Avec l'accélération de la transition de l'industrie automobile vers les véhicules électriques et les groupes motopropulseurs de pointe, les exigences de performance mécanique des fixations à haute résistance n'ont jamais été aussi élevées. Au-delà des indicateurs conventionnels (résistance à la traction, limite d'élasticité, dureté et décarburation), durée de vie en fatigue est devenu le critère le plus important pour évaluer la durabilité des fixations sous des charges de service réelles.
La chaîne de production de fixations — recuit sphéroïdisé de matières premières, Le décapage acide, l'étirage à froid, le forgeage à froid, le filetage, la trempe et le revenu (traitement thermique de trempe et de revenu), et le traitement de surface constituent une séquence étroitement intégrée où chaque étape influence le résultat final. Parmi celles-ci, traitement thermique de trempe et de revenu est l'élément clé qui transforme l'acier brut en fixation à haute résistance capable de répondre aux exigences de propriétés mécaniques de grade 10.9, 12.9, voire supérieures.
Pourtant, même le four de traitement thermique le plus précisément calibré peut être compromis par un facteur caché dans le matériau d'acier de départ : structure en bandes. Ce défaut microstructural, invisible à l'œil nu mais mesurable et quantifiable au microscope, représente un risque de qualité persistant pour les aciers faiblement alliés utilisés dans la fabrication de fixations haute résistance. La compréhension de cette structure en bandes est essentielle pour les ingénieurs en fixation, les équipes d'approvisionnement et les responsables qualité qui exigent des performances mécaniques constantes à grande échelle.
Pour un fabricant de fixations comme Keyfix, qui dessert les équipementiers automobiles mondiaux et les fournisseurs de rang 1 sous Systèmes de qualité certifiés IATF 16949, Le contrôle de la microstructure de l'acier n'est pas optionnel ; il est fondamental pour atteindre des taux de défauts de 0 PPM sur les séries de production de fixations à haute résistance.
Qu'est-ce qu'une structure à bandes dans l'acier de fixation ?
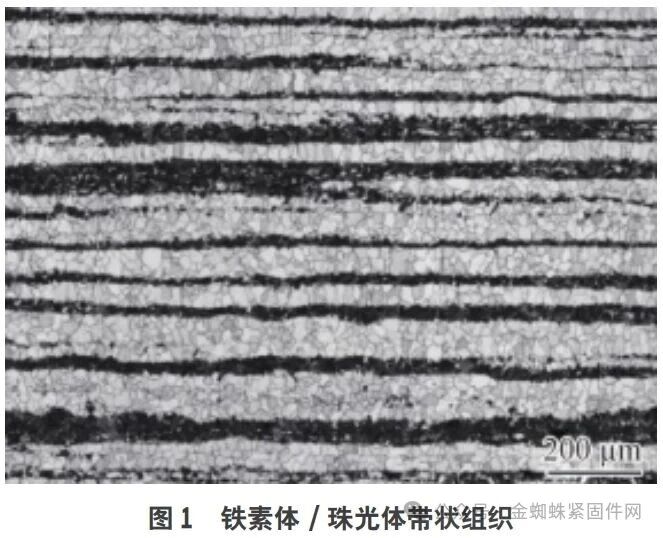
structure en bandes (également connu sous le nom de fibres ou ségrégation allongée) fait référence à un défaut microstructural dans un acier faiblement allié où bandes de ferrite et de perlite Elles sont disposées en couches alternées, parallèles à la direction de laminage ou de forgeage. Au microscope, cela apparaît comme des bandes parallèles claires (ferrite) et sombres (perlite) traversant la matrice d'acier — un motif qui reflète directement la ségrégation microscopique des éléments d'alliage dans la billette ou la barre coulée d'origine.
Ce motif de bandes se forme car, lors de la solidification des lingots d'acier ou des blooms de coulée continue, les éléments d'alliage tels que le carbone (C), le manganèse (Mn), le phosphore (P) et le chrome (Cr) ne se répartissent pas uniformément. La ségrégation dendritique crée des zones de composition chimique variable. Lors du laminage à chaud ultérieur de l'acier, ces motifs de ségrégation s'allongent en bandes parallèles qui s'étendent sur toute la longueur de la barre ou du fil machine. Au refroidissement, la ferrite se nucléise préférentiellement dans les zones faiblement alliées et pauvres en carbone, tandis que la perlite se forme dans les bandes adjacentes riches en carbone et en alliage, produisant ainsi la microstructure en bandes alternées caractéristique.
Ce phénomène est particulièrement marqué dans les aciers de construction faiblement alliés couramment utilisés pour les fixations à haute résistance, tels que les nuances suivantes : 42CrMo (AISI 4140), 35CrMo (AISI 4135), 20CrMnMo, et matériaux équivalents spécifiés dans Normes GB/T 3077 et GB/T 6478 pour l'acier de qualité des fixations.
Causes profondes : Comment se forme la structure en bandes
La structure en bandes résulte de deux mécanismes distincts, souvent appelés bandes primaires (de premier ordre) et bandes secondaires (de second ordre).
Structure en bandes primaires — Ségrégation de solidification
Lors de la fabrication de l'acier et de la coulée continue, la solidification sélective des éléments d'alliage (connue sous le nom de cristallisation sélective) crée ségrégation dendritique Dans la microstructure à l'état brut de coulée, les cœurs des dendrites sont généralement appauvris en éléments d'alliage, tandis que les bras dendritiques et les régions interdendritiques accumulent du soluté. Cette hétérogénéité microstructurale primaire se retrouve dans le produit fini et constitue la condition préalable fondamentale à l'apparition d'une structure en bandes visible après travail à chaud.
Structure à bandes secondaires — Allongement à chaud
Lors du laminage à chaud de la billette coulée, les inclusions allongées et les motifs de ségrégation sont comprimés en longues stries parallèles, alignées avec la direction de laminage. Ces inclusions striées et les zones riches en soluté servent alors de sites de nucléation préférentiels lors de la transformation de phase austénite-ferrite au refroidissement, créant ainsi les bandes alternées de ferrite et de perlite caractéristiques de la structure en bandes secondaires.
Le rôle du phosphore et du manganèse
Parmi tous les éléments d'alliage, phosphore (P) Le phosphore est le facteur le plus influent dans la formation de la structure en bandes. Lors d'un refroidissement lent dans la zone de transformation austénitique (Ar3 à Ar1), les régions riches en phosphore présentent une température Ar3 plus élevée et se transforment en ferrite en premier, concentrant le carbone dans les régions adjacentes pauvres en phosphore, qui se transforment ensuite en perlite. Le manganèse (Mn) présente une tendance à la ségrégation similaire, mais plus modérée : les zones riches en Mn favorisent la formation de perlite, tandis que les zones pauvres en Mn favorisent la formation de ferrite, renforçant ainsi la structure en bandes.
Contrairement au carbone, qui peut diffuser relativement rapidement à des températures élevées, Les éléments d'alliage ont des coefficients de diffusion bien inférieurs à celui du carbone.. Cela signifie que la microségrégation créée lors de la solidification ne peut être totalement éliminée, même lors des cycles de chauffage prolongés précédant le laminage à chaud. La température d'homogénéisation requise pour un équilibrage complet des éléments d'alliage dépasse 1050 °C, ce qui est souvent impraticable dans les opérations de laminage industriel.
Effets mécaniques : Pourquoi la structure à bandes compromet la fiabilité des fixations
L'impact de la structure à bandes sur les performances des fixations n'est pas purement théorique : il se traduit par des défaillances mesurables et importantes en production et en service. Comprendre ces effets est essentiel pour tout fabricant ou acheteur de fixations soucieux de la qualité.
Propriétés mécaniques anisotropes
Étant donné que les bandes de ferrite et les bandes de perlite présentent des caractéristiques de dureté, de résistance et de ténacité fondamentalement différentes, le matériau composite présente anisotropie mécanique. Les propriétés longitudinales (parallèles à la direction de laminage, c'est-à-dire à la direction de la bande) sont nettement supérieures — résistance à la traction plus élevée et meilleure ténacité — tandis que Les propriétés transversales sont nettement plus faibles, avec une résistance moindre et une ductilité et une résistance aux chocs considérablement réduites.
Cette anisotropie est particulièrement dangereuse pour les fixations soumises à des états de contrainte multidirectionnels, tels que : fixations de moteur et de châssis dans les applications automobiles, où les directions de chargement ne peuvent pas toujours être prévues ou contrôlées.
Craquements bouleversants et à tête froide
Lors du procédé de frappe à froid — une méthode de formage primaire pour production de têtes de fixation par forgeage à froid Le matériau subit une déformation plastique importante. Les joints de grains entre les zones de ferrite et de perlite constituent des sites de concentration de contraintes intrinsèques. Lorsque la structure en bandes est marquée, la fissuration s'amorce fréquemment à ces joints, entraînant des défauts de type fissure de tête, une réduction des rendements de production et une augmentation des déchets de matériau.
Dureté non uniforme et distorsion dimensionnelle
Après un traitement thermique de trempe et de revenu, les fixations présentant une structure en bandes préexistante présentent répartition inégale de la dureté Sur toute la section transversale, les bandes riches en ferrite à faible trempabilité se transforment en microstructures plus tendres (bainite, voire ferrite-perlite), tandis que les bandes adjacentes riches en perlite subissent une transformation martensitique complète. Ceci entraîne :
- Résultats de résistance à la traction dispersés (forte variabilité de la charge de rupture)
- Valeurs d'impact non conformes (valeurs KV2 inférieures aux minimums standard — dans les cas extrêmes, l'énergie d'impact peut être de 20 à 25% inférieure à la spécification)
- Augmentation de la distorsion due à la trempe et dimensions hors tolérance
Réduire le risque de fissuration
Lorsqu'un acier à structure rubanée prononcée est trempé rapidement à partir de la température d'austénitisation, la déformation de transformation différentielle entre les bandes de martensite dure et les bandes de ferrite/bainite douce génère concentrations sévères de stress interne. Cette contrainte structurelle peut dépasser la contrainte de rupture locale du matériau, provoquant fissures de trempe Ces fissures peuvent se propager sous forme de fissures transgranulaires, intergranulaires ou mixtes. Le risque est amplifié pour les fixations de grande section, telles que les boulons d'éoliennes, les fixations de machines lourdes et les tiges filetées de grand diamètre.
Normes d'inspection : GB/T 34474-2025 Méthodes d'évaluation
La révision de 2025 de la norme nationale d'évaluation des structures à bandes — GB/T 34474-2025《Acier — Évaluation de la structure à bandes》, Publiée le 29 août 2025 et applicable à compter du 1er mars 2026, cette norme constitue à ce jour le cadre le plus complet et le plus rigoureux sur le plan technique pour l’évaluation des structures à bandes dans les aciers d’ingénierie. Elle consolide et remplace deux normes précédentes (GB/T 34474.1-2017 et GB/T 34474.2-2018) en un document unique proposant trois méthodes d’évaluation distinctes.
Méthode du tableau de notation standard (标准评级图法)
Sur la base de la comparaison morphologique de la microstructure d'un échantillon testé avec un ensemble d'images de référence standardisées à un grossissement de 100×, cette méthode attribue un grade de structure en bandes (généralement de 1 à 6). Une note ≤ 2 est généralement considérée comme acceptable. Pour les applications de fixation haute résistance, une note de 3 ou supérieure indique une ségrégation importante des éléments d'alliage nécessitant des mesures correctives. Cette méthode convient au contrôle qualité par lots et est la plus couramment utilisée dans la gestion de la qualité de la chaîne d'approvisionnement en acier.
Méthode quantitative (特征参数定量法)
Basée sur la norme ASTM E1268, cette méthode mesure quantitativement les paramètres structurels, notamment : Indice d'anisotropie (AI), Degré d'orientation (Ω), Espacement des bandes (SB), et Voie libre (λ). Ces paramètres fournissent des données numériques objectives pour l'évaluation technique et sont particulièrement précieux pour développement de produits et amélioration des processus analyse comparative.
Méthode de dureté (硬度法)
Initialement utilisée pour les aciers à ultra-haute résistance dans l'industrie pétrochimique, cette méthode évalue la structure en bandes par différences de microdureté Entre les bandes de ferrite et de perlite, la norme ASTM E1268-2019 constitue le cadre de référence. Cette méthode est incluse dans la norme révisée GB/T 34474-2025 comme alternative pour les cas où la préparation métallographique est difficile.
Préparation standard des échantillons : recuit isotherme
Pour des résultats cohérents et comparables, la norme GB/T 34474-2025 exige que les échantillons soient préparés selon une méthode spécifique. recuit isotherme Traitement thermique : austénitisation à la température appropriée (par exemple, 880 ± 5 °C pour l’acier 42CrMo), puis transfert rapide dans un second four maintenu à la température de transformation isotherme (par exemple, environ 650 °C). Ce procédé permet d’obtenir une microstructure ferrite-perlite équilibrée, très proche des images de référence standard, ce qui autorise une évaluation plus précise de la nuance que par simple examen de la structure à l’état brut de réception ou après trempe.
Contrôle et prévention : de la sidérurgie au traitement thermique
La maîtrise de la structure en bandes nécessite des interventions à chaque étape de la chaîne de production de l'acier — du traitement de l'acier liquide au laminage à chaud — car le traitement thermique conventionnel de la fixation finie ne peut pas inverser la microségrégation une fois qu'elle est fixée dans la microstructure.
Étape de fabrication de l'acier
- Raffinage secondaire et injection d'argon dans la poche de coulée pour favoriser l'élimination des inclusions et l'homogénéisation de la composition
- Refusion électroslag (ESR) pour les applications critiques nécessitant un acier ultra-propre
- Contrôle strict des teneurs en phosphore et en soufre afin de réduire les éléments impurs favorisant la ségrégation
Étape de coulée continue
- Température de surchauffe réduite et une vitesse de coulée optimisée pour minimiser l'espacement des bras dendritiques secondaires
- Agitation électromagnétique (EMS) pour briser les structures dendritiques et améliorer la distribution du soluté
- Contrôle des vitesses de refroidissement dans la zone de refroidissement secondaire afin de réduire la ségrégation axiale
Étape de roulage à chaud
- Augmentation du taux de réduction Pour les barres et les tiges de grande section — une compression cumulative plus élevée lors du laminage améliore l'uniformité structurelle.
- Éviter les températures de laminage de finition dans la région biphasée (γ+α), qui peuvent induire des bandes secondaires
Le traitement thermique : un bilan de réalité
Il faut l'indiquer clairement : Les procédés de traitement thermique conventionnels (recuit, normalisation ou trempe-revenu) ne peuvent pas éliminer complètement la structure en bandes causée par la ségrégation des éléments d'alliage.. La diffusion du carbone à plus de 930 °C peut réduire partiellement la formation de bandes de carbone, mais l'homogénéisation des éléments d'alliage exige des températures supérieures à 1050 °C et des temps de maintien prolongés, ce qui est impraticable et risque d'entraîner un grossissement des grains. La normalisation peut éliminer les bandes secondaires dues à des températures de laminage de finition inadéquates, mais les bandes induites par la ségrégation lors de la solidification primaire sont en grande partie irréversibles lors des traitements thermiques ultérieurs.
Guide d’achat : ce que les acheteurs de fixations doivent savoir
Pour les équipementiers automobiles, les fournisseurs de rang 1 et les fabricants d'équipements industriels qui s'approvisionnent en fixations haute résistance, la compréhension de la structure à bandes offre un avantage qualitatif significatif lors de l'évaluation des fournisseurs et du contrôle à réception.
Recommandations pratiques pour les acheteurs de fixations :
- Inclure Exigences d'inspection de la microstructure selon la norme GB/T 34474-2025 dans les accords de spécification des matériaux pour les fixations de grade 10.9 et supérieur dans les applications critiques (châssis, groupe motopropulseur, suspension, structures éoliennes)
- Exiger rapports d'essais de matériaux (MTR) incluant la traçabilité du numéro de coulée — permettant la recherche des causes profondes en cas d'écarts de propriétés mécaniques en production ou lors de la maintenance sur site
- Pour les fixations de grande section (M20 et plus, ou équivalent), spécifiez pré-inspection de la microstructure des barres d'acier avant de libérer le matériau pour la production par frappe à froid ou usinage
- Collaborez avec des fournisseurs de fixations qui ont Systèmes de qualité certifiés IATF 16949 et des capacités d'inspection métallurgique internes, notamment Inspection dimensionnelle par machine à mesurer tridimensionnelle et vérification des matériaux par spectromètre AMETEK
- Évaluer la capabilité des processus des fournisseurs (Cpk) pour la résistance à la traction, la limite d'élasticité et l'énergie d'impact ; une forte dispersion de ces paramètres est souvent révélatrice de problèmes de répartition des matières premières.
Alors que l'industrie de la visserie continue de privilégier des conceptions plus légères et plus résistantes, notamment dans applications de fixation légère pour véhicules électriques Avec des machines à haut rendement énergétique, la marge de variation en matière de qualité des matériaux se réduit encore. La maîtrise proactive de la qualité de la microstructure de l'acier n'est plus seulement la spécialité du métallurgiste ; c'est un impératif pour l'ingénierie des achats et de la qualité.
À propos de Keyfix — Fabricant de fixations de précision en Chine
Fondée en 2007, Keyfix est un fabricant de fixations de précision basé en Chine, au service des équipementiers automobiles mondiaux, des fournisseurs de rang 1 et des clients industriels dans plus de 20 pays. Système de qualité certifié IATF 16949 englobe l'ensemble de la chaîne de production, depuis l'inspection des matières premières à réception jusqu'à la production complète. tête froide et Usinage CNC de précision, à traitement thermique de trempe et de revenu et revêtement de surface.
L'approche de Keyfix en matière de qualité des fixations repose sur une analyse rigoureuse des matériaux, et non sur la simple conformité dimensionnelle. Nous appliquons des protocoles stricts de contrôle à réception de la microstructure de l'acier, avec une traçabilité documentée du numéro de coulée à la fixation finie, et nous fournissons un suivi complet. rapports d'essais de matériaux (MTR), rapports dimensionnels, et Documentation PPAP pour les applications automobiles et industrielles.
Pour votre prochain projet de fixation haute résistance — que ce soit fixations automobiles de qualité 10.9/12.9, boulons de structure pour éoliennes, ou précision Fixations spéciales usinées CNC — L'équipe d'ingénierie de Keyfix est prête à discuter des spécifications des matériaux, des exigences de qualité et des protocoles de traçabilité pour votre application.
Contactez Keyfix dès aujourd'hui Pour une consultation d'ingénierie gratuite et un devis compétitif pour votre prochain projet de fixation.