
При заказе болтов на заказ выбор между холодной ковкой и обработкой на станках с ЧПУ имеет решающее значение. себестоимость единицы продукции, усталостная прочность, сроки поставки и инвестиции в оснастку.. Холодная ковка позволяет формировать проволоку под давлением при комнатной температуре и отлично подходит для крупносерийного производства при температуре выше примерно 180°C. 5000 штук. Обработка на станках с ЧПУ позволяет эффективно удалять материал и выигрывает в случаях с жесткими допусками, сложной геометрией и небольшими партиями.
В этом руководстве проводится прямое сравнение обоих процессов, чтобы инженеры и отделы закупок могли подобрать подходящий метод для каждого болта.


Краткое содержание — Основные выводы
- Холодная ковка позволяет сократить отходы сырья за счет до 70% и повышает усталостную прочность за счет непрерывного потока зерна; обработка на станках с ЧПУ нарушает структуру зерна, но обеспечивает более жесткие допуски.
- Допуски при холодной ковке приблизительно равны ±0,025 мм по диаметрам и ±0,125 мм по длине; станок с ЧПУ может удерживать ±0,01 мм или лучше.
- Точка безубыточности для оснастки для холодной штамповки обычно находится в районе 5000 штук годовой объем.
- Холодная штамповка обычно ограничивается болтами, расположенными под... M36 (≈1-3/8 дюйма); для больших размеров применяется горячая ковка или обработка на станках с ЧПУ.
- Он гибридный путь — холодная ковка заготовки, близкой к окончательной, с последующей обработкой критически важных элементов на станке с ЧПУ — обеспечивает экономическую выгоду от формовки и точность резки.
В чём же реальная разница между Холодная ковка и Обработка на станках с ЧПУ Для болтов?
Холодная ковка (обычно называемая холодная головка В производстве крепежных изделий это процесс, не требующий удаления стружки и обеспечивающий получение изделия практически готовой формы. Катушка проволоки подается в многопозиционный пресс, и последовательность матриц и пуансонов перемещает металл при комнатной температуре, придавая ему окончательную геометрию. Никакой материал не удаляется.
Обработка на станках с ЧПУ — это противоположный процесс. Вы начинаете с прутка, затем токарный станок с ЧПУ — обычно в паре с фрезерным инструментом — срезает все, что не является болтом. Процесс... Вычитающий метод, более медленный в расчете на единицу продукции, и образующий стружку в качестве отходов..
Болт, снимаемый с выпускного коллектора, внешне похож на болт, снятый с токарного станка. Однако внутренняя металлургия и экономические показатели для каждой детали отличаются.
💡 Примечание инженера: Холодная ковка иногда называется “холодной штамповкой”, если речь идёт именно о крепежных изделиях. В большинстве случаев при закупке крепежных изделий эти термины взаимозаменяемы, но если ваш поставщик говорит “холодная ковка”, обязательно уточните, использует ли он многопозиционный штамповочный стан или только одноударный пресс, возможности которого существенно различаются.
Какой процесс дает более сильный результат? Болты на заказ?
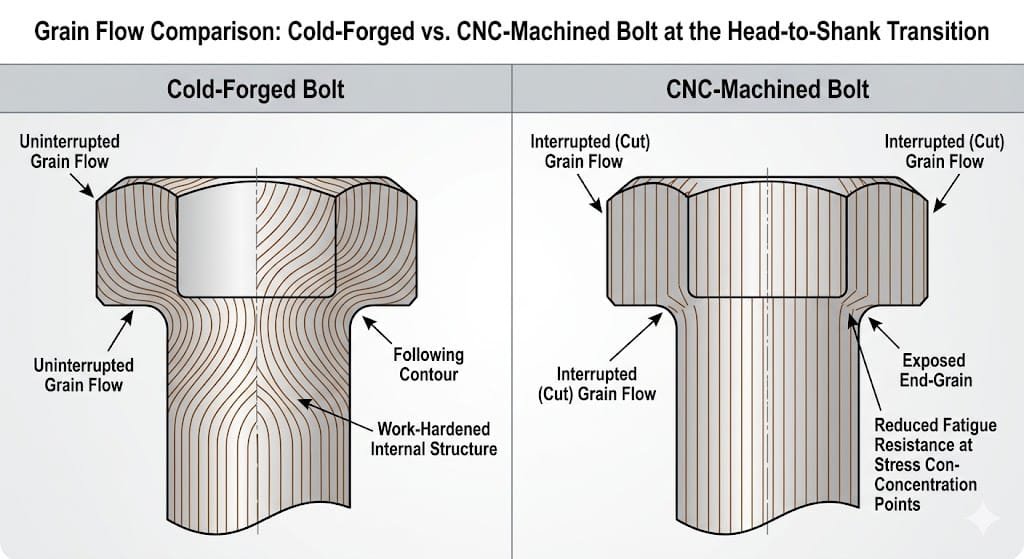
Холодная ковка позволяет получать более прочные болты для применений, где критически важна усталость материала., и причина в движении зерна.
При холодной ковке болта изменяется зернистая структура металла. повторяет контур детали — повышение усталостной прочности и ударной вязкости по сравнению с аналогами, изготовленными механическим способом или литьем.
Обработка на станках с ЧПУ обеспечивает прямое скольжение по волокнам древесины, оставляя... торцевая часть древесины, выступающая в месте соединения головки и голени. — именно там, где болты испытывают максимальное напряжение при циклической нагрузке.
Упрочнение при деформации усиливает этот эффект. Детали, изготовленные методом холодной штамповки, приобретают... примерно 10–25% увеличение прочности на разрыв исключительно за счёт пластической деформации, до какой-либо термической обработки.
🔧 Keyfix на практике: По этой причине болты, критически важные при столкновении — крепления ремней безопасности, болты рычагов подвески, зажимы аккумуляторных батарей электромобилей — почти всегда изготавливаются методом холодной штамповки. Для болтов, используемых в статической нагрузке или в кондукторных болтах, где усталость материала не является проблемой, нарушение структуры материала в процессе обработки редко представляет собой проблему.
Какие допуски можно ожидать при холодной ковке по сравнению с обработкой на станках с ЧПУ?
Именно здесь обработка на станках с ЧПУ дает неоспоримое преимущество. Холодная штамповка обеспечивает высокую точность; обработка на станках с ЧПУ еще более точна.
| Спецификация | Холодная голова | Обработка на станках с ЧПУ |
|---|---|---|
| Допуск по диаметру | ±0,025 мм типичный | ±0,01 мм или более тугой |
| Допуск по длине | ±0,125 мм типичное значение | ±0,025 мм типичное значение |
| Чистота поверхности (Ra) | 1,6–3,2 мкм | 0,4–1,6 мкм |
| Возможности геометрии | Симметричная форма, близкая к окончательной. | Сложные 3D-модели, подрезы, внутренняя резьба. |
| Скорость выпуска | 100–200 частей/минуту | 1–5 частей/минуту |
Если на вашем чертеже указан диаметр плеча с допуском ±0,01 мм, Одного лишь холодного подхода недостаточно.. Это гибридный метод, рассмотренный далее: холодная ковка заготовки, а затем чистовая токарная обработка критически важной поверхности на станке с ЧПУ.
В компании Keyfix наши ячейки ЧПУ обеспечивают ±0,001 мм на критически важных элементах при шлифовании после токарной обработки, что требуется в некоторых программах по изготовлению болтов для медицинской и аэрокосмической промышленности.
В каких случаях холодная ковка превосходит по стоимости обработку на станках с ЧПУ при изготовлении болтов на заказ?
Холодная ковка становится более выгодной по стоимости, как только годовой объем производства превышает точку безубыточности по оснастке — обычно это происходит примерно в это время. 5000 штук, в зависимости от количества станций и сложности штампов.
В основе всех расчетов лежат три экономических рычага:
- Выход материала. Холодная ковка сокращает отходы сырья до 70% В отличие от механической обработки. При работе с дорогими сплавами — нержавеющей сталью, алюминием, титаном, медью — это существенно влияет на себестоимость единицы продукции.
- Время цикла. Многопозиционный коллектор проходит 100–200+ деталей в минуту. Токарный станок с ЧПУ обрабатывает от одного до пяти единиц продукции. При объеме производства в 50 000 единиц в год разница в трудозатратах и машино-часах огромна.
- Амортизация оснастки. Штампы для холодной высадки требуют значительных первоначальных затрат. Сложный многопозиционный инструмент может обойтись очень дорого. $80,000–$120,000 Еще до отгрузки первой серийной детали. Если это затронет 500 000 деталей, то это будет незаметно. Если же затронет 5000, то это станет настоящей проблемой.
Упрощенное эмпирическое правило:
| Годовой объем | Процесс по умолчанию |
|---|---|
| < 2500 штук | Обработка на станках с ЧПУ |
| 2500–10000 штук | Произведите вычисления обоими способами. |
| 10 000–100 000 штук | Холодная ковка (с последующей обработкой на станке с ЧПУ при необходимости) |
| > 100 000 штук | Холодная ковка, почти всегда |
⚠️ Распространённая ошибка: Иногда покупатели фиксируют цену на станки с ЧПУ в рамках программы с годовым объемом производства 50 000 единиц, потому что прототип был изготовлен и “работает”. Сравнение цен на изготовление одной и той же детали методом холодной штамповки обычно показывает следующее: Экономия на единицу продукции: 30–50% — и это еще до учета более низкой ставки утилизации.
Нужна помощь в принятии решения? Отправьте свой чертеж инженерам Keyfix, и мы определим, какой способ обработки — холодная ковка, ЧПУ или гибридный — экономически целесообразен для вашего объема и допусков — обычно в течение 48 часов, без каких-либо обязательств.
Что Геометрии Может ли холодная ковка не давать результата?
Холодная штамповка имеет жесткие геометрические ограничения. Невозможно переместить металл во все места, до которых может дотянуться станок с ЧПУ.
Холодная ковка не позволяет напрямую производить:
- Внутренние потоки
- Истинные подрезки
- Глухие отверстия со сложным профилем
- Острые внутренние углы менее 90°
Внешние потоки берутся из накатывание нити После зачистки головки, что хорошо работает, — но для всего, что находится внутри болта, или для любых острых выступов, после этого потребуется режущий инструмент.
Диаметр — это другой потолок. В коммерческом производстве холодная штамповка обычно применяется только для болтов с маркировкой менее M36. При маркировке более высоких размеров нагрузки при формовке превышают возможности пресса, и большинство производителей переходят к горячей ковке — компромисс, допустимый в соответствии со стандартами, такими как... BS 4190 и ISO 898-1, что позволило производителям выбирать метод формования.
Длина болта тоже имеет значение. Выше. 200–300 мм, Горячая ковка обеспечивает лучшую текучесть материала и меньший риск деформации при изгибе, чем холодная штамповка.
Который Материалы Колодец холодной ковки?
Холодная формовка требует пластичности. Хрупкие или чрезвычайно твердые сплавы вызывают растрескивание заготовки и поломку штампов.
| Класс материала | Невыносимо головокружительное | Примечания |
|---|---|---|
| Низко- и среднеуглеродистая сталь (1010, 1018, 10B21) | ✅ Да | Надежный крепежный материал |
| Легированная сталь (SCM435/4140, проволока марки 10.9) | ✅ Да | Стандарт для высокопрочных болтов |
| Нержавеющая сталь (304, 316, A2/A4) | ✅ Да | Повышенный износ инструмента; сфероидизированная проволока помогает. |
| Алюминий (5056, 6061) | ✅ Да | Широко используется в аэрокосмической отрасли и производстве электромобилей. |
| Медь / латунь | ✅ Да | Крепежные элементы для электропроводки и сантехники |
| Высокоуглеродистая / инструментальная сталь | ⚠️ Ограниченное количество | Часто требуется обработка на станках с ЧПУ или горячая ковка. |
| Титан марки 5 | ⚠️ Специализация | Поддается холодной формовке, но требует интенсивного использования оснастки. |
| Инконель / суперсплавы | ❌ Нет | Только ЧПУ или горячая ковка |
Если в спецификации указан материал, который не поддается холодной формовке, Решение уже принято за вас — выбирайте станки с ЧПУ..
📋 Совет специалиста: Если вы работаете в условиях, критически важных с точки зрения коррозии, и рассматриваете нержавеющую сталь марки 316, обратитесь к поставщику за сфероидизированной проволокой. Стандартная проволока 316 быстро упрочняется при штамповке и сокращает срок службы штампа, а сфероидизированная проволока дольше сохраняет допуски и снижает амортизацию затрат на оснастку, которая отражается на цене за единицу продукции.
В каких случаях следует использовать гибридный метод холодной ковки и обработки на станках с ЧПУ?
Гибридное производство — это решение, когда деталь имеет оба тома и признак, который холодная голова не может сформировать.
Рабочий процесс:
- Выковать болт методом холодной ковки до получения формы, близкой к окончательной. — фиксация выхода материала, потока зерна и скорости
- Обработка на станке с ЧПУ только элементов. для деталей, требующих жестких допусков, резьбы или сложной внутренней геометрии.
Кованая заготовка сокращает время цикла обработки на станке с ЧПУ на чистовом этапе, сохраняя при этом структуру зерна под режущей кромкой.
Типичные кандидаты на роль гибридных моделей:
- Болты с буртиком и малым диаметром подшипника
- Шестигранные болты с внутренним приводом или поперечными отверстиями
- Ступенчатые шпильки с подрезами на плечах
- Болты крепления датчика с обработанными выступами

В компании Keyfix штамповка и обработка на станках с ЧПУ выполняются под одним управлением. IATF 16949 система качества, благодаря которой передача информации между процессами не приводит к появлению нового взаимодействия с поставщиками, увеличению сроков выполнения заказа или появлению нового PPAP (Product-Pressure Processing).
Как выбрать между холодной ковкой и обработкой на станках с ЧПУ?
Перед отправкой запроса предложений проверьте свою деталь по этому контрольному списку:
| Вопрос | Холодная ковка с низким содержанием жира | Бережливое ЧПУ |
|---|---|---|
| Годовой объем продаж > 10 000 единиц? | ✅ Да | ❌ Нет |
| Допуск жестче, чем ±0,025 мм? | ❌ Нет | ✅ Да |
| Диаметр ≤ M36 и длина ≤ 200 мм? | ✅ Да | Оба варианта подходят |
| Материал пластичен (низко-/среднеуглеродистый, нержавеющая сталь, алюминий)? | ✅ Да | Оба варианта подходят |
| Внутренняя резьба, глубокие глухие отверстия, подрезы? | ❌ Нет (или гибрид) | ✅ Да |
| Нагрузка, критичная к усталости? | ✅ Да | Добавить термообработку |
| Дизайн пока находится на стадии прототипа? | ❌ Нет | ✅ Да |
Если ваши ответы расходятся, например, большой объем и особенность, характерная исключительно для станков с ЧПУ. — обычно побеждает гибридный путь.
Часто задаваемые вопросы
Каков типичный минимальный объем заказа для болтов, изготовленных методом холодной ковки на заказ, по сравнению с болтами, изготовленными на станках с ЧПУ?
Минимальный объем заказа для холодной ковки обычно начинается с 5000–10000 штук благодаря амортизации оснастки. Болты, изготовленные на станках с ЧПУ по индивидуальному заказу, можно заказать в количествах от [указать количество]. 50–100 штук, Именно поэтому станки с ЧПУ являются стандартом для прототипов и небольших опытных партий. Keyfix предлагает образцы, изготовленные на станках с ЧПУ, с низким минимальным объемом заказа для проверки конструкции, а затем переводит проверенные детали на холодную штамповку для серийного производства.
Каков срок изготовления новой оснастки?
Изготовление новой оснастки для холодной штамповки обычно занимает 4–8 недель Проектирование, обработка и испытания зависят от количества рабочих станций и сложности элементов. Для обработки на станках с ЧПУ требуется только программирование и оснастка, поэтому первые образцы могут быть отправлены уже в срок. 1–2 недели. После того, как оснастка для холодной штамповки будет сертифицирована, начинаются повторные заказы. 3–4-недельные циклы.
Какие сертификаты и документы прилагаются к болтам?
Keyfix действует в соответствии с IATF 16949 и ISO 9001. Стандартная документация включает протокол испытаний проволоки на прочность при температуре 3,1°C, сертификат соответствия и протоколы контроля размеров. Для автомобильных программ предоставляется полный комплект документов. PPAP Уровень 3 Пакеты документов, включающие анализ видов и последствий отказов (FMEA), план контроля и отчет по системе мониторинга и оценки рисков (IMDS), предоставляются по запросу.
Можно ли переключить обработку детали с ЧПУ на холодную ковку в середине процесса?
Да, и переход на новую технологию — один из наиболее распространенных способов снижения затрат при закупке крепежных изделий. Процесс выглядит следующим образом: проверка существующей конструкции станка с ЧПУ, проведение анализа DFM с учетом ограничений при холодной штамповке, изготовление оснастки, подготовка PPAP-документа, а затем переход на новую технологию. Экономия составляет... 30–50% на деталь реалистично оценивают подходящих кандидатов.
Нужна ли термообработка болтов, изготовленных методом холодной ковки?
Большинство конструкционных болтов таковы. Холодная ковка приводит к упрочнению при деформации, но классы свойств, такие как... 8,8, 10,9 и 12,9 баллов Для достижения заданных значений прочности на растяжение и предела текучести согласно ISO 898-1 требуется термообработка методом закалки и отпуска. Термообработка проводится в процессе штамповки и накатки резьбы.
Какие виды обработки поверхностей доступны?
Стандартная отделка включает в себя: цинкование, цинк-никелевое покрытие, дакромет, горячее цинкование, черное оксидирование, фосфатирование и покрытие из ПТФЭ.. Выбор зависит от класса коррозии, целевых значений коэффициента трения и моментов затяжки при сборке. Для применения под капотом автомобилей наиболее распространены цинк-никелевые сплавы и дакромет.
Как обрабатывать детали с жесткими допусками, которые невозможно воспроизвести методом холодной штамповки?
Гибридный подход. Холодная ковка болта до формы, близкой к окончательной, затем обработка на станке с ЧПУ критически важной детали — плеча, отверстия, подреза или прецизионного шестигранника — с точностью до чертежа. Оба процесса выполняются на собственном производстве Keyfix в рамках единого плана контроля качества, поэтому деталь остается в рамках одного плана PPAP и одного CoC.
Готовы разработать спецификацию для вашей следующей программы по разработке болтовых затворов?
Отправьте свой чертеж или образец по адресу Команда инженеров Keyfix Для проведения анализа DFM и получения коммерческого предложения в течение 48 часов. Мы оценим целесообразность использования технологии холодной штамповки, порекомендуем гибридный вариант, если это экономически целесообразно, и вместе рассчитаем стоимость оснастки и единицы продукции, чтобы вы могли произвести расчет точки безубыточности до принятия решения.
Автор: Команда инженеров Keyfix Опубликовано: 25 апреля 2026 г. Последнее обновление: 25 апреля 2026 г.