268, questo metodo misura quantitativamente i parametri strutturali tra cui Indice di anisotropia (AI), Grado di orientamento (Ω), Spaziatura tra le bande (SB), E Cammino libero (λ). Questi parametri forniscono dati numerici oggettivi per la valutazione ingegneristica e sono particolarmente preziosi per sviluppo del prodotto e miglioramento dei processi benchmarking.
Metodo della durezza (硬度法)
Originariamente utilizzato per acciai ad altissima resistenza nell'industria petrolchimica, questo metodo valuta la struttura a bande attraverso differenze di microdurezza tra le bande di ferrite e perlite. La norma ASTM E1268-2019 fornisce il quadro di riferimento. Questo metodo è incluso nella versione rivista della norma GB/T 34474-2025 come alternativa per i casi in cui la preparazione metallografica risulta difficile.
Preparazione standard del campione: ricottura isotermica
Per risultati coerenti e comparabili, GB/T 34474-2025 richiede che i campioni siano preparati utilizzando uno specifico ricottura isotermica Trattamento termico: austenitizzare alla temperatura appropriata (ad esempio, 880 ± 5 °C per 42CrMo), quindi trasferire rapidamente in un secondo forno mantenuto alla temperatura di trasformazione isotermica (ad esempio, circa 650 °C). Questo produce una microstruttura ferrite-perlite bilanciata che corrisponde strettamente alle immagini di riferimento standard, consentendo una valutazione del grado più accurata rispetto all'esame diretto della struttura allo stato iniziale o dopo tempra.
Controllo e prevenzione: dalla produzione dell'acciaio al trattamento termico.
Il controllo della struttura a bande richiede interventi in ogni fase della catena di produzione dell'acciaio, dalla lavorazione dell'acciaio liquido alla laminazione a caldo, poiché il trattamento termico convenzionale del fissaggio finito non è in grado di invertire la microsegregazione una volta che questa si è fissata nella microstruttura.
Fase di produzione dell'acciaio
- Raffinazione secondaria e soffiaggio di argon in siviera per favorire la rimozione delle inclusioni e l'omogeneizzazione della composizione
- Rifusione elettroslag (ESR) per applicazioni critiche in cui è richiesto acciaio ultra-pulito
- Controllo rigoroso del contenuto di fosforo e zolfo per ridurre gli elementi impuri che favoriscono la segregazione
Fase di colata continua
- Temperatura di surriscaldamento ridotta e velocità di lancio ottimizzata per ridurre al minimo la spaziatura dei bracci dendritici secondari
- Agitazione elettromagnetica (EMS) per rompere le strutture dendritiche e migliorare la distribuzione del soluto
- Velocità di raffreddamento controllate nella zona di raffreddamento secondaria per ridurre la segregazione sull'asse centrale
Fase di rotolamento ad alta temperatura
- rapporto di riduzione aumentato Per barre e tondini di grande sezione: una maggiore compressione cumulativa durante la laminazione migliora l'uniformità strutturale.
- Evitare temperature di laminazione finale nella regione bifase (γ+α), che possono indurre bande secondarie
Verifica della realtà del trattamento termico
Bisogna affermarlo chiaramente: I processi di trattamento termico convenzionali — ricottura, normalizzazione o tempra e rinvenimento — non possono eliminare completamente la struttura a bande causata dalla segregazione degli elementi di lega. La diffusione del carbonio a temperature superiori a 930 °C può ridurre parzialmente la formazione di bande di carbonio, ma l'omogeneizzazione degli elementi di lega richiede temperature superiori a 1050 °C combinate con tempi di mantenimento prolungati, che risultano impraticabili e comportano il rischio di ingrossamento dei grani. La normalizzazione può rimuovere le bande secondarie causate da temperature di laminazione di finitura non corrette, ma le bande primarie indotte dalla segregazione di solidificazione sono in gran parte immutabili attraverso i successivi processi termici.
Guida agli acquisti: cosa devono sapere gli acquirenti di elementi di fissaggio
Per i produttori di apparecchiature originali (OEM) del settore automobilistico, i fornitori di primo livello e i produttori di attrezzature industriali che si riforniscono di elementi di fissaggio ad alta resistenza, la comprensione della struttura a fasce offre un significativo vantaggio in termini di qualità nella valutazione dei fornitori e nel controllo qualità in entrata.
Consigli pratici per chi acquista elementi di fissaggio:
- Includi Requisiti per l'ispezione della microstruttura secondo la norma GB/T 34474-2025 negli accordi sulle specifiche dei materiali per elementi di fissaggio di grado 10.9 e superiori in applicazioni critiche (telaio, trasmissione, sospensioni, strutture per impianti eolici)
- Richiedere Rapporti di prova dei materiali (MTR) inclusa la tracciabilità del numero di colata — consentendo l'individuazione della causa principale qualora si verifichino deviazioni delle proprietà meccaniche in fase di produzione o durante l'assistenza sul campo.
- Per elementi di fissaggio di grande sezione (M20 e superiori, o equivalenti), specificare pre-ispezione della microstruttura delle barre d'acciaio prima di rilasciare il materiale per la produzione di stampaggio a freddo o lavorazione meccanica
- Collabora con fornitori di elementi di fissaggio che hanno Sistemi di qualità certificati IATF 16949 e capacità interne di ispezione metallurgica, tra cui Ispezione dimensionale con CMM e verifica del materiale con spettrometro AMETEK.
- Valutare la capacità di processo del fornitore (Cpk) per resistenza alla trazione, limite di snervamento ed energia d'impatto: un'ampia dispersione in questi parametri è spesso un chiaro segnale di problemi di uniformità delle materie prime.
Poiché l'industria dei dispositivi di fissaggio continua a spingere verso design più leggeri e resistenti, in particolare in Applicazioni di elementi di fissaggio leggeri per veicoli elettrici e macchinari a basso consumo energetico: il margine di variazione della qualità dei materiali si riduce ulteriormente. L'impegno proattivo nella qualità della microstruttura dell'acciaio non è più una prerogativa esclusiva dei metallurgisti; è un imperativo per gli acquisti e l'ingegneria della qualità.
Informazioni su Keyfix: produttore cinese di elementi di fissaggio di precisione.
Fondata nel 2007, Keyfix è un produttore di elementi di fissaggio di precisione con sede in Cina che serve OEM automobilistici globali, fornitori di primo livello e clienti industriali in oltre 20 paesi. Sistema di qualità certificato IATF 16949 comprende l'intera catena di produzione, dall'ispezione delle materie prime in entrata, fino a testata a freddo E Lavorazione di precisione CNC, A trattamento termico di tempra e rinvenimento e rivestimento superficiale.
L'approccio di Keyfix alla qualità dei dispositivi di fissaggio si basa sul rigore della scienza dei materiali, non solo sulla conformità dimensionale. Manteniamo rigorosi protocolli di ispezione in entrata per la microstruttura dell'acciaio, con tracciabilità documentata dal numero di colata al dispositivo di fissaggio finito e forniamo una documentazione completa. rapporti di prova dei materiali (MTR), rapporti dimensionali, E Documentazione PPAP per applicazioni automobilistiche e industriali.
Per il tuo prossimo progetto di fissaggio ad alta resistenza, sia esso Elementi di fissaggio per uso automobilistico di grado 10.9/12.9, bulloni strutturali per impianti eolici, o precisione Elementi di fissaggio speciali lavorati a CNC Il team di ingegneri di Keyfix è a disposizione per discutere le specifiche dei materiali, i requisiti di qualità e i protocolli di tracciabilità per la vostra applicazione.
Contatta Keyfix oggi stesso Per una consulenza tecnica gratuita e un preventivo competitivo per il tuo prossimo progetto di elementi di fissaggio.